- Современные металлорежущие станки с ЧПУ и ОЦ, и их возможности

Содержание
- 2. Современные металлорежущие станки с ЧПУ и ОЦ (классификация ) Токарная группа Фрезерная группа Станки для обработки
- 3. Токарные горизонтальные обрабатывающие центры
- 4. Назначение токарных горизонтальных обрабатывающих центров Токарные горизонтальные ОЦ иногда называют многоцелевыми или многофункциональными токарными станками с
- 5. Примеры деталей, обработанных на ТГОЦ
- 6. Компоновка станка с 2-мя шпинделями, 1-ой револьверной головкой и осью Y
- 7. Компоновка центра с 2-мя шпинделями и 2-мя револьверными головками
- 8. Токарные вертикальные станки с ЧПУ и ОЦ.
- 9. Назначение токарных станков с ЧПУ и ОЦ вертикальной компоновки. Вертикальные токарные станки с ЧПУ и ОЦ
- 10. Преимущества вертикальной компоновки • Постоянная высокая точность обработки благодаря следующим основным факторам:: На горизонтально- токарном станке
- 11. •Оптимальный сход стружки. - Стружка ссыпается вниз на транспортер и не попадает на направляющие и элементы
- 12. Примеры деталей, обработанных на станках
- 13. Токарные прутковые автоматы с ЧПУ
- 14. Назначение токарных прутковых автоматов с ЧПУ Токарные прутковые автоматы с ЧПУ предназначены для высокопроизводительной обработки небольших
- 15. Детали, изготовленные на токарных прутковых автоматах с ЧПУ
- 16. Общий вид и рабочая зона одношпиндельного токарного автомата модели TNM 28 фирмы Traub(Германия) с 4-мя радиальными
- 17. Вертикально-фрезерные ОЦ
- 18. Назначение и преимущество вертикально-фрезерных обрабатывающих центров Вертикальные фрезерные обрабатывающие центры – предназначены для многооперационной комплексной черновой,
- 19. Примеры обработанных деталей
- 20. Серия MK603S является третьим поколением многоцелевых вертикальных обрабатывающих центров MK60S; за последние 14 лет по всему
- 21. Конструкция подвижной стойки, которая перемещается в трех направлениях (по осям X, Y, Z), включает основание повышенной
- 22. Горизонтальные фрезерные обрабатывающие центры
- 23. Токарно-фрезерные обрабатывающие центры
- 24. Концепция
- 25. ОСОБЕННОСТИ ТОКАРНО-ФРЕЗЕРНЫХ ОЦ Токарно-фрезерный обрабатывающий центр совмещает функции токарного и фрезерного станков. Известно, что точение, фрезерование
- 26. Примеры получаемых на станках деталей
- 27. Примеры выполняемых операций
- 28. ТШ1- SC ТШ2- S1C1B1 13 осей ФШ- S2Z2X2Y2A2 НРГ- S3Z3X3 Полная обработка заготовки до полной детали.
- 29. Расточно-сверлильно-фрезерные станки с ЧПУ и ОЦ ( станки с выдвижным шпинделем)
- 30. Назначение станков На станках данной группы могут быть эффективно обработаны сложные габаритные корпусные детали из чугуна,
- 31. Примеры обработанных деталей
- 32. Компоновка ОЦ
- 33. Горизонтально - расточный ОЦ TOS WHQ 105 CNC
- 34. DMG MORI (Германия,Япония) MILLTAP 700 Сверлильно-фрезерные обрабатывающие центры
- 35. НАЗНАЧЕНИЕ СВЕРЛИЛЬНО-ФРЕЗЕРНЫХ ОЦ Сверлильно-фрезерные ОЦ предназначены для выполнения легких сверлильных и фрезерных работ при изготовлении различных
- 36. ПРИМЕРЫ ДЕТАЛЕЙ ОБРАБАТЫВАЕМЫХ НА СВЕРЛИЛЬНО-ФРЕЗЕРНЫХ ОЦ Сверление Рассверливание Фрезерование Сверление Фрезерование Сверление Фрезерование Рассверливание Нарезание резьбы
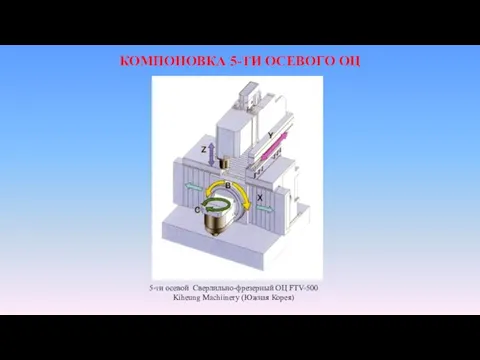
- 37. КОМПОНОВКА 5-ТИ ОСЕВОГО ОЦ 5-ти осевой Сверлильно-фрезерный ОЦ FTV-500 Kiheung Machiinery (Южная Корея)
- 38. Современные зубообрабатывающие станки
- 39. Зубообрабатывающие станки предназначены для нарезания и отделки зубьев колес различных передач. По виду обработки и инструмента
- 40. Зубообрабатывающие центры Одно из главных преимуществ обрабатывающего центра – высокая производительность: она в 3-8 раз превышает
- 41. Компоновка зубофрезерного ОЦ с ЧПУ
- 42. Современные шлифовальные станки
- 43. Круглошлифовальный станок
- 44. Примеры получаемых на станках деталей
- 45. Бесцентрошлифовальный станок
- 46. Примеры получаемых на станках деталей
- 47. Внутришлифовальный станок
- 48. Примеры получаемых на станках деталей
- 49. Плоскошлифовальный станок
- 50. Примеры получаемых на станках деталей
- 51. Ленточнопильные станки
- 52. Назначение. Ленточнопильные станки по металлу предназначены для резки всех обычно используемых материалов, начиная с алюминия и
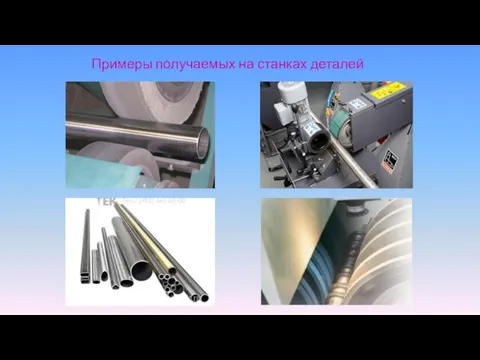
- 53. Примеры распиливаемых на станках заготовок
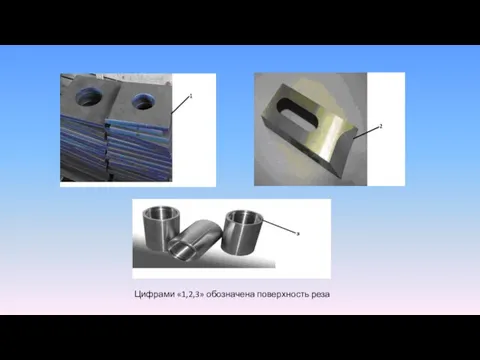
- 54. Цифрами «1,2,3» обозначена поверхность реза
- 55. Более высокая производительность Уменьшенный расход материала из-за небольшой толщины реза Относительная дороговизна режущего инструмента (ленточных полотен)
- 56. Высокая точность резки: 0,1-1,5 мм, отклонение от вертикали до 0,05 мм Высокое качество поверхности реза Малая
- 57. Станок отрезной ленточнопильный консольный поворотный от – 60° до +60° ручной
- 58. Станок отрезной ленточнопильный одностоечный (колонный) неповоротный автомат
- 59. Станок отрезной ленточнопильный портальный неповоротный автомат с неподвижным столом
- 60. Станки для гидроструйной обработки
- 61. Гидрорезка – вид обработки материалов резанием, где в качестве режущего инструмента используется струя чистой воды или
- 62. Резка струёй воды с абразивом основывается на применении жидкости и абразива, только воздействие на металл или
- 63. Схема процесса и установки гидроабразивной резки Схема установки гидроабразивной резки. 1 — подвод воды под высоким
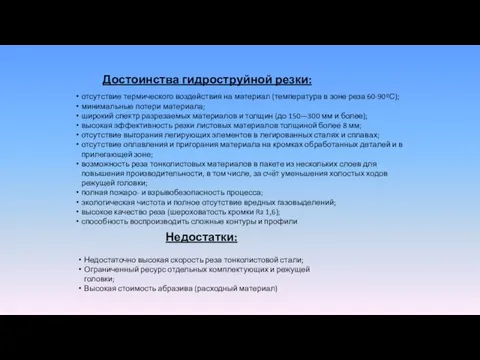
- 64. Достоинства гидроструйной резки: отсутствие термического воздействия на материал (температура в зоне реза 60-90ºС); минимальные потери материала;
- 65. Достоинства гидроструйной резки: отсутствие термического воздействия на материал (температура в зоне реза 60-90ºС); минимальные потери материала;
- 66. Примеры обрабатываемых на станках деталей Алюминий Керамика
- 67. Сталь Камень (мрамор или гранит)
- 68. Современные лазерные станки
- 69. Удается реализовать такой широкий круг технологических процессов и методов обработки материалов (сварка, наплавка, маркировка, закалка, резка
- 70. Примеры обработанных деталей
- 71. схема вариантов подачи вспомогательного газа схема резки лазером
- 72. Jinan Hotech cnc machines Портальный станок с твердотельным лазером. станок использует YAG оптическую систему твердотельного лазера,
- 73. Электроэррозионные станки
- 74. Сущность электроэрозионной обработки Разрушение поверхностных слоев материала под влиянием внешнего воздействия электрических разрядов называется электрической эрозией.
- 75. Схемы электроэрозионной обработки а - сквозных отверстий любой формы поперечного сечения; б - глухих отверстий и
- 76. Примеры обработанных на станках деталей
- 77. Электроэрозионный копировально-прошивочный Станок EA8 V Advance Фирма: MITSUBISHI ELECTRIC Страна: Япония Обеспечивает: *высокопроизводительную обработку глубоких и
- 78. DEM 320 - Проволочно-эрозионный станок с ЧПУ альтернатива в проволочно-эрозионном исполнении с высокой производительностью и рентабельностью
- 79. Современные электрохимические станки
- 80. ЭХО предназначена для изготовления штампов и матриц, применяемых в технологии холодной штамповки, а также для качества
- 82. Механизм съема (растворения, удаления металла) при электрохимической обработке основан на процессе электролиза. Съем металла происходит по
- 84. Преимущества ЭХО 1. Отсутствие износа электрода-инструмента. 2. Время на изготовление готового штампа в 10-100 раз меньше.
- 86. Скачать презентацию
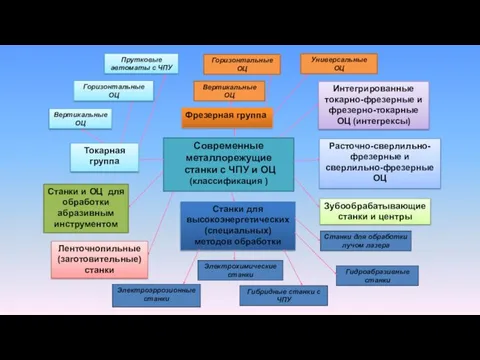
Современные металлорежущие
станки с ЧПУ и ОЦ
(классификация )
Токарная группа
Фрезерная группа
Станки для
Современные металлорежущие
станки с ЧПУ и ОЦ
(классификация )
Токарная группа
Фрезерная группа
Станки для

Токарные горизонтальные обрабатывающие центры
Токарные горизонтальные обрабатывающие центры
Назначение токарных горизонтальных обрабатывающих центров
Токарные горизонтальные ОЦ иногда называют многоцелевыми или
Назначение токарных горизонтальных обрабатывающих центров
Токарные горизонтальные ОЦ иногда называют многоцелевыми или

Примеры деталей, обработанных на ТГОЦ
Примеры деталей, обработанных на ТГОЦ

Компоновка станка с 2-мя шпинделями, 1-ой револьверной головкой и осью Y
Компоновка станка с 2-мя шпинделями, 1-ой револьверной головкой и осью Y
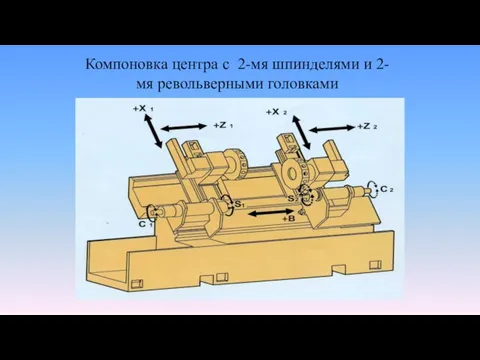
Компоновка центра с 2-мя шпинделями и 2-мя револьверными головками
Компоновка центра с 2-мя шпинделями и 2-мя револьверными головками

Токарные вертикальные станки с ЧПУ и ОЦ.
Токарные вертикальные станки с ЧПУ и ОЦ.
Назначение токарных станков с ЧПУ и ОЦ вертикальной компоновки.
Вертикальные токарные станки
Назначение токарных станков с ЧПУ и ОЦ вертикальной компоновки.
Вертикальные токарные станки
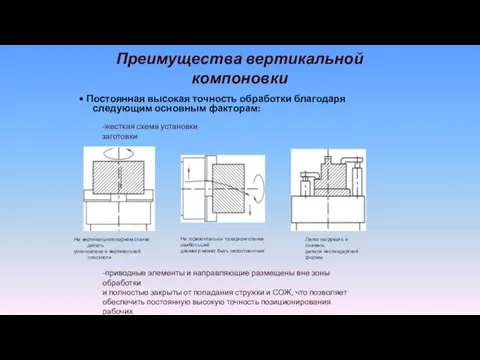
Преимущества вертикальной компоновки
• Постоянная высокая точность обработки благодаря следующим основным факторам::
На
Преимущества вертикальной компоновки
• Постоянная высокая точность обработки благодаря следующим основным факторам::
На
•Оптимальный сход стружки.
- Стружка ссыпается вниз на транспортер и
•Оптимальный сход стружки. - Стружка ссыпается вниз на транспортер и

Примеры деталей, обработанных на станках
Примеры деталей, обработанных на станках

Токарные прутковые автоматы с ЧПУ
Токарные прутковые автоматы с ЧПУ
Назначение токарных прутковых автоматов с ЧПУ
Токарные прутковые автоматы с ЧПУ предназначены
Назначение токарных прутковых автоматов с ЧПУ
Токарные прутковые автоматы с ЧПУ предназначены

Детали, изготовленные на токарных прутковых автоматах с ЧПУ
Детали, изготовленные на токарных прутковых автоматах с ЧПУ
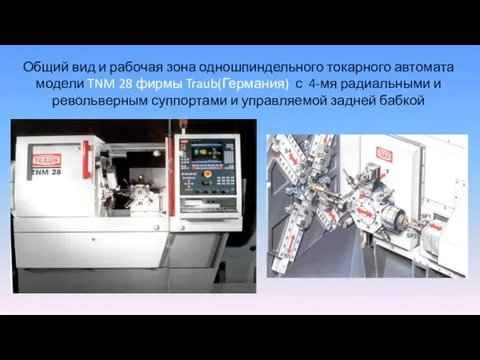
Общий вид и рабочая зона одношпиндельного токарного автомата модели TNM 28
Общий вид и рабочая зона одношпиндельного токарного автомата модели TNM 28

Вертикально-фрезерные ОЦ
Вертикально-фрезерные ОЦ
Назначение и преимущество вертикально-фрезерных обрабатывающих центров
Вертикальные фрезерные обрабатывающие центры – предназначены
Назначение и преимущество вертикально-фрезерных обрабатывающих центров
Вертикальные фрезерные обрабатывающие центры – предназначены

Примеры обработанных деталей
Примеры обработанных деталей

Серия MK603S является третьим поколением многоцелевых вертикальных обрабатывающих центров MK60S; за
Серия MK603S является третьим поколением многоцелевых вертикальных обрабатывающих центров MK60S; за

Конструкция подвижной стойки, которая перемещается в трех направлениях (по осям X,
Конструкция подвижной стойки, которая перемещается в трех направлениях (по осям X,

Горизонтальные фрезерные обрабатывающие центры
Горизонтальные фрезерные обрабатывающие центры

Токарно-фрезерные обрабатывающие центры
Токарно-фрезерные обрабатывающие центры
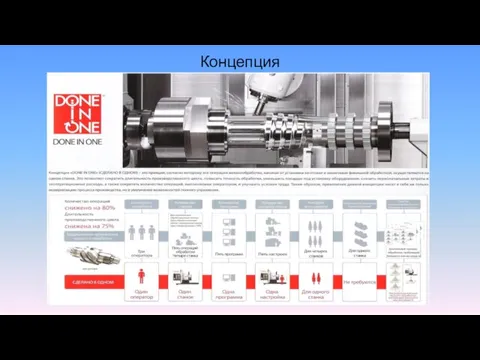
Концепция
Концепция
ОСОБЕННОСТИ ТОКАРНО-ФРЕЗЕРНЫХ ОЦ
Токарно-фрезерный обрабатывающий центр совмещает функции токарного и фрезерного
ОСОБЕННОСТИ ТОКАРНО-ФРЕЗЕРНЫХ ОЦ
Токарно-фрезерный обрабатывающий центр совмещает функции токарного и фрезерного

Примеры получаемых на станках деталей
Примеры получаемых на станках деталей

Примеры выполняемых операций
Примеры выполняемых операций

ТШ1- SC
ТШ2- S1C1B1 13 осей
ФШ- S2Z2X2Y2A2
НРГ- S3Z3X3
Полная обработка заготовки до
ТШ1- SC
ТШ2- S1C1B1 13 осей
ФШ- S2Z2X2Y2A2
НРГ- S3Z3X3
Полная обработка заготовки до

Расточно-сверлильно-фрезерные станки с ЧПУ и ОЦ ( станки с выдвижным шпинделем)
Расточно-сверлильно-фрезерные станки с ЧПУ и ОЦ ( станки с выдвижным шпинделем)
Назначение станков
На станках данной группы могут быть эффективно обработаны сложные
Назначение станков
На станках данной группы могут быть эффективно обработаны сложные

Примеры обработанных деталей
Примеры обработанных деталей
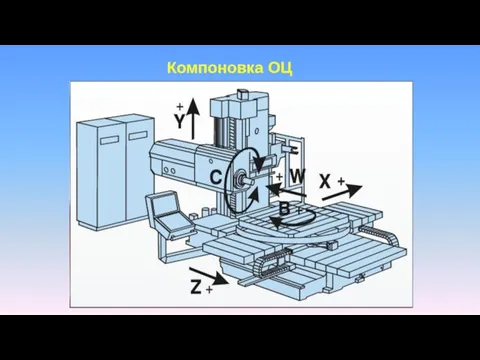
Компоновка ОЦ
Компоновка ОЦ

Горизонтально - расточный ОЦ TOS WHQ 105 CNC
Горизонтально - расточный ОЦ TOS WHQ 105 CNC

DMG MORI (Германия,Япония) MILLTAP 700
Сверлильно-фрезерные обрабатывающие центры
DMG MORI (Германия,Япония) MILLTAP 700
Сверлильно-фрезерные обрабатывающие центры
НАЗНАЧЕНИЕ СВЕРЛИЛЬНО-ФРЕЗЕРНЫХ ОЦ
Сверлильно-фрезерные ОЦ предназначены для выполнения легких сверлильных и фрезерных
НАЗНАЧЕНИЕ СВЕРЛИЛЬНО-ФРЕЗЕРНЫХ ОЦ
Сверлильно-фрезерные ОЦ предназначены для выполнения легких сверлильных и фрезерных

ПРИМЕРЫ ДЕТАЛЕЙ ОБРАБАТЫВАЕМЫХ
НА СВЕРЛИЛЬНО-ФРЕЗЕРНЫХ ОЦ
Сверление
Рассверливание
Фрезерование
Сверление
Фрезерование
Сверление
Фрезерование
Рассверливание
Нарезание резьбы
ПРИМЕРЫ ДЕТАЛЕЙ ОБРАБАТЫВАЕМЫХ
НА СВЕРЛИЛЬНО-ФРЕЗЕРНЫХ ОЦ
Сверление
Рассверливание
Фрезерование
Сверление
Фрезерование
Сверление
Фрезерование
Рассверливание
Нарезание резьбы
КОМПОНОВКА 5-ТИ ОСЕВОГО ОЦ
5-ти осевой Сверлильно-фрезерный ОЦ FTV-500
Kiheung Machiinery (Южная
КОМПОНОВКА 5-ТИ ОСЕВОГО ОЦ
5-ти осевой Сверлильно-фрезерный ОЦ FTV-500
Kiheung Machiinery (Южная

Современные зубообрабатывающие станки
Современные зубообрабатывающие станки
Зубообрабатывающие станки предназначены для нарезания и отделки зубьев колес различных передач. По
Зубообрабатывающие станки предназначены для нарезания и отделки зубьев колес различных передач. По
Зубообрабатывающие центры
Одно из главных преимуществ обрабатывающего центра – высокая производительность: она
Зубообрабатывающие центры
Одно из главных преимуществ обрабатывающего центра – высокая производительность: она

Компоновка зубофрезерного ОЦ с ЧПУ
Компоновка зубофрезерного ОЦ с ЧПУ

Современные шлифовальные станки
Современные шлифовальные станки

Круглошлифовальный станок
Круглошлифовальный станок

Примеры получаемых на станках деталей
Примеры получаемых на станках деталей

Бесцентрошлифовальный станок
Бесцентрошлифовальный станок
Примеры получаемых на станках деталей
Примеры получаемых на станках деталей

Внутришлифовальный станок
Внутришлифовальный станок

Примеры получаемых на станках деталей
Примеры получаемых на станках деталей

Плоскошлифовальный станок
Плоскошлифовальный станок

Примеры получаемых на станках деталей
Примеры получаемых на станках деталей

Ленточнопильные станки
Ленточнопильные станки
Назначение.
Ленточнопильные станки по металлу предназначены для резки всех обычно используемых материалов,
Назначение.
Ленточнопильные станки по металлу предназначены для резки всех обычно используемых материалов,

Примеры распиливаемых на станках заготовок
Примеры распиливаемых на станках заготовок
Цифрами «1,2,3» обозначена поверхность реза
Цифрами «1,2,3» обозначена поверхность реза
Более высокая производительность
Уменьшенный расход материала из-за небольшой толщины реза
Относительная дороговизна режущего
Более высокая производительность
Уменьшенный расход материала из-за небольшой толщины реза
Относительная дороговизна режущего
Высокая точность резки: 0,1-1,5 мм, отклонение от вертикали до 0,05 мм
Высокое
Высокая точность резки: 0,1-1,5 мм, отклонение от вертикали до 0,05 мм
Высокое

Станок отрезной ленточнопильный консольный поворотный от – 60° до +60° ручной
Станок отрезной ленточнопильный консольный поворотный от – 60° до +60° ручной

Станок отрезной ленточнопильный одностоечный (колонный) неповоротный автомат
Станок отрезной ленточнопильный одностоечный (колонный) неповоротный автомат

Станок отрезной ленточнопильный портальный неповоротный автомат с неподвижным столом
Станок отрезной ленточнопильный портальный неповоротный автомат с неподвижным столом

Станки для гидроструйной обработки
Станки для гидроструйной обработки
Гидрорезка – вид обработки материалов резанием, где в качестве режущего
Гидрорезка – вид обработки материалов резанием, где в качестве режущего
Резка струёй воды с абразивом основывается на применении жидкости и
Резка струёй воды с абразивом основывается на применении жидкости и
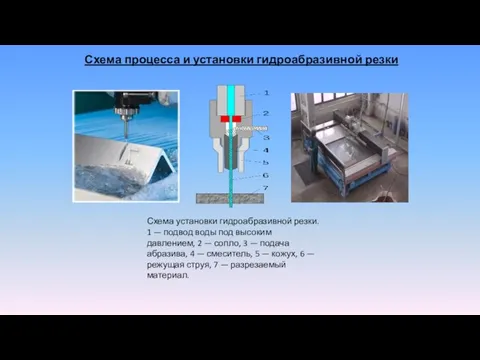
Схема процесса и установки гидроабразивной резки
Схема установки гидроабразивной резки. 1 — подвод
Схема процесса и установки гидроабразивной резки
Схема установки гидроабразивной резки. 1 — подвод
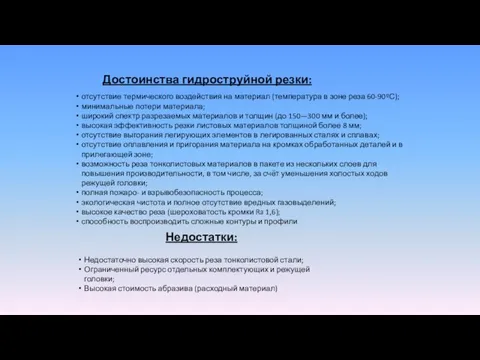
Достоинства гидроструйной резки:
отсутствие термического воздействия на материал (температура в зоне реза 60-90ºС);
минимальные
Достоинства гидроструйной резки:
отсутствие термического воздействия на материал (температура в зоне реза 60-90ºС);
минимальные
Достоинства гидроструйной резки:
отсутствие термического воздействия на материал (температура в зоне реза 60-90ºС);
минимальные
Достоинства гидроструйной резки:
отсутствие термического воздействия на материал (температура в зоне реза 60-90ºС);
минимальные
Примеры обрабатываемых на станках деталей
Алюминий
Керамика
Примеры обрабатываемых на станках деталей
Алюминий
Керамика
Сталь
Камень (мрамор или гранит)
Сталь
Камень (мрамор или гранит)

Современные лазерные станки
Современные лазерные станки

Удается реализовать такой широкий круг технологических процессов и методов обработки материалов
Удается реализовать такой широкий круг технологических процессов и методов обработки материалов

Примеры обработанных деталей
Примеры обработанных деталей
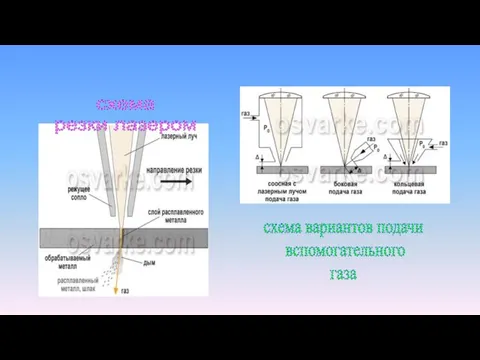
схема вариантов подачи
вспомогательного
газа
схема
резки лазером
схема вариантов подачи
вспомогательного
газа
схема
резки лазером

Jinan Hotech cnc machines
Портальный станок с твердотельным
лазером.
станок использует YAG оптическую
Jinan Hotech cnc machines
Портальный станок с твердотельным
лазером.
станок использует YAG оптическую
Электроэррозионные станки
Электроэррозионные станки
Сущность электроэрозионной обработки
Разрушение поверхностных слоев материала под влиянием внешнего
Сущность электроэрозионной обработки
Разрушение поверхностных слоев материала под влиянием внешнего

Схемы электроэрозионной обработки
а - сквозных отверстий любой формы поперечного сечения;
Схемы электроэрозионной обработки
а - сквозных отверстий любой формы поперечного сечения;

Примеры обработанных на станках деталей
Примеры обработанных на станках деталей
Электроэрозионный
копировально-прошивочный
Станок EA8 V Advance
Фирма: MITSUBISHI ELECTRIC
Страна: Япония
Обеспечивает:
*высокопроизводительную обработку
Электроэрозионный
копировально-прошивочный
Станок EA8 V Advance
Фирма: MITSUBISHI ELECTRIC
Страна: Япония
Обеспечивает:
*высокопроизводительную обработку

DEM 320 - Проволочно-эрозионный станок с ЧПУ
альтернатива в проволочно-эрозионном исполнении с высокой
DEM 320 - Проволочно-эрозионный станок с ЧПУ
альтернатива в проволочно-эрозионном исполнении с высокой

Современные электрохимические станки
Современные электрохимические станки
ЭХО предназначена для изготовления штампов и матриц, применяемых в технологии холодной
ЭХО предназначена для изготовления штампов и матриц, применяемых в технологии холодной

Механизм съема (растворения, удаления металла) при электрохимической обработке основан на процессе электролиза.
Механизм съема (растворения, удаления металла) при электрохимической обработке основан на процессе электролиза.

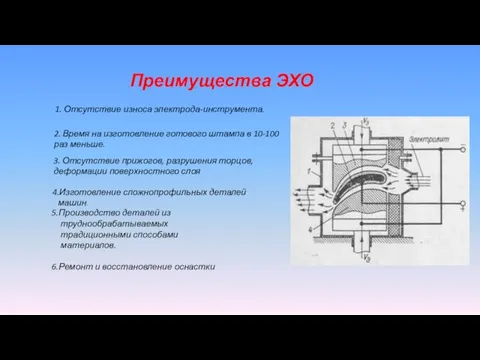
Преимущества ЭХО
1. Отсутствие износа электрода-инструмента.
2. Время на изготовление готового штампа в
Преимущества ЭХО
1. Отсутствие износа электрода-инструмента.
2. Время на изготовление готового штампа в
Похожие презентации
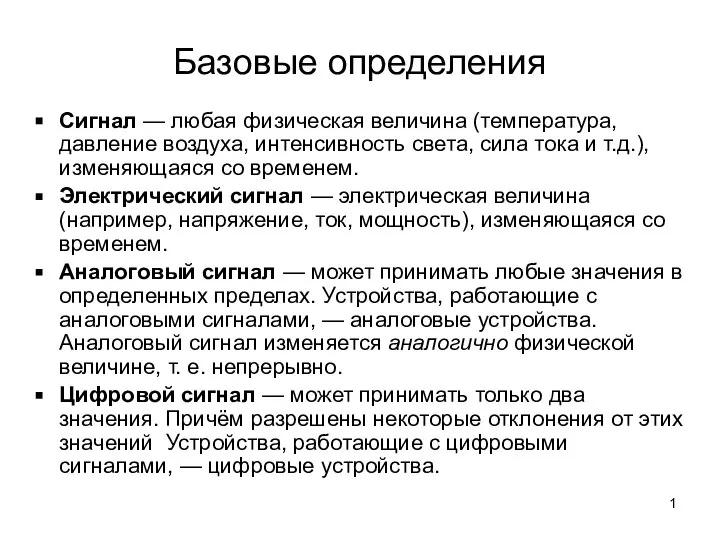 Базовые определения схемотехнического проектирования
Базовые определения схемотехнического проектирования Кто ты из Гравити Фолз?
Кто ты из Гравити Фолз? Fêtes en France
Fêtes en France Гвозди. Виды гвоздей (5 класс)
Гвозди. Виды гвоздей (5 класс) 20170509_prezentatsiya_vneklassnogo_meropriyatiya_matematicheskiy_kaleydoskop
20170509_prezentatsiya_vneklassnogo_meropriyatiya_matematicheskiy_kaleydoskop Руководство_пользователя_для_онлайн_курса_ГПА
Руководство_пользователя_для_онлайн_курса_ГПА Технология производства качокавалло
Технология производства качокавалло 20150223_obshchenie._urok_2
20150223_obshchenie._urok_2 Материаловедение. Алюминиевые сплавы
Материаловедение. Алюминиевые сплавы 20160227_elektronnyy_uchebnik_dlya_nachalnogo_i_srednego_professionalnogo_obrazovaniya
20160227_elektronnyy_uchebnik_dlya_nachalnogo_i_srednego_professionalnogo_obrazovaniya Моя любимая мама (для школьников)
Моя любимая мама (для школьников)
 Презентация автомобилей женевского автосалона 2008
Презентация автомобилей женевского автосалона 2008 Сосны
Сосны Система договоров оптового рынка электроэнергии после 01.04.2006
Система договоров оптового рынка электроэнергии после 01.04.2006 Мой выбор профессии
Мой выбор профессии Игра Brain Штурм
Игра Brain Штурм winter clothes _ memory _ by Artem Morozov
winter clothes _ memory _ by Artem Morozov пасха 2017
пасха 2017 20140704_proektnaya_deyatelnost_kak_sredstvo_realizatsii_fgos_na_urokakh
20140704_proektnaya_deyatelnost_kak_sredstvo_realizatsii_fgos_na_urokakh Modern equipment and devices in railway transport
Modern equipment and devices in railway transport Урок 15. Периметр
Урок 15. Периметр Тепловая схема турбоустановки ТЭЦ МЭИ
Тепловая схема турбоустановки ТЭЦ МЭИ 20140911_kashpurov
20140911_kashpurov Плетёные листья
Плетёные листья 20151102_brestskiy-mir_
20151102_brestskiy-mir_ Ай да мы!
Ай да мы! Презентация инструкция для участников олимпиады
Презентация инструкция для участников олимпиады