- Техника и технология сварки никелевых пластин в среде аргона неплавящимся электродом (S 4 мм)

Содержание
- 2. Никель: температура плавления 1453º С; плотность 8,9 г/см3, высокая стойкость против коррозии на воздухе; высокая пластичность;
- 3. Основные особенности (трудности) сварки никеля: 1. Склонность металла шва образовывать поры и кристаллизационные трещины. 2. Плёнка
- 4. Причины образования пор в металле шва при сварке никеля: - большая растворимость газов при высоких температурах,
- 5. Задание: 1. Выполнить сварку стыкового соединения в нижнем пространственном положении пластин неплавящимся электродом в среде инертного
- 6. Подготовка кромок и сборка под сварку: тщательная зачистка кромок и прилегающих к ним участков на ширине
- 7. Техника и технология сварки Сварка ИНп - в инертных газах неплавящимся электродом с присадочным металлом), ГОСТ
- 8. Режимы сварки Вольфрамовый электрод: температура плавления 3410 °С, температура кипения 10220 °С.
- 9. Аргон в зависимости от чистоты делится на три марки: аргон чистый марки А – аргона не
- 10. Дуговая сварка неплавящимся вольфрамовым электродом в среде инертного газа АРГОНА
- 12. Скачать презентацию
Никель:
температура плавления 1453º С;
плотность 8,9 г/см3,
высокая стойкость против коррозии на
Никель:
температура плавления 1453º С;
плотность 8,9 г/см3,
высокая стойкость против коррозии на
Основные особенности (трудности) сварки никеля:
1. Склонность металла шва
Основные особенности (трудности) сварки никеля:
1. Склонность металла шва
Причины образования пор в металле шва при сварке никеля:
Причины образования пор в металле шва при сварке никеля:
Задание:
1. Выполнить сварку стыкового соединения в нижнем пространственном положении пластин
Задание:
1. Выполнить сварку стыкового соединения в нижнем пространственном положении пластин
Подготовка кромок и сборка под сварку:
тщательная зачистка кромок и прилегающих к
Подготовка кромок и сборка под сварку:
тщательная зачистка кромок и прилегающих к
Техника и технология сварки
Сварка ИНп - в инертных газах неплавящимся электродом
Техника и технология сварки
Сварка ИНп - в инертных газах неплавящимся электродом
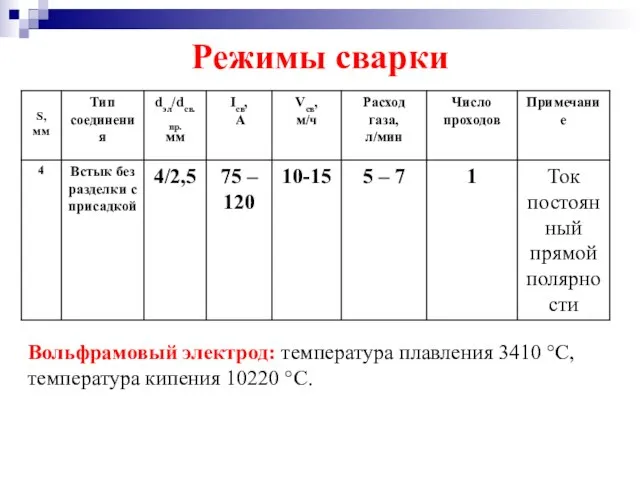
Режимы сварки
Вольфрамовый электрод: температура плавления 3410 °С, температура кипения 10220 °С.
Режимы сварки
Вольфрамовый электрод: температура плавления 3410 °С, температура кипения 10220 °С.
Аргон в зависимости от чистоты делится
на три марки:
аргон чистый марки
Аргон в зависимости от чистоты делится
на три марки:
аргон чистый марки

Дуговая сварка неплавящимся вольфрамовым электродом в среде инертного газа АРГОНА
Дуговая сварка неплавящимся вольфрамовым электродом в среде инертного газа АРГОНА
 Мясная продуктивность крупного рогатого скота
Мясная продуктивность крупного рогатого скота История нашей школы
История нашей школы Стандарты и спецификации смазочных материалов
Стандарты и спецификации смазочных материалов Доскажи словечко
Доскажи словечко 2_novye_veshchi_petr_1
2_novye_veshchi_petr_1 внедрения
внедрения Роль родителей в формировании учебной мотивации
Роль родителей в формировании учебной мотивации Изготовление настенного календаря в технике оригами
Изготовление настенного календаря в технике оригами Гербы районов Пензенского края
Гербы районов Пензенского края Стойки 36 и 72
Стойки 36 и 72 Анализ мирового опыта создания подземных переходов
Анализ мирового опыта создания подземных переходов NP_BURG_Pt Situ BSS janvier 2021
NP_BURG_Pt Situ BSS janvier 2021 Презент о деде
Презент о деде Как решить конфликт между детьми в ДОУ?
Как решить конфликт между детьми в ДОУ? Познавая лучшее. Послание к Филиппийцам. Школа веры №5, день 3
Познавая лучшее. Послание к Филиппийцам. Школа веры №5, день 3 Устное народное творчество русского народа
Устное народное творчество русского народа Савинкина_матстатистика_лекция 4
Савинкина_матстатистика_лекция 4 Собрание для родителей будущих первоклассников
Собрание для родителей будущих первоклассников Рисуем космонавта
Рисуем космонавта 20141123_muzyka_19_veka
20141123_muzyka_19_veka ea9deca18c4960e9ae013f576e3e4fa8
ea9deca18c4960e9ae013f576e3e4fa8 20131125_kak_napisat_basnyu
20131125_kak_napisat_basnyu Конкурс №1 А ларчик просто открывался
Конкурс №1 А ларчик просто открывался ГМО 4
ГМО 4 20160809_ideya_rabochaya_11
20160809_ideya_rabochaya_11 Кара Нина 24 группа
Кара Нина 24 группа Φωτο τραβηγμενες την καταλληλη στιγμη
Φωτο τραβηγμενες την καταλληλη στιγμη Хлеб – наше богатство
Хлеб – наше богатство