- Технология и организация высокотехнологичного производства

Содержание
- 2. Машиностроительное производство – производство с преимущественным применением методов технологии машиностроения при выпуске изделий.
- 3. Технология – от греческого techne – искусство, мастерство, умение; logos – учение, наука. Имеет два значения:
- 4. Технология машиностроения – область науки и техники, которая включает совокупность средств, приемов, способов и методов человеческой
- 5. Машиностроительное производство и его характеристики 1. Виды изделий. Изделие – единица промышленной продукции, количество которой может
- 6. К изделиям допускается относить завершенные и незавершенные предметы производства, в том числе заготовки. Изделием также называется
- 7. Изделия, в зависимости от их производственного назначения, делят на изделия основного производства, предназначенные для поставки (реализации),
- 8. Изделия, предназначенные для поставки (реализации) и одновременно используемые предприятием, изготовляющим их, следует относить к изделиям основного
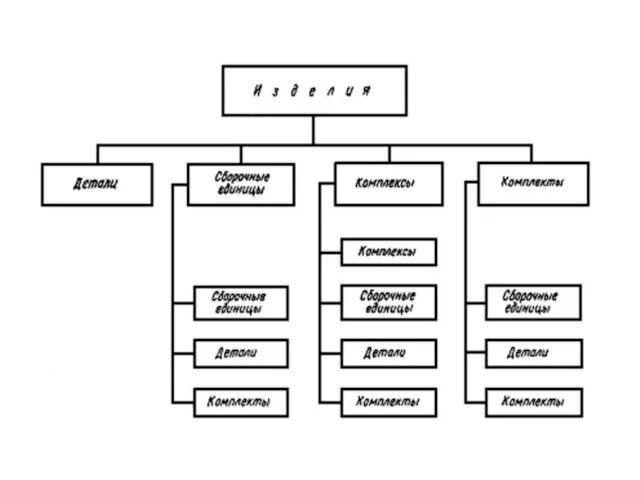
- 9. Устанавливаются следующие виды изделий: детали, сборочные единицы, комплексы, комплекты. Изделия в зависимости от наличия или отсутствия
- 11. Деталь – изделие, изготовленное из однородного по наименованию и марке материала, без применения сборочных операций.
- 12. Примеры деталей
- 13. Эти же изделия, подвергнутые покрытиям (защитным или декоративным), независимо от вида, толщины и назначения покрытия или
- 14. Примеры деталей
- 15. Сборочная единица – изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями (свинчиванием,
- 16. Примеры сборочных единиц
- 17. К сборочным единицам, при необходимости, также относят: а) Изделия, для которых конструкцией предусмотрена разборка их на
- 18. Примеры сборочных единиц
- 19. Комплекс – два и более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для
- 20. Каждое из этих специфицированных изделий, входящих в комплекс, служит для выполнения одной или нескольких основных функций,
- 22. Комплект – два и более изделия, несоединенных на предприятии-изготовителе сборочными операциями и представляющих набор изделий, имеющих
- 23. Примеры комплектов
- 24. Заготовка – предмет труда, из которого изменением формы, размеров, свойств поверхности и (или) материала изготавливают деталь.
- 25. 2. Технологические процессы. Совокупность всех действий людей и орудий труда, необходимых на данном предприятии для изготовления
- 26. Технологический процесс – часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета
- 27. В зависимости от назначения различают: технологические процессы изготовления, контроля и ремонта.
- 28. В зависимости от метода выполнения различают: технологические процессы, относящиеся к формообразованию, обработке и сборке. Формообразование –
- 29. По признаку организации производства различают: единичные, типовые и групповые технологические процессы. Единичный технологический процесс – технологический
- 30. Типовой технологический процесс – технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками.
- 31. Поршни двигателей внутреннего сгорания, для которых может быть разработан типовой технологический процесс
- 32. Групповой технологический процесс – технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
- 34. 3. Средства выполнения технологических процессов Для изготовления изделий на предприятии необходимы средства технологического оснащения и исполнители.
- 36. В общем случае СТО делят на оборудование и оснастку. Технологическое оборудование – СТО, в которых для
- 37. Примеры технологического оборудования
- 38. Технологическая оснастка - средства технологического оснащения, дополняющее технологическое оборудование, для выполнения определенной части технологического процесса. (Режущий
- 39. Приспособление - технологическая оснастка предназначенная для установки или направления предмета труда или инструмента при выполнении технологической
- 40. примеры приспособлений
- 41. Инструмент - технологическая оснастка, предназначенная для воздействия на предмет труда с целью изменения его состояния.
- 42. примеры металлорежущего инструмента
- 43. СТО представляют собой элементы технологической системы , т.е. части технологической системы, условно принимаемые неделимыми на данной
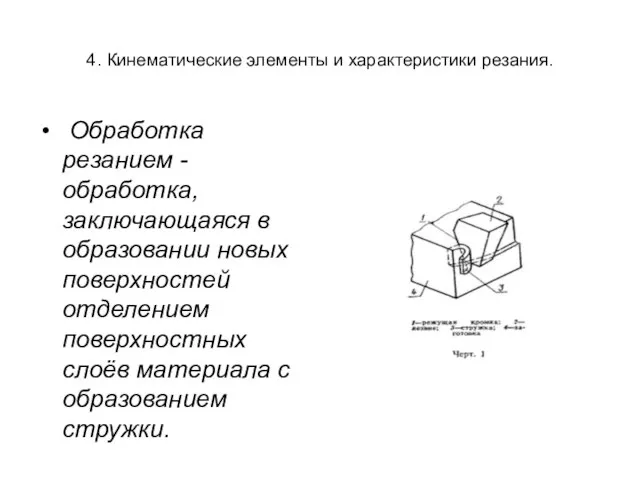
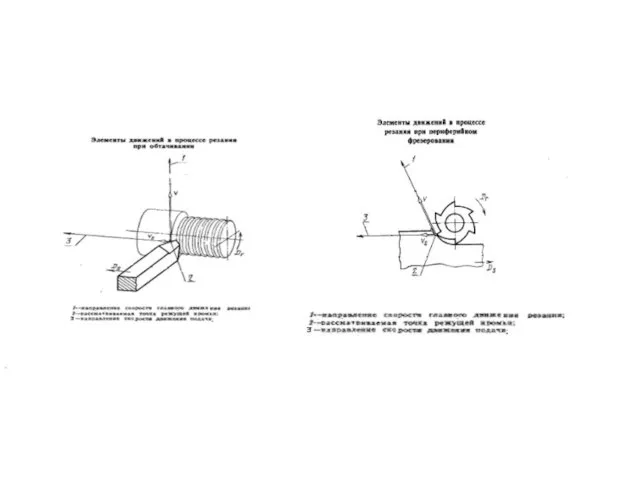
- 44. 4. Кинематические элементы и характеристики резания. Обработка резанием - обработка, заключающаяся в образовании новых поверхностей отделением
- 46. Главное движение резания (главное движение) (Dr) - прямолинейное, поступательное или вращательное движение заготовки или режущего инструмента,
- 48. Движение подачи (Ds) - прямолинейное, поступательное,или вращательное движение режущего инструмента или заготовки, скорость которого меньше скорости
- 50. Характеристики: Скорость движения подачи (скорость подачи) (Vs) - скорость рассматриваемой точки режущей кромки в движении подачи.
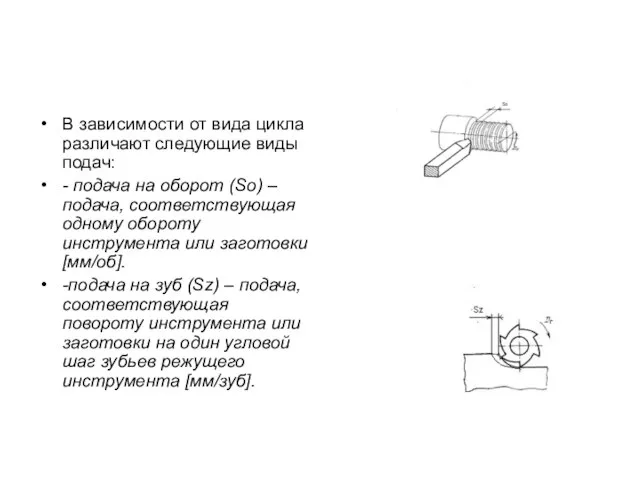
- 51. В зависимости от вида цикла различают следующие виды подач: - подача на оборот (Sо) – подача,
- 52. -подача на ход (Sх) – подача, соответствующая одному ходу заготовки или инструмента [мм/ход]. - подача на
- 53. Режим резания - совокупность значений скорости резания,глубины резания, подачи или скорости движения подачи. Глубина резания (t)
- 54. Сила резания (Р)- равнодействующая сил, действующих на режущий инструмент при обработке резанием. Рz - главная составляющая
- 55. 5. Технологическая операция и её элементы. Технологическая операция – законченная часть технологического процесса, выполняемая на одном
- 56. Элементы технологической операции
- 57. Установ – часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок. Технологический переход – законченная часть
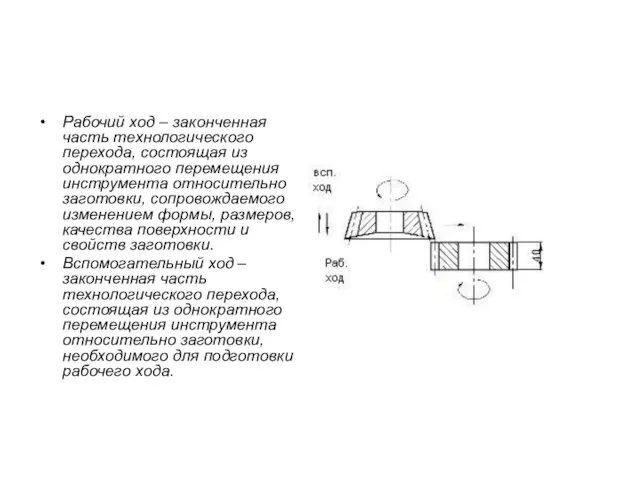
- 58. Рабочий ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением
- 59. Вспомогательный переход – законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не
- 60. Позиция – фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой (или собираемой сборочной единицей) совместно с приспособлением
- 61. 6. Время выполнения операции Цикл технологической операции - интервал календарного времени от начала до конца периодически
- 63. Штучное время - интервал времени, равный отношению цикла технологической операции к числу одновременно изготовляемых (или ремонтируемых)
- 64. В общем случае штучное время состоит из следующих элементов: Тшт = То + Тв + Тобсл
- 65. Тв - вспомогательное время - часть штучного времени, затрачиваемая на выполнение приемов, необходимых для обеспечения изменения
- 66. Тобсл - время обслуживания рабочего места - часть штучного времени затрачиваемая исполнителем на поддержание средств технологического
- 67. В единичном и серийном производстве при относительно частой смене изготавливаемых изделий необходимо учитывать время на подготовку
- 68. 7. Типы производства и их характеристика Тип производства – классификационная категория производства, выделяемая по признакам широты
- 69. Единичное – производство, характеризуемое малым объёмом выпуска одинаковых изделий, повторное изготовление которых, как правило, не предусматривается.
- 71. Массовое производство – производство, характеризуемое большим объёмом выпуска одинаковых изделий, непрерывно изготовляемых продолжительное время, в течение
- 72. Автоматическая линия
- 73. Серийное производство – производство, характеризуемое изготовлением изделий периодически повторяющимися партиями. По всем характеристикам серийное производство занимает
- 74. Разница между единичным и массовым производством достаточно большая, поэтому в серийном производстве в зависимости от количества
- 75. Универсально-сборное приспособление (УСП)
- 77. Коэффициент закрепления операций (Кз.о.)– отношение всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца,
- 78. 8. Непоточное и поточное производство. Различают два метода организации производства – непоточный (групповой) и поточный. Непоточное
- 79. Поточное производство – производство, характеризуемое расположением СТО в последовательности выполнения операций технологического процесса и определенным интервалом
- 80. Таким образом, оборудование располагается в поточную линию в последовательности выполнения операций технологического процесса. За каждым рабочим
- 81. схема поточной линии
- 82. Если время выполнения каждой операции (Тшт) одинаково, то работа на линии выполняется непрерывным потоком. Но достичь
- 83. поточная линия со станками- дублёрами
- 84. Точность обработки 9. Точность обработки (общие понятия) В машиностроении качество изделий тесно связано с точностью обработки
- 85. В общем случае, под точностью понимают степень приближения истинного значения рассматриваемого параметра к его теоретическому номинальному,
- 86. При изготовлении деталей действуют многочисленные факторы, которые являются причиной отклонений полученных параметров от теоретических. Поэтому, на
- 87. Погрешности при изготовлении детали неизбежны, поэтому конструктор задает диапазоны, в пределах которых параметры реальной детали могут
- 88. Основанием для определения требуемой точности изделия при изготовлении являются указанные на чертеже предельные отклонения размеров, а
- 89. Каждый метод и вид обработки имеет определенные технические возможности по обеспечению точности размеров, формы и т.д.
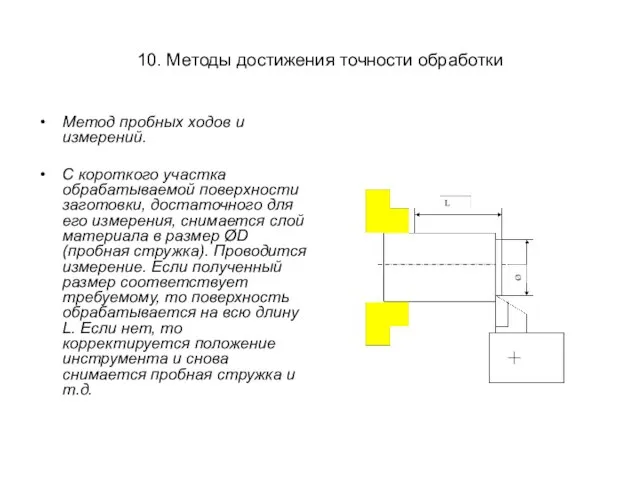
- 90. 10. Методы достижения точности обработки Метод пробных ходов и измерений. С короткого участка обрабатываемой поверхности заготовки,
- 91. Преимущества метода в том, что на неточном оборудовании можно получить высокую точность обработки (достижимую точность). При
- 92. Метод автоматического получения размеров на настроенных станках
- 93. Наладка станка осуществляется с помощью детали-эталона. Инструмент подводится до касания с эталоном. И его положение фиксируется
- 94. Качество поверхности В условиях эксплуатации машины внешним воздействиям в первую очередь подвергаются поверхности их деталей. Очевидно,
- 95. В соответствии с современными представлениями качество поверхностного слоя является сложным комплексным понятием и определяется двумя группами
- 96. Значение припуска на обработку. Слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой
- 97. Назначение завышенных припусков (т.е. необоснованно больших) приводит к непроизводительным потерям материала, превращаемого в стружку; к повышению
- 98. Обеспечение технологичности конструкции изделия. (Конструктор, придавая конструкции изделия в процессе ее разработки необходимые свойства, выражающие полезность
- 99. Обеспечение ТКИ включает: - отработку КИ на технологичность – - совершенствование условий выполнения работ при производстве
- 100. Количественная оценка технологичности конструкции изделия. ТКИ оценивают количественно с помощью системы показателей, которая включает: - базовые
- 101. Некоторые из показателей: 1). Трудоемкость изготовления изделия - суммарные затраты труда на выполнение технологических процессов изготовления
- 102. Отработка конструкции изделия на технологичность. Отработка К.И. на технологичность - часть работ по обеспечению технологичности, направленная
- 103. Комплекс работ по снижению трудоёмкости и себестоимости производства изделия в общем случае включает: - повышение серийности
- 104. Комплекс работ по снижению материалоёмкости изделия включает: - применение рациональных сортаментов и марок материалов, рациональных способов
- 105. Некоторые правила конструирования деталей, обрабатываемых резанием Эти правила выполняются конструктором при отработке КИ на технологичность с
- 106. 3) Обработка с одного установа. Поверхности, нуждающиеся в точной взаимной координации, целесообразно обрабатывать с одного установа.
- 107. Разработка технологических процессов обработки Основные требования к разработке технологических процессов. 1.1. Технологический процесс разрабатывается для изготовления
- 108. 1.4. Документы на технологические процессы всех видов следует оформлять в соответствии с требованиями стандартов Единой системы
- 109. 1.7. Объекты производства, на которые разрабатывают перспективные технологические процессы, и стадии разработки конструкторской документации, после завершения
- 110. 2. Исходная информация для разработки технологических процессов. 2.1. Исходную информацию для разработки технологических процессов подразделяют на
- 112. Скачать презентацию

Машиностроительное производство – производство с преимущественным применением методов технологии машиностроения
Машиностроительное производство – производство с преимущественным применением методов технологии машиностроения

Технология – от греческого techne – искусство, мастерство, умение;
logos –
Технология – от греческого techne – искусство, мастерство, умение;
logos –

Технология машиностроения – область науки и техники, которая включает совокупность средств,
Технология машиностроения – область науки и техники, которая включает совокупность средств,

Машиностроительное производство и его характеристики
1. Виды изделий.
Изделие – единица промышленной продукции,
Машиностроительное производство и его характеристики
1. Виды изделий.
Изделие – единица промышленной продукции,

К изделиям допускается относить завершенные и незавершенные предметы производства, в
К изделиям допускается относить завершенные и незавершенные предметы производства, в

Изделия, в зависимости от их производственного назначения, делят на изделия
Изделия, в зависимости от их производственного назначения, делят на изделия

Изделия, предназначенные для поставки (реализации) и одновременно используемые предприятием, изготовляющим
Изделия, предназначенные для поставки (реализации) и одновременно используемые предприятием, изготовляющим
Устанавливаются следующие виды изделий: детали, сборочные единицы, комплексы, комплекты.
Изделия в
Устанавливаются следующие виды изделий: детали, сборочные единицы, комплексы, комплекты.
Изделия в

Деталь – изделие, изготовленное из однородного по наименованию и марке
Деталь – изделие, изготовленное из однородного по наименованию и марке

Примеры деталей
Примеры деталей

Эти же изделия, подвергнутые покрытиям (защитным или декоративным), независимо от
Эти же изделия, подвергнутые покрытиям (защитным или декоративным), независимо от

Примеры деталей
Примеры деталей
Сборочная единица – изделие, составные части которого подлежат соединению между
Сборочная единица – изделие, составные части которого подлежат соединению между

Примеры сборочных единиц
Примеры сборочных единиц

К сборочным единицам, при необходимости, также относят:
а) Изделия, для которых
К сборочным единицам, при необходимости, также относят:
а) Изделия, для которых

Примеры сборочных единиц
Примеры сборочных единиц
Комплекс – два и более специфицированных изделия, не соединенных на
Комплекс – два и более специфицированных изделия, не соединенных на
Каждое из этих специфицированных изделий, входящих в комплекс, служит для
Каждое из этих специфицированных изделий, входящих в комплекс, служит для


Комплект – два и более изделия, несоединенных на предприятии-изготовителе сборочными операциями
Комплект – два и более изделия, несоединенных на предприятии-изготовителе сборочными операциями

Примеры комплектов
Примеры комплектов

Заготовка – предмет труда, из которого изменением формы, размеров, свойств
Заготовка – предмет труда, из которого изменением формы, размеров, свойств
2. Технологические процессы.
Совокупность всех действий людей и орудий труда, необходимых
2. Технологические процессы.
Совокупность всех действий людей и орудий труда, необходимых
Технологический процесс – часть производственного процесса, содержащая целенаправленные действия по
Технологический процесс – часть производственного процесса, содержащая целенаправленные действия по
В зависимости от назначения различают: технологические процессы изготовления, контроля и
В зависимости от назначения различают: технологические процессы изготовления, контроля и

В зависимости от метода выполнения различают: технологические процессы, относящиеся к
В зависимости от метода выполнения различают: технологические процессы, относящиеся к
По признаку организации производства различают: единичные, типовые и групповые технологические
По признаку организации производства различают: единичные, типовые и групповые технологические
Типовой технологический процесс – технологический процесс изготовления группы изделий с
Типовой технологический процесс – технологический процесс изготовления группы изделий с

Поршни двигателей внутреннего сгорания, для которых может быть разработан типовой технологический
Поршни двигателей внутреннего сгорания, для которых может быть разработан типовой технологический

Групповой технологический процесс – технологический процесс изготовления группы изделий с
Групповой технологический процесс – технологический процесс изготовления группы изделий с


3. Средства выполнения технологических процессов
Для изготовления изделий на предприятии необходимы средства
3. Средства выполнения технологических процессов
Для изготовления изделий на предприятии необходимы средства

В общем случае СТО делят на оборудование и оснастку.
Технологическое оборудование
В общем случае СТО делят на оборудование и оснастку.
Технологическое оборудование

Примеры технологического оборудования
Примеры технологического оборудования
Технологическая оснастка - средства технологического оснащения, дополняющее технологическое оборудование, для
Технологическая оснастка - средства технологического оснащения, дополняющее технологическое оборудование, для
Приспособление - технологическая оснастка предназначенная
для установки или направления
Приспособление - технологическая оснастка предназначенная
для установки или направления

примеры приспособлений
примеры приспособлений
Инструмент - технологическая оснастка, предназначенная для воздействия на предмет
Инструмент - технологическая оснастка, предназначенная для воздействия на предмет

примеры металлорежущего инструмента
примеры металлорежущего инструмента
СТО представляют собой элементы технологической системы , т.е. части технологической
СТО представляют собой элементы технологической системы , т.е. части технологической
4. Кинематические элементы и характеристики резания.
Обработка резанием - обработка, заключающаяся
4. Кинематические элементы и характеристики резания.
Обработка резанием - обработка, заключающаяся

Главное движение резания (главное движение) (Dr) - прямолинейное, поступательное
Главное движение резания (главное движение) (Dr) - прямолинейное, поступательное


Движение подачи (Ds) - прямолинейное, поступательное,или вращательное движение режущего
Движение подачи (Ds) - прямолинейное, поступательное,или вращательное движение режущего
Характеристики:
Скорость движения подачи (скорость подачи) (Vs) - скорость рассматриваемой точки
Характеристики:
Скорость движения подачи (скорость подачи) (Vs) - скорость рассматриваемой точки
В зависимости от вида цикла различают следующие виды подач:
- подача
В зависимости от вида цикла различают следующие виды подач:
- подача

-подача на ход (Sх) – подача, соответствующая одному ходу заготовки
-подача на ход (Sх) – подача, соответствующая одному ходу заготовки

Режим резания - совокупность значений скорости резания,глубины резания, подачи
Режим резания - совокупность значений скорости резания,глубины резания, подачи
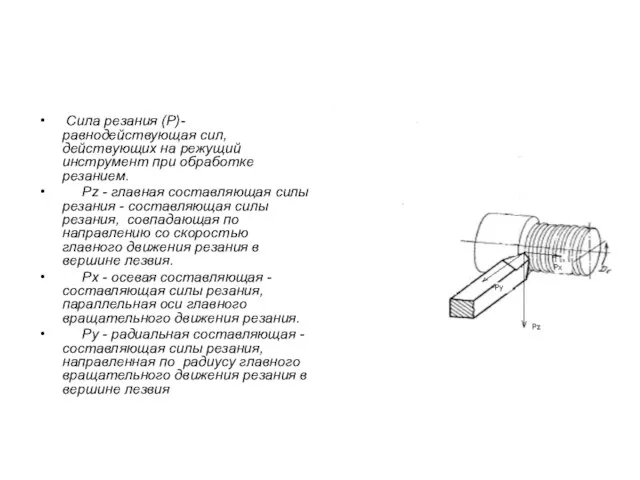
Сила резания (Р)- равнодействующая сил, действующих на режущий инструмент
Сила резания (Р)- равнодействующая сил, действующих на режущий инструмент
5. Технологическая операция и её элементы.
Технологическая операция – законченная часть технологического
5. Технологическая операция и её элементы.
Технологическая операция – законченная часть технологического
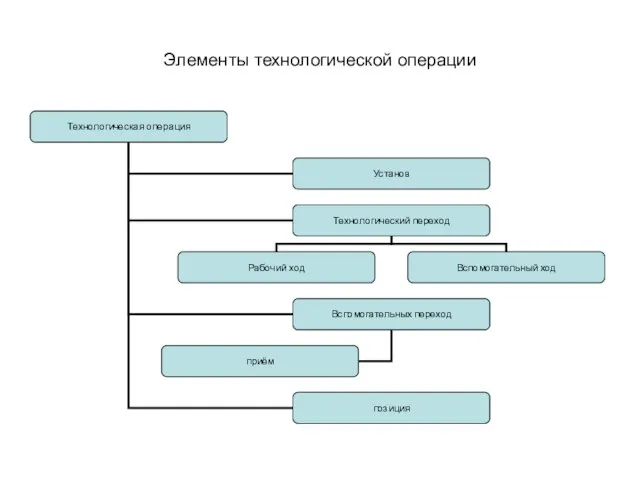
Элементы технологической операции
Элементы технологической операции
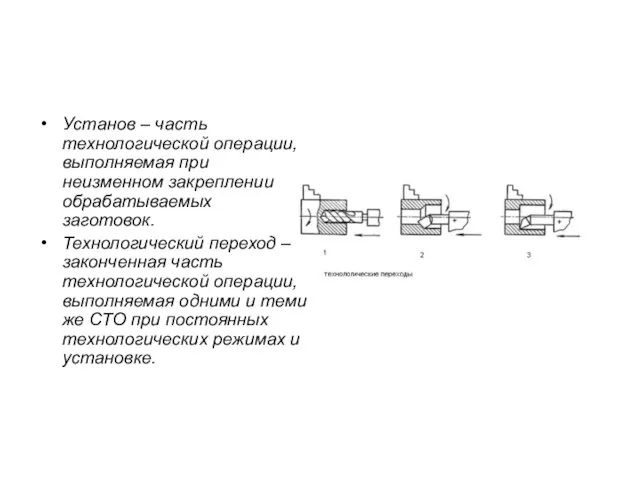
Установ – часть технологической операции, выполняемая при неизменном закреплении обрабатываемых
Установ – часть технологической операции, выполняемая при неизменном закреплении обрабатываемых
Рабочий ход – законченная часть технологического перехода, состоящая из однократного
Рабочий ход – законченная часть технологического перехода, состоящая из однократного
Вспомогательный переход – законченная часть технологической операции, состоящая из действий
Вспомогательный переход – законченная часть технологической операции, состоящая из действий

Позиция – фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой (или
Позиция – фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой (или

6. Время выполнения операции
Цикл технологической операции - интервал календарного
6. Время выполнения операции
Цикл технологической операции - интервал календарного


Штучное время - интервал времени, равный отношению цикла технологической операции
Штучное время - интервал времени, равный отношению цикла технологической операции

В общем случае штучное время состоит из следующих элементов:
Тшт =
В общем случае штучное время состоит из следующих элементов:
Тшт =
Тв - вспомогательное время - часть штучного времени, затрачиваемая на
Тв - вспомогательное время - часть штучного времени, затрачиваемая на
Тобсл - время обслуживания рабочего места - часть штучного
Тобсл - время обслуживания рабочего места - часть штучного
В единичном и серийном производстве при относительно частой смене
В единичном и серийном производстве при относительно частой смене
7. Типы производства и их характеристика
Тип производства – классификационная категория производства,
7. Типы производства и их характеристика
Тип производства – классификационная категория производства,
Единичное – производство, характеризуемое малым объёмом выпуска одинаковых изделий, повторное
Единичное – производство, характеризуемое малым объёмом выпуска одинаковых изделий, повторное


Массовое производство – производство, характеризуемое большим объёмом выпуска одинаковых изделий,
Массовое производство – производство, характеризуемое большим объёмом выпуска одинаковых изделий,

Автоматическая линия
Автоматическая линия

Серийное производство – производство, характеризуемое изготовлением изделий периодически повторяющимися партиями.
По
Серийное производство – производство, характеризуемое изготовлением изделий периодически повторяющимися партиями.
По

Разница между единичным и массовым производством достаточно большая, поэтому в
Разница между единичным и массовым производством достаточно большая, поэтому в

Универсально-сборное приспособление (УСП)
Универсально-сборное приспособление (УСП)


Коэффициент закрепления операций (Кз.о.)– отношение всех различных технологических операций, выполненных
Коэффициент закрепления операций (Кз.о.)– отношение всех различных технологических операций, выполненных

8. Непоточное и поточное производство.
Различают два метода организации производства – непоточный
8. Непоточное и поточное производство.
Различают два метода организации производства – непоточный
Поточное производство – производство, характеризуемое расположением СТО в последовательности выполнения
Поточное производство – производство, характеризуемое расположением СТО в последовательности выполнения

Таким образом, оборудование располагается в поточную линию в последовательности выполнения
Таким образом, оборудование располагается в поточную линию в последовательности выполнения

схема поточной линии
схема поточной линии

Если время выполнения каждой операции (Тшт) одинаково, то работа на
Если время выполнения каждой операции (Тшт) одинаково, то работа на

поточная линия со станками- дублёрами
поточная линия со станками- дублёрами
Точность обработки
9. Точность обработки (общие понятия)
В машиностроении качество изделий тесно
Точность обработки
9. Точность обработки (общие понятия)
В машиностроении качество изделий тесно
В общем случае, под точностью понимают степень приближения истинного
В общем случае, под точностью понимают степень приближения истинного
При изготовлении деталей действуют многочисленные факторы, которые являются причиной
При изготовлении деталей действуют многочисленные факторы, которые являются причиной

Погрешности при изготовлении детали неизбежны, поэтому конструктор задает диапазоны, в
Погрешности при изготовлении детали неизбежны, поэтому конструктор задает диапазоны, в

Основанием для определения требуемой точности изделия при изготовлении являются указанные
Основанием для определения требуемой точности изделия при изготовлении являются указанные
Каждый метод и вид обработки имеет определенные технические возможности по
Каждый метод и вид обработки имеет определенные технические возможности по
10. Методы достижения точности обработки
Метод пробных ходов и измерений.
С короткого участка
10. Методы достижения точности обработки
Метод пробных ходов и измерений.
С короткого участка
Преимущества метода в том, что на неточном оборудовании можно получить
Преимущества метода в том, что на неточном оборудовании можно получить
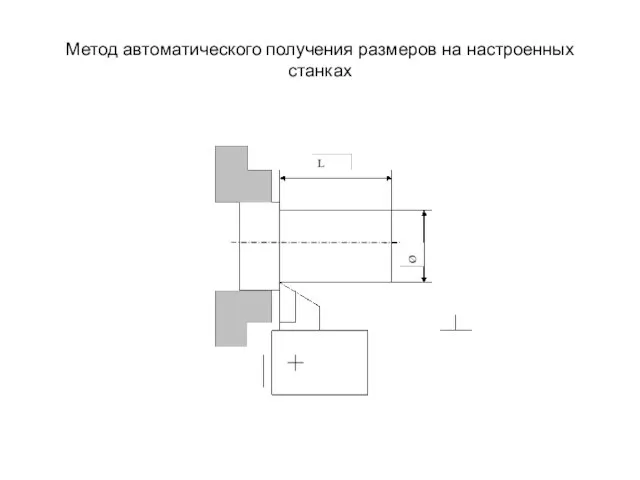
Метод автоматического получения размеров на настроенных станках
Метод автоматического получения размеров на настроенных станках

Наладка станка осуществляется с помощью детали-эталона.
Инструмент подводится до касания
Наладка станка осуществляется с помощью детали-эталона.
Инструмент подводится до касания

Качество поверхности
В условиях эксплуатации машины внешним воздействиям в первую очередь подвергаются
Качество поверхности
В условиях эксплуатации машины внешним воздействиям в первую очередь подвергаются
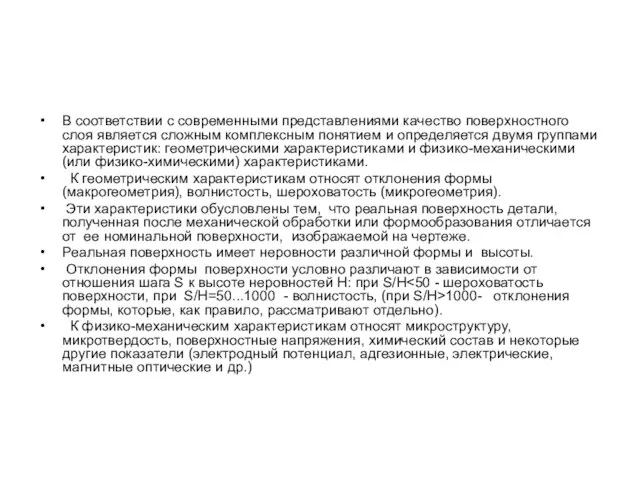
В соответствии с современными представлениями качество поверхностного слоя является сложным
В соответствии с современными представлениями качество поверхностного слоя является сложным

Значение припуска на обработку.
Слой материала, удаляемый с поверхности заготовки в целях
Значение припуска на обработку.
Слой материала, удаляемый с поверхности заготовки в целях

Назначение завышенных припусков (т.е. необоснованно больших) приводит к непроизводительным потерям
Назначение завышенных припусков (т.е. необоснованно больших) приводит к непроизводительным потерям
Обеспечение технологичности конструкции изделия.
(Конструктор, придавая конструкции изделия в процессе ее разработки
Обеспечение технологичности конструкции изделия.
(Конструктор, придавая конструкции изделия в процессе ее разработки

Обеспечение ТКИ включает:
- отработку КИ на технологичность –
Обеспечение ТКИ включает:
- отработку КИ на технологичность –
Количественная оценка технологичности конструкции изделия.
ТКИ оценивают количественно с помощью системы
Количественная оценка технологичности конструкции изделия.
ТКИ оценивают количественно с помощью системы

Некоторые из показателей:
1). Трудоемкость изготовления изделия - суммарные затраты
Некоторые из показателей:
1). Трудоемкость изготовления изделия - суммарные затраты

Отработка конструкции изделия на технологичность.
Отработка К.И. на технологичность - часть работ
Отработка конструкции изделия на технологичность.
Отработка К.И. на технологичность - часть работ
Комплекс работ по снижению трудоёмкости и себестоимости производства изделия в
Комплекс работ по снижению трудоёмкости и себестоимости производства изделия в

Комплекс работ по снижению материалоёмкости изделия включает:
- применение
Комплекс работ по снижению материалоёмкости изделия включает:
- применение
Некоторые правила конструирования деталей, обрабатываемых резанием
Эти правила выполняются конструктором при отработке
Некоторые правила конструирования деталей, обрабатываемых резанием
Эти правила выполняются конструктором при отработке
3) Обработка с одного установа.
Поверхности, нуждающиеся в точной взаимной координации,
3) Обработка с одного установа.
Поверхности, нуждающиеся в точной взаимной координации,

Разработка технологических процессов обработки
Основные требования к разработке технологических процессов.
1.1. Технологический
Разработка технологических процессов обработки
Основные требования к разработке технологических процессов.
1.1. Технологический
1.4. Документы на технологические процессы всех видов следует оформлять в
1.4. Документы на технологические процессы всех видов следует оформлять в
1.7. Объекты производства, на которые разрабатывают перспективные технологические процессы, и
1.7. Объекты производства, на которые разрабатывают перспективные технологические процессы, и

2. Исходная информация для разработки технологических процессов.
2.1. Исходную информацию для разработки
2. Исходная информация для разработки технологических процессов.
2.1. Исходную информацию для разработки
 Совет по катехизации Пермской епархии
Совет по катехизации Пермской епархии Нормирование стационарных работ
Нормирование стационарных работ Принципы формирования пространства
Принципы формирования пространства Троицын день
Троицын день Опрос общественного мнения (часть 2)
Опрос общественного мнения (часть 2) Устройство компьютера. Процессоры
Устройство компьютера. Процессоры Педагогика творчества
Педагогика творчества Организация налогообложения субъектов малого предпринимательства на материалах ООО Магнат г.Тюмени
Организация налогообложения субъектов малого предпринимательства на материалах ООО Магнат г.Тюмени Go for a Rida Day
Go for a Rida Day Роль и значение земляного полотна в обеспечении надежной работы железных дорог. Основные требования к земляному полотну
Роль и значение земляного полотна в обеспечении надежной работы железных дорог. Основные требования к земляному полотну 6 Организация элективных дисциплин по физической культуре и спорту - ЗМАНОВСКАЯ Анна Степановна
6 Организация элективных дисциплин по физической культуре и спорту - ЗМАНОВСКАЯ Анна Степановна 20151117_obmen_torgovlya_reklama
20151117_obmen_torgovlya_reklama Инструкция по снятию защиты по аварийный сигналу несбалансированных нагрузок ДГУ Himoinsa
Инструкция по снятию защиты по аварийный сигналу несбалансированных нагрузок ДГУ Himoinsa АВТОВОЯЖ (1)
АВТОВОЯЖ (1) Презентация Декоративный натюрморт
Презентация Декоративный натюрморт 20151014_prez
20151014_prez Пути развития креативности
Пути развития креативности Методи проектування
Методи проектування Лакокрасочные покрытия
Лакокрасочные покрытия Бытовые стиральные машины
Бытовые стиральные машины Винни Пух и Пятачок
Винни Пух и Пятачок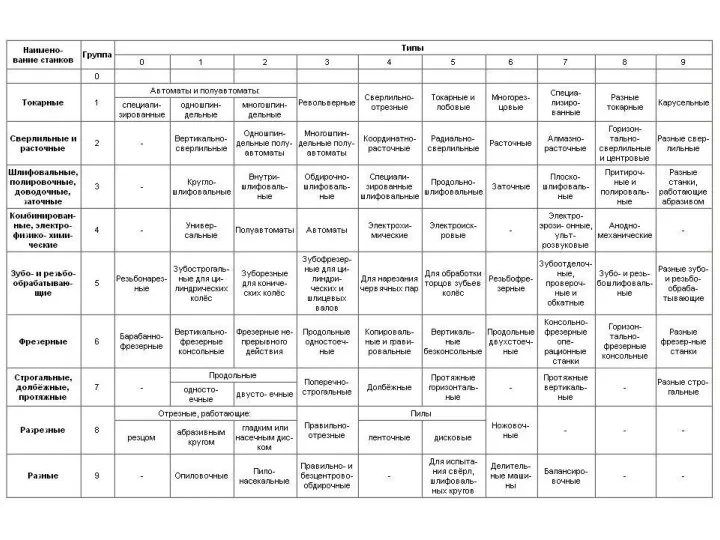 Урок № 2 (Устройство ТВС)
Урок № 2 (Устройство ТВС) Природные источники углеводорода. Каменный уголь
Природные источники углеводорода. Каменный уголь Юбилей города Мончегорска
Юбилей города Мончегорска The BLUE-Protocol and the Diagnosis of Pneumonia
The BLUE-Protocol and the Diagnosis of Pneumonia Crisis in the oil industry
Crisis in the oil industry Күшейткіш каскадтарды есептеп үлгісі
Күшейткіш каскадтарды есептеп үлгісі Магазин игрушек
Магазин игрушек