- Технология производства деталей машин класса - рычаги, вилки и шатуны

Содержание
- 2. Разновидности рычагов К деталям типа рычагов относятся: рычаги, кронштейны, коромысла, собачки, поводки, ручки, прихваты, вилки и
- 3. Служебное назначение и особенности конструкции Вилки в машиностроении имеют два служебных назначения: вилки переключения и шарнирные
- 5. В качестве материалов для изготовления рычагов служат: - серый чугун марок от СЧ 12 до СЧ
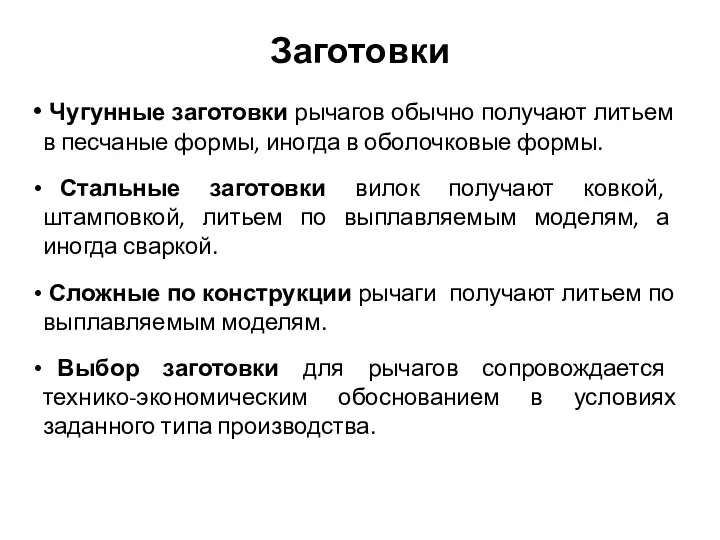
- 6. Заготовки Чугунные заготовки рычагов обычно получают литьем в песчаные формы, иногда в оболочковые формы. Стальные заготовки
- 7. Маршрут обработки Обработку рычагов строят в следующей последовательности: в начале обрабатывают торцы бобышек, затем отверстия, после
- 8. Закрепление заготовки
- 9. Базирование и закрепление заготовки
- 10. Схема контроля взаиморасположения осей основных отверстий рычага
- 12. Технология производства крепежа
- 13. Технология изготовления крепежа Поскольку детали этого класса выпускаются очень в больших количествах, их обработка выполняется на
- 14. Технология изготовления крепежа Технологические процессы изготовления мелких крепежных деталей других типов проектировать нетрудно. Их обрабатывают по
- 15. ТИПОВАЯ ТЕХНОЛОГИЯ КОРПУСНЫХ ДЕТАЛЕЙ Разновидности корпусов Корпусные детали являются зачастую базовыми деталями механизмов и машин, на
- 16. Разновидности корпусных деталей По конструктивным элементам корпусные детали различают: призматического и фланцевого типов. К деталям этого
- 18. Материалы Корпусные детали изготовляют из: серого чугуна углеродистой стали, легированных сталей, ковкого чугуна, цветных сплавов. Ответственные
- 19. Материалы Корпусные детали, работающие в условиях соприкосновения с агрессивными средами, изготовляют из материалов, обладающих повышенным сопротивлением
- 20. Основные требования, предъявляемые к корпусам К корпусным деталям предъявляются технические требования по прочности, жесткости, износостойкости, точности,
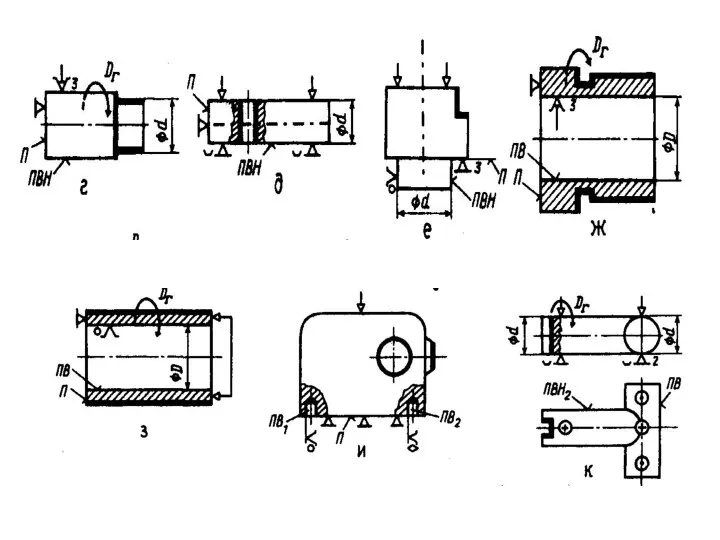
- 21. Базирование корпусных деталей Корпусные детали базируют, выдерживая принципы постоянства и совмещения баз. При обработке деталей призматического
- 23. Обработка основных плоскостей и отверстий Для обработки плоскостей применяют различные станки фрезерной, шлифовальной групп. Для обработки
- 24. Фрезерование, расточка, сверление, резьбонарезание отверстий в корпусных деталях производят на продольно-фрезерно-расточных станках
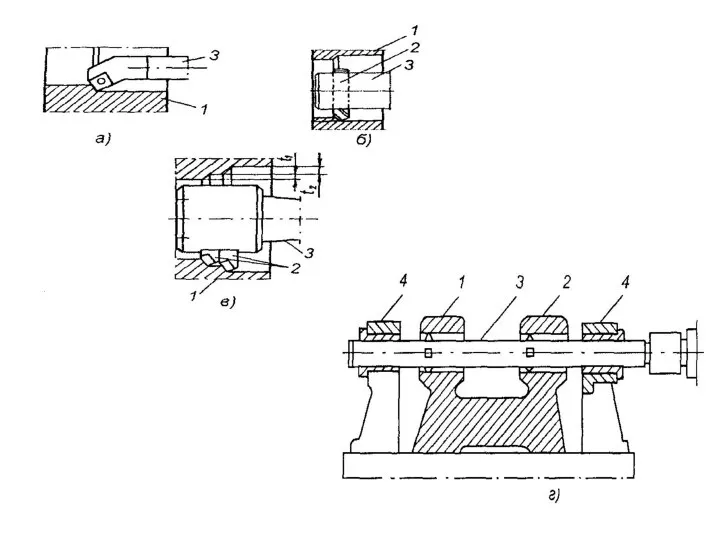
- 25. При обработке на расточных станках часто используют резцы с цилиндрическим стержнем и резцы на державке, также
- 28. Корпусные детали горных машин В горных машинах корпусные детали и металлоконструкции наиболее сложные и трудоемкие в
- 29. Заготовки В зависимости от размеров корпусных деталей заготовки получают: литьем в песчаные формы (стальные заготовки), сваркой,
- 30. Материалы заготовок Для корпусных деталей в горном машиностроении в основном применяют: стали, реже чугун, совсем редко
- 31. Ответственные поверхности корпуса Опорные плоскости корпуса редуктора предназначены для стыковки с фундаментной плитой, например, редуктора шахтной
- 32. Требования к точности Точность диаметральных размеров основных отверстий, которые служат опорами для валов, находится в пределах
- 33. Выбор баз Проектируя технологический маршрут обработки заготовок для корпусных деталей, особое внимание следует обращать на выбор
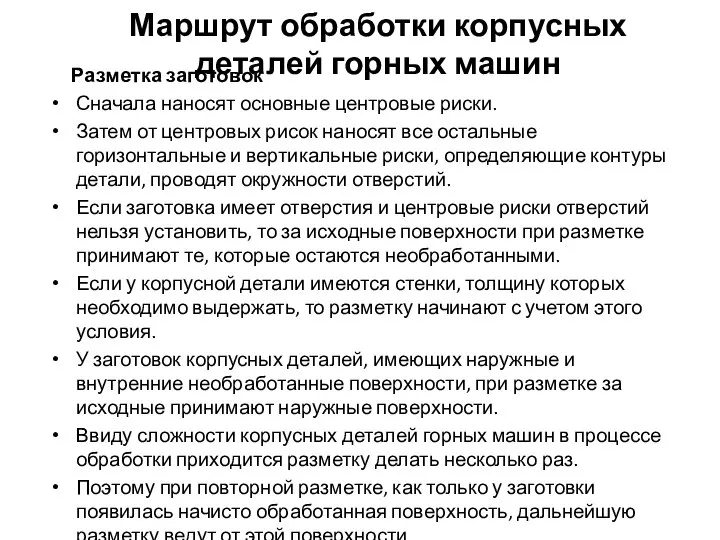
- 34. Маршрут обработки корпусных деталей горных машин Разметка заготовок Сначала наносят основные центровые риски. Затем от центровых
- 35. Маршрут обработки корпусных деталей горных машин После разметки заготовку устанавливают на станке, выверяют и закрепляют. Выверка
- 36. Маршрут обработки корпусных деталей горных машин После обработки наружных поверхностей проводят контроль полученных размеров и последующую
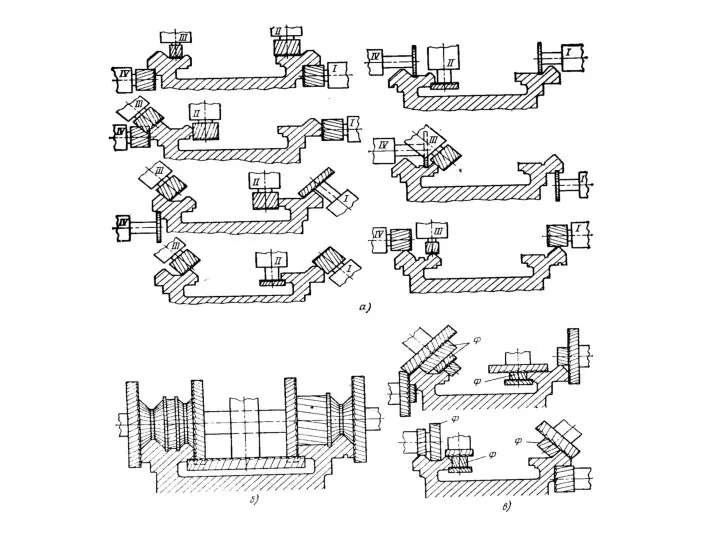
- 37. Последовательность обработки отверстий в сплошном материале заготовок корпуса
- 38. Последовательность обработки отверстий в сплошном материале заготовок корпуса
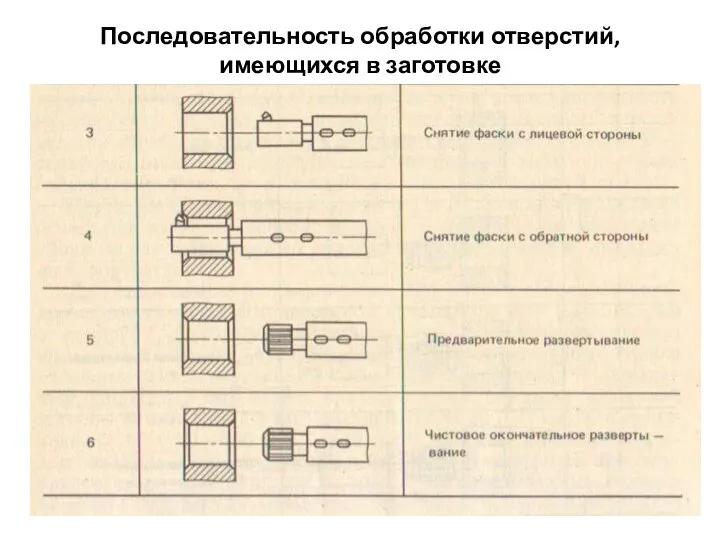
- 39. Последовательность обработки отверстий, имеющихся в заготовке
- 40. Последовательность обработки отверстий, имеющихся в заготовке
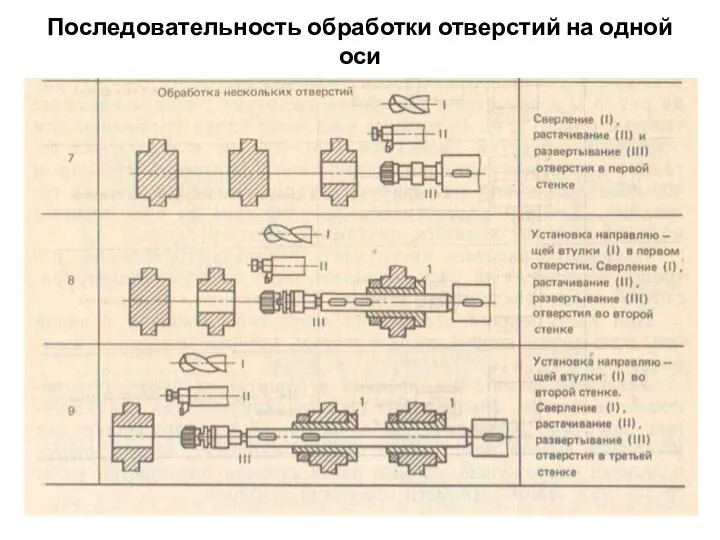
- 41. Последовательность обработки отверстий на одной оси
- 42. Последовательность обработки отверстий на одной оси
- 43. Инструмент, применяемый для растачивания отверстий а — расточные оправки для отверстий среднего диаметра; б — расточная
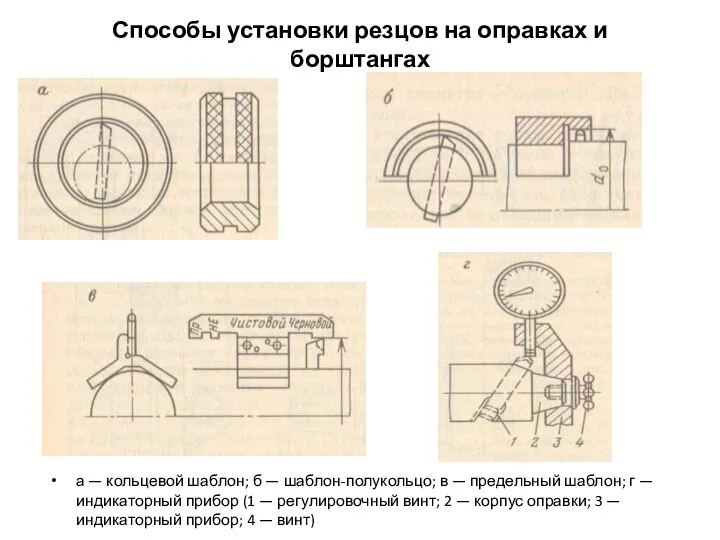
- 44. Способы установки резцов на оправках и борштангах а — кольцевой шаблон; б — шаблон-полукольцо; в —
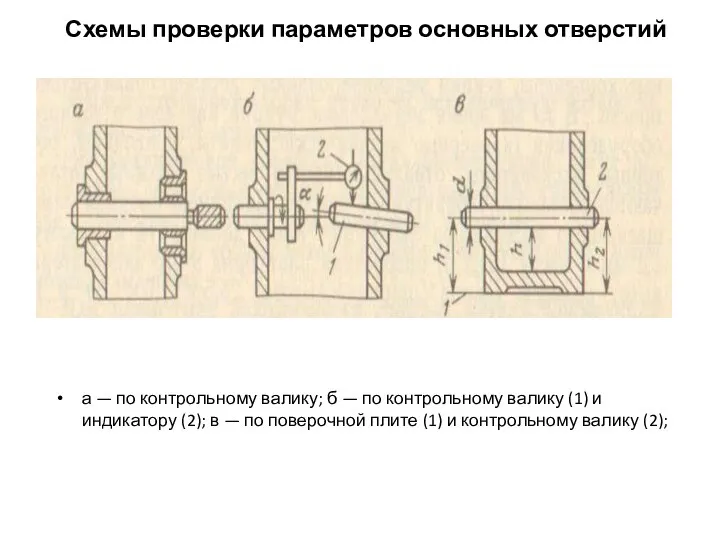
- 45. Схемы проверки параметров основных отверстий а — по контрольному валику; б — по контрольному валику (1)
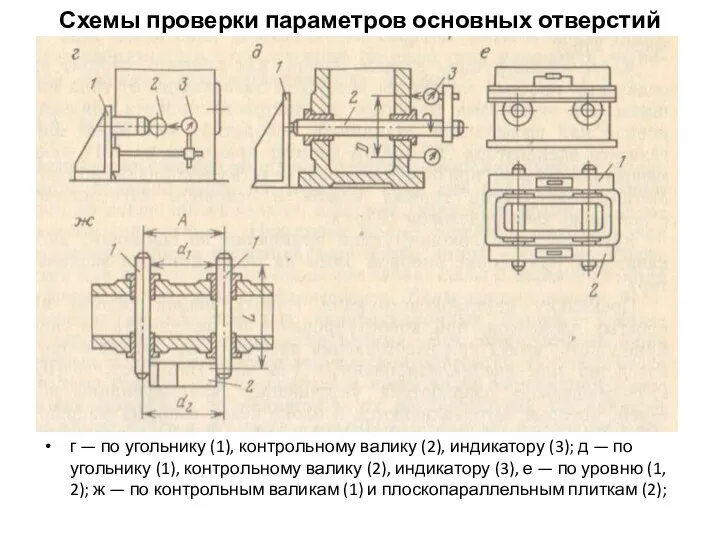
- 46. Схемы проверки параметров основных отверстий г — по угольнику (1), контрольному валику (2), индикатору (3); д
- 47. Металлоконструкции В зависимости от типа изготовляемых горных машин их металлоконструкции имеют различные массу и сложность. Металлоконструкции
- 48. Металлоконструкции Металлоконструкции горных машин состоят из отдельных простых элементов, которые в зависимости от типа машины или
- 49. Металлоконструкции Для производства крупных металлоконструкций характерны следующие особенности: металлоконструкции изготовляют по отдельным секциям; перед обработкой проводят
- 50. Пример технологического процесса изготовления детали «Корпус» Чертеж корпуса
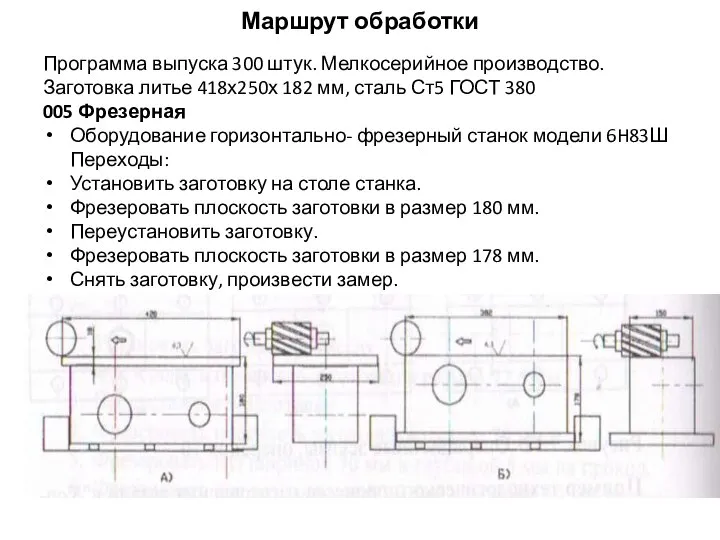
- 51. Маршрут обработки Программа выпуска 300 штук. Мелкосерийное производство. Заготовка литье 418х250х 182 мм, сталь Ст5 ГОСТ
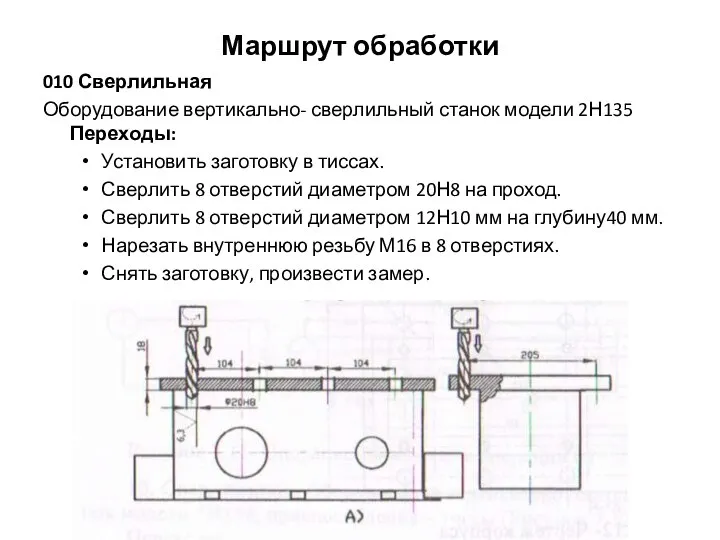
- 52. Маршрут обработки 010 Сверлильная Оборудование вертикально- сверлильный станок модели 2Н135 Переходы: Установить заготовку в тиссах. Сверлить
- 53. Операционные эскизы, операция 010
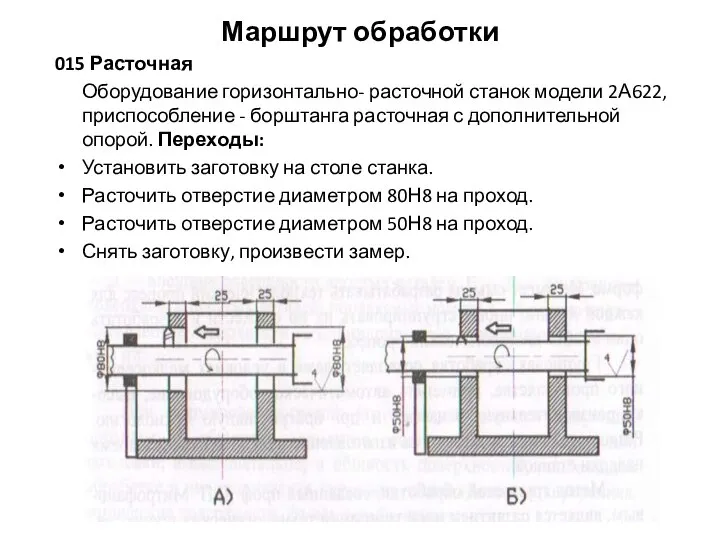
- 54. Маршрут обработки 015 Расточная Оборудование горизонтально- расточной станок модели 2А622, приспособление - борштанга расточная с дополнительной
- 56. Скачать презентацию
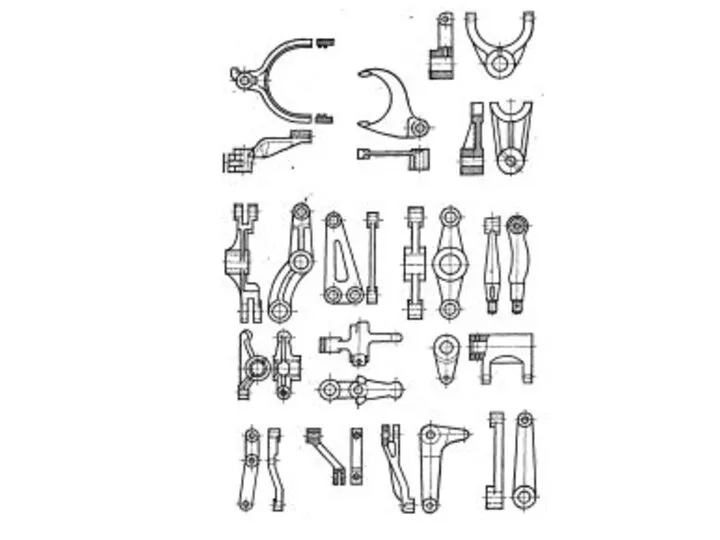
Разновидности рычагов
К деталям типа рычагов относятся:
рычаги,
кронштейны,
коромысла,
Разновидности рычагов
К деталям типа рычагов относятся:
рычаги,
кронштейны,
коромысла,
Служебное назначение и особенности конструкции
Вилки в машиностроении имеют два служебных
Служебное назначение и особенности конструкции
Вилки в машиностроении имеют два служебных
В качестве материалов для изготовления рычагов служат:
- серый чугун марок
В качестве материалов для изготовления рычагов служат: - серый чугун марок
Заготовки
Чугунные заготовки рычагов обычно получают литьем в песчаные формы, иногда
Заготовки
Чугунные заготовки рычагов обычно получают литьем в песчаные формы, иногда
Маршрут обработки
Обработку рычагов строят в следующей последовательности:
в начале обрабатывают
Маршрут обработки
Обработку рычагов строят в следующей последовательности:
в начале обрабатывают
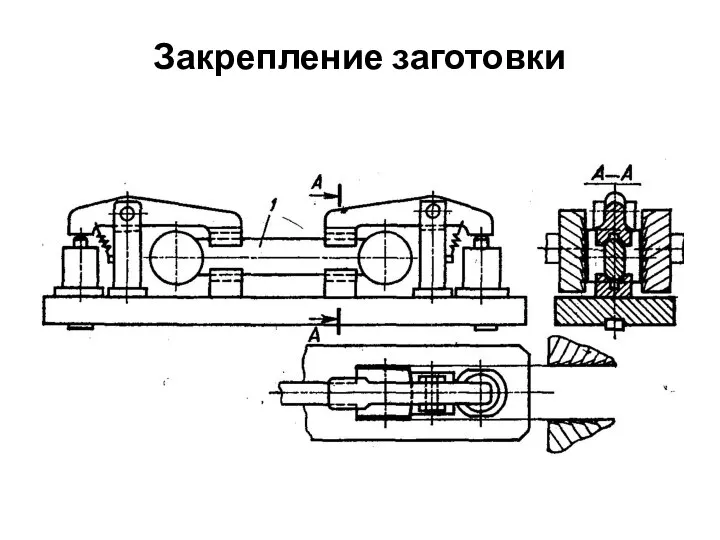
Закрепление заготовки
Закрепление заготовки
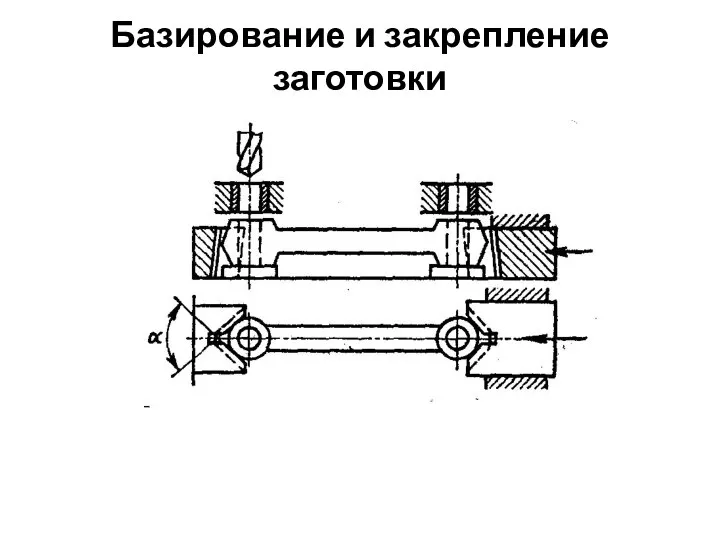
Базирование и закрепление заготовки
Базирование и закрепление заготовки
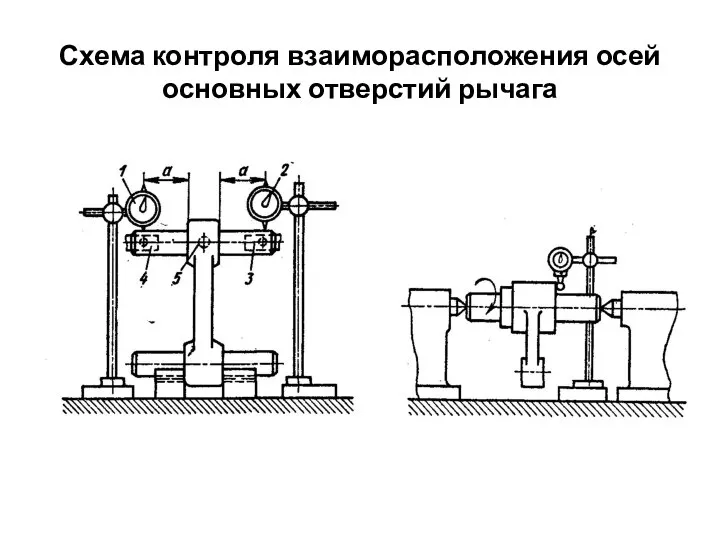
Схема контроля взаиморасположения осей основных отверстий рычага
Схема контроля взаиморасположения осей основных отверстий рычага

Технология производства крепежа
Технология производства крепежа
Технология изготовления крепежа
Поскольку детали этого класса выпускаются очень в больших количествах,
Технология изготовления крепежа
Поскольку детали этого класса выпускаются очень в больших количествах,
Технология изготовления крепежа
Технологические процессы изготовления мелких крепежных деталей других типов проектировать
Технология изготовления крепежа
Технологические процессы изготовления мелких крепежных деталей других типов проектировать
ТИПОВАЯ ТЕХНОЛОГИЯ КОРПУСНЫХ ДЕТАЛЕЙ
Разновидности корпусов
Корпусные детали являются зачастую базовыми деталями
ТИПОВАЯ ТЕХНОЛОГИЯ КОРПУСНЫХ ДЕТАЛЕЙ
Разновидности корпусов
Корпусные детали являются зачастую базовыми деталями
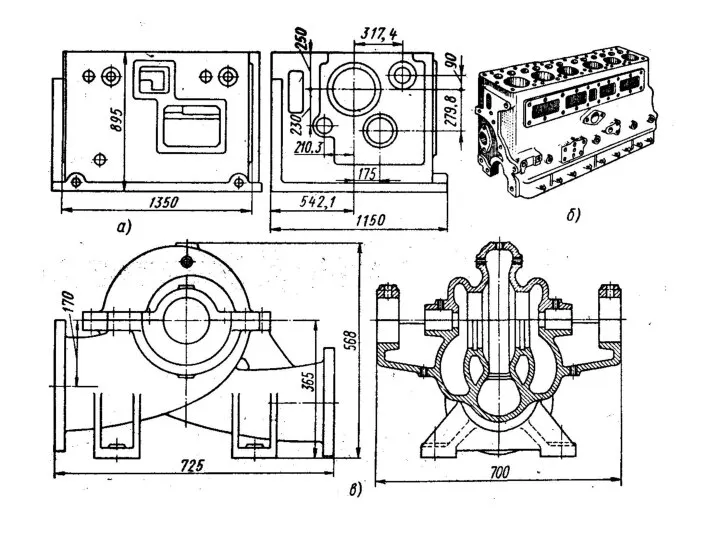
Разновидности корпусных деталей
По конструктивным элементам корпусные детали различают: призматического и
Разновидности корпусных деталей
По конструктивным элементам корпусные детали различают: призматического и
Материалы
Корпусные детали изготовляют из:
серого чугуна
углеродистой стали,
легированных сталей,
Материалы
Корпусные детали изготовляют из:
серого чугуна
углеродистой стали,
легированных сталей,
Материалы
Корпусные детали, работающие в условиях соприкосновения с агрессивными средами, изготовляют
Материалы
Корпусные детали, работающие в условиях соприкосновения с агрессивными средами, изготовляют
Основные требования, предъявляемые к корпусам
К корпусным деталям предъявляются технические
Основные требования, предъявляемые к корпусам
К корпусным деталям предъявляются технические
Базирование корпусных деталей
Корпусные детали базируют, выдерживая принципы постоянства и совмещения
Базирование корпусных деталей
Корпусные детали базируют, выдерживая принципы постоянства и совмещения

Обработка основных плоскостей и отверстий
Для обработки плоскостей применяют различные
Обработка основных плоскостей и отверстий
Для обработки плоскостей применяют различные
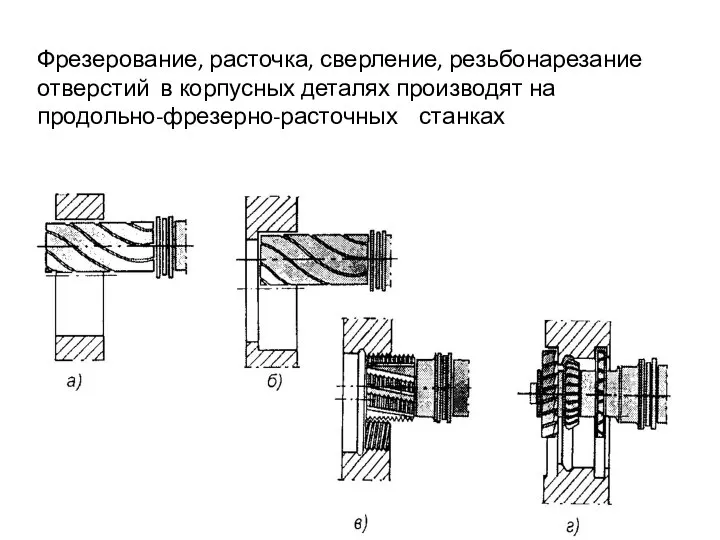
Фрезерование, расточка, сверление, резьбонарезание отверстий в корпусных деталях производят на продольно-фрезерно-расточных
Фрезерование, расточка, сверление, резьбонарезание отверстий в корпусных деталях производят на продольно-фрезерно-расточных
При обработке на расточных станках часто используют резцы с цилиндрическим
При обработке на расточных станках часто используют резцы с цилиндрическим
Корпусные детали горных машин
В горных машинах корпусные детали и металлоконструкции наиболее
Корпусные детали горных машин
В горных машинах корпусные детали и металлоконструкции наиболее
Заготовки
В зависимости от размеров корпусных деталей заготовки получают:
литьем в песчаные
Заготовки
В зависимости от размеров корпусных деталей заготовки получают:
литьем в песчаные
Материалы заготовок
Для корпусных деталей в горном машиностроении в основном применяют:
стали,
Материалы заготовок
Для корпусных деталей в горном машиностроении в основном применяют:
стали,
Ответственные поверхности корпуса
Опорные плоскости корпуса редуктора предназначены для стыковки с фундаментной
Ответственные поверхности корпуса
Опорные плоскости корпуса редуктора предназначены для стыковки с фундаментной
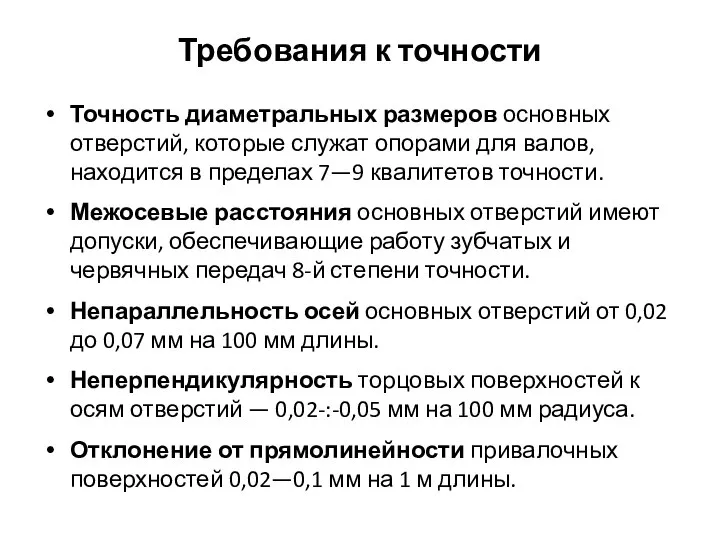
Требования к точности
Точность диаметральных размеров основных отверстий, которые служат опорами для
Требования к точности
Точность диаметральных размеров основных отверстий, которые служат опорами для
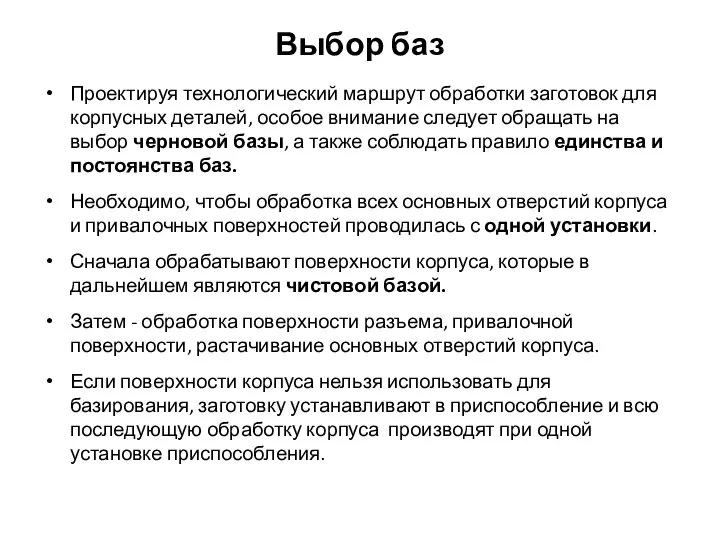
Выбор баз
Проектируя технологический маршрут обработки заготовок для корпусных деталей, особое внимание
Выбор баз
Проектируя технологический маршрут обработки заготовок для корпусных деталей, особое внимание
Маршрут обработки корпусных деталей горных машин
Разметка заготовок
Сначала наносят
Маршрут обработки корпусных деталей горных машин
Разметка заготовок
Сначала наносят
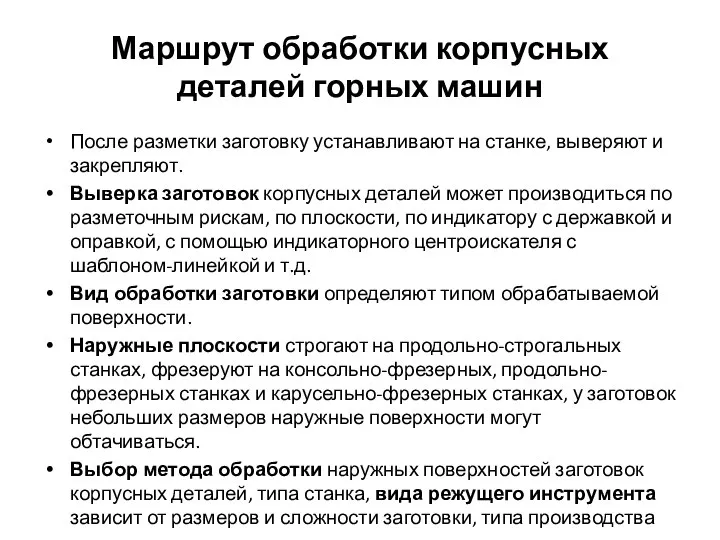
Маршрут обработки корпусных деталей горных машин
После разметки заготовку устанавливают на
Маршрут обработки корпусных деталей горных машин
После разметки заготовку устанавливают на
Маршрут обработки корпусных деталей горных машин
После обработки наружных поверхностей проводят
Маршрут обработки корпусных деталей горных машин
После обработки наружных поверхностей проводят
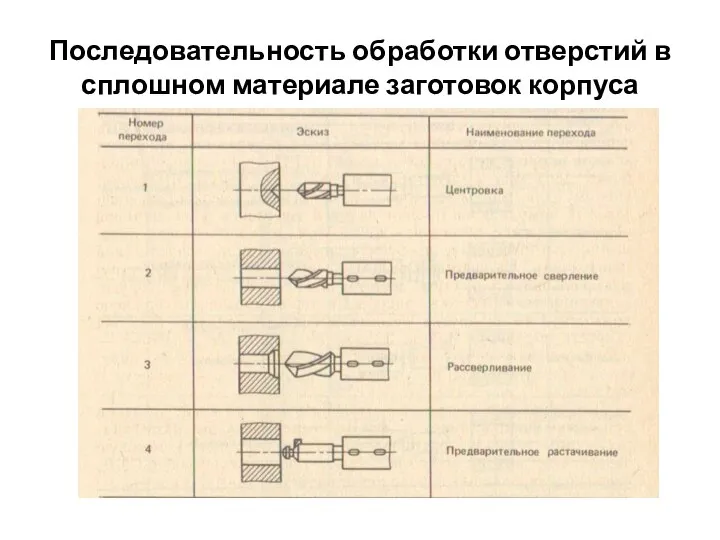
Последовательность обработки отверстий в сплошном материале заготовок корпуса
Последовательность обработки отверстий в сплошном материале заготовок корпуса
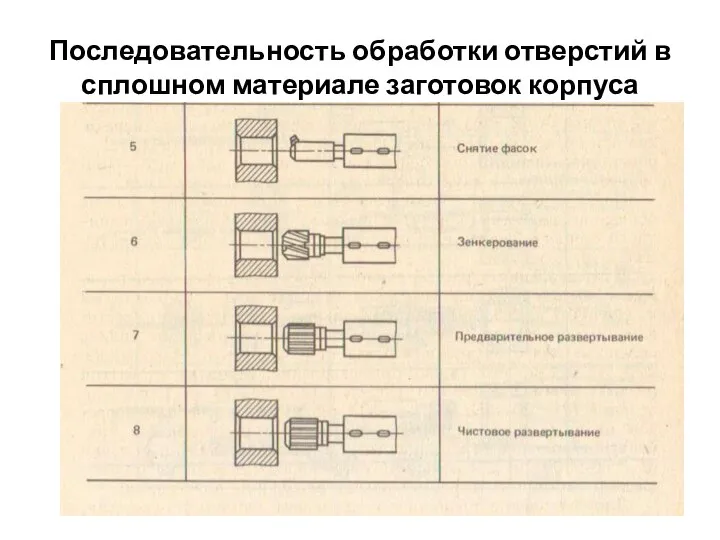
Последовательность обработки отверстий в сплошном материале заготовок корпуса
Последовательность обработки отверстий в сплошном материале заготовок корпуса
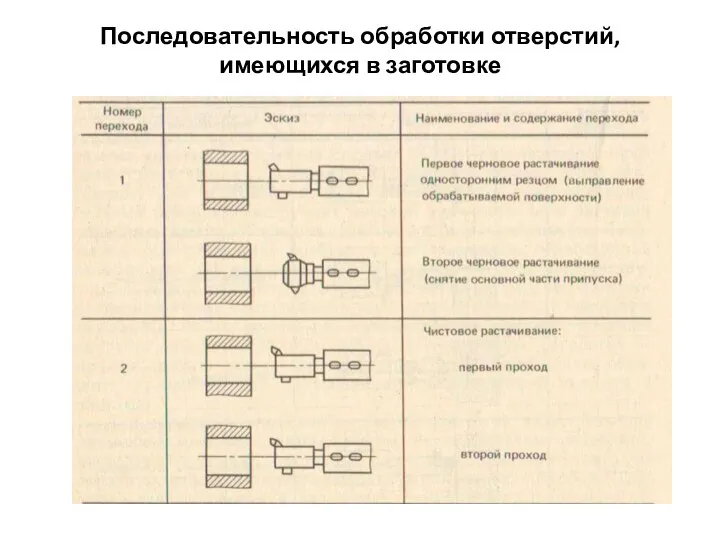
Последовательность обработки отверстий, имеющихся в заготовке
Последовательность обработки отверстий, имеющихся в заготовке
Последовательность обработки отверстий, имеющихся в заготовке
Последовательность обработки отверстий, имеющихся в заготовке
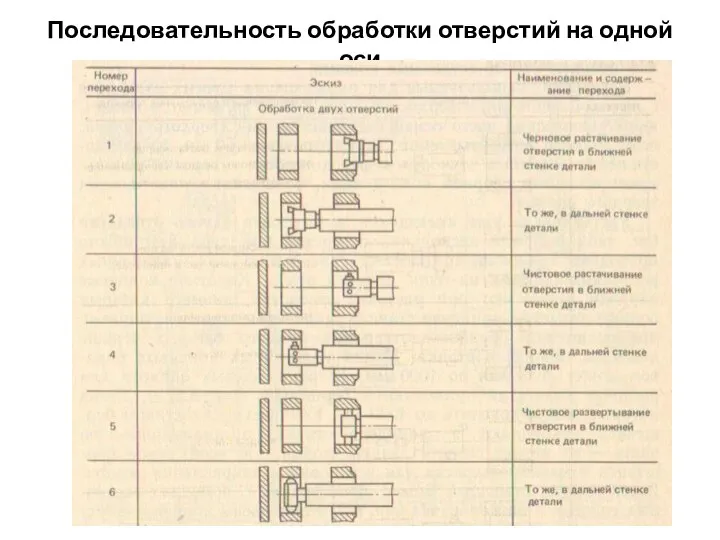
Последовательность обработки отверстий на одной оси
Последовательность обработки отверстий на одной оси
Последовательность обработки отверстий на одной оси
Последовательность обработки отверстий на одной оси
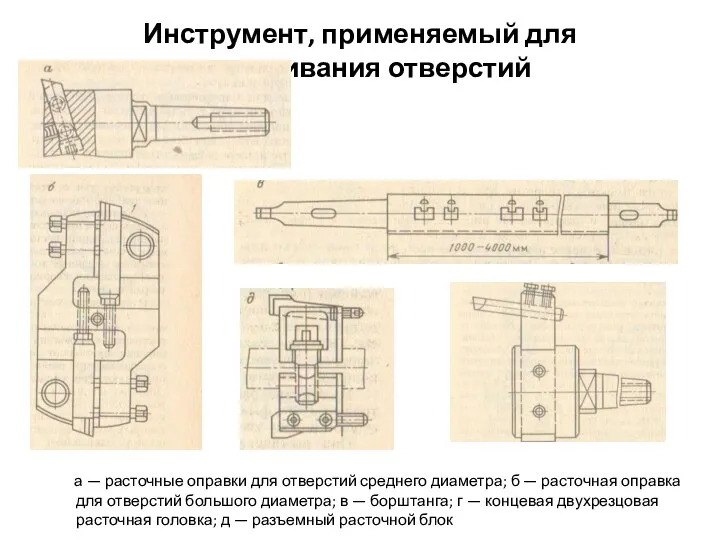
Инструмент, применяемый для растачивания отверстий
а — расточные оправки для отверстий
Инструмент, применяемый для растачивания отверстий
а — расточные оправки для отверстий
Способы установки резцов на оправках и борштангах
а — кольцевой шаблон; б
Способы установки резцов на оправках и борштангах
а — кольцевой шаблон; б
Схемы проверки параметров основных отверстий
а — по контрольному валику; б —
Схемы проверки параметров основных отверстий
а — по контрольному валику; б —
Схемы проверки параметров основных отверстий
г — по угольнику (1), контрольному валику
Схемы проверки параметров основных отверстий
г — по угольнику (1), контрольному валику
Металлоконструкции
В зависимости от типа изготовляемых горных машин их металлоконструкции имеют различные
Металлоконструкции
В зависимости от типа изготовляемых горных машин их металлоконструкции имеют различные
Металлоконструкции
Металлоконструкции горных машин состоят из отдельных простых элементов, которые в зависимости
Металлоконструкции
Металлоконструкции горных машин состоят из отдельных простых элементов, которые в зависимости
Металлоконструкции
Для производства крупных металлоконструкций характерны следующие особенности:
металлоконструкции изготовляют по отдельным
Металлоконструкции
Для производства крупных металлоконструкций характерны следующие особенности:
металлоконструкции изготовляют по отдельным
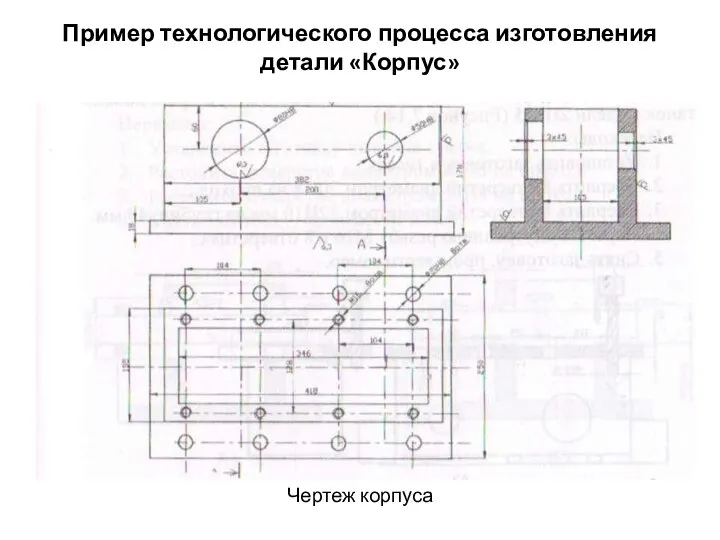
Пример технологического процесса изготовления детали «Корпус»
Чертеж корпуса
Пример технологического процесса изготовления детали «Корпус»
Чертеж корпуса
Маршрут обработки
Программа выпуска 300 штук. Мелкосерийное производство.
Заготовка литье 418х250х 182 мм,
Маршрут обработки
Программа выпуска 300 штук. Мелкосерийное производство.
Заготовка литье 418х250х 182 мм,
Маршрут обработки
010 Сверлильная
Оборудование вертикально- сверлильный станок модели 2Н135 Переходы:
Установить заготовку в
Маршрут обработки
010 Сверлильная
Оборудование вертикально- сверлильный станок модели 2Н135 Переходы:
Установить заготовку в
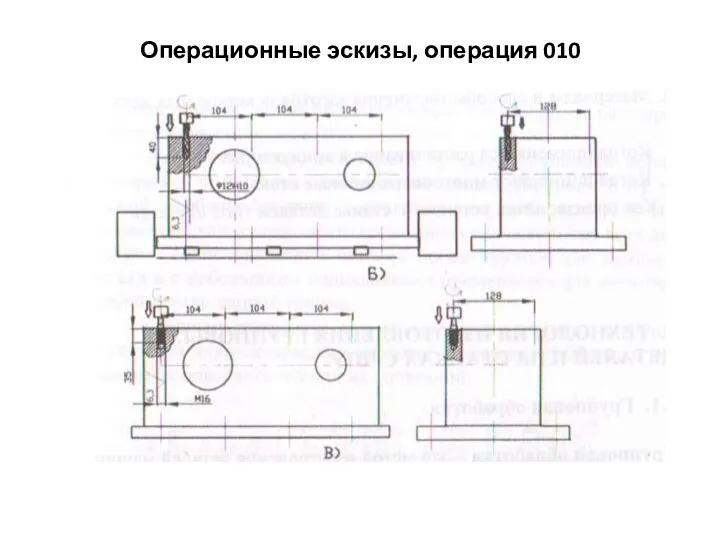
Операционные эскизы, операция 010
Операционные эскизы, операция 010
Маршрут обработки
015 Расточная
Оборудование горизонтально- расточной станок модели 2А622, приспособление -
Маршрут обработки
015 Расточная
Оборудование горизонтально- расточной станок модели 2А622, приспособление -
 Нефтегазовая литология
Нефтегазовая литология Самоорганизация в условиях дистанционного обучения
Самоорганизация в условиях дистанционного обучения Методическая разработка
Методическая разработка 5 научных открытий в моей специальности
5 научных открытий в моей специальности Стратегия оптимизации затрат при освоении новых видов продукции на примере АО Лепсе
Стратегия оптимизации затрат при освоении новых видов продукции на примере АО Лепсе Стресостійкість
Стресостійкість 20140426_gia._trenazher.plakaty
20140426_gia._trenazher.plakaty Молитвы утренние и на сон грядущим в переложении с церковно-славянского языка на русский
Молитвы утренние и на сон грядущим в переложении с церковно-славянского языка на русский Угадай, что за машина?
Угадай, что за машина? Закрытые способы разработки грунтов
Закрытые способы разработки грунтов Основные понятия надежности аппаратного обеспечения автоматизированных систем
Основные понятия надежности аппаратного обеспечения автоматизированных систем Основы светской этики
Основы светской этики Iranian language policy: puristic movement in the country
Iranian language policy: puristic movement in the country ШЗМ 3 урок!
ШЗМ 3 урок! Совершенствование системы информационного обеспечения управления машиностроительным предприятием
Совершенствование системы информационного обеспечения управления машиностроительным предприятием Общие сведения о спутниковых РНС
Общие сведения о спутниковых РНС Программирование токарных станков с ЧПУ Fanuc. Циклы
Программирование токарных станков с ЧПУ Fanuc. Циклы Развитие дополнительного образования, как один из аспектов поддержки одаренных детей
Развитие дополнительного образования, как один из аспектов поддержки одаренных детей Настенное ТВ крепление
Настенное ТВ крепление Устройство котлов и котельного вспомогательного оборудования
Устройство котлов и котельного вспомогательного оборудования Наблюдение и эксперимент. Классификация общенаучных методов
Наблюдение и эксперимент. Классификация общенаучных методов Религия Древней Греции
Религия Древней Греции Monotipia
Monotipia Коптильные камеры
Коптильные камеры Семья похилюк команда - счастье. Фотоальбом
Семья похилюк команда - счастье. Фотоальбом d-d85b1340
d-d85b1340 ІХ міський турнір юних істориків, фотозвіт
ІХ міський турнір юних істориків, фотозвіт Модуль технической (специальной) подготовки
Модуль технической (специальной) подготовки