- Точность обработки и качество поверхности детали

Содержание
- 2. Разделы Понятие точности обработки. Технологические методы обеспечения точности. Виды погрешности обработки. Факторы, влияющие на погрешность обработки.
- 3. Точность является одной из основных характеристик детали. Точность изготовления детали во многом определяет высокую надежность и
- 4. Точность детали оценивается следующими основными характеристиками: - точность размеров; - точность геометрической формы; - точностью взаимного
- 5. Метод пробных ходов и промеров. Сущность метода: снятие стружки – промер – поправка – снятие стружки
- 6. Достоинства: - на неточном оборудовании можно получить высокую точность обработки, рабочий высокой квалификации может переделать и
- 7. Недостатки: - зависимость достигаемой точности обработки от min толщины снимаемой стружки: при токарной обработке доведенными резцами
- 8. Метод автоматического получения размеров на настроенных станках. Этот метод свободен от недостатков предыдущего метода. При обработке
- 9. Преимущества: - повышение точности обработки и снижение брака; - рост производительности обработки (нет предварительной разметки и
- 10. Экономической точностью какого-либо метода обработки на данном участке развития техники называют точность, обеспечиваемую в нормальных условиях
- 11. Точность соответствующая участку А является экономической точностью обработки. Говоря о точности какого-либо способа обработки, имеют в
- 12. Причинами возникновения систематических и переменных погрешностей обработки заготовок являются: неточность, износ и деформации станков, приспособлений и
- 13. Случайная погрешность – это такая погрешность, которая для разных заготовок рассматриваемой партии имеет различные значения, причем
- 14. Базой называют поверхность или выполняющее ту же функцию сочетания поверхностей, ось, точку, принадлежащие заготовке или изделию
- 15. Положение любого твердого тела в пространстве характеризуется шестью степенями свободы, определяющими возможность его перемещения и поворота
- 16. В практике тело может контактировать с поверхностями, определяющими его положение, лишь по определенным площадкам, которые условно
- 17. Схемой базирования называют схему расположения опорных точек на базах. Все опорные точки на схеме изображают условными
- 18. Классификация баз: По назначению: 1. Конструкторская – база, используемая для определения положения детали или сборочной единицы
- 19. По лишаемым степеням свободы: Установочная – база, используемая для наложения на заготовку или изделие связей, лишающих
- 20. По характеру проявления: Скрытая – база в виде воображаемой плоскости, оси или точки. Явная – база
- 21. Выбор баз: Выбор баз при обработке имеет первостепенное значение для проектирования технологических процессов. Наибольшая точность обработки
- 22. Принцип постоянства базы: заключается в том, что на всех операциях технологического процесса изготовления деталей в количестве
- 23. Принцип совмещения (единства) баз. При назначении технологических баз для точной обработки заготовок в качестве технологических баз
- 24. Погрешность установки формируется в результате действия погрешностей закрепления , базирования и приспособления Закреплением называется приложение сил
- 25. Погрешности базирования возникают при несовпадении измерительной и технологической баз. Погрешность базирования измеряется разностью расстояний от измерительной
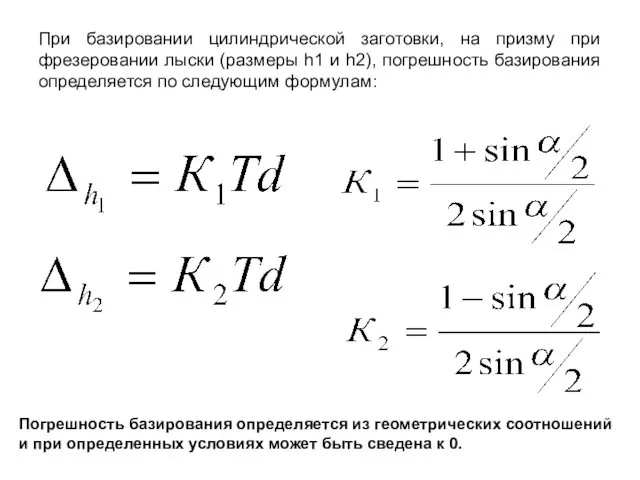
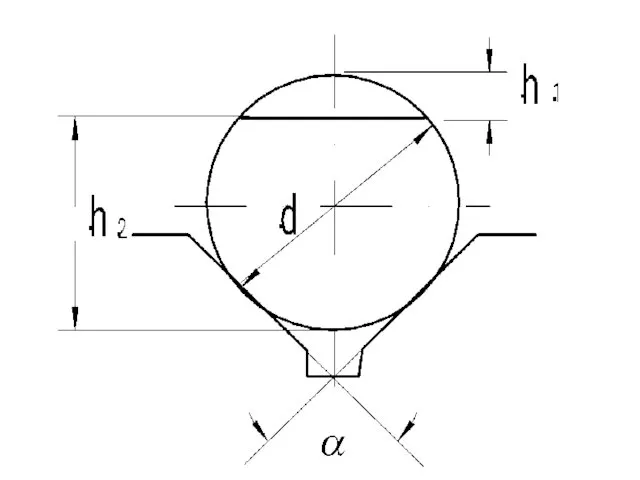
- 27. При базировании цилиндрической заготовки, на призму при фрезеровании лыски (размеры h1 и h2), погрешность базирования определяется
- 30. Погрешность приспособления. При установке и закрепления заготовки в приспособлении ее положение относительно инструмента может оказаться неточным
- 31. Деформация деталей станка, инструмента и обрабатываемой заготовки под действием сил резания вследствие недостаточной жесткости системы СПИД.
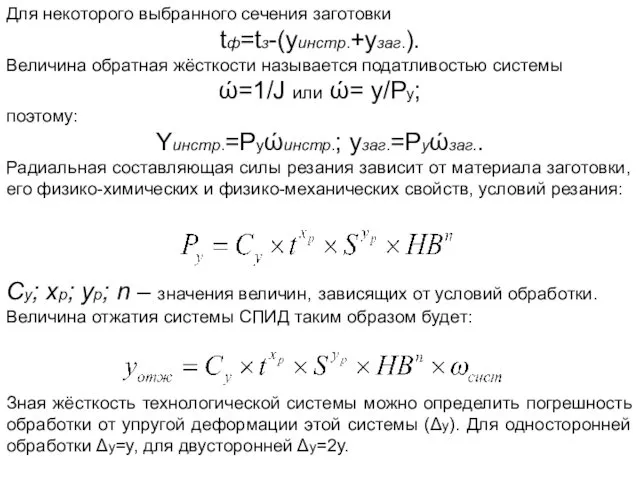
- 33. Для некоторого выбранного сечения заготовки tф=tз-(yинстр.+yзаг.). Величина обратная жёсткости называется податливостью системы ώ=1/J или ώ= y/Py;
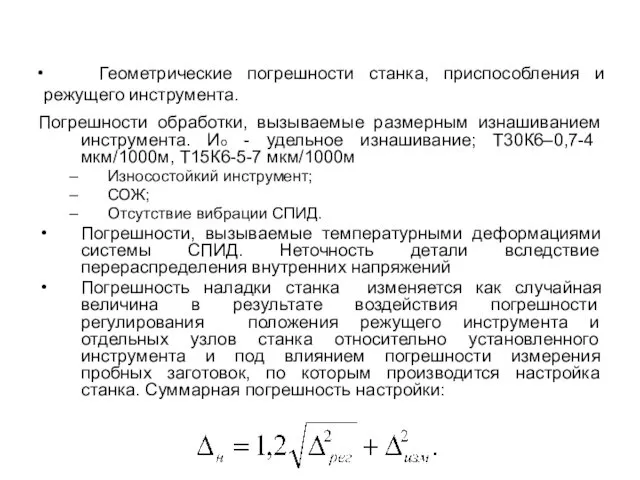
- 34. Геометрические погрешности станка, приспособления и режущего инструмента. Погрешности обработки, вызываемые размерным изнашиванием инструмента. Ио - удельное
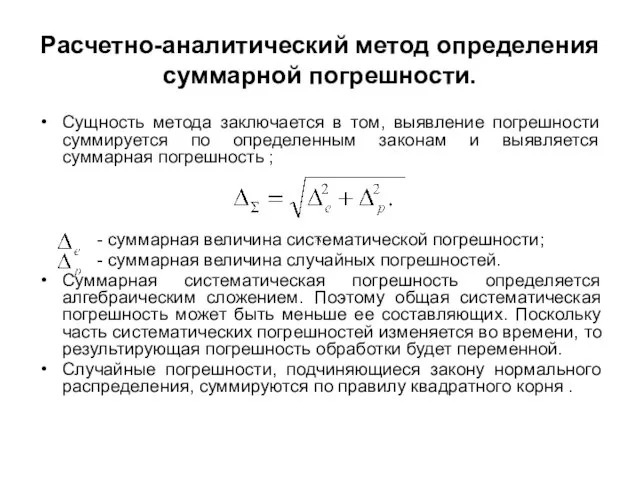
- 35. Расчетно-аналитический метод определения суммарной погрешности. Сущность метода заключается в том, выявление погрешности суммируется по определенным законам
- 36. Статические методы исследования точности. Позволяют оценивать точность обработки по кривым распределения действительных размеров деталей, входящих в
- 37. Дифференциальная функция (плотность вероятности) кривой нормального распределения: x – переменная случайная величина; σ – среднее квадратичное
- 38. Качество поверхности деталей и заготовок характеризуется физико-механическими свойствами, макрогеометрией (волнистостью) и микрогеометрией. Качество поверхностного слоя материала
- 39. По ГОСТ 25142-82 установлены следующие основные параметры шероховатости - среднее арифметическое отклонение ; - высота неровностей
- 41. · Наибольшая высота неровностей профиля по десяти точкам; ; где - высота i-го наибольшего выступа профиля;
- 42. · Относительная опорная длина профиля: ; где - опорная длина профиля. Линия, проведенная на расстоянии р
- 44. Скачать презентацию

Разделы
Понятие точности обработки. Технологические методы обеспечения точности.
Виды погрешности обработки. Факторы, влияющие
Разделы
Понятие точности обработки. Технологические методы обеспечения точности.
Виды погрешности обработки. Факторы, влияющие

Точность является одной из основных характеристик детали. Точность изготовления детали во
Точность является одной из основных характеристик детали. Точность изготовления детали во
Точность детали оценивается следующими основными характеристиками:
- точность размеров;
- точность геометрической формы;
-
Точность детали оценивается следующими основными характеристиками:
- точность размеров;
- точность геометрической формы;
-
Метод пробных ходов и промеров.
Сущность метода: снятие стружки – промер
Метод пробных ходов и промеров.
Сущность метода: снятие стружки – промер
Достоинства:
- на неточном оборудовании можно получить высокую точность обработки, рабочий высокой
Достоинства:
- на неточном оборудовании можно получить высокую точность обработки, рабочий высокой

Недостатки:
- зависимость достигаемой точности обработки от min толщины снимаемой стружки: при
Недостатки:
- зависимость достигаемой точности обработки от min толщины снимаемой стружки: при

Метод автоматического получения размеров на настроенных станках.
Этот метод свободен от
Метод автоматического получения размеров на настроенных станках.
Этот метод свободен от
Преимущества:
- повышение точности обработки и снижение брака;
- рост производительности обработки (нет
Преимущества:
- повышение точности обработки и снижение брака;
- рост производительности обработки (нет

Экономической точностью какого-либо метода обработки на данном участке развития техники называют
Экономической точностью какого-либо метода обработки на данном участке развития техники называют
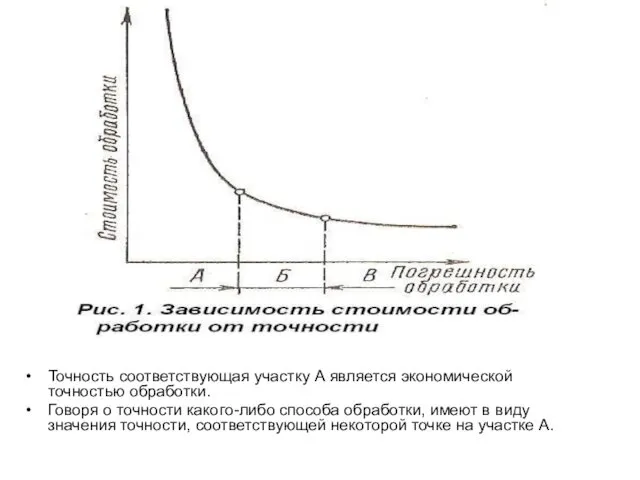
Точность соответствующая участку А является экономической точностью обработки.
Говоря о точности какого-либо
Точность соответствующая участку А является экономической точностью обработки.
Говоря о точности какого-либо
Причинами возникновения систематических и переменных погрешностей обработки заготовок являются:
неточность, износ
Причинами возникновения систематических и переменных погрешностей обработки заготовок являются:
неточность, износ

Случайная погрешность – это такая погрешность, которая для разных заготовок рассматриваемой
Случайная погрешность – это такая погрешность, которая для разных заготовок рассматриваемой

Базой называют поверхность или выполняющее ту же функцию сочетания поверхностей, ось,
Базой называют поверхность или выполняющее ту же функцию сочетания поверхностей, ось,
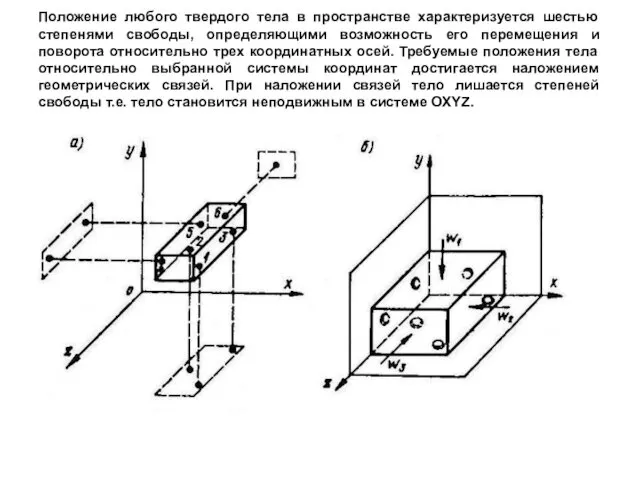
Положение любого твердого тела в пространстве характеризуется шестью степенями свободы, определяющими
Положение любого твердого тела в пространстве характеризуется шестью степенями свободы, определяющими
В практике тело может контактировать с поверхностями, определяющими его положение, лишь
В практике тело может контактировать с поверхностями, определяющими его положение, лишь
Схемой базирования называют схему расположения опорных точек на базах. Все опорные
Схемой базирования называют схему расположения опорных точек на базах. Все опорные

Классификация баз:
По назначению:
1. Конструкторская – база, используемая для определения
Классификация баз:
По назначению:
1. Конструкторская – база, используемая для определения

По лишаемым степеням свободы:
Установочная – база, используемая для наложения на заготовку
По лишаемым степеням свободы:
Установочная – база, используемая для наложения на заготовку
По характеру проявления:
Скрытая – база в виде воображаемой плоскости, оси или
По характеру проявления:
Скрытая – база в виде воображаемой плоскости, оси или
Выбор баз:
Выбор баз при обработке имеет первостепенное значение для проектирования технологических
Выбор баз:
Выбор баз при обработке имеет первостепенное значение для проектирования технологических
Принцип постоянства базы:
заключается в том, что на всех операциях технологического
Принцип постоянства базы:
заключается в том, что на всех операциях технологического

Принцип совмещения (единства) баз.
При назначении технологических баз для точной обработки
Принцип совмещения (единства) баз.
При назначении технологических баз для точной обработки
Погрешность установки формируется в результате действия погрешностей закрепления , базирования и
Погрешность установки формируется в результате действия погрешностей закрепления , базирования и
Погрешности базирования возникают при несовпадении измерительной и технологической баз. Погрешность базирования
Погрешности базирования возникают при несовпадении измерительной и технологической баз. Погрешность базирования

При базировании цилиндрической заготовки, на призму при фрезеровании лыски (размеры h1
При базировании цилиндрической заготовки, на призму при фрезеровании лыски (размеры h1

Погрешность приспособления.
При установке и закрепления заготовки в приспособлении ее положение
Погрешность приспособления.
При установке и закрепления заготовки в приспособлении ее положение

Деформация деталей станка, инструмента и обрабатываемой заготовки под действием сил резания
Деформация деталей станка, инструмента и обрабатываемой заготовки под действием сил резания

Для некоторого выбранного сечения заготовки
tф=tз-(yинстр.+yзаг.).
Величина обратная жёсткости называется податливостью системы
ώ=1/J или
Для некоторого выбранного сечения заготовки
tф=tз-(yинстр.+yзаг.).
Величина обратная жёсткости называется податливостью системы
ώ=1/J или
Геометрические погрешности станка, приспособления и режущего инструмента.
Погрешности обработки, вызываемые размерным
Геометрические погрешности станка, приспособления и режущего инструмента.
Погрешности обработки, вызываемые размерным
Расчетно-аналитический метод определения суммарной погрешности.
Сущность метода заключается в том, выявление погрешности
Расчетно-аналитический метод определения суммарной погрешности.
Сущность метода заключается в том, выявление погрешности

Статические методы исследования точности.
Позволяют оценивать точность обработки по кривым
Статические методы исследования точности.
Позволяют оценивать точность обработки по кривым

Дифференциальная функция (плотность вероятности) кривой нормального распределения:
x – переменная случайная величина;
σ
Дифференциальная функция (плотность вероятности) кривой нормального распределения:
x – переменная случайная величина;
σ

Качество поверхности деталей и заготовок характеризуется физико-механическими свойствами, макрогеометрией (волнистостью) и
Качество поверхности деталей и заготовок характеризуется физико-механическими свойствами, макрогеометрией (волнистостью) и

По ГОСТ 25142-82 установлены следующие основные параметры шероховатости
- среднее арифметическое
По ГОСТ 25142-82 установлены следующие основные параметры шероховатости
- среднее арифметическое


· Наибольшая высота неровностей профиля по десяти точкам;
;
где - высота i-го наибольшего
· Наибольшая высота неровностей профиля по десяти точкам;
;
где - высота i-го наибольшего
· Относительная опорная длина профиля:
;
где - опорная длина профиля.
Линия, проведенная на расстоянии
· Относительная опорная длина профиля:
;
где - опорная длина профиля.
Линия, проведенная на расстоянии
 Как я сшила сумку своими руками
Как я сшила сумку своими руками Наброски четыре задания
Наброски четыре задания Основные показатели, характеризующие различные способы регулирования
Основные показатели, характеризующие различные способы регулирования Как правильно собрать флейту
Как правильно собрать флейту Семинар 3 Эскизы графиков явно заданных функций в декартовых координатах
Семинар 3 Эскизы графиков явно заданных функций в декартовых координатах Крепление наклоннонаправленных и горизонтальных скважин. Технологии, оборудование и материалы для цементирования скважин
Крепление наклоннонаправленных и горизонтальных скважин. Технологии, оборудование и материалы для цементирования скважин Почему конструкции не ломаются!
Почему конструкции не ломаются! г. Суворов. Рыбин Е.А., гр. Ю-1. Конкурс Создай свой бренд
г. Суворов. Рыбин Е.А., гр. Ю-1. Конкурс Создай свой бренд Храмов благовест святой. Книги по православию
Храмов благовест святой. Книги по православию Задание 2. Петрография
Задание 2. Петрография Чистый воздух - экологическая технология будущего для муниципальных производителей тепло- и электроэнергии
Чистый воздух - экологическая технология будущего для муниципальных производителей тепло- и электроэнергии Portofoliu absolventului
Portofoliu absolventului Моя история
Моя история Разработка технологического процесса изготовления сварной конструкции Опора цилиндрическая
Разработка технологического процесса изготовления сварной конструкции Опора цилиндрическая Методы и инструменты контроля качества
Методы и инструменты контроля качества Теңіз кен орнын игеруді талдау.Шикі газ айдау жобасы
Теңіз кен орнын игеруді талдау.Шикі газ айдау жобасы русский язык
русский язык Системный анализ технологических операций ТПШИ
Системный анализ технологических операций ТПШИ 20180627_1_klass._organy_rechi
20180627_1_klass._organy_rechi 9 кл Политика и власть 2021ppt
9 кл Политика и власть 2021ppt Программа Паперкрафт
Программа Паперкрафт Лесной комплекс России
Лесной комплекс России Көлемдік сорап
Көлемдік сорап Международный день детской книги Викторина
Международный день детской книги Викторина 20160109_rol_prava_v_zhizni_cheloveka_obshchestva_i
20160109_rol_prava_v_zhizni_cheloveka_obshchestva_i Шаблон бизнес презентации
Шаблон бизнес презентации Понятие о потребностях организма
Понятие о потребностях организма Область применения различных древесных пород в производстве и изготовлении предметов интерьера
Область применения различных древесных пород в производстве и изготовлении предметов интерьера