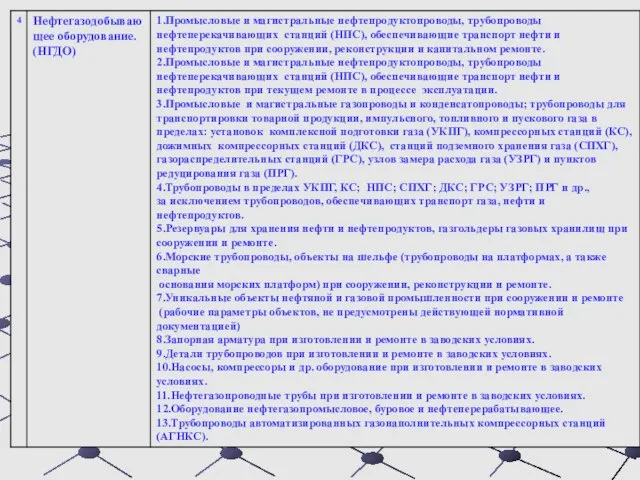
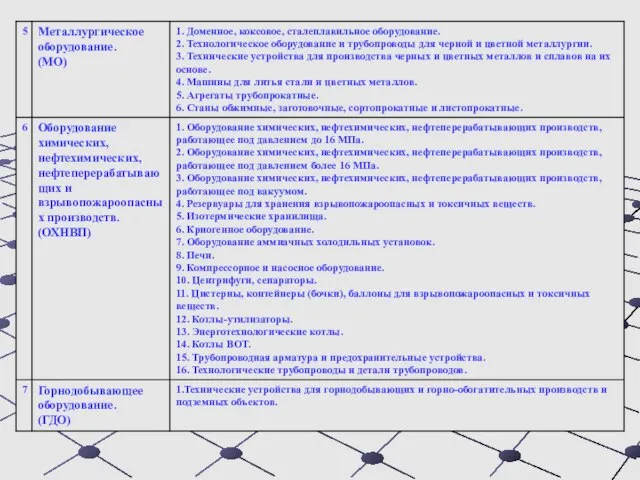
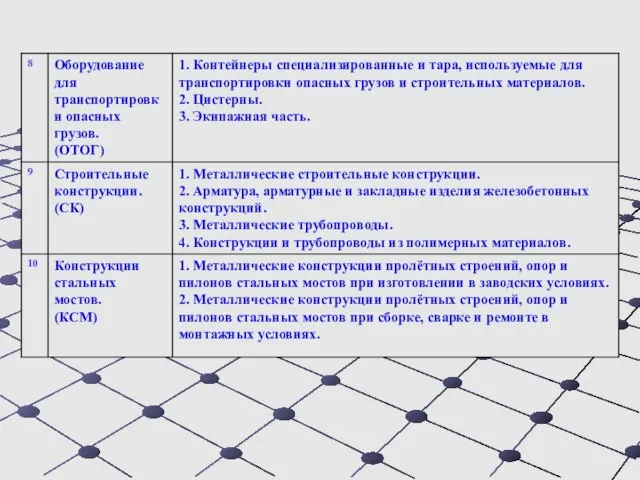
- Виды опасно-технических устройств (ОТУ)

Содержание
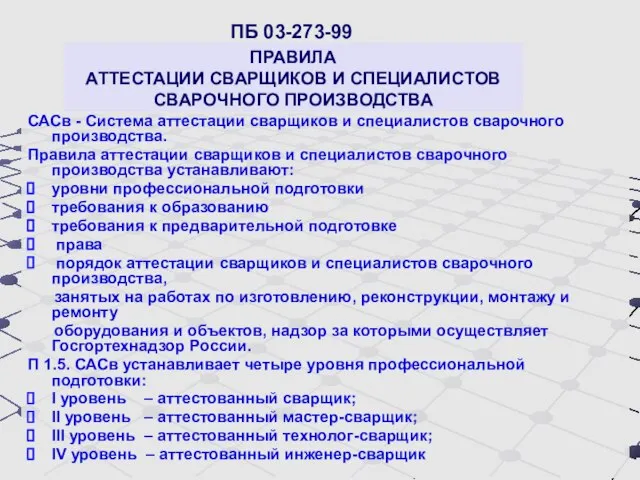
- 5. ПБ 03-273-99 ПРАВИЛА АТТЕСТАЦИИ СВАРЩИКОВ И СПЕЦИАЛИСТОВ СВАРОЧНОГО ПРОИЗВОДСТВА САСв - Система аттестации сварщиков и специалистов
- 6. II уровень: специалисты, чьи письменные или устные указания являются обязательными для исполнения сварщиками при проведении сварочных
- 7. ТРЕБОВАНИЯ К ОБРАЗОВАНИЮ И ПОДГОТОВКЕ КАНДИДАТОВ НА АТТЕСТАЦИЮ
- 8. ТРЕБОВАНИЯ К СТАЖУ КАНДИДАТОВ НА АТТЕСТАЦИЮ (- ) Кандидат не может быть аттестован на соответствующий уровень
- 9. 5.5. Аттестация специалистов сварочного производства на II, III, и IV уровни подразделяется на первичную, дополнительную, периодическую
- 10. П 6.1. Аттестованные лица получают аттестационные удостоверения установленной формы. Срок действия удостоверения при первичной аттестации: для
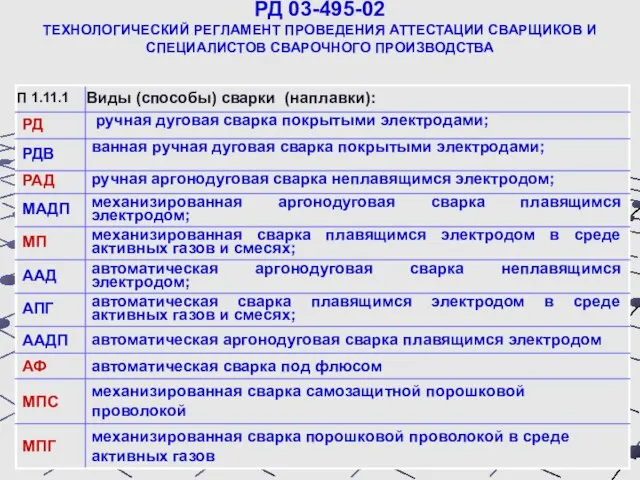
- 11. РД 03-495-02 ТЕХНОЛОГИЧЕСКИЙ РЕГЛАМЕНТ ПРОВЕДЕНИЯ АТТЕСТАЦИИ СВАРЩИКОВ И СПЕЦИАЛИСТОВ СВАРОЧНОГО ПРОИЗВОДСТВА
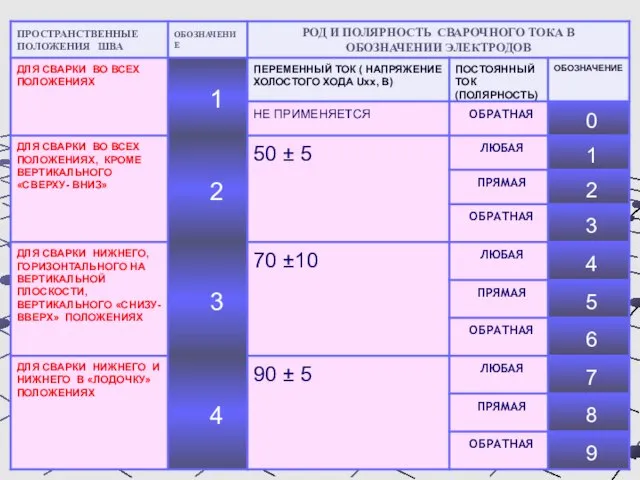
- 13. П 1.11.8 Условные обозначения положений сварки:
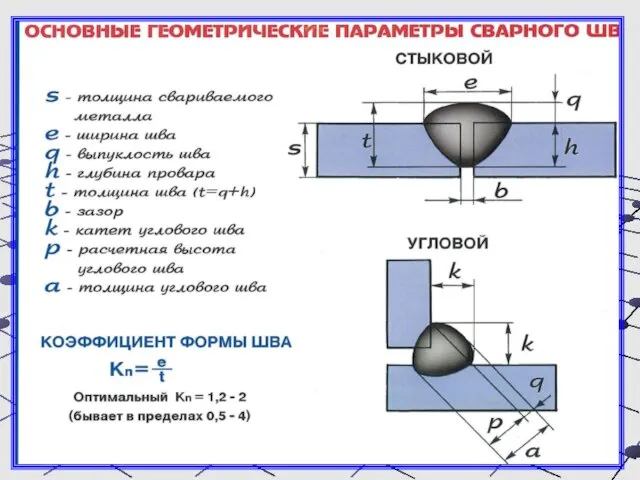
- 14. Типы соединений стыковые (С) тавровые (Т) нахлесточные (Н) угловые (У) Типы швов стыковой (СШ) угловой (УШ)
- 15. ВИДЫ СОЕДИНЕНИЙ ос (ss) с одной стороны (односторонняя сварка) дс (bs) с двух сторон (двусторонняя сварка);
- 16. П. 1.12.3. Размеры деталей контрольных сварных соединений (КСС) Приложение 22 П 1.12.4. Количество контрольных сварных соединений
- 17. Методы контроля и испытаний контрольных сварных соединений и наплавок Обозначения: * - контроль является обязательным, с
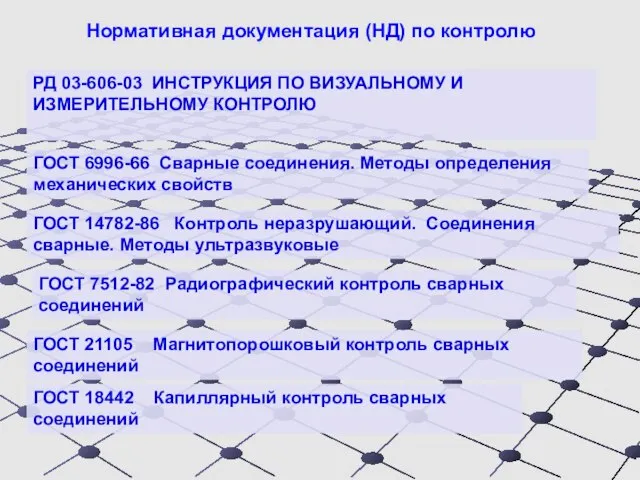
- 18. РД 03-606-03 ИНСТРУКЦИЯ ПО ВИЗУАЛЬНОМУ И ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ Нормативная документация (НД) по контролю
- 23. РУКОВОДЯЩИЕ ТЕХНИЧЕСКИЕ МАТЕРИАЛЫ ПО СВАРКЕ И КОНТРОЛЮ КАЧЕСТВА СОЕДИНЕНИЙ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ (РТМ
- 24. Схема с основными (а) и подварочным (б) швами в тавровом соединении стержней диаметром 12-16 мм 1
- 25. Тавровые соединения стержней диаметрами 12-16 мм с пластиной должны выполняться в два этапа: 1) наплавить основной
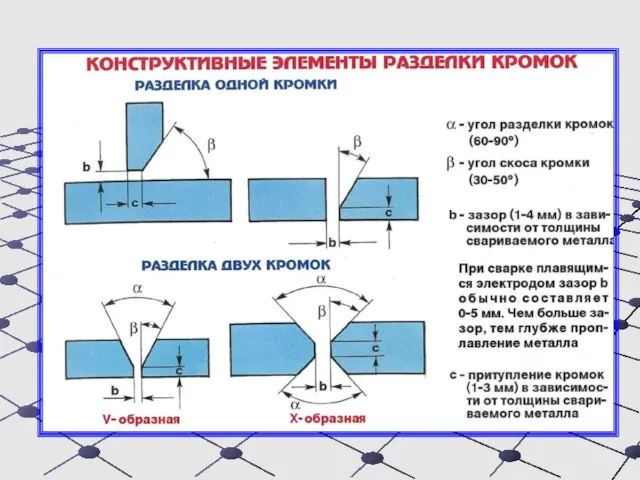
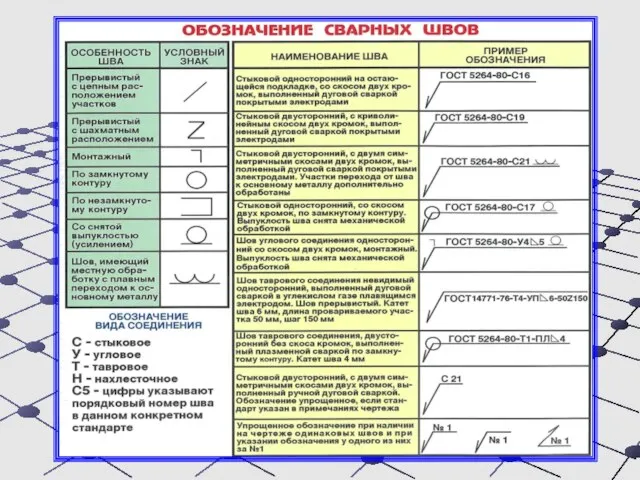
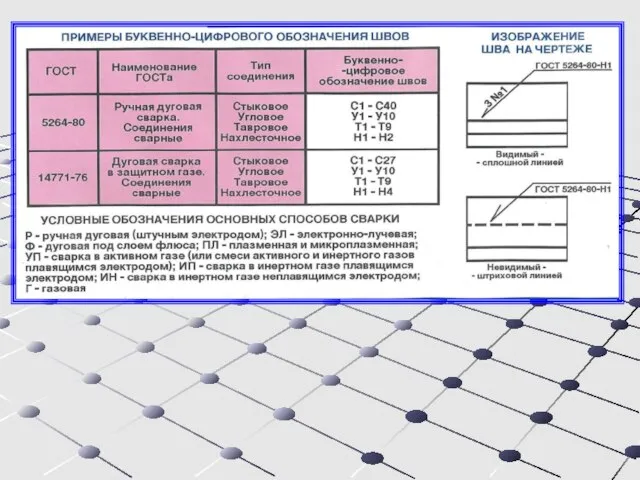
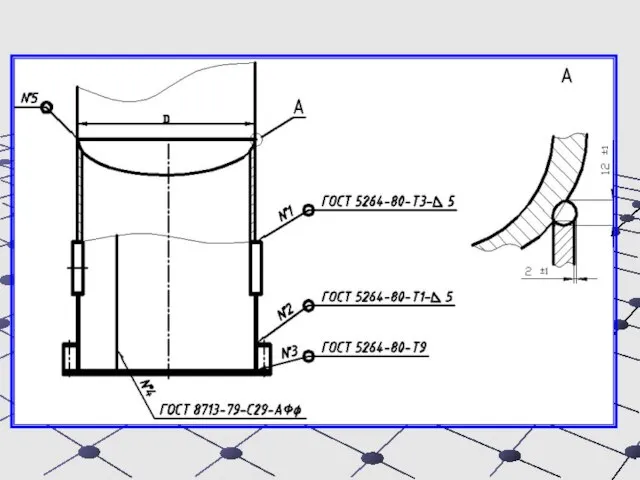
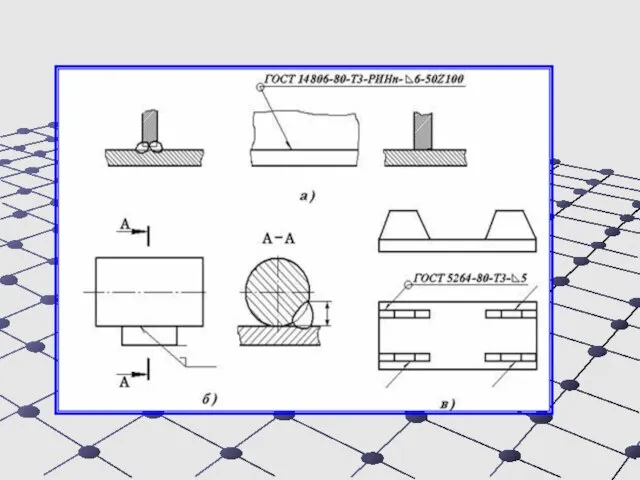
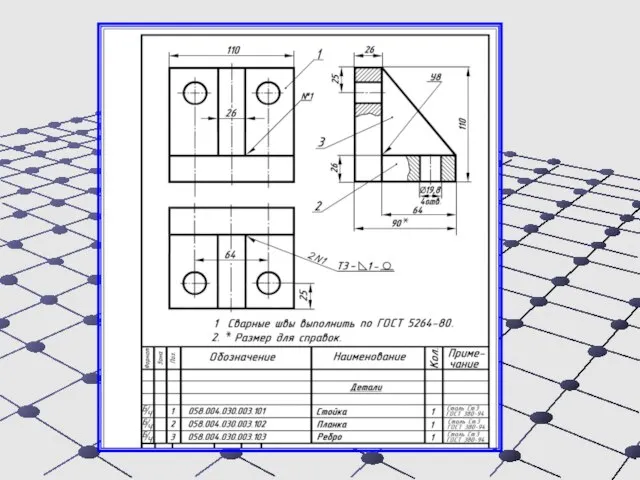
- 27. Нормативная документация по сварке (ГОСТы) ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы
- 28. ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы
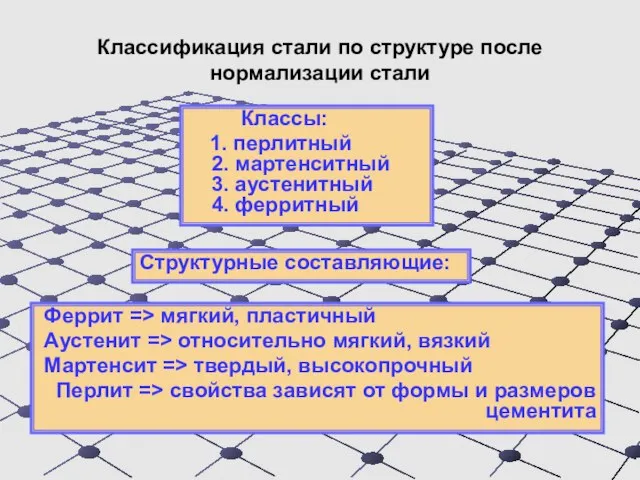
- 31. Классификация стали по структуре после нормализации стали Феррит => мягкий, пластичный Аустенит => относительно мягкий, вязкий
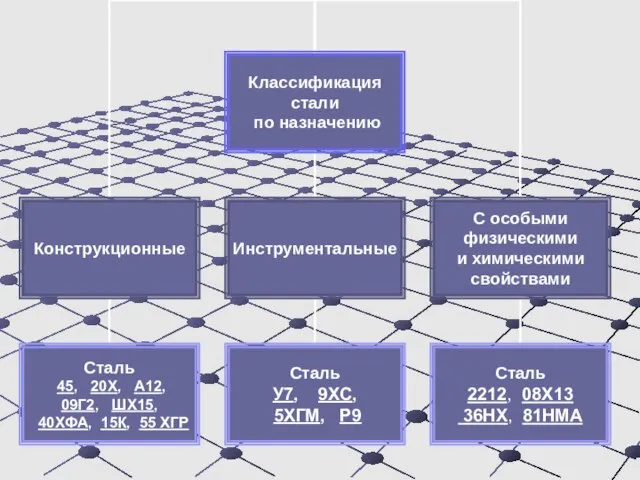
- 32. Стали: Перлитного класса – низко - и среднелегированные, хорошо подвергаются обработке, большая часть конструкционных сталей относится
- 33. Классификация стали по химическому составу
- 34. СТАЛЬ
- 35. Буквенные обозначения химических элементов, используемых как легирующие добавки
- 36. Значение буквы в конце обозначения стали
- 37. Сталь углеродистая обыкновенного качества ГОСТ 380-94
- 38. Показатели степени раскисления стали
- 39. Сталь углеродистая качественная конструкционная ГОСТ 1050-88
- 40. Сталь низколегированная конструкционная ГОСТ 19282-73
- 41. СТАЛИ ВЫСОКОЛЕГИРОВАННЫЕ ГОСТ 5632-72
- 42. СТАЛИ ДЛЯ ПРОИЗВОДСТВА КОТЛОВ И СОСУДОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ ГОСТ 5520-79
- 43. Примеры расшифровки марок стали Сталь Ст3Гпс сталь обыкновенного качества, 3- условный порядковый номер Г - с
- 44. Сварочные материалы Электроды для сварки Сварочная проволока Присадочная проволока Газы Флюсы
- 45. Нормативные документы на электроды
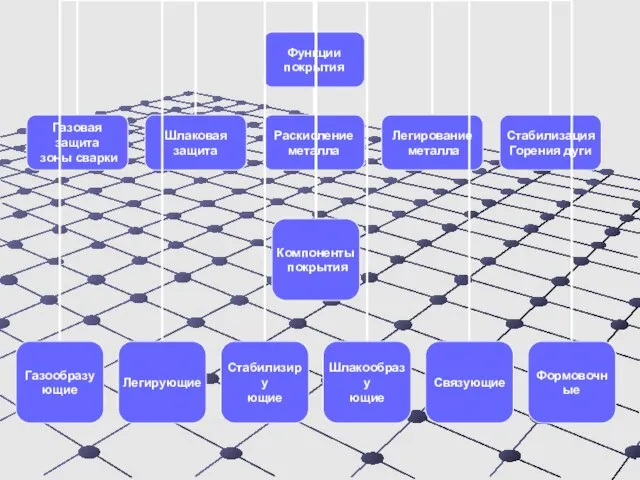
- 46. Классификация покрытых электродов для сварки по назначению
- 47. Классификация покрытых электродов для сварки по виду покрытия
- 48. Классификация покрытых электродов для сварки по толщине покрытия
- 51. Газообразующие компоненты обеспечивают газовую защиту зоны сварки от воздуха. При нагревании они разлагаются с выделением газов,
- 52. Стабилизирующие компоненты обеспечивают стабильное горение дуги за счет присутствия в них элементов с низким потенциалом ионизации
- 53. Некоторые особенности электродных покрытий Целлюлозное покрытие (Ц) Это покрытие при расплавлении выделяет главным образом много защитного
- 54. Рутиловое покрытие (Р) Обладает хорошими технологическими свойствами - обеспечивает легкость зажигания и хорошую стабильность горения дуги
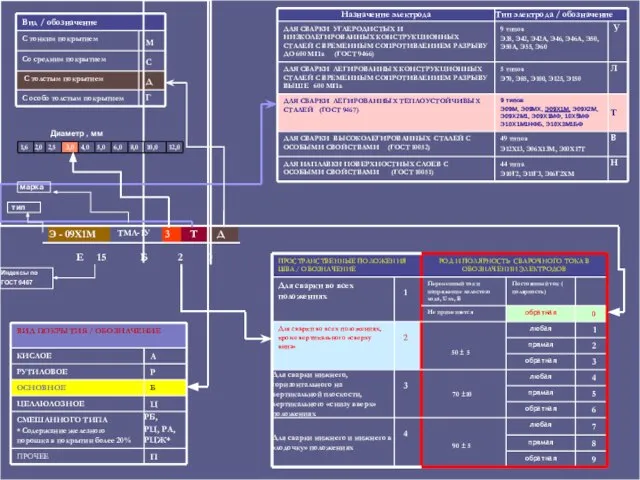
- 55. Структура условного обозначения электродов
- 57. Примеры расшифровки условного обозначения электродов
- 58. Проволока стальная сварочная ГОСТ 2246-70
- 60. Св-08 «Св»- сварочная, «08» - 0,08 % углерода Св-08А «Св» - сварочная, «08»- 0,08 % углерода,
- 61. Проволока стальная наплавочная ГОСТ10543-98 Пример обозначения 3Нп-30ХГСА ГОСТ10543-98 Наплавочная стальная проволока марки Нп-30ХГСА, диаметром 3 мм
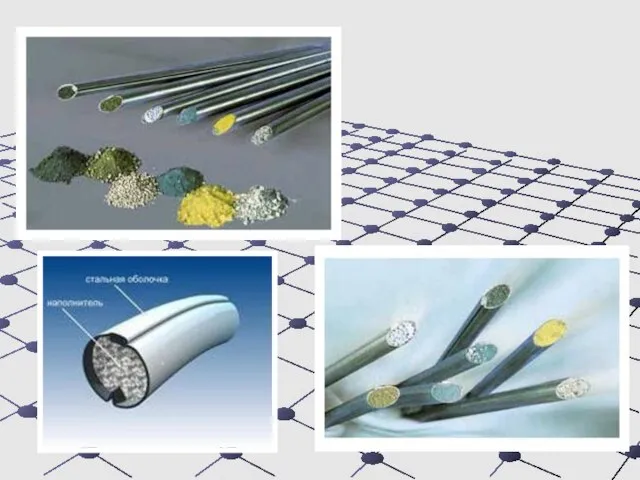
- 62. Проволока порошковая сварочная Состоит из оболочки и порошка-наполнителя. Выпускается в основном по ТУ ГОСТ 26271-84 «Проволока
- 64. Проволока порошковая наплавочная ГОСТ26101-84 Пример обозначения ПП-Нп-30Х5Г2СМ-Т-С-2,6 ГОСТ26101-84 Наплавочная порошковая проволока марки ПП-Нп-30Х5Г2СМ, трубчатая стыковая, самозащитная,
- 65. Присадочный материал Подается в сварочную ванну и служит для формирования металла шва при отсутствии плавящегося электрода
- 66. Электроды вольфрамовые ГОСТ 23949-80 ЭВЛ-2-150 ГОСТ 23949-80 Электрод вольфрамовый марки ЭВЛ, диаметром 2 мм, длиной 150
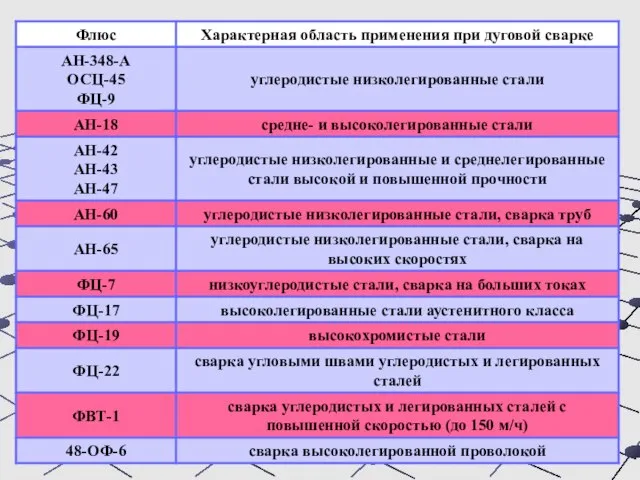
- 69. ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия Флюсы Обеспечивает: Защиту сварочной ванны от взаимодействия с воздухом,
- 71. Сварочное оборудование Оборудование для сварки включает в себя : Энергетическое – источники питания Технологическое – механизмы
- 72. Сварочный преобразователь. Преобразует механическую энергию электродвигателя в электрическую напряжением и диапазоном токов, необходимым для сварки. Сварочный
- 73. Балластный реостат РБ -302СЭ Балластный реостат – Формирует падающую вольтамперную характеристику источника питания. Ступенчато регулирует режим
- 74. ЧПР-315 (04) Урал Частотный постовой регулятор сварочного тока, (40-315А, ПН-100%) микропроцессорное управление, предварительная настройка сварочного тока,
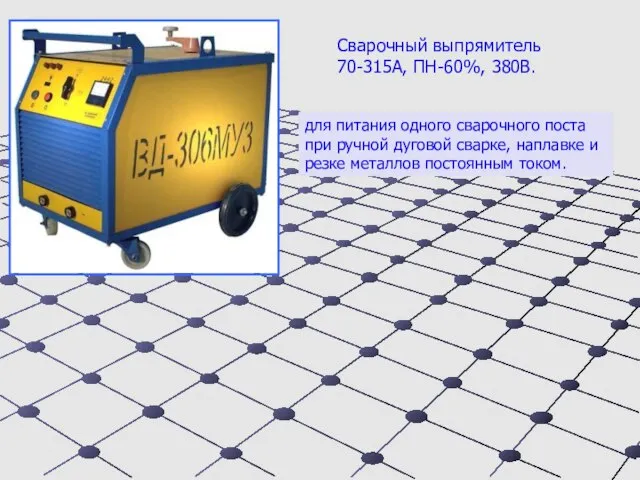
- 75. Сварочный выпрямитель 70-315А, ПН-60%, 380В. для питания одного сварочного поста при ручной дуговой сварке, наплавке и
- 76. ВДУ-500 Сварочный выпрямитель с универсальными характеристиками 500А, ПН-100% Сварочный полуавтомат 30-500А, ПН-100%, 380В, Ø 0,8-1,2 мм,
- 79. ТДМ-501М Сварочный трансформатор (90-540 А), 380В или 220В, ПН-60%
- 80. АДД-2х2501 Агрегат сварочный 2 поста 250А или 1 пост 400А, на раме, дизель Д-242
- 81. ООО «Уральский завод Промэлектроники» Переносной портативный сварочный выпрямитель инверторного типа Сварочный выпрямитель ТИТАН-ВС-245А предназначен для ручной
- 82. Моноблочный сварочный аппарат для полуавтоматической сварки в среде СО2 и смесях Kempact 323 A Аппарат функционален,
- 85. V350-PRO - инверторный источник питания
- 86. Надежный инверторный сварочный аппарат нового поколения Модель V350-PRO - наиболее мощный портативный универсальный инверторный источник в
- 87. Ranger 305D СЕ сварочный агрегат
- 88. Ranger 305D СЕ – универсальный дизельный сварочный агрегат постоянного тока на 300 А. Аппарат обеспечивает отличные
- 89. Idealarc® DC-1000 (Lincoln Electric) Универсальный источник сварочного тока для полуавтоматической и автоматической сварки под флюсом Сварочный
- 90. Tetrix 300 AC/DC Сварочный инверторный аппарат, переменный, постоянный ток до 300 А; Аргонодуговая сварка TIG переменным,
- 91. Сварка TIG переменным током алюминия и его сплавов Сварка TIG постоянным током (прямая полярность) углеродистой, низколегированной
- 92. Оборудование для газовой сварки
- 93. При выборе сварочного оборудования учитывается: Вид сварки Используемый род тока Условия сварки Необходимая мощность Количество постов
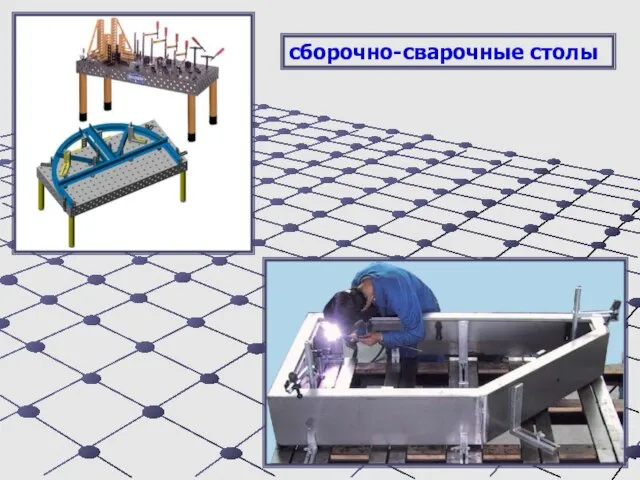
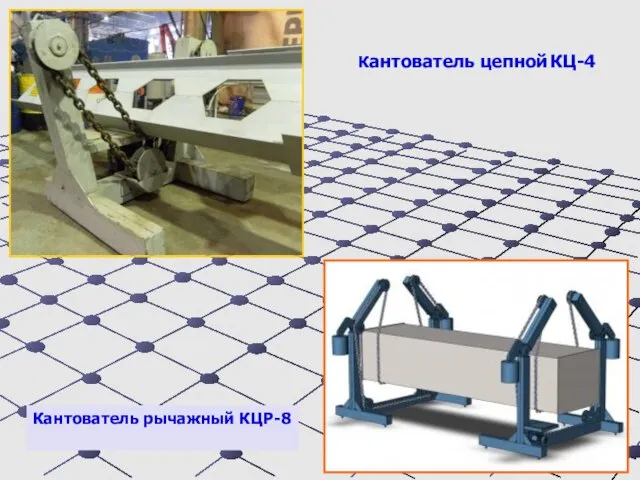
- 94. Механическое оборудование Служит для размещения и закрепления на них свариваемых изделий, установки их в положение, удобное
- 95. Ручной инструмент сварочного поста Машинка шлифовальная УШМ-230 Молоток Стальная щетка Зубило Набор шаблонов /ШС-2/ Метр, отвес,
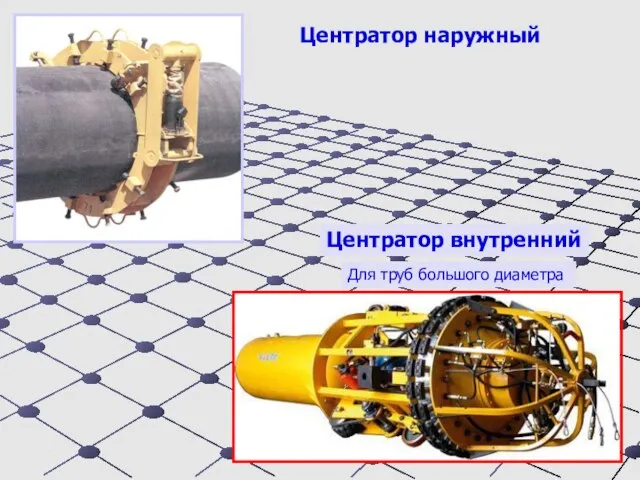
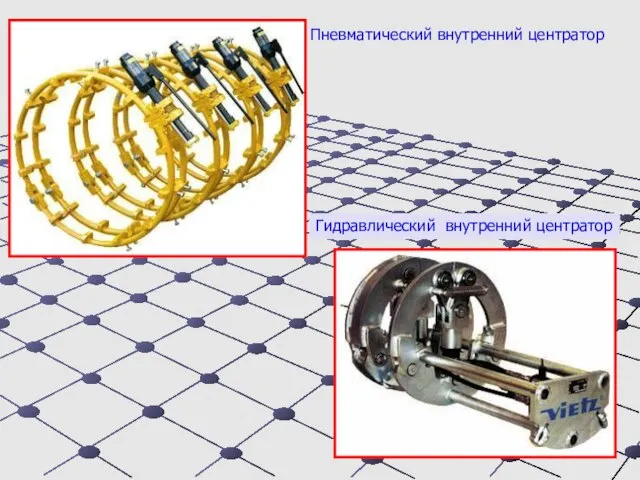
- 99. Центратор наружный Центратор внутренний Для труб большого диаметра
- 101. Позиционер с зажимным патроном
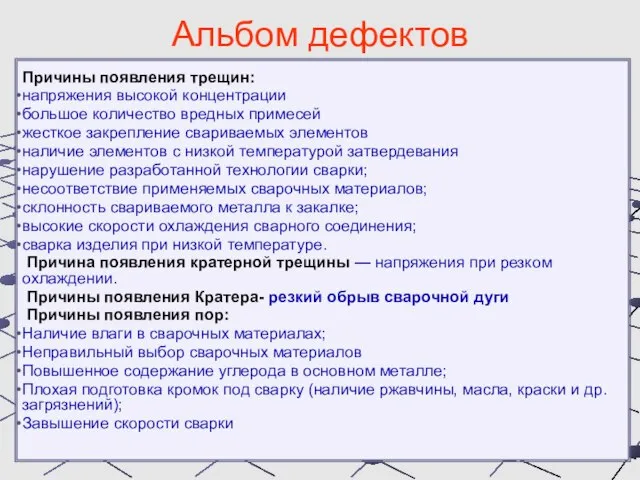
- 102. Альбом дефектов Причины появления трещин: напряжения высокой концентрации большое количество вредных примесей жесткое закрепление свариваемых элементов
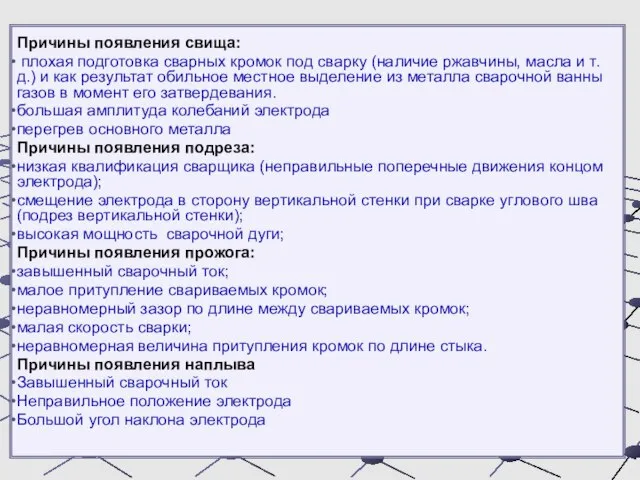
- 103. Причины появления свища: плохая подготовка сварных кромок под сварку (наличие ржавчины, масла и т. д.) и
- 104. Причины появления дефектов формирования сварного шва неправильный выбор режима сварки; в результате низкой квалификации сварщика; из-за
- 105. Причины появления шлаковых включений: завышение скорости сварки; плохая подготовка кромок под сварку; плохо отбита шлаковая корка
- 107. Анодное пятно. Та = 40000С Катодное пятно. Тк = 30000С Столб дуги Тст = 70000С электрод
- 110. Магнитное дутье и методы его предотвращения Магнитное дутье – отклонение дуги в поперечном и продольном направлениях
- 111. 2. Наличие ферромагнитных масс в близи сварки 3. Несимметричность обмазки электрода 4. Отсутствие токоподвода на одной
- 122. Свариваемость – это свойство металла или сочетания металлов образовывать сварные соединения, отвечающее требованиям, обусловленным конструкцией и
- 124. Хорошая свариваемость. Без ограничений, в широком диапазоне режимов сварки независимо от толщины металла, жесткости конструкции, температуры
- 126. Деформация – изменение геометрических размеров изделия. Виды деформаций: Временные – исчезают после сварки. Остаточные – возникают
- 127. Деформации от продольной усадки: Деформации от поперечной усадки:
- 128. Методы предупреждения и устранения деформаций. Правильно подбирать режим сварки; Уменьшать по возможности количество сварных швов. Это
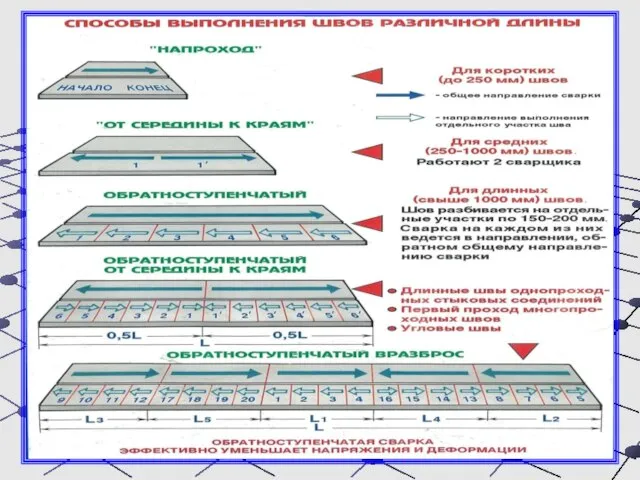
- 129. Способ уравновешивания деформаций. Достигается с помощью определенной очередности наложения швов – так чтобы очередной шов вызывал
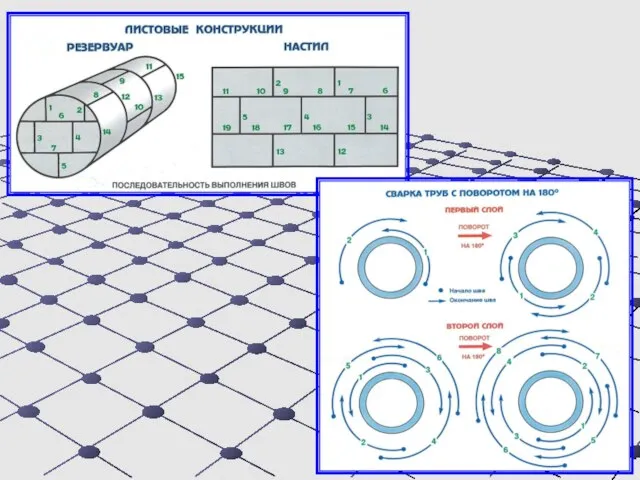
- 130. Схема сварки Принцип определенной очередности и направленности наложения сварных швов применительно к конкретной металлоконструкции. Сварная балка
- 133. Маршрутный технологический процесс Перечень и последовательность технологических операций с кратким описанием содержания операции. Типовые операции при
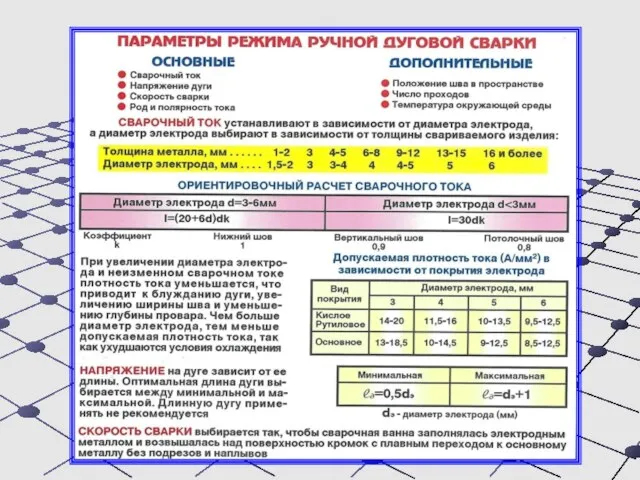
- 134. 6. Сварка. указать параметры сварки ( сила тока, напряжение на дуге, расход защитного газа, род и
- 135. Требования к прихваткам Прихватка - это процесс закрепления деталей при сборке под сварку при помощи коротких
- 137. Скачать презентацию
ПБ 03-273-99
ПРАВИЛА
АТТЕСТАЦИИ СВАРЩИКОВ И СПЕЦИАЛИСТОВ
СВАРОЧНОГО ПРОИЗВОДСТВА
САСв - Система аттестации сварщиков и
ПБ 03-273-99
ПРАВИЛА
АТТЕСТАЦИИ СВАРЩИКОВ И СПЕЦИАЛИСТОВ
СВАРОЧНОГО ПРОИЗВОДСТВА
САСв - Система аттестации сварщиков и
II уровень: специалисты, чьи письменные или устные указания являются обязательными для
II уровень: специалисты, чьи письменные или устные указания являются обязательными для
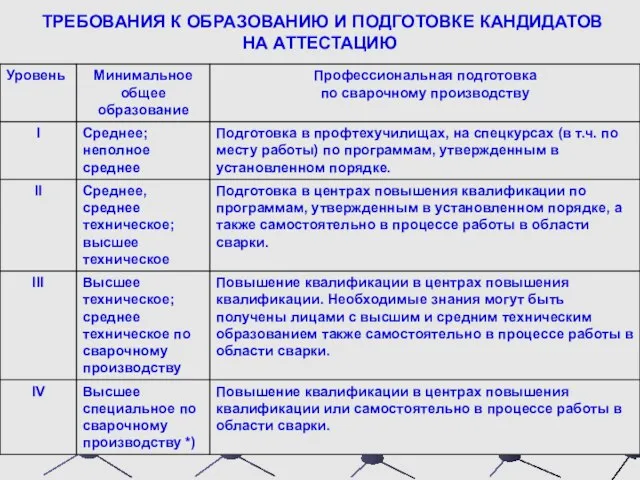
ТРЕБОВАНИЯ К ОБРАЗОВАНИЮ И ПОДГОТОВКЕ КАНДИДАТОВ НА АТТЕСТАЦИЮ
ТРЕБОВАНИЯ К ОБРАЗОВАНИЮ И ПОДГОТОВКЕ КАНДИДАТОВ НА АТТЕСТАЦИЮ
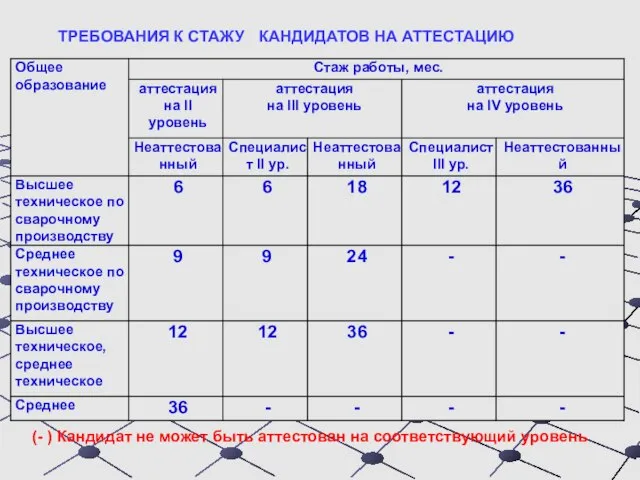
ТРЕБОВАНИЯ К СТАЖУ КАНДИДАТОВ НА АТТЕСТАЦИЮ
(- ) Кандидат не может
ТРЕБОВАНИЯ К СТАЖУ КАНДИДАТОВ НА АТТЕСТАЦИЮ
(- ) Кандидат не может
5.5. Аттестация специалистов сварочного производства на II, III, и IV уровни подразделяется
5.5. Аттестация специалистов сварочного производства на II, III, и IV уровни подразделяется
П 6.1. Аттестованные лица получают аттестационные удостоверения установленной формы.
Срок действия удостоверения при
П 6.1. Аттестованные лица получают аттестационные удостоверения установленной формы.
Срок действия удостоверения при
РД 03-495-02
ТЕХНОЛОГИЧЕСКИЙ РЕГЛАМЕНТ ПРОВЕДЕНИЯ АТТЕСТАЦИИ СВАРЩИКОВ И СПЕЦИАЛИСТОВ СВАРОЧНОГО ПРОИЗВОДСТВА
РД 03-495-02
ТЕХНОЛОГИЧЕСКИЙ РЕГЛАМЕНТ ПРОВЕДЕНИЯ АТТЕСТАЦИИ СВАРЩИКОВ И СПЕЦИАЛИСТОВ СВАРОЧНОГО ПРОИЗВОДСТВА
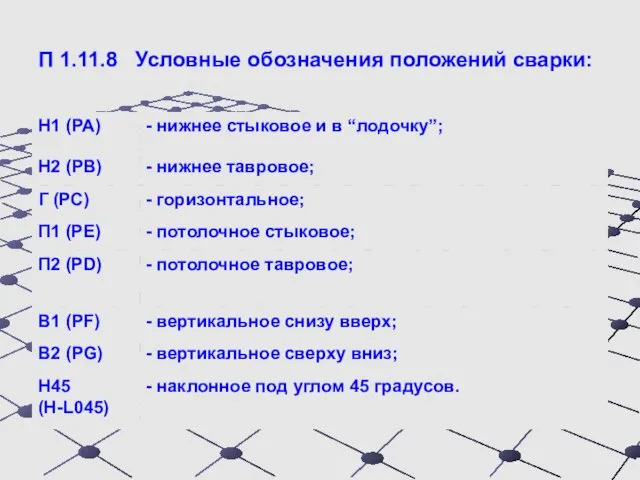
П 1.11.8 Условные обозначения положений сварки:
П 1.11.8 Условные обозначения положений сварки:
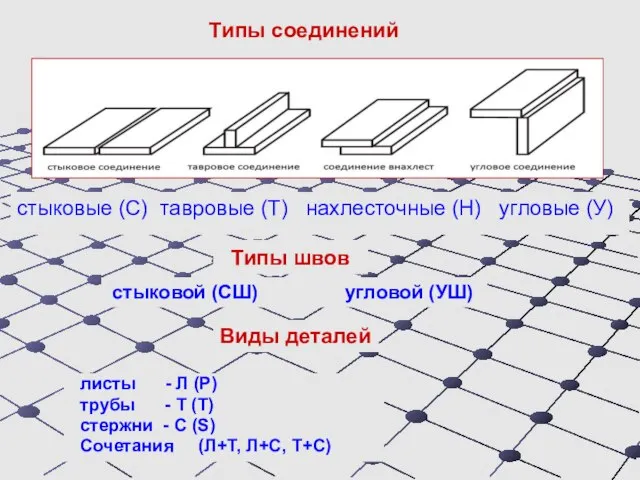
Типы соединений
стыковые (С) тавровые (Т) нахлесточные (Н) угловые (У)
Типы швов
Типы соединений
стыковые (С) тавровые (Т) нахлесточные (Н) угловые (У)
Типы швов
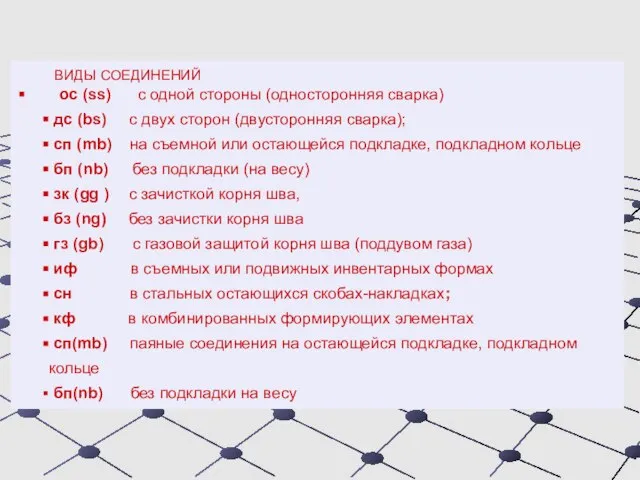
ВИДЫ СОЕДИНЕНИЙ
ос (ss) с одной стороны (односторонняя сварка)
дс
ВИДЫ СОЕДИНЕНИЙ
ос (ss) с одной стороны (односторонняя сварка)
дс
П. 1.12.3. Размеры деталей контрольных сварных соединений (КСС)
Приложение 22
П 1.12.4. Количество контрольных сварных
П. 1.12.3. Размеры деталей контрольных сварных соединений (КСС)
Приложение 22
П 1.12.4. Количество контрольных сварных
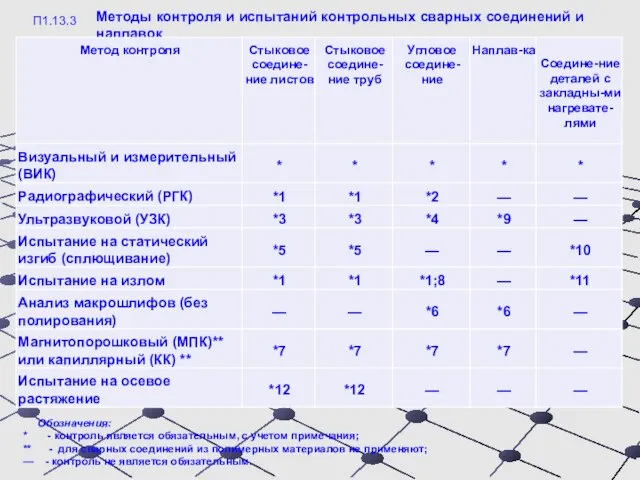
Методы контроля и испытаний контрольных сварных соединений и наплавок
Обозначения:
* -
Методы контроля и испытаний контрольных сварных соединений и наплавок
Обозначения:
* -
РД 03-606-03 ИНСТРУКЦИЯ ПО ВИЗУАЛЬНОМУ И ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ
Нормативная документация (НД) по
РД 03-606-03 ИНСТРУКЦИЯ ПО ВИЗУАЛЬНОМУ И ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ
Нормативная документация (НД) по
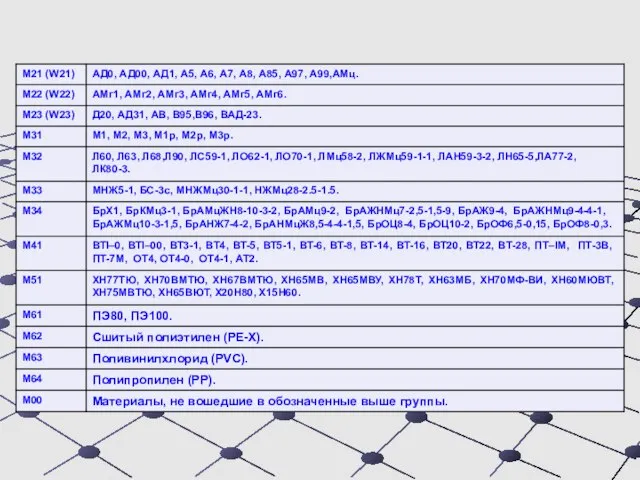

РУКОВОДЯЩИЕ ТЕХНИЧЕСКИЕ МАТЕРИАЛЫ ПО СВАРКЕ И КОНТРОЛЮ КАЧЕСТВА СОЕДИНЕНИЙ АРМАТУРЫ И
РУКОВОДЯЩИЕ ТЕХНИЧЕСКИЕ МАТЕРИАЛЫ ПО СВАРКЕ И КОНТРОЛЮ КАЧЕСТВА СОЕДИНЕНИЙ АРМАТУРЫ И
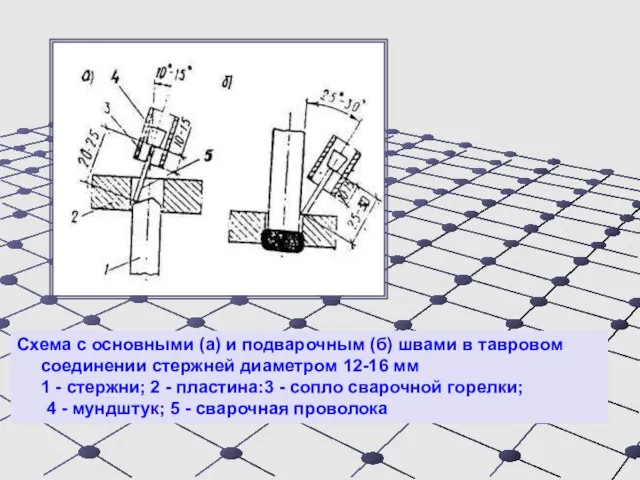
Схема с основными (а) и подварочным (б) швами в тавровом соединении
Схема с основными (а) и подварочным (б) швами в тавровом соединении
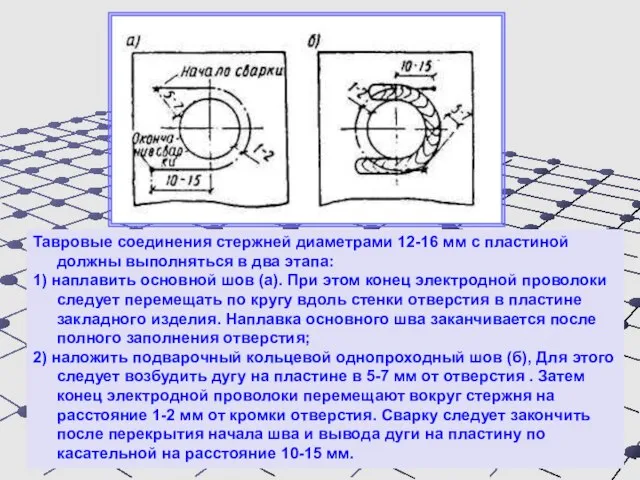
Тавровые соединения стержней диаметрами 12-16 мм с пластиной должны выполняться в
Тавровые соединения стержней диаметрами 12-16 мм с пластиной должны выполняться в

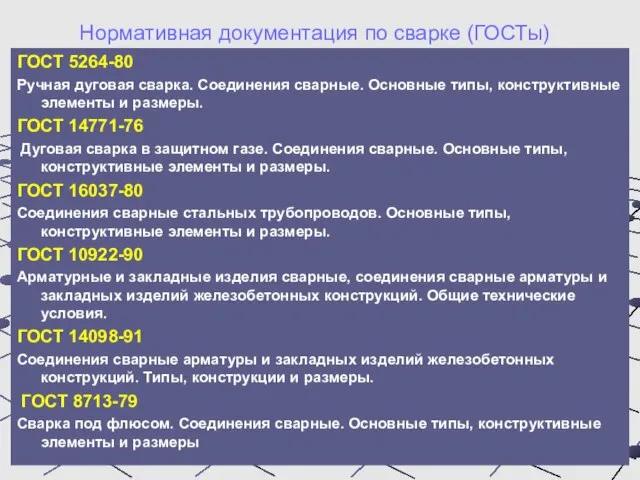
Нормативная документация по сварке (ГОСТы)
ГОСТ 5264-80
Ручная дуговая сварка. Соединения сварные.
Нормативная документация по сварке (ГОСТы)
ГОСТ 5264-80
Ручная дуговая сварка. Соединения сварные.
ГОСТ 11534-75
Ручная дуговая сварка. Соединения сварные под острыми и тупыми
ГОСТ 11534-75
Ручная дуговая сварка. Соединения сварные под острыми и тупыми
Классификация стали по структуре после нормализации стали
Феррит => мягкий, пластичный
Классификация стали по структуре после нормализации стали
Феррит => мягкий, пластичный
Стали:
Перлитного класса – низко - и среднелегированные, хорошо подвергаются обработке, большая
Стали:
Перлитного класса – низко - и среднелегированные, хорошо подвергаются обработке, большая

Классификация стали по химическому составу
Классификация стали по химическому составу

СТАЛЬ
СТАЛЬ

Буквенные обозначения химических элементов, используемых как легирующие добавки
Буквенные обозначения химических элементов, используемых как легирующие добавки
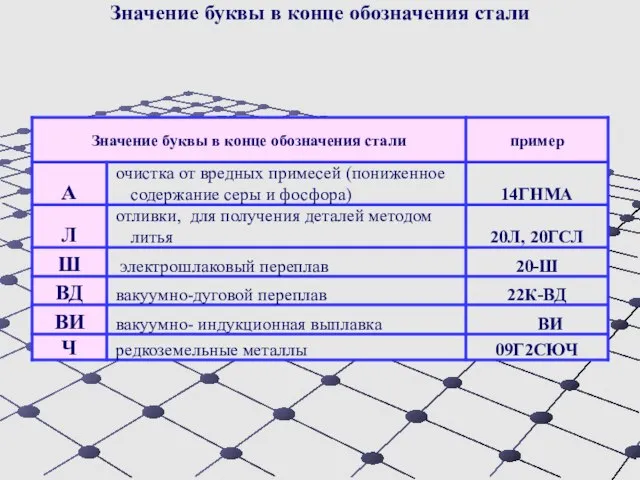
Значение буквы в конце обозначения стали
Значение буквы в конце обозначения стали
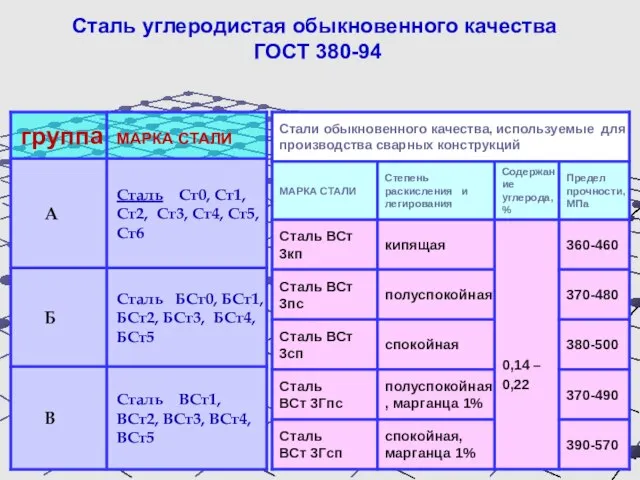
Сталь углеродистая обыкновенного качества ГОСТ 380-94
Сталь углеродистая обыкновенного качества ГОСТ 380-94

Показатели степени раскисления стали
Показатели степени раскисления стали

Сталь углеродистая качественная конструкционная ГОСТ 1050-88
Сталь углеродистая качественная конструкционная ГОСТ 1050-88
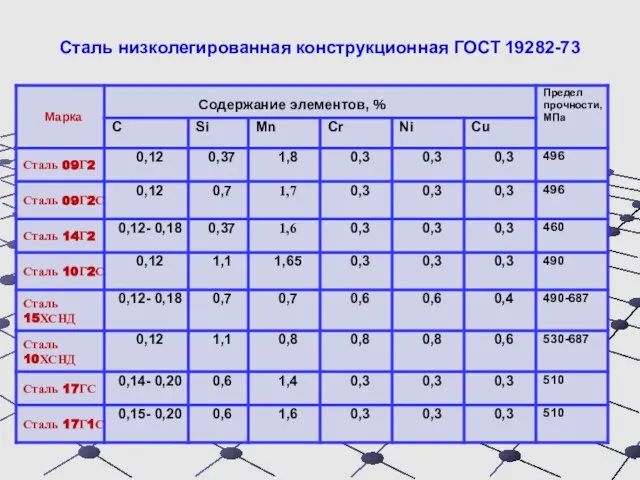
Сталь низколегированная конструкционная ГОСТ 19282-73
Сталь низколегированная конструкционная ГОСТ 19282-73
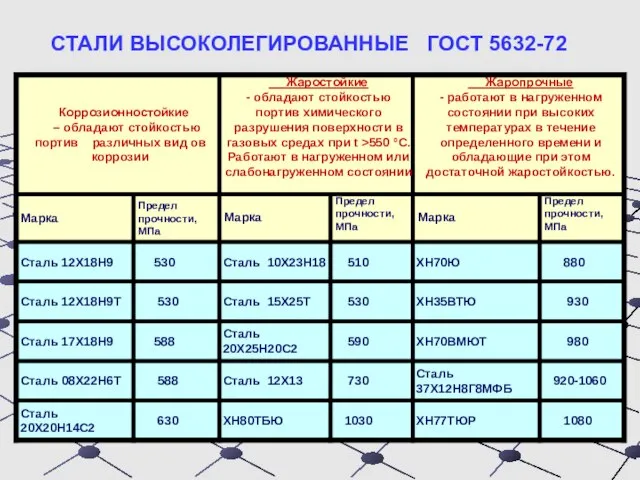
СТАЛИ ВЫСОКОЛЕГИРОВАННЫЕ ГОСТ 5632-72
СТАЛИ ВЫСОКОЛЕГИРОВАННЫЕ ГОСТ 5632-72
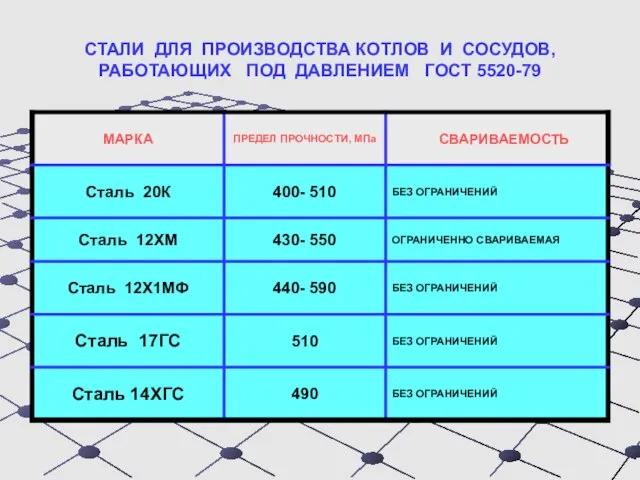
СТАЛИ ДЛЯ ПРОИЗВОДСТВА КОТЛОВ И СОСУДОВ,
РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ ГОСТ 5520-79
СТАЛИ ДЛЯ ПРОИЗВОДСТВА КОТЛОВ И СОСУДОВ,
РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ ГОСТ 5520-79
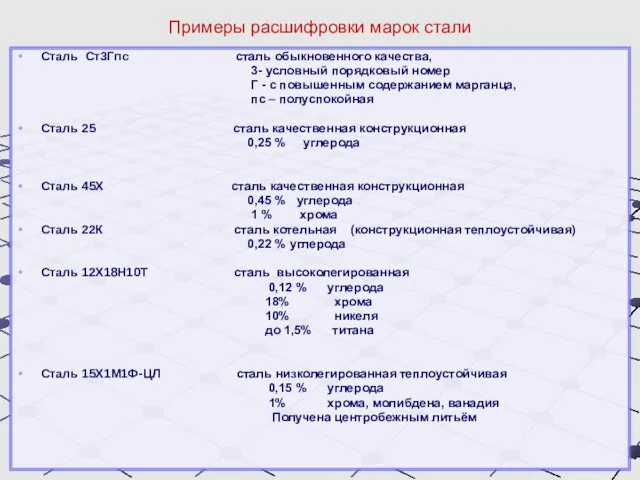
Примеры расшифровки марок стали
Сталь Ст3Гпс сталь обыкновенного качества,
3- условный
Примеры расшифровки марок стали
Сталь Ст3Гпс сталь обыкновенного качества,
3- условный
Сварочные материалы
Электроды для сварки
Сварочная проволока
Присадочная проволока
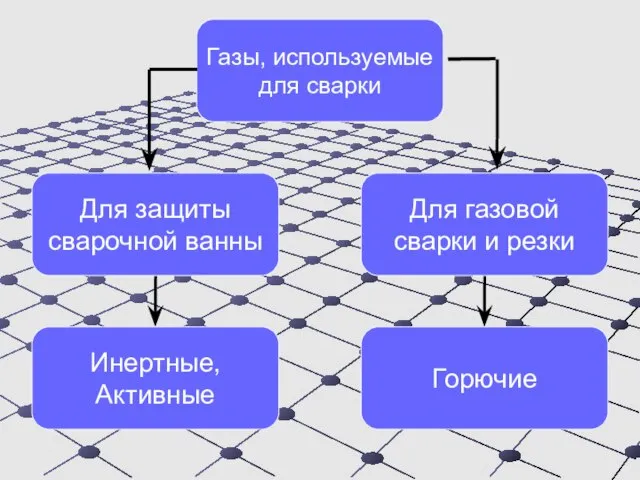
Газы
Флюсы
Сварочные материалы
Электроды для сварки
Сварочная проволока
Присадочная проволока
Газы
Флюсы
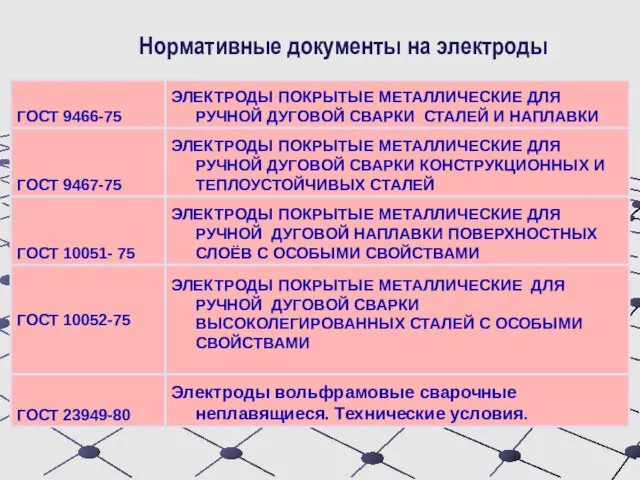
Нормативные документы на электроды
Нормативные документы на электроды
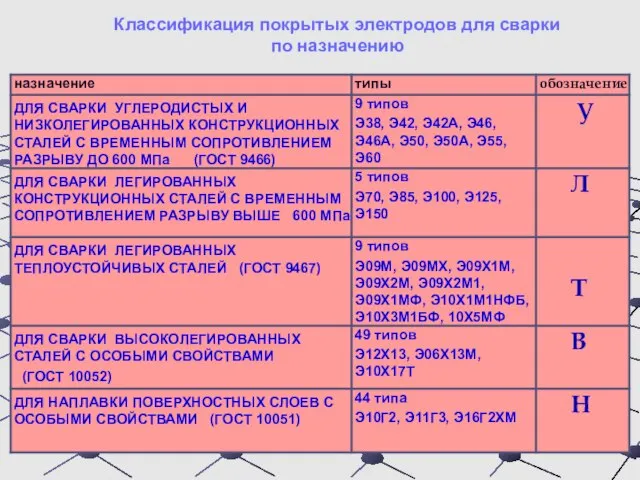
Классификация покрытых электродов для сварки по назначению
Классификация покрытых электродов для сварки по назначению
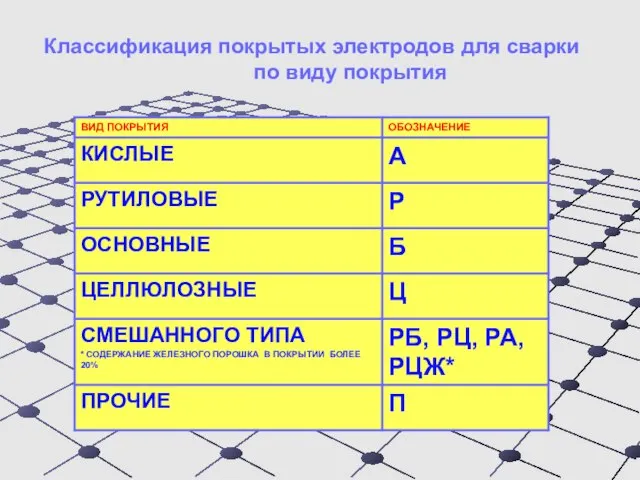
Классификация покрытых электродов для сварки по виду покрытия
Классификация покрытых электродов для сварки по виду покрытия

Классификация покрытых электродов для сварки по толщине покрытия
Классификация покрытых электродов для сварки по толщине покрытия
Газообразующие компоненты обеспечивают газовую защиту зоны сварки от воздуха. При нагревании
Газообразующие компоненты обеспечивают газовую защиту зоны сварки от воздуха. При нагревании
Стабилизирующие компоненты обеспечивают стабильное горение дуги за счет присутствия в них
Стабилизирующие компоненты обеспечивают стабильное горение дуги за счет присутствия в них
Некоторые особенности электродных покрытий
Целлюлозное покрытие (Ц)
Это покрытие при расплавлении выделяет
Некоторые особенности электродных покрытий
Целлюлозное покрытие (Ц)
Это покрытие при расплавлении выделяет
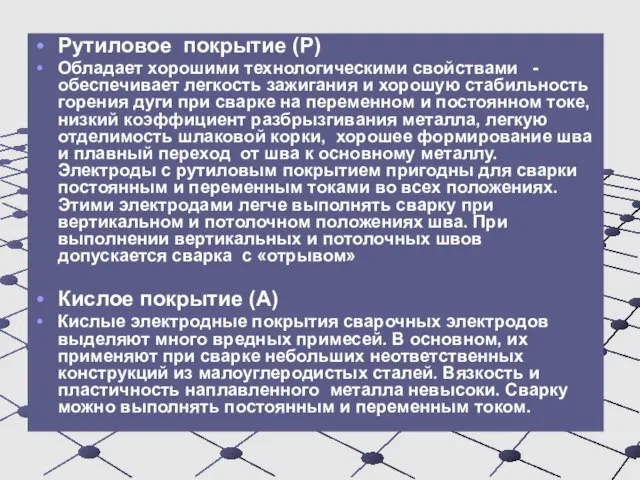
Рутиловое покрытие (Р)
Обладает хорошими технологическими свойствами - обеспечивает легкость зажигания и
Рутиловое покрытие (Р)
Обладает хорошими технологическими свойствами - обеспечивает легкость зажигания и

Структура условного обозначения электродов
Структура условного обозначения электродов
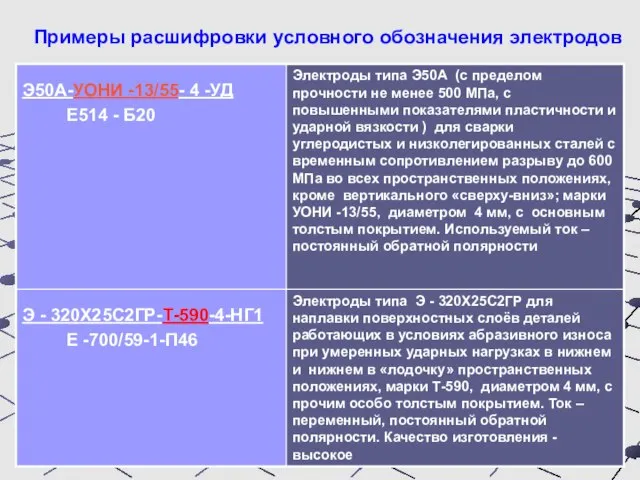
Примеры расшифровки условного обозначения электродов
Примеры расшифровки условного обозначения электродов
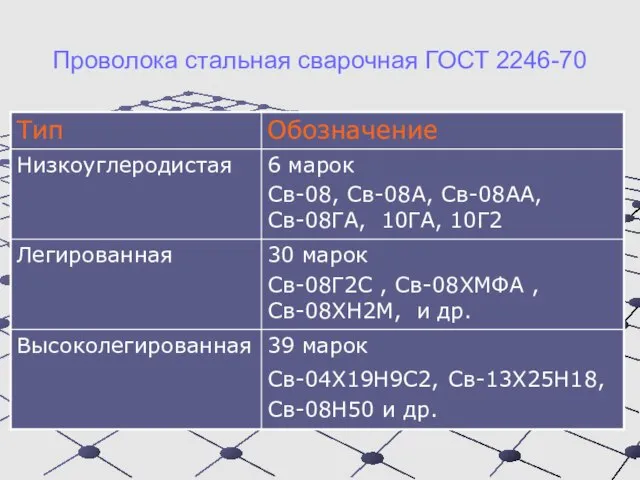
Проволока стальная сварочная ГОСТ 2246-70
Проволока стальная сварочная ГОСТ 2246-70

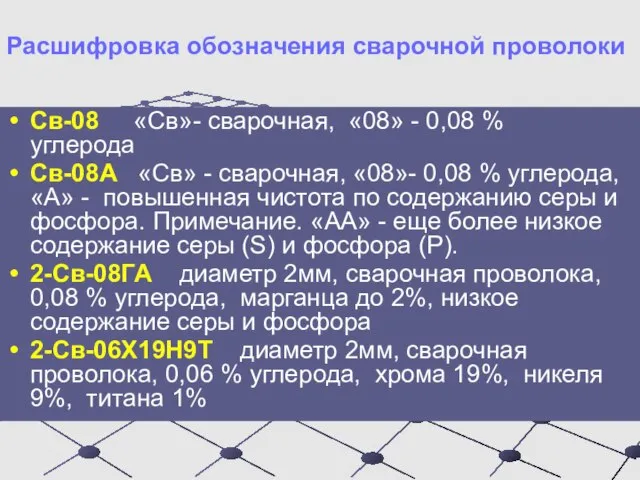
Св-08 «Св»- сварочная, «08» - 0,08 % углерода
Св-08А «Св» - сварочная,
Св-08 «Св»- сварочная, «08» - 0,08 % углерода
Св-08А «Св» - сварочная,
Проволока стальная наплавочная ГОСТ10543-98
Пример обозначения
3Нп-30ХГСА ГОСТ10543-98
Наплавочная стальная проволока марки
Нп-30ХГСА, диаметром
Проволока стальная наплавочная ГОСТ10543-98
Пример обозначения
3Нп-30ХГСА ГОСТ10543-98
Наплавочная стальная проволока марки
Нп-30ХГСА, диаметром
Проволока порошковая сварочная
Состоит из оболочки и порошка-наполнителя. Выпускается в основном
Проволока порошковая сварочная
Состоит из оболочки и порошка-наполнителя. Выпускается в основном
Проволока порошковая наплавочная ГОСТ26101-84
Пример обозначения
ПП-Нп-30Х5Г2СМ-Т-С-2,6 ГОСТ26101-84
Наплавочная порошковая проволока марки ПП-Нп-30Х5Г2СМ, трубчатая
Проволока порошковая наплавочная ГОСТ26101-84
Пример обозначения
ПП-Нп-30Х5Г2СМ-Т-С-2,6 ГОСТ26101-84
Наплавочная порошковая проволока марки ПП-Нп-30Х5Г2СМ, трубчатая
Присадочный материал
Подается в сварочную ванну и служит для формирования металла шва
Присадочный материал
Подается в сварочную ванну и служит для формирования металла шва
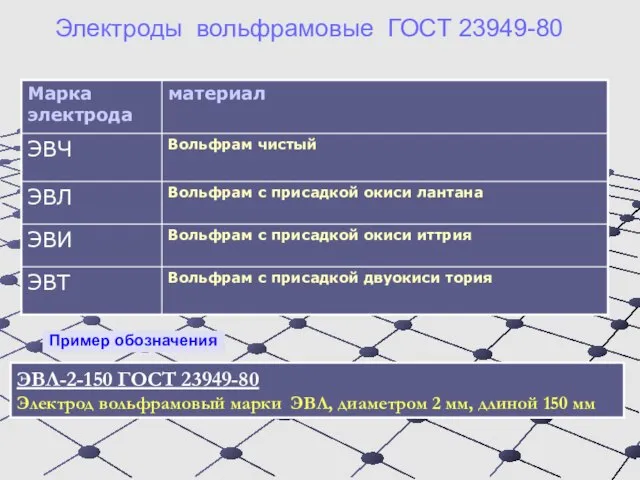
Электроды вольфрамовые ГОСТ 23949-80
ЭВЛ-2-150 ГОСТ 23949-80
Электрод вольфрамовый марки ЭВЛ, диаметром
Электроды вольфрамовые ГОСТ 23949-80
ЭВЛ-2-150 ГОСТ 23949-80
Электрод вольфрамовый марки ЭВЛ, диаметром

ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
Флюсы
Обеспечивает:
Защиту сварочной ванны от
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
Флюсы
Обеспечивает:
Защиту сварочной ванны от
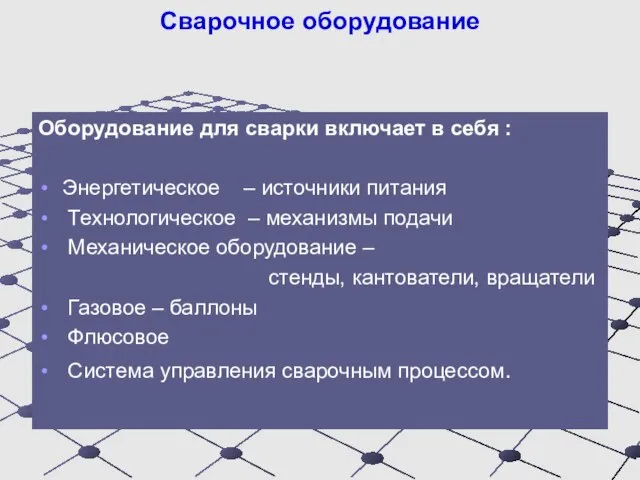
Сварочное оборудование
Оборудование для сварки включает в себя :
Энергетическое – источники питания
Сварочное оборудование
Оборудование для сварки включает в себя :
Энергетическое – источники питания
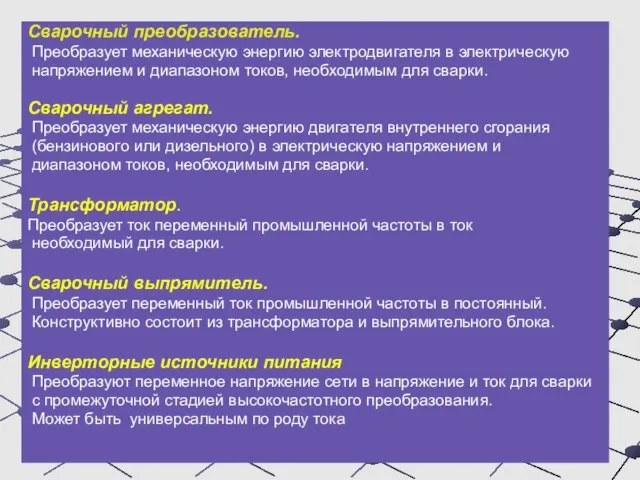
Сварочный преобразователь.
Преобразует механическую энергию электродвигателя в электрическую
напряжением и
Сварочный преобразователь.
Преобразует механическую энергию электродвигателя в электрическую
напряжением и

Балластный реостат РБ -302СЭ
Балластный реостат –
Формирует падающую вольтамперную характеристику
источника питания.
Балластный реостат РБ -302СЭ
Балластный реостат –
Формирует падающую вольтамперную характеристику
источника питания.

ЧПР-315 (04) Урал
Частотный постовой регулятор сварочного тока,
(40-315А, ПН-100%) микропроцессорное
ЧПР-315 (04) Урал
Частотный постовой регулятор сварочного тока,
(40-315А, ПН-100%) микропроцессорное
Сварочный выпрямитель
70-315А, ПН-60%, 380В.
для питания одного сварочного поста при ручной
Сварочный выпрямитель
70-315А, ПН-60%, 380В.
для питания одного сварочного поста при ручной

ВДУ-500 Сварочный выпрямитель
с универсальными характеристиками
500А, ПН-100%
Сварочный полуавтомат
30-500А, ПН-100%,
ВДУ-500 Сварочный выпрямитель
с универсальными характеристиками
500А, ПН-100%
Сварочный полуавтомат
30-500А, ПН-100%,



ТДМ-501М
Сварочный трансформатор
(90-540 А), 380В или 220В, ПН-60%
ТДМ-501М
Сварочный трансформатор
(90-540 А), 380В или 220В, ПН-60%

АДД-2х2501
Агрегат сварочный
2 поста 250А или 1 пост 400А, на раме,
АДД-2х2501
Агрегат сварочный
2 поста 250А или 1 пост 400А, на раме,

ООО «Уральский завод Промэлектроники»
Переносной портативный сварочный выпрямитель инверторного типа
Сварочный выпрямитель
ООО «Уральский завод Промэлектроники»
Переносной портативный сварочный выпрямитель инверторного типа
Сварочный выпрямитель

Моноблочный сварочный аппарат для полуавтоматической сварки
в среде СО2 и смесях
Kempact
Моноблочный сварочный аппарат для полуавтоматической сварки
в среде СО2 и смесях
Kempact



V350-PRO - инверторный источник питания
V350-PRO - инверторный источник питания
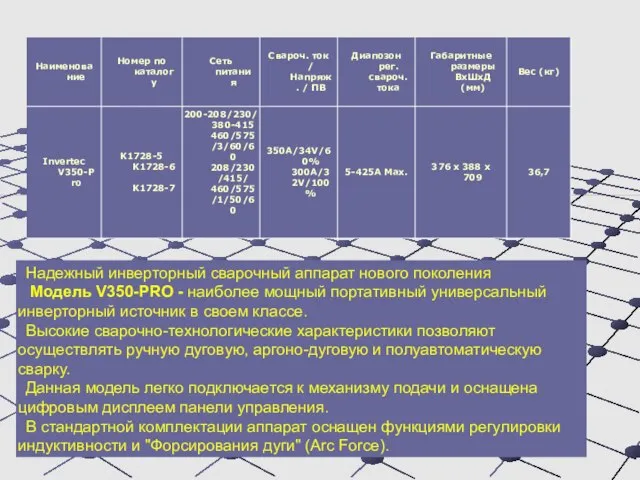
Надежный инверторный сварочный аппарат нового поколения
Модель V350-PRO - наиболее мощный портативный
Надежный инверторный сварочный аппарат нового поколения
Модель V350-PRO - наиболее мощный портативный

Ranger 305D СЕ
сварочный агрегат
Ranger 305D СЕ
сварочный агрегат
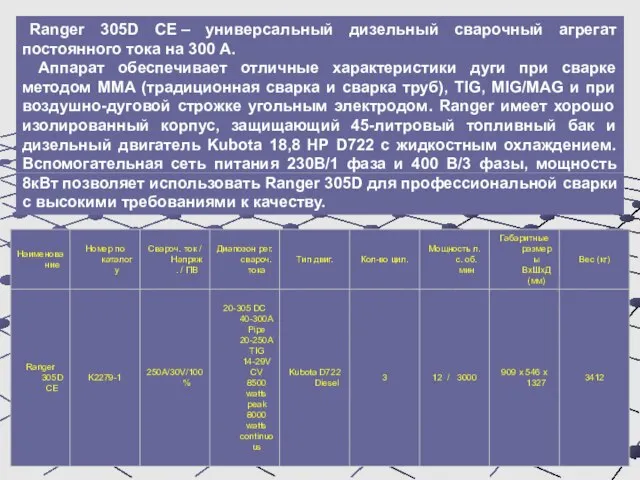
Ranger 305D СЕ – универсальный дизельный сварочный агрегат постоянного тока на 300
Ranger 305D СЕ – универсальный дизельный сварочный агрегат постоянного тока на 300

Idealarc® DC-1000 (Lincoln Electric)
Универсальный источник сварочного тока для полуавтоматической и
Idealarc® DC-1000 (Lincoln Electric)
Универсальный источник сварочного тока для полуавтоматической и

Tetrix 300 AC/DC
Сварочный инверторный аппарат, переменный, постоянный ток до 300
Tetrix 300 AC/DC
Сварочный инверторный аппарат, переменный, постоянный ток до 300
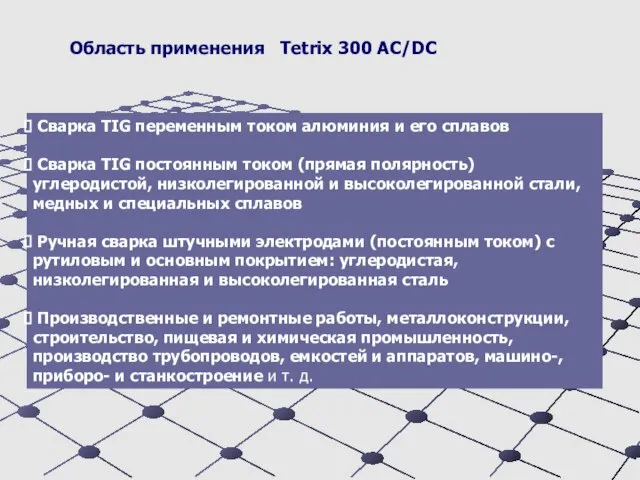
Сварка TIG переменным током алюминия и его сплавов
Сварка
Сварка TIG переменным током алюминия и его сплавов
Сварка

Оборудование для газовой сварки
Оборудование для газовой сварки
При выборе сварочного оборудования учитывается:
Вид сварки
Используемый род тока
Условия сварки
Необходимая мощность
Количество постов
Конфигурация
При выборе сварочного оборудования учитывается:
Вид сварки
Используемый род тока
Условия сварки
Необходимая мощность
Количество постов
Конфигурация

Механическое оборудование
Служит для размещения и закрепления на них свариваемых изделий, установки
Механическое оборудование
Служит для размещения и закрепления на них свариваемых изделий, установки
Ручной инструмент сварочного поста
Машинка шлифовальная УШМ-230
Молоток
Ручной инструмент сварочного поста
Машинка шлифовальная УШМ-230
Молоток

Центратор наружный
Центратор внутренний
Для труб большого диаметра
Центратор наружный
Центратор внутренний
Для труб большого диаметра

Позиционер с зажимным патроном
Позиционер с зажимным патроном
Альбом дефектов
Причины появления трещин:
напряжения высокой концентрации
большое количество вредных примесей
жесткое закрепление свариваемых
Альбом дефектов
Причины появления трещин:
напряжения высокой концентрации
большое количество вредных примесей
жесткое закрепление свариваемых
Причины появления свища:
плохая подготовка сварных кромок под сварку (наличие ржавчины,
Причины появления свища:
плохая подготовка сварных кромок под сварку (наличие ржавчины,
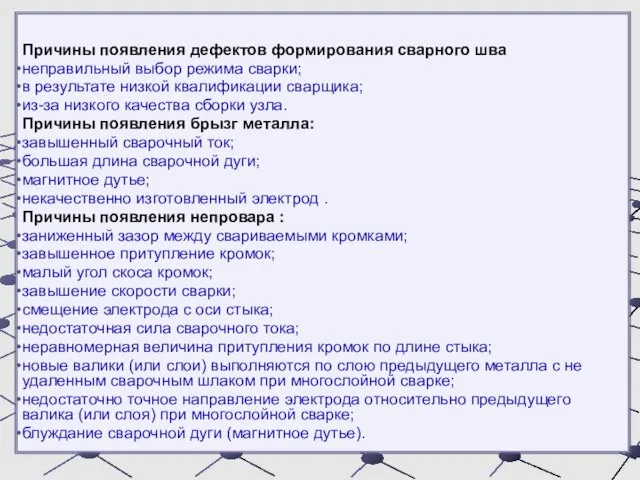
Причины появления дефектов формирования сварного шва
неправильный выбор режима сварки;
в результате
неправильный выбор режима сварки;
в результате
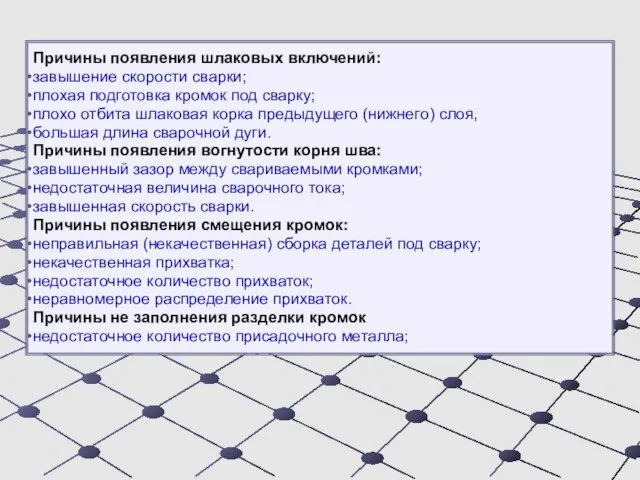
Причины появления шлаковых включений:
завышение скорости сварки;
плохая подготовка кромок под сварку;
плохо отбита
Причины появления шлаковых включений:
завышение скорости сварки;
плохая подготовка кромок под сварку;
плохо отбита

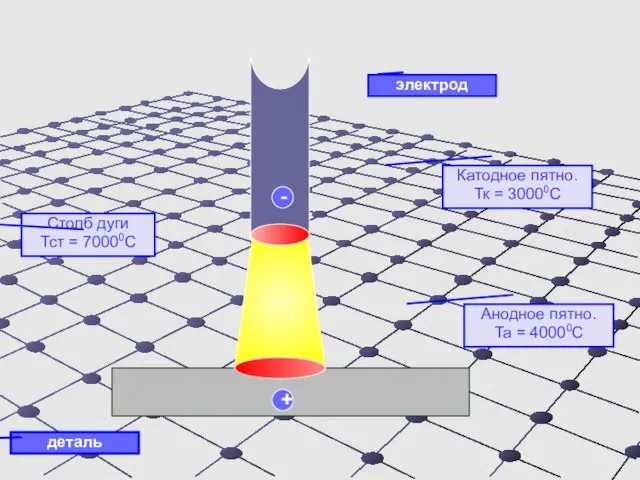
Анодное пятно.
Та = 40000С
Катодное пятно.
Тк = 30000С
Столб дуги
Тст =
Анодное пятно.
Та = 40000С
Катодное пятно.
Тк = 30000С
Столб дуги
Тст =
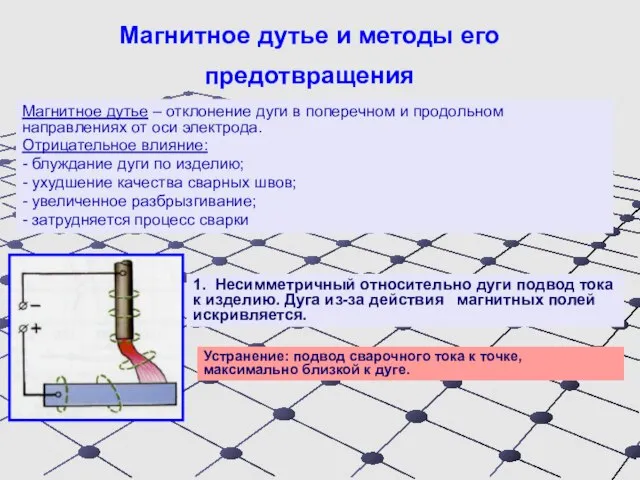
Магнитное дутье и методы его предотвращения
Магнитное дутье – отклонение дуги
Магнитное дутье и методы его предотвращения
Магнитное дутье – отклонение дуги
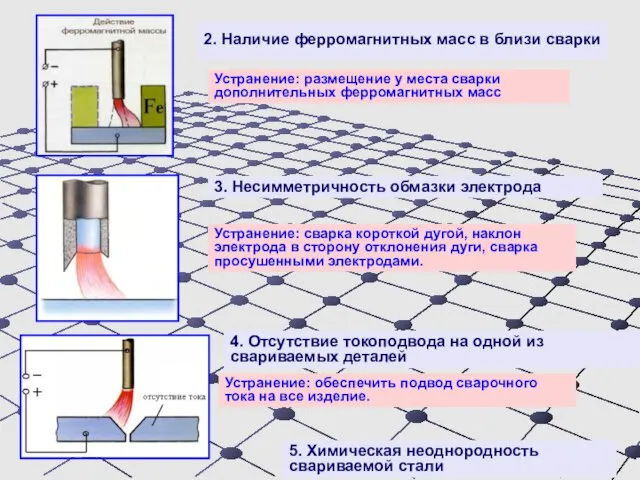
2. Наличие ферромагнитных масс в близи сварки
3. Несимметричность обмазки электрода
4.
2. Наличие ферромагнитных масс в близи сварки
3. Несимметричность обмазки электрода
4.
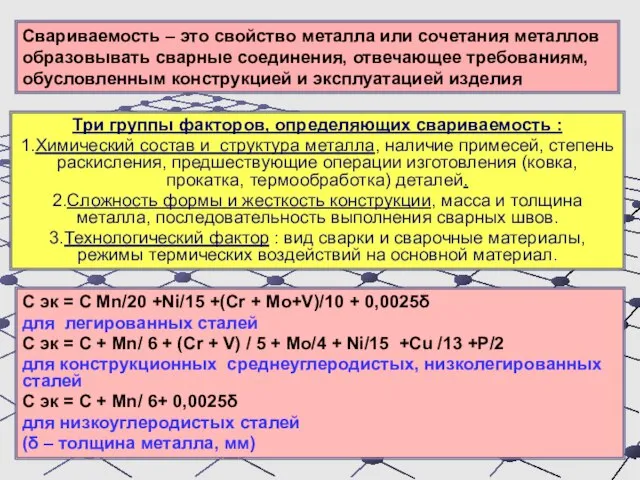
Свариваемость – это свойство металла или сочетания металлов образовывать сварные соединения,
Свариваемость – это свойство металла или сочетания металлов образовывать сварные соединения,
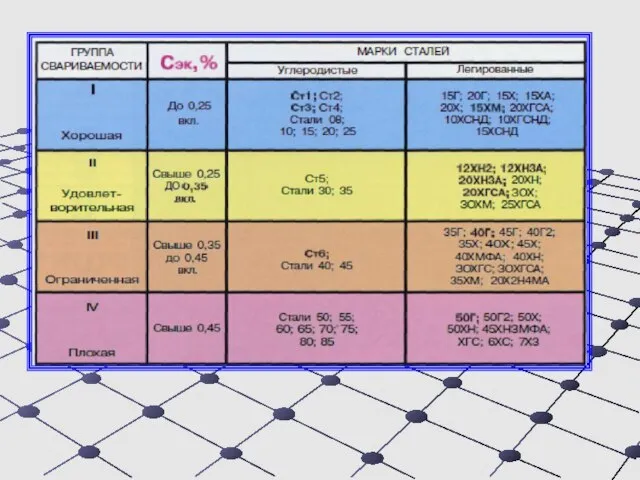
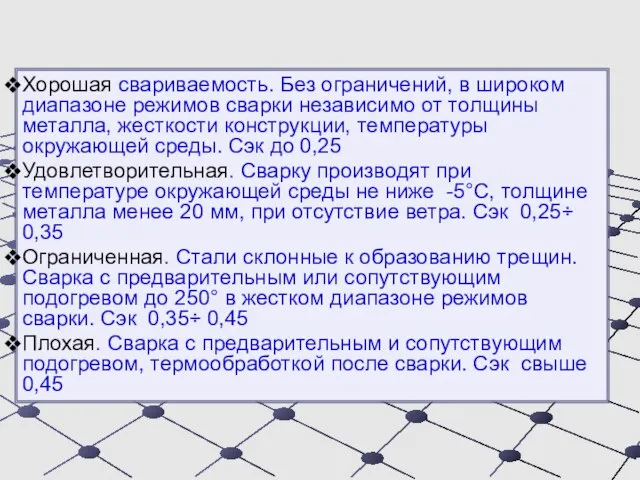
Хорошая свариваемость. Без ограничений, в широком диапазоне режимов сварки независимо от
Хорошая свариваемость. Без ограничений, в широком диапазоне режимов сварки независимо от
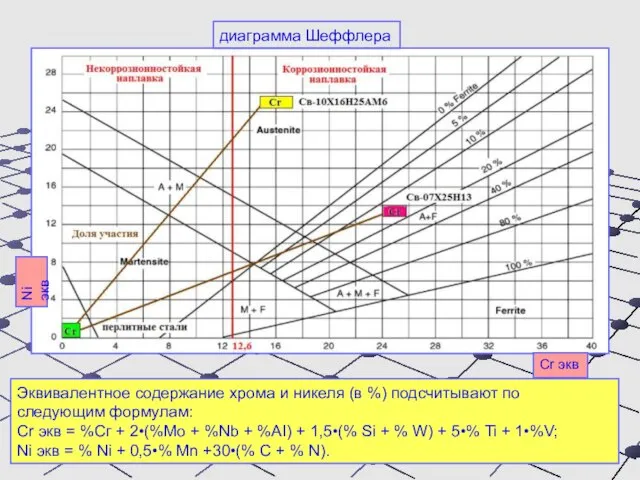
Деформация – изменение геометрических размеров изделия.
Виды деформаций:
Временные – исчезают после
Деформация – изменение геометрических размеров изделия.
Виды деформаций:
Временные – исчезают после
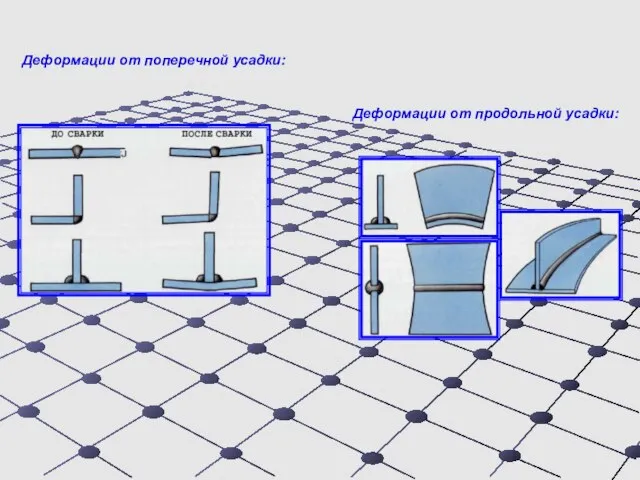
Деформации от продольной усадки:
Деформации от поперечной усадки:
Деформации от продольной усадки:
Деформации от поперечной усадки:
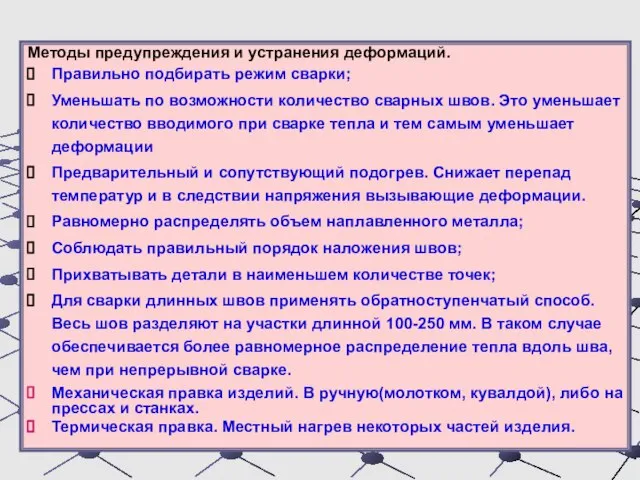
Методы предупреждения и устранения деформаций.
Правильно подбирать режим сварки;
Уменьшать по возможности количество
Методы предупреждения и устранения деформаций.
Правильно подбирать режим сварки;
Уменьшать по возможности количество
Способ уравновешивания деформаций. Достигается с помощью определенной очередности наложения швов –
Способ уравновешивания деформаций. Достигается с помощью определенной очередности наложения швов –
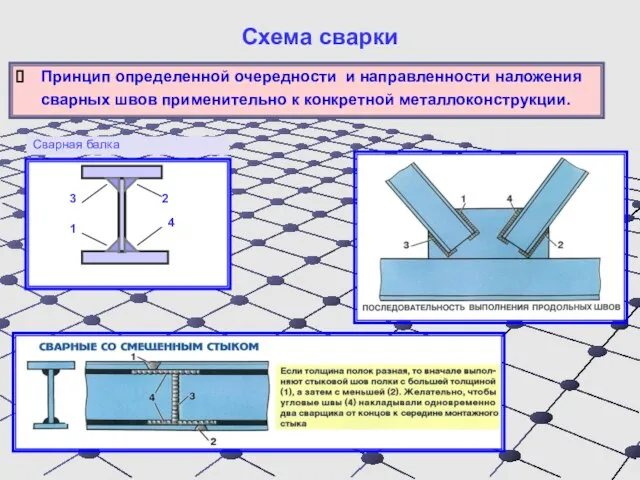
Схема сварки
Принцип определенной очередности и направленности наложения сварных швов применительно к
Схема сварки
Принцип определенной очередности и направленности наложения сварных швов применительно к
Маршрутный технологический процесс
Перечень и последовательность технологических операций с кратким описанием содержания
Маршрутный технологический процесс
Перечень и последовательность технологических операций с кратким описанием содержания
6. Сварка.
указать параметры сварки ( сила тока, напряжение на дуге,
6. Сварка.
указать параметры сварки ( сила тока, напряжение на дуге,
Требования к прихваткам
Прихватка - это процесс закрепления деталей при сборке под
Требования к прихваткам
Прихватка - это процесс закрепления деталей при сборке под
 Фотография - искусство светописи
Фотография - искусство светописи Аттестационаая работа. Программа внеурочной деятельности Я-исследователь
Аттестационаая работа. Программа внеурочной деятельности Я-исследователь Графический диктант
Графический диктант Презентация Microsoft Office PowerPoint
Презентация Microsoft Office PowerPoint Перенос сроков в системе ЕОС-Качество_07.09 (3)
Перенос сроков в системе ЕОС-Качество_07.09 (3) Балалардағы туа пайда болған жүрек
Балалардағы туа пайда болған жүрек Комплексный подход к теплозащите зданий
Комплексный подход к теплозащите зданий Симуляционнизм – самая популярная религия в 2050-х годах?
Симуляционнизм – самая популярная религия в 2050-х годах? Social Media Zitate
Social Media Zitate Человек родился, чтобы трудиться
Человек родился, чтобы трудиться 20120511_muzyka_vechera
20120511_muzyka_vechera MyMemo
MyMemo Высокообъемная гидромашина
Высокообъемная гидромашина Котельные агрегаты и топочные устройства для различных видов топлива
Котельные агрегаты и топочные устройства для различных видов топлива 20180422_krasnodarskomu_krayu_80-let
20180422_krasnodarskomu_krayu_80-let Текстильные волокна. Классификация
Текстильные волокна. Классификация Молодежный лидер на 360 градусов. Молодежное служение
Молодежный лидер на 360 градусов. Молодежное служение Кто же такие волонтеры?
Кто же такие волонтеры? Глагол can + карточки
Глагол can + карточки Презентация без названия
Презентация без названия 20180109_o_sekrete_proishozhdeniya_arabskih_tsifr
20180109_o_sekrete_proishozhdeniya_arabskih_tsifr Сошникова К.Е
Сошникова К.Е Презентация квест игры
Презентация квест игры Проект по технологии Океанариум
Проект по технологии Океанариум Новозаветное учение о браке и его претворение в современной жизни Церкви
Новозаветное учение о браке и его претворение в современной жизни Церкви Моделируя себя – моделируешь мир
Моделируя себя – моделируешь мир Name of presentation
Name of presentation Современная практика и пути совершенствования банковского кредитования малого
Современная практика и пути совершенствования банковского кредитования малого