- Восстановление деталей синтетическими материалами

Содержание
- 2. Подготовка поверхности к нанесению синтетических материалов Прочность сцепления полимерного покрытия с металлической поверхностью – главная характеристика
- 3. 3. Зачистить поверхность на 25…30 мм по обе стороны от трещины. 4. Обезжирить и просушить участок
- 4. 2. Обезжиривание Для обезжиривания деталей из черного металла применяют 3%-ный раствор каустической соды с температурой не
- 5. , Нанесение покрытий Способы нанесения покрытий зависят от используемых материалов, технологии их нанесения. 1. Намазка состава
- 6. Рисунок 1 – Вихревое нанесение покрытия
- 7. Сжатый воздух, проходя через пористую перегородку поднимает порошок во взвешенное состояние, объем порошка увеличивается более чем
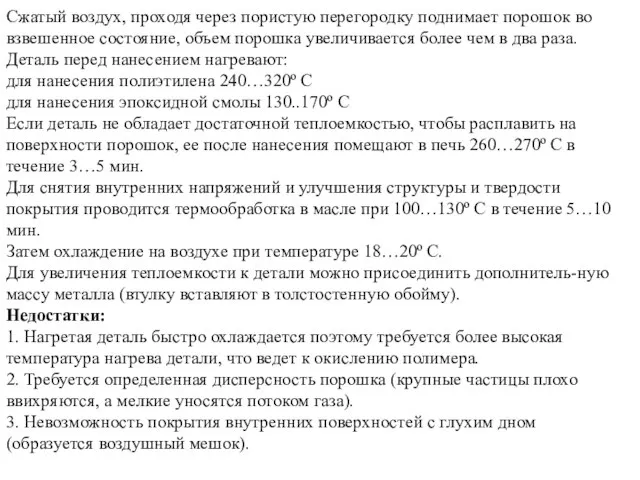
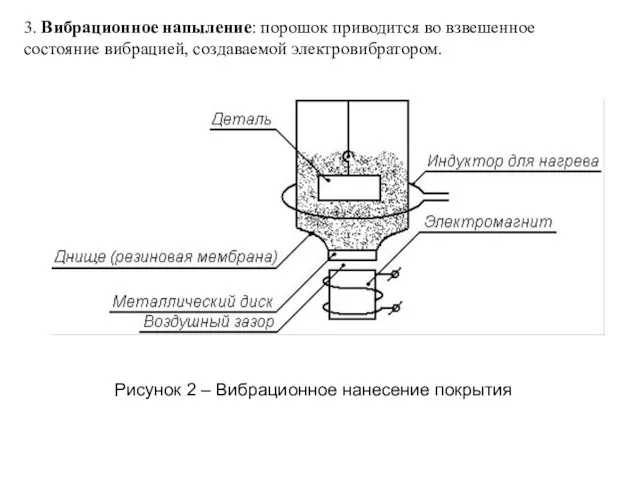
- 8. 3. Вибрационное напыление: порошок приводится во взвешенное состояние вибрацией, создаваемой электровибратором. Рисунок 2 – Вибрационное нанесение
- 9. Техническая характеристика установки Частота колебаний 50…100 Гц. Диаметр гранул порошка 0,01…0,3 мм Толщина наносимого слоя до
- 10. Рисунок 3 – Струйное напыление 4. Струйное напыление: порошок наносится на нагретую поверхность струей сжатого воздуха.
- 11. Используется для крупногабаритных деталей, внутренних поверхностей резервуаров и труднодоступных мест. Недостатки: 1. Трудность получения покрытий равномерной
- 12. 5. Газоплазменное напыление: струя воздуха со взвешенным порошком пропускается через факел ацетилено-воздушного пламени. Ремонтируют крупногабаритные детали
- 13. Рисунок 4 – Струйное –электрофоретическое напыление 6. Струйно-электрофоретический способ нанесения покрытия
- 14. Частицы полимера, находясь во взвешенном состоянии заряжаются на электродной сетке и, преодолевая сопротивление фильтра, лишь при
- 15. 7. Теплолучевой: порошок подается в поток светотепловых лучей, где порошок плавится и с большой скоростью наносится
- 16. Рисунок 6 - Метод опрессовки на литьевых машинах . 8. Метод опрессовки на литьевых машинах На
- 17. Обработка деталей после нанесения покрытия. Особенности механической обработки деталей, восстанавливаемых с помощью полимерных покрытий. 1. Охлаждение
- 19. Классификация повреждений на деталях, устраняемых с помощью клеевых соединений: 2. Устранение повреждений на деталях с помощью
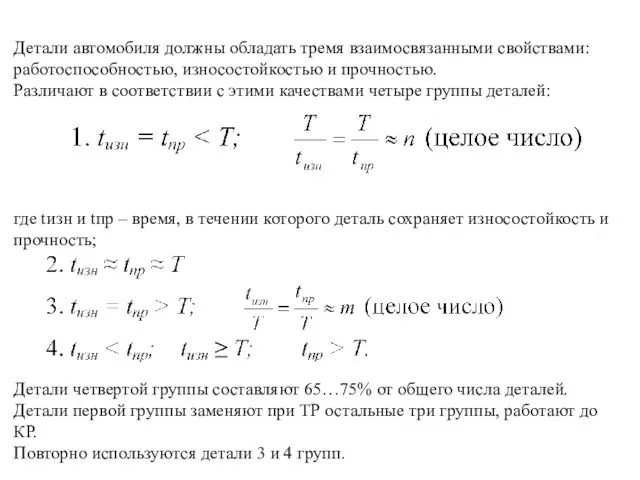
- 20. Детали автомобиля должны обладать тремя взаимосвязанными свойствами: работоспособностью, износостойкостью и прочностью. Различают в соответствии с этими
- 21. При восстановлении деталей должно соблюдаться условие В этом случае восстанавливаемая деталь обеспечит срок службы автомобиля до
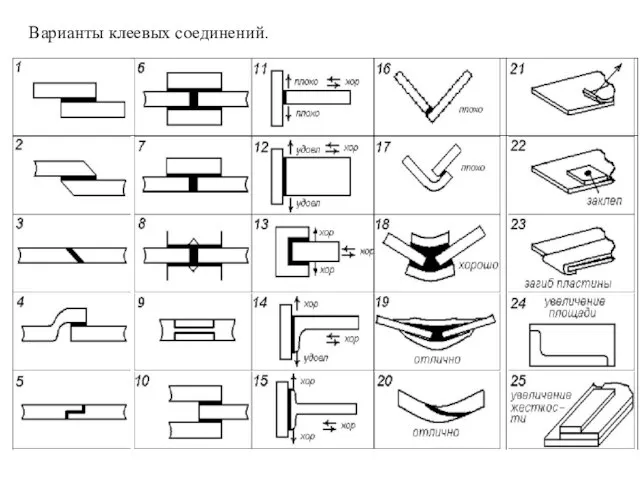
- 22. Варианты клеевых соединений.
- 23. Более прочные соединения соответствуют типу №2 со скошенными кромками и №3 «на ус». У них из-за
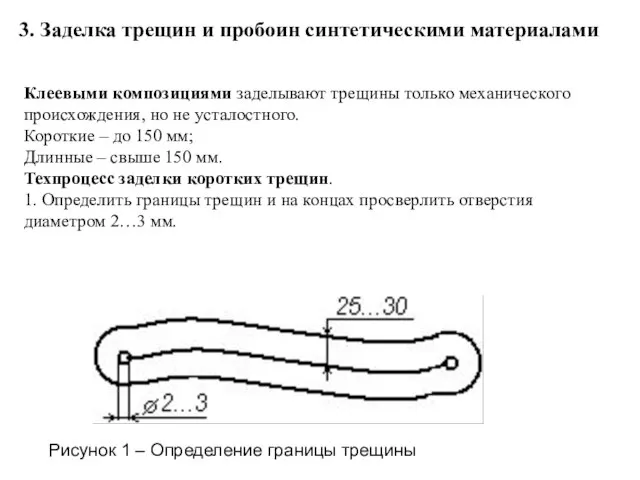
- 24. Клеевыми композициями заделывают трещины только механического происхождения, но не усталостного. Короткие – до 150 мм; Длинные
- 25. Рисунок 2 – Снятие фаски по краям трещины 2. Снять фаску под углом 60º на глубину
- 26. 3. Зачистить поверхность на 25…30 мм по обе стороны от трещины. 4. Обезжирить и просушить участок
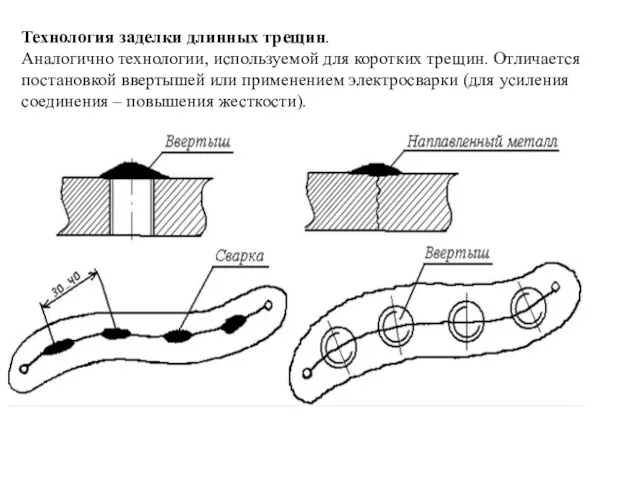
- 27. Технология заделки длинных трещин. Аналогично технологии, используемой для коротких трещин. Отличается постановкой ввертышей или применением электросварки
- 28. 3. Пробоины ремонтируют наложением заплат внахлестку и редко заподлицо. При пробоинах диаметром 25 мм для накладок
- 29. Операции по подготовке и заделке пробоин аналогичны операциям при заделке трещин. Для устранения пор используют жидкие
- 30. Заполняемый зазор до 0,6 мм. Время набора прочности от 5 часов до 48 часов. Предел прочности
- 31. Устранение раковин: заполнение клеевой композицией неподготовленной раковины высверливание полости раковины
- 33. Скачать презентацию
Подготовка поверхности к нанесению синтетических материалов
Прочность сцепления полимерного покрытия с
Подготовка поверхности к нанесению синтетических материалов
Прочность сцепления полимерного покрытия с
3. Зачистить поверхность на 25…30 мм по обе стороны от трещины.
4.
3. Зачистить поверхность на 25…30 мм по обе стороны от трещины.
4.
2. Обезжиривание
Для обезжиривания деталей из черного металла применяют 3%-ный раствор каустической
2. Обезжиривание
Для обезжиривания деталей из черного металла применяют 3%-ный раствор каустической
,
Нанесение покрытий
Способы нанесения покрытий зависят от используемых материалов, технологии их нанесения.
1.
,
Нанесение покрытий
Способы нанесения покрытий зависят от используемых материалов, технологии их нанесения.
1.
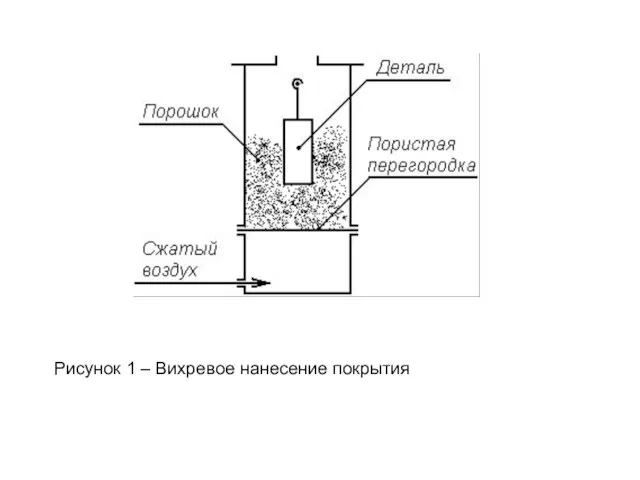
Рисунок 1 – Вихревое нанесение покрытия
Рисунок 1 – Вихревое нанесение покрытия
Сжатый воздух, проходя через пористую перегородку поднимает порошок во взвешенное состояние,
Сжатый воздух, проходя через пористую перегородку поднимает порошок во взвешенное состояние,
3. Вибрационное напыление: порошок приводится во взвешенное состояние вибрацией, создаваемой электровибратором.
Рисунок
3. Вибрационное напыление: порошок приводится во взвешенное состояние вибрацией, создаваемой электровибратором.
Рисунок
Техническая характеристика установки
Частота колебаний 50…100 Гц.
Диаметр гранул порошка 0,01…0,3 мм
Толщина наносимого
Техническая характеристика установки
Частота колебаний 50…100 Гц.
Диаметр гранул порошка 0,01…0,3 мм
Толщина наносимого

Рисунок 3 – Струйное напыление
4. Струйное напыление: порошок наносится на нагретую
Рисунок 3 – Струйное напыление
4. Струйное напыление: порошок наносится на нагретую
Используется для крупногабаритных деталей, внутренних поверхностей резервуаров и труднодоступных мест.
Недостатки:
1. Трудность
Используется для крупногабаритных деталей, внутренних поверхностей резервуаров и труднодоступных мест.
Недостатки:
1. Трудность
5. Газоплазменное напыление: струя воздуха со взвешенным порошком пропускается через факел
5. Газоплазменное напыление: струя воздуха со взвешенным порошком пропускается через факел

Рисунок 4 – Струйное –электрофоретическое напыление
6. Струйно-электрофоретический способ нанесения покрытия
Рисунок 4 – Струйное –электрофоретическое напыление
6. Струйно-электрофоретический способ нанесения покрытия
Частицы полимера, находясь во взвешенном состоянии заряжаются на электродной сетке и,
Частицы полимера, находясь во взвешенном состоянии заряжаются на электродной сетке и,
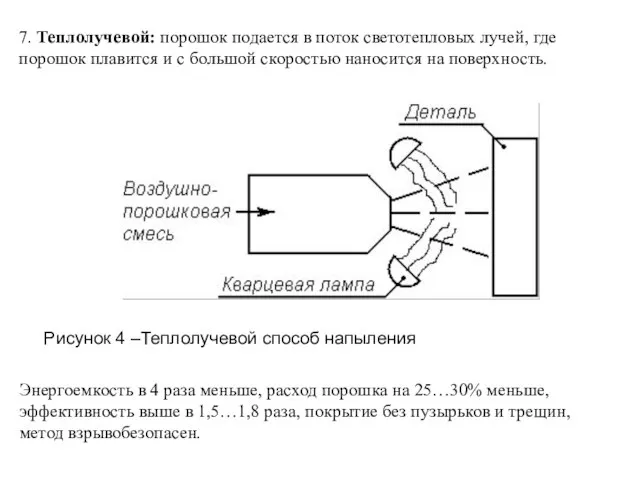
7. Теплолучевой: порошок подается в поток светотепловых лучей, где порошок плавится
7. Теплолучевой: порошок подается в поток светотепловых лучей, где порошок плавится
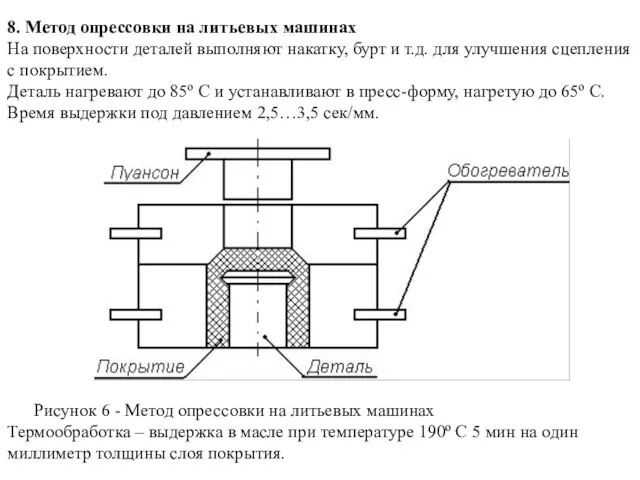
Рисунок 6 - Метод опрессовки на литьевых машинах
.
8. Метод опрессовки на
Рисунок 6 - Метод опрессовки на литьевых машинах
.
8. Метод опрессовки на
Обработка деталей после нанесения покрытия.
Особенности механической обработки деталей, восстанавливаемых с
Обработка деталей после нанесения покрытия.
Особенности механической обработки деталей, восстанавливаемых с

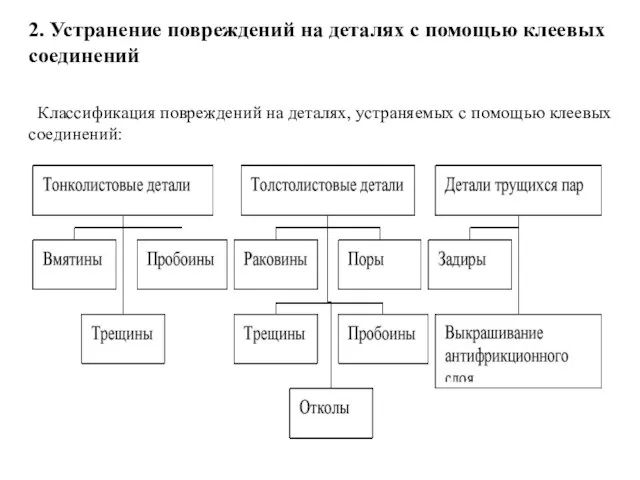
Классификация повреждений на деталях, устраняемых с помощью клеевых соединений:
2. Устранение
Классификация повреждений на деталях, устраняемых с помощью клеевых соединений:
2. Устранение
Детали автомобиля должны обладать тремя взаимосвязанными свойствами: работоспособностью, износостойкостью и прочностью.
Различают
Детали автомобиля должны обладать тремя взаимосвязанными свойствами: работоспособностью, износостойкостью и прочностью.
Различают
При восстановлении деталей должно соблюдаться условие
В этом случае восстанавливаемая деталь обеспечит
При восстановлении деталей должно соблюдаться условие
В этом случае восстанавливаемая деталь обеспечит
Варианты клеевых соединений.
Варианты клеевых соединений.
Более прочные соединения соответствуют типу №2 со скошенными кромками и №3
Более прочные соединения соответствуют типу №2 со скошенными кромками и №3
Клеевыми композициями заделывают трещины только механического происхождения, но не усталостного.
Короткие –
Клеевыми композициями заделывают трещины только механического происхождения, но не усталостного.
Короткие –
Рисунок 2 – Снятие фаски по краям трещины
2. Снять фаску под
Рисунок 2 – Снятие фаски по краям трещины
2. Снять фаску под

3. Зачистить поверхность на 25…30 мм по обе стороны от трещины.
4.
3. Зачистить поверхность на 25…30 мм по обе стороны от трещины.
4.
Технология заделки длинных трещин.
Аналогично технологии, используемой для коротких трещин. Отличается постановкой
Технология заделки длинных трещин.
Аналогично технологии, используемой для коротких трещин. Отличается постановкой

3. Пробоины ремонтируют наложением заплат внахлестку и редко заподлицо.
При пробоинах диаметром
3. Пробоины ремонтируют наложением заплат внахлестку и редко заподлицо.
При пробоинах диаметром
Операции по подготовке и заделке пробоин аналогичны операциям при заделке трещин.
Для
Операции по подготовке и заделке пробоин аналогичны операциям при заделке трещин.
Для
Заполняемый зазор до 0,6 мм. Время набора прочности от 5 часов
Заполняемый зазор до 0,6 мм. Время набора прочности от 5 часов
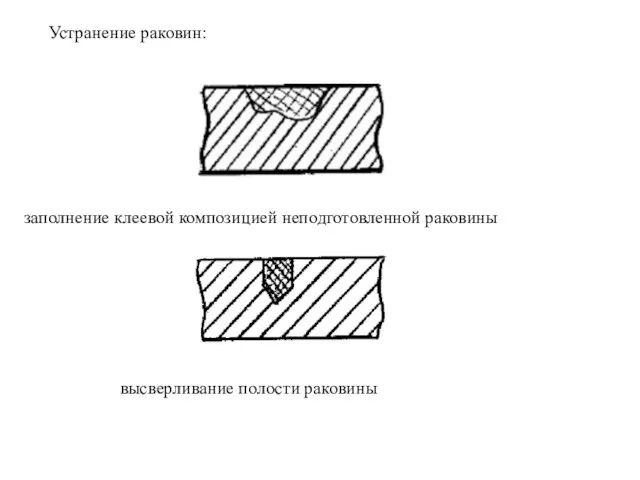
Устранение раковин:
заполнение клеевой композицией неподготовленной раковины
высверливание полости раковины
Устранение раковин:
заполнение клеевой композицией неподготовленной раковины
высверливание полости раковины
 Христианская церковь в раннее средневековье
Христианская церковь в раннее средневековье Narrow pelvis in obstetrics. Malposition
Narrow pelvis in obstetrics. Malposition Розвиток плодового яйця Розвиток плодового яйця
Розвиток плодового яйця Розвиток плодового яйця Собери в корзину овощи
Собери в корзину овощи Строительные материалы. Обзор. Тенденции развития
Строительные материалы. Обзор. Тенденции развития Презентация
Презентация Optimalny_uroven_zagryaznenia_Effektivnost_meropriatiy_Administrativnye_metody
Optimalny_uroven_zagryaznenia_Effektivnost_meropriatiy_Administrativnye_metody Выдвижение проектной идеи как формирование образа будущего
Выдвижение проектной идеи как формирование образа будущего Учет расхода электроэнергии
Учет расхода электроэнергии 20150824_proekt_uchitelya1
20150824_proekt_uchitelya1 В мире профессий
В мире профессий ГАИ, ДПС, ГИБДД и простым водителям посвящается
ГАИ, ДПС, ГИБДД и простым водителям посвящается 20130126_gerb_rossii
20130126_gerb_rossii 20180118_obuchayushchaya_prezentatsiya_
20180118_obuchayushchaya_prezentatsiya_ COVID-19 как глобальная проблема современности
COVID-19 как глобальная проблема современности Контакт метал - напівпровідник
Контакт метал - напівпровідник Трамвай с асинхронным тяговым приводом и его характеристики
Трамвай с асинхронным тяговым приводом и его характеристики Мореходные и эксплуатационные качества судна
Мореходные и эксплуатационные качества судна ПРЕЗ
ПРЕЗ дистанция
дистанция Технология производства пшеничного хлеба с добавлением отрубей на МУП Спасский хлебокомбинат
Технология производства пшеничного хлеба с добавлением отрубей на МУП Спасский хлебокомбинат Первому курсу ПМиФИ
Первому курсу ПМиФИ 1 стр. обложки
1 стр. обложки vizitka (2)
vizitka (2) Красота природы
Красота природы Православный храм и другие святыни. Монастырь
Православный храм и другие святыни. Монастырь Interior Riddle Passat B1
Interior Riddle Passat B1 Глагол
Глагол