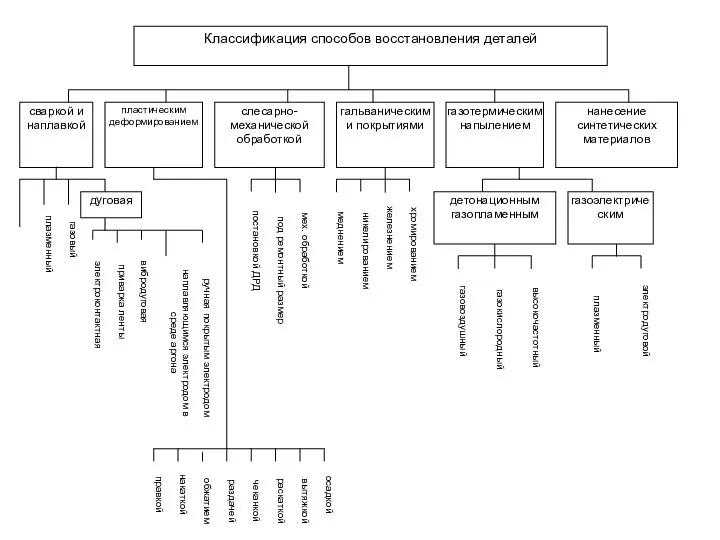
- Восстановление деталей слесарно – механической обработкой

Содержание
- 3. Преимущества. Около 85% деталей при восстановлении имеют износ не более 0,3 мм. От 40 до 55%
- 4. 2. Ремонт способами ремонтных размеров Суть способа: наиболее сложная и дорогостоящая деталь (коленчатый вал) обрабатывается в
- 5. Определение величины и количества ремонтных размеров Рисунок 1 – Схема расположения номинальных и ремонтных размеров
- 6. После механической обработки для придания правильной геометрической формы размеры поверхностей будут отличаться от первоначального на удвоенную
- 7. 2) при одностороннем износе β = 1 Для конкретных деталей β устанавливают опытным путем. Подставляем β
- 8. Ремонтные размеры для вала ……………… Ремонтные размеры для отверстия ………………
- 9. Число ремонтных размеров 1) для вала 2) для отверстия dmin и Dmax определяют по условиям прочности
- 10. Преимущества: 1. Простота техпроцесса и оборудования 2. Высокая экономическая эффективность 3. Сохранение взаимозаменяемости деталей в пределах
- 11. 3. Особенности технологического процесса ремонта способами ремонтных размеров Особенности рассмотрим на примере восстановления гильзы цилиндров. Технологический
- 12. Рисунок 1 – Схема хонингования гильзы цилиндров
- 13. При растачивании определяют припуск DPP – ближайший ремонтный размер DИ – диаметр изношенного цилиндра zx =
- 14. Основные параметры при хонинговании D – диаметр обрабатываемого отверстия, мм n – частота вращения хонинговальной головки,
- 15. При хонинговании формируется микропрофиль с плоскими выступами и углублениями для размещения смазки. При этом увеличивается маслоемкость
- 17. Скачать презентацию
Преимущества.
Около 85% деталей при восстановлении имеют износ не более 0,3 мм.
От
Преимущества.
Около 85% деталей при восстановлении имеют износ не более 0,3 мм.
От
2. Ремонт способами ремонтных размеров
Суть способа: наиболее сложная и дорогостоящая деталь
2. Ремонт способами ремонтных размеров
Суть способа: наиболее сложная и дорогостоящая деталь
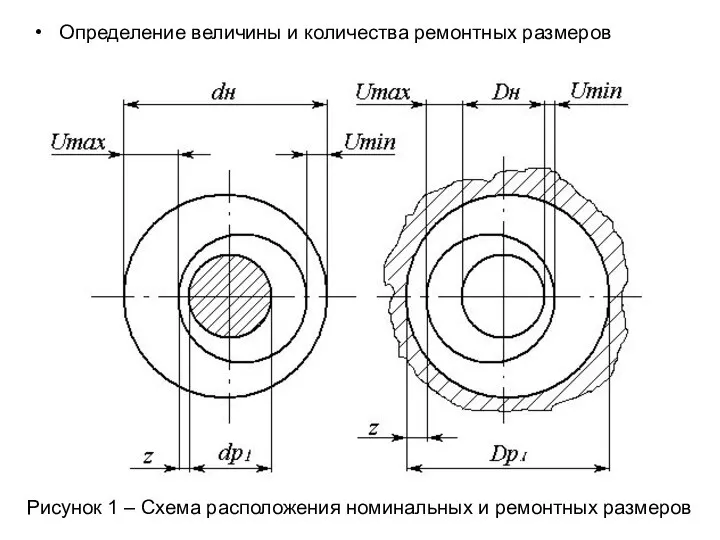
Определение величины и количества ремонтных размеров
Рисунок 1 – Схема расположения
Определение величины и количества ремонтных размеров
Рисунок 1 – Схема расположения
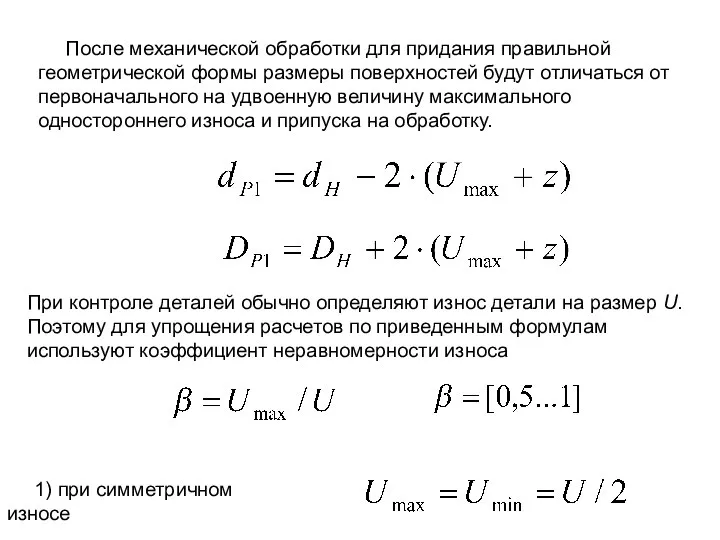
После механической обработки для придания правильной геометрической формы размеры поверхностей будут
После механической обработки для придания правильной геометрической формы размеры поверхностей будут
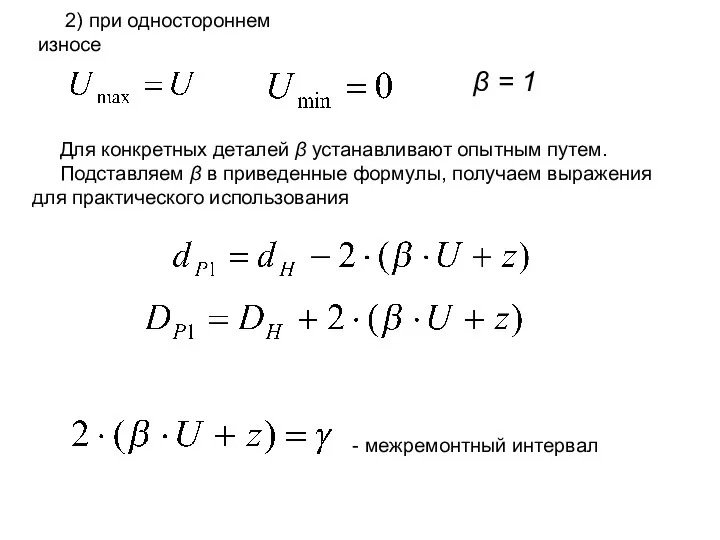
2) при одностороннем износе
β = 1
Для конкретных деталей β устанавливают опытным
2) при одностороннем износе
β = 1
Для конкретных деталей β устанавливают опытным
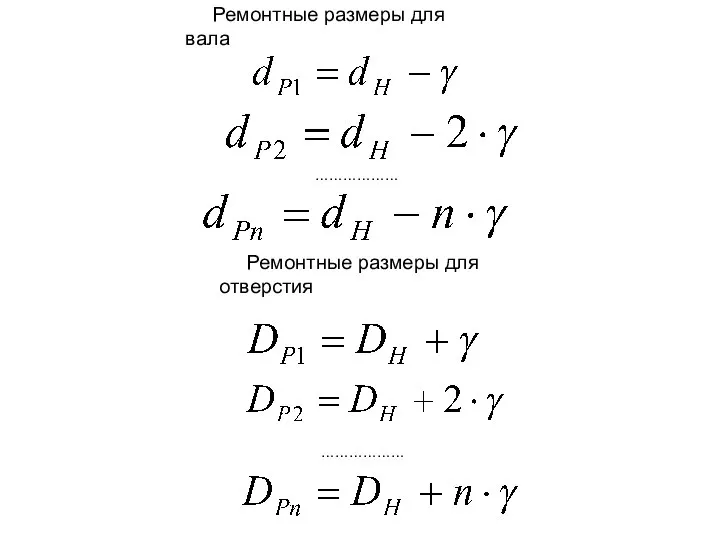
Ремонтные размеры для вала
………………
Ремонтные размеры для отверстия
………………
Ремонтные размеры для вала
………………
Ремонтные размеры для отверстия
………………
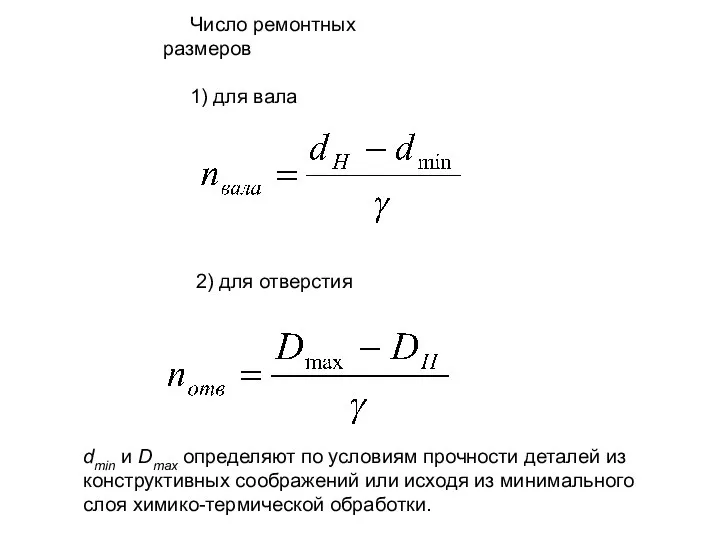
Число ремонтных размеров
1) для вала
2) для отверстия
dmin и Dmax определяют по
Число ремонтных размеров
1) для вала
2) для отверстия
dmin и Dmax определяют по
Преимущества:
1. Простота техпроцесса и оборудования
2. Высокая экономическая эффективность
3. Сохранение взаимозаменяемости деталей
Преимущества:
1. Простота техпроцесса и оборудования
2. Высокая экономическая эффективность
3. Сохранение взаимозаменяемости деталей
3. Особенности технологического процесса ремонта способами ремонтных размеров
Особенности рассмотрим на примере
3. Особенности технологического процесса ремонта способами ремонтных размеров
Особенности рассмотрим на примере
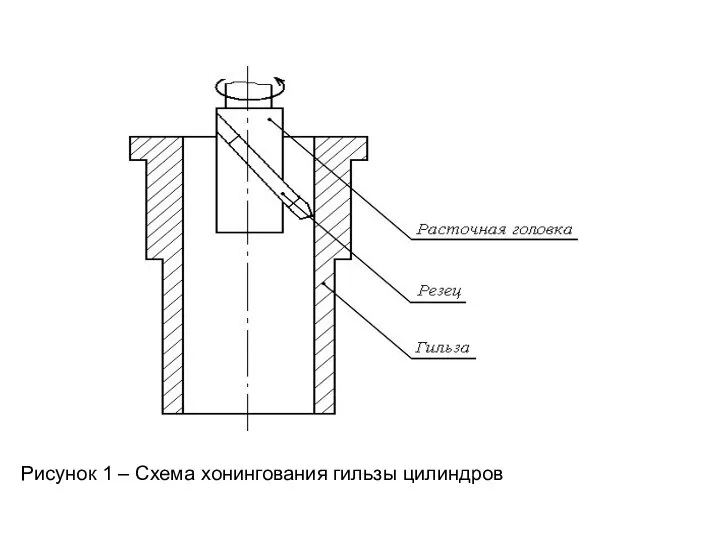
Рисунок 1 – Схема хонингования гильзы цилиндров
Рисунок 1 – Схема хонингования гильзы цилиндров
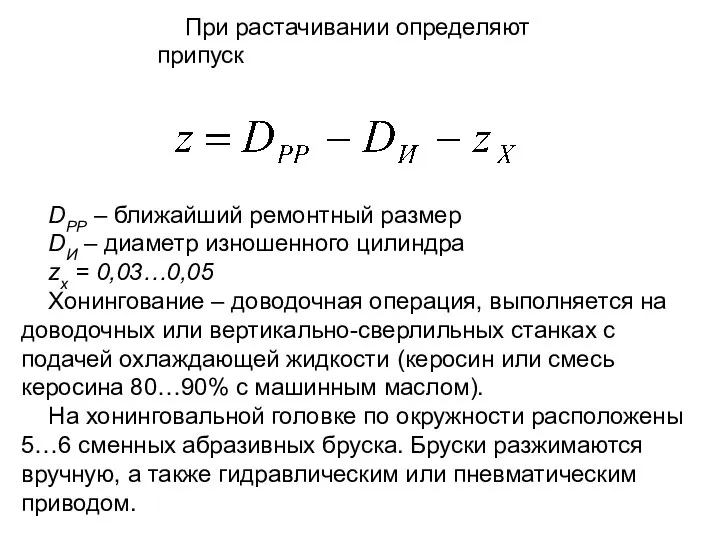
При растачивании определяют припуск
DPP – ближайший ремонтный размер
DИ – диаметр изношенного
При растачивании определяют припуск
DPP – ближайший ремонтный размер
DИ – диаметр изношенного
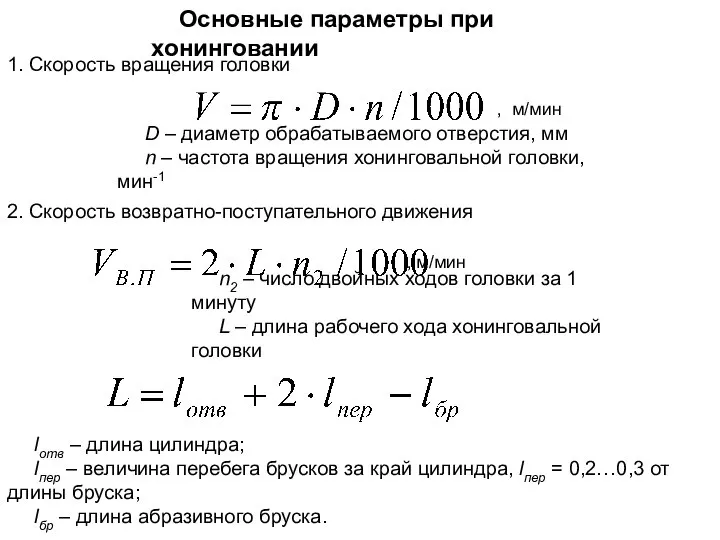
Основные параметры при хонинговании
D – диаметр обрабатываемого отверстия, мм
n – частота
Основные параметры при хонинговании
D – диаметр обрабатываемого отверстия, мм
n – частота
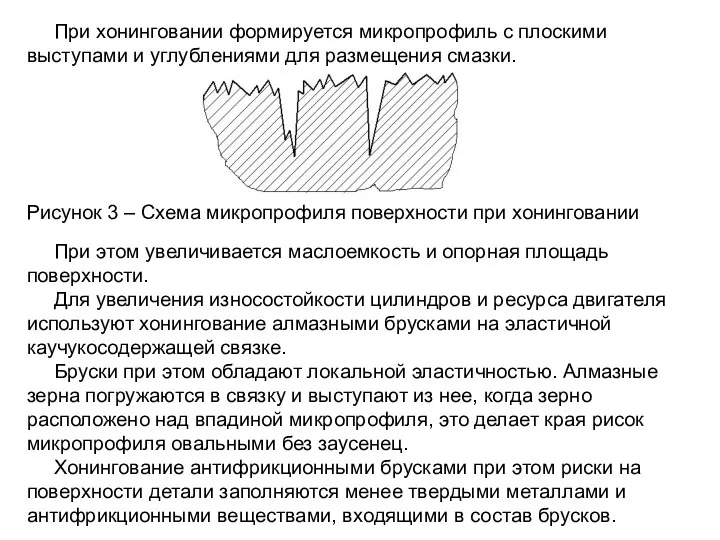
При хонинговании формируется микропрофиль с плоскими выступами и углублениями для размещения
При хонинговании формируется микропрофиль с плоскими выступами и углублениями для размещения
 20121225_borodino
20121225_borodino Поощрение и наказание в воспитании детей
Поощрение и наказание в воспитании детей первый урок алгебры
первый урок алгебры Сравнение инвестиционной деятельности ПАО Мегафон и ПАО МТС
Сравнение инвестиционной деятельности ПАО Мегафон и ПАО МТС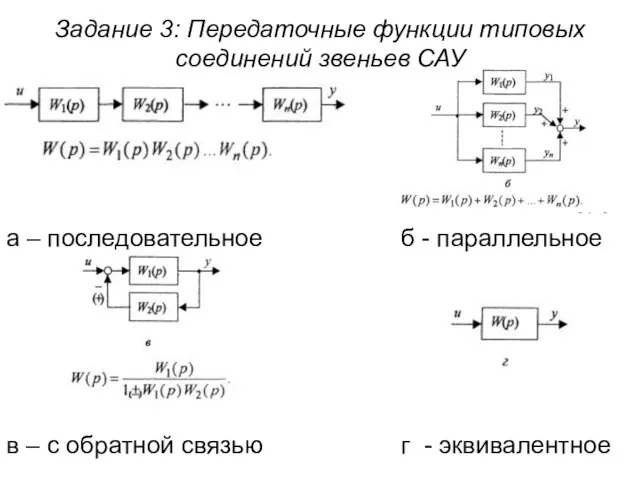 Передаточные функции типовых соединений звеньев САУ
Передаточные функции типовых соединений звеньев САУ Розведення домашньої птиці
Розведення домашньої птиці Приборы и системы контроля работы силовых установок
Приборы и системы контроля работы силовых установок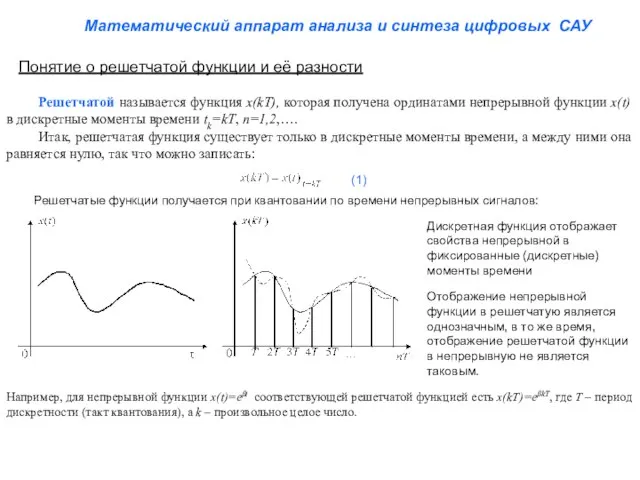 Математический аппарат анализа и синтеза цифровых САУ
Математический аппарат анализа и синтеза цифровых САУ Эковолонтёрский отряд Дари добро
Эковолонтёрский отряд Дари добро Мыс концентраттарын балқыту УОРКРА,НОРАНДА және Мицубиси әдістері бойынша
Мыс концентраттарын балқыту УОРКРА,НОРАНДА және Мицубиси әдістері бойынша Эксплуатация нефтяных и газовых скважин. (Лекция 1)
Эксплуатация нефтяных и газовых скважин. (Лекция 1) GALAXY_GUARDS
GALAXY_GUARDS Прием и выполнение заказа. Подача меню посетителям
Прием и выполнение заказа. Подача меню посетителям SS_i_Profsoyuz
SS_i_Profsoyuz Внутреннее устройство ПК
Внутреннее устройство ПК Что мы знаем о компьютерной зависимости?
Что мы знаем о компьютерной зависимости? Роспись компьютерной мыши
Роспись компьютерной мыши Религия и религиозные организации
Религия и религиозные организации Разработка технологии производства сухих кисломолочных продуктов, обогащенных экстрактом пряно-ароматичеких растений
Разработка технологии производства сухих кисломолочных продуктов, обогащенных экстрактом пряно-ароматичеких растений Энергосбережение в распределительных электрических сетях
Энергосбережение в распределительных электрических сетях Классификация запасов месторождений и прогнозных ресурсов твердых полезных ископаемых
Классификация запасов месторождений и прогнозных ресурсов твердых полезных ископаемых Искусственная система
Искусственная система Комнатные растения в интерьере
Комнатные растения в интерьере Система внутреннего контроля как элемент обеспечения экономической безопасности предприятия
Система внутреннего контроля как элемент обеспечения экономической безопасности предприятия Водоснабжение городов. Система водоснабжения
Водоснабжение городов. Система водоснабжения Инфраструктурный комплекс. Транспорт
Инфраструктурный комплекс. Транспорт Религиозная практика. Глава XXII
Религиозная практика. Глава XXII Пространственные конструкции из древесины и пластмасс
Пространственные конструкции из древесины и пластмасс