- ECON7

Содержание
- 2. Студент должен: Знать: Характерные черты поточного и автоматизированного производства; Классификация поточных линий. Уметь: Рассчитывать основные параметры
- 3. Поточное производство Поточное производство – производство, основанное на ритмичной повторяемости согласованных во времени основных и вспомогательных
- 4. Экономическая эффективность поточного производства. Рост производительности труда (высокий уровень специализации, НОТ, использование высокопроизводительной техники). Повышение качества
- 5. Закрепление одного или нескольких видов изделий, сходных по технологии, конструктивным особенностям за группой рабочих мест. Расчленение
- 6. Поточные линии Первичным звеном поточного производства является поточная линия. Поточная линия – это совокупность рабочих мест,
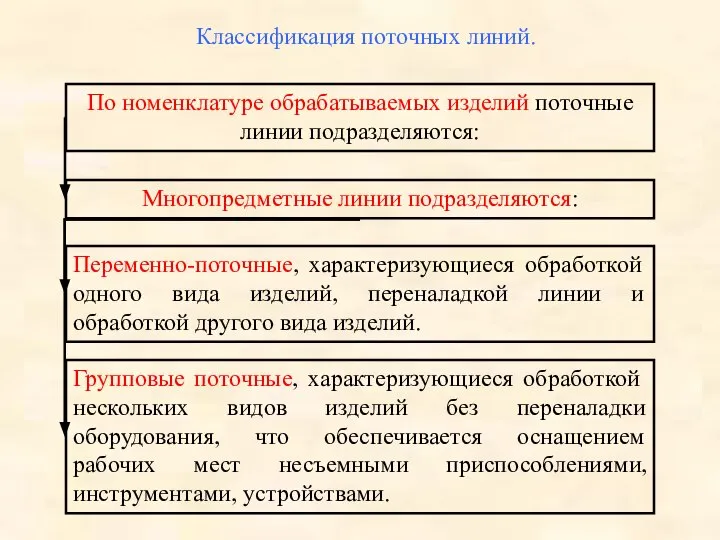
- 7. Классификация поточных линий. Однопредметные – обработка одного вида изделий в течение длительного периода времени. Многопредметные –
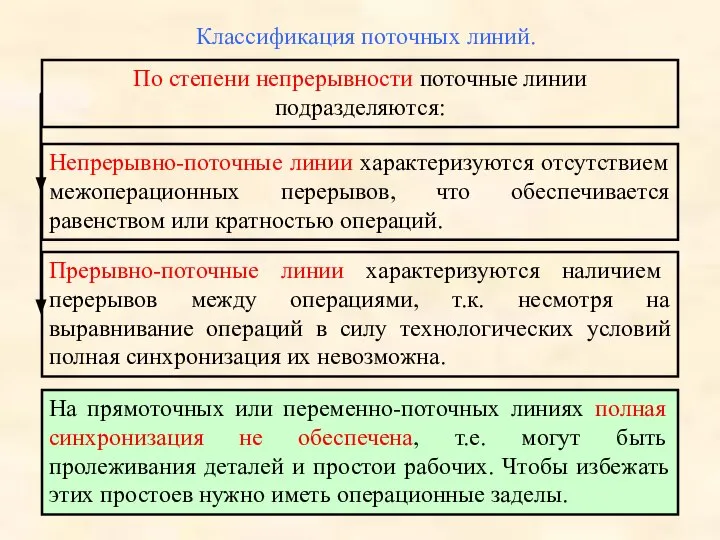
- 8. Классификация поточных линий. По степени непрерывности поточные линии подразделяются: Непрерывно-поточные линии характеризуются отсутствием межоперационных перерывов, что
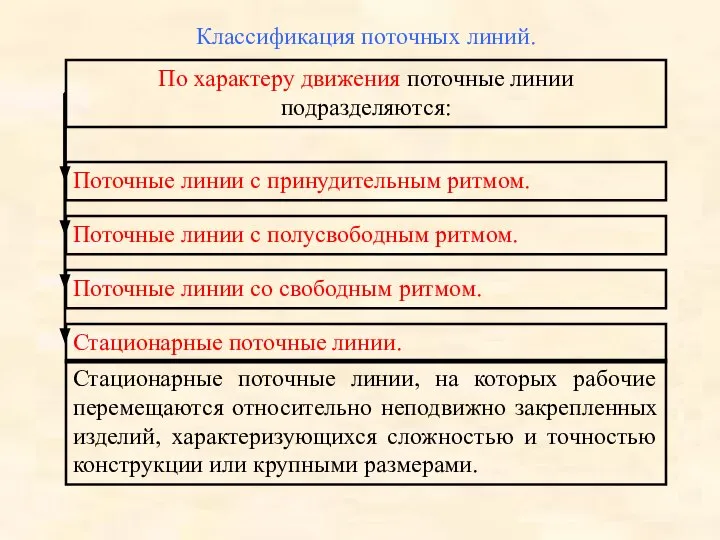
- 9. Классификация поточных линий. По характеру движения поточные линии подразделяются: Поточные линии с полусвободным ритмом. Поточные линии
- 10. Поточные линии могут быть ограничены пределами участка, иногда рядом участков (например, сборочный конвейер цеха), могут быть
- 11. Расчет такта и темпа поточной линии Для правильной организации поточных линий и рационального планирования работы необходимы
- 12. Исходными данными для определения такта являются производственное задание (в штуках за смену, месяц, год) и фонд
- 13. Такт поточной линии определяется по следующей формуле: , где Тр – фонд рабочего времени за принятый
- 14. Пример. При такте поточной линии в 3 мин. темп работы равен 1/3 изделия в минуту или
- 15. Число рабочих мест на каждой операции определяется по следующей формуле: , где tшт – норма времени
- 16. Число рабочих мест на всей поточной линии определяется суммированием рабочих мест на каждой операции. , где
- 17. Число рабочих мест на поточной линии определяется по следующей формуле: , где Тр – фонд рабочего
- 18. Важным параметром поточной линии является длина конвейерной ленты, зависящей от количества рабочих мест, габаритных размеров оборудования
- 19. Рабочая длина конвейера Рабочая длина конвейера равна произведению количества рабочих мест и шага конвейера. , где
- 20. Шаг конвейера Шаг конвейера есть расстояние между центрами двух смежных рабочих мест. , где l1 –
- 21. Скорость движения конвейера При организации поточной линии с непрерывным движением конвейера необходимо правильно определить его скорость.
- 22. Автоматические поточные линии. Автоматические поточные линии – являются высшей формой поточного производства, на которых в едином
- 24. Скачать презентацию
Студент должен:
Знать:
Характерные черты поточного и автоматизированного производства;
Классификация поточных линий.
Уметь:
Студент должен:
Знать:
Характерные черты поточного и автоматизированного производства;
Классификация поточных линий.
Уметь:

Поточное производство
Поточное производство – производство, основанное на ритмичной повторяемости согласованных во
Поточное производство
Поточное производство – производство, основанное на ритмичной повторяемости согласованных во
Экономическая эффективность поточного производства.
Рост производительности труда (высокий уровень специализации, НОТ,
Экономическая эффективность поточного производства.
Рост производительности труда (высокий уровень специализации, НОТ,
Закрепление одного или нескольких видов изделий, сходных по технологии, конструктивным особенностям
Закрепление одного или нескольких видов изделий, сходных по технологии, конструктивным особенностям
Поточные линии
Первичным звеном поточного производства является поточная линия.
Поточная линия – это
Поточные линии
Первичным звеном поточного производства является поточная линия.
Поточная линия – это
Классификация поточных линий.
Однопредметные – обработка одного вида изделий в течение длительного
Классификация поточных линий.
Однопредметные – обработка одного вида изделий в течение длительного
Классификация поточных линий.
По степени непрерывности поточные линии подразделяются:
Непрерывно-поточные линии характеризуются
Классификация поточных линий.
По степени непрерывности поточные линии подразделяются:
Непрерывно-поточные линии характеризуются
Классификация поточных линий.
По характеру движения поточные линии подразделяются:
Поточные линии с
Классификация поточных линий.
По характеру движения поточные линии подразделяются:
Поточные линии с
Поточные линии могут быть ограничены пределами участка, иногда рядом участков (например,
Поточные линии могут быть ограничены пределами участка, иногда рядом участков (например,
Расчет такта и темпа поточной линии
Для правильной организации поточных линий и
Расчет такта и темпа поточной линии
Для правильной организации поточных линий и
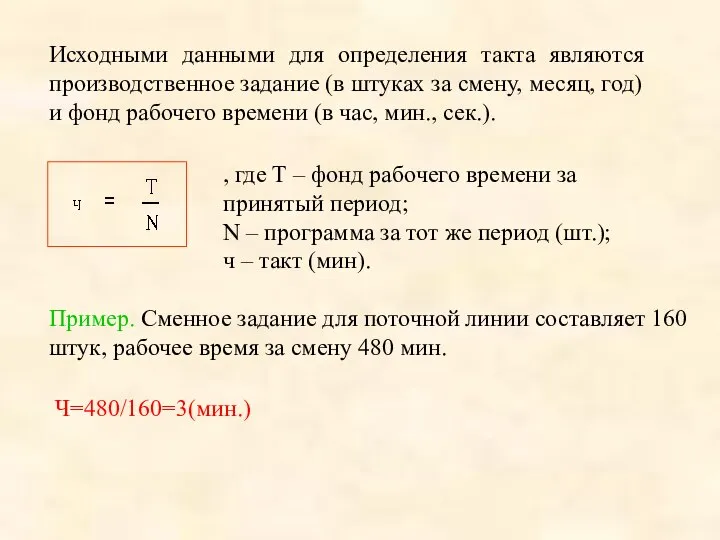
Исходными данными для определения такта являются производственное задание (в штуках за
Исходными данными для определения такта являются производственное задание (в штуках за
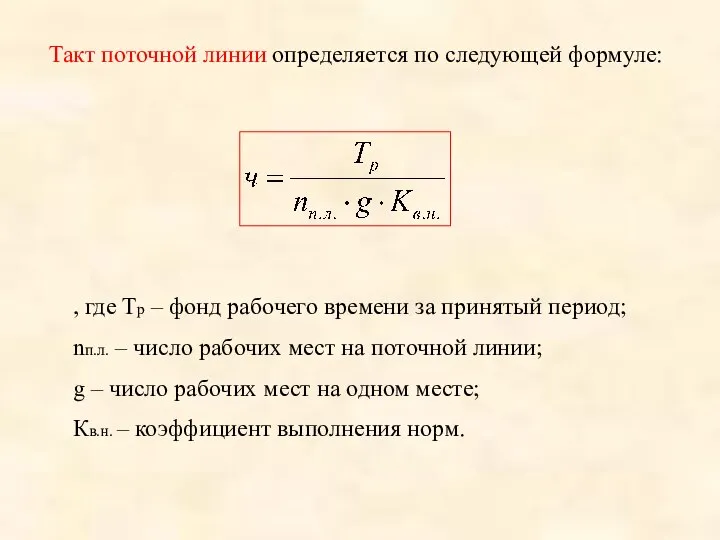
Такт поточной линии определяется по следующей формуле:
, где Тр – фонд
Такт поточной линии определяется по следующей формуле:
, где Тр – фонд
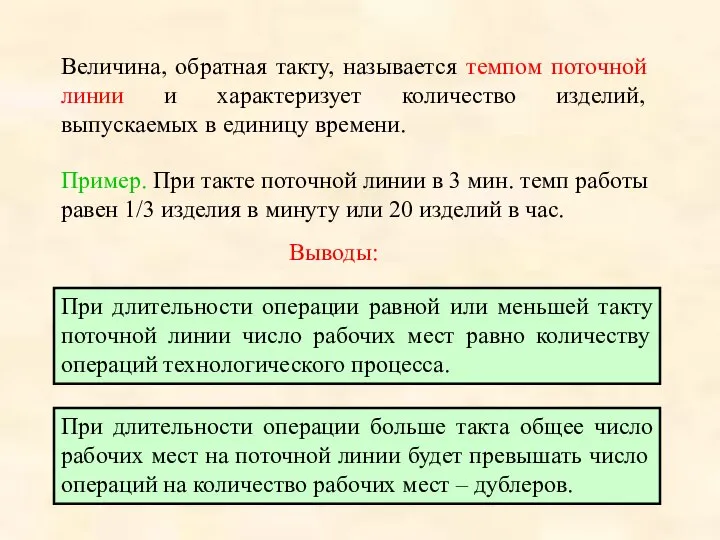
Пример. При такте поточной линии в 3 мин. темп работы равен
Пример. При такте поточной линии в 3 мин. темп работы равен
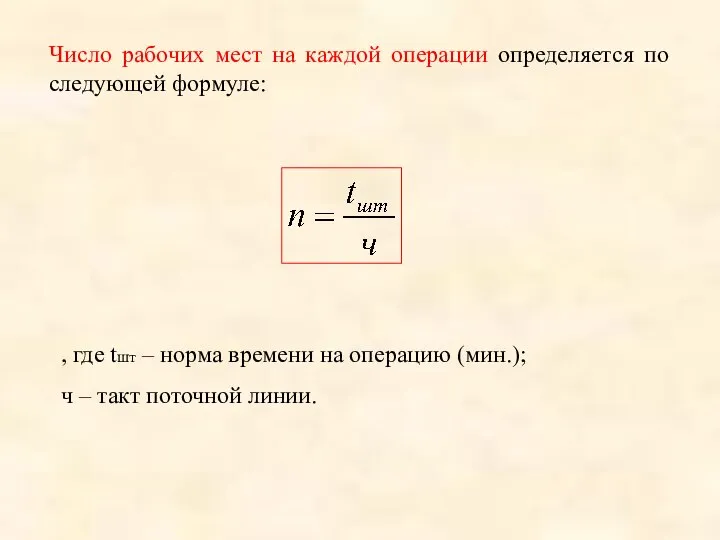
Число рабочих мест на каждой операции определяется по следующей формуле:
, где
Число рабочих мест на каждой операции определяется по следующей формуле:
, где
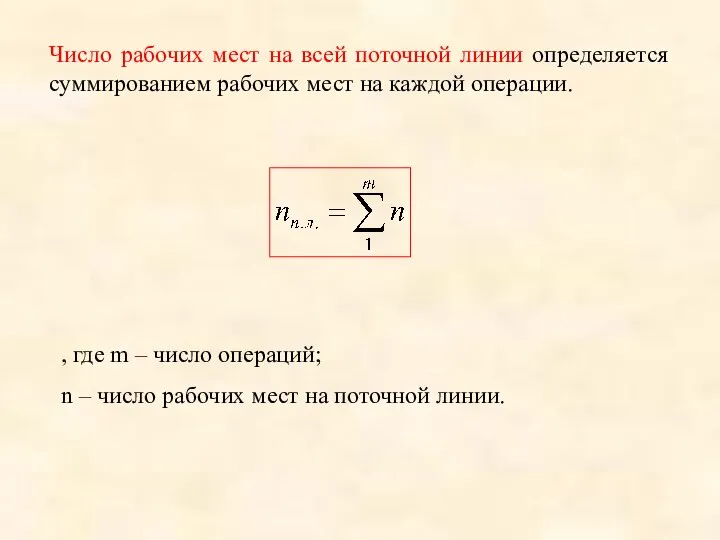
Число рабочих мест на всей поточной линии определяется суммированием рабочих мест
Число рабочих мест на всей поточной линии определяется суммированием рабочих мест
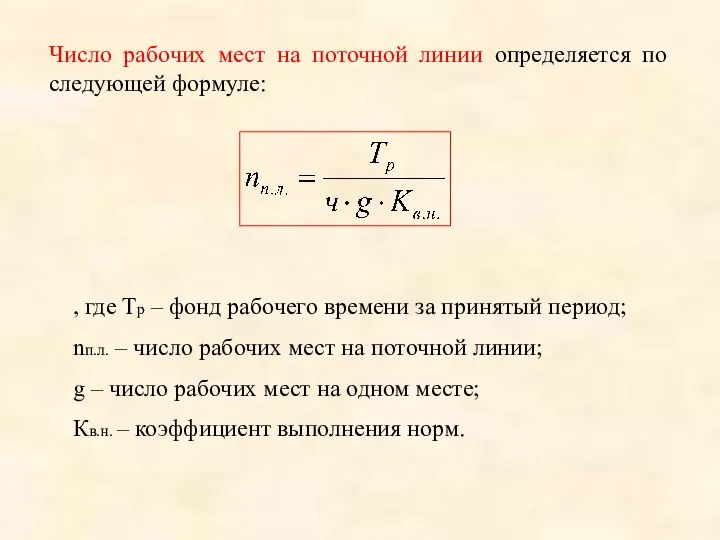
Число рабочих мест на поточной линии определяется по следующей формуле:
, где
Число рабочих мест на поточной линии определяется по следующей формуле:
, где
Важным параметром поточной линии является длина конвейерной ленты, зависящей от количества
Важным параметром поточной линии является длина конвейерной ленты, зависящей от количества
Рабочая длина конвейера
Рабочая длина конвейера равна произведению количества рабочих мест и
Рабочая длина конвейера
Рабочая длина конвейера равна произведению количества рабочих мест и
Шаг конвейера
Шаг конвейера есть расстояние между центрами двух смежных рабочих мест.
,
Шаг конвейера
Шаг конвейера есть расстояние между центрами двух смежных рабочих мест.
,
Скорость движения конвейера
При организации поточной линии с непрерывным движением конвейера необходимо
Скорость движения конвейера
При организации поточной линии с непрерывным движением конвейера необходимо
Автоматические поточные линии.
Автоматические поточные линии – являются высшей формой поточного производства,
Автоматические поточные линии.
Автоматические поточные линии – являются высшей формой поточного производства,
 Анна Христюк Практические рекомендации: эффективность своими руками. - презентация_
Анна Христюк Практические рекомендации: эффективность своими руками. - презентация_ Адаптация учащихся 5 класса Школа — это мастерская, где формируется мысль подрастающего поколения, надо крепко держать ее в руках
Адаптация учащихся 5 класса Школа — это мастерская, где формируется мысль подрастающего поколения, надо крепко держать ее в руках Для предпринимателей, создающих мир. Бизнес-сообщество СКФО
Для предпринимателей, создающих мир. Бизнес-сообщество СКФО Укрытия для личного состава и специальной техники подразделений РЭР. Общая тактика
Укрытия для личного состава и специальной техники подразделений РЭР. Общая тактика Особенности проведения инвентаризации денежных средств, товаров и основных средств Подготовила: Эрметова Саида 414 ФР Проверила:
Особенности проведения инвентаризации денежных средств, товаров и основных средств Подготовила: Эрметова Саида 414 ФР Проверила:  Информация в интернете
Информация в интернете Партийный проект «Народный контроль»
Партийный проект «Народный контроль» Выборочное наблюдение
Выборочное наблюдение  Medic Control Peel Линия средств для химического пилинга
Medic Control Peel Линия средств для химического пилинга Вакансия - презентация для начальной школы_
Вакансия - презентация для начальной школы_ Формирование технологической и информационной компетентности школьников при изучении табличного процессора Выполнил: студент г
Формирование технологической и информационной компетентности школьников при изучении табличного процессора Выполнил: студент г Устройство ПК
Устройство ПК Выставка «Зимняя сказка»
Выставка «Зимняя сказка» Биполярные транзисторы
Биполярные транзисторы  Типология современного урока Как подготовить современный урок Самоанализ урока
Типология современного урока Как подготовить современный урок Самоанализ урока Презентация "Основы восточного мировоззрения в бумагопластике" - скачать презентации по МХК
Презентация "Основы восточного мировоззрения в бумагопластике" - скачать презентации по МХК Золотые узоры Торжка Авторская программа «Народные промыслы Тверского края»
Золотые узоры Торжка Авторская программа «Народные промыслы Тверского края» Структура механизма власти
Структура механизма власти Строительная механика
Строительная механика  В. Дихтяр Финансовый менеджмент
В. Дихтяр Финансовый менеджмент  Закрепление изученного материала. Практическое пользование изученными буквами. Ахметова Э.Г. учитель начальных классов высшей
Закрепление изученного материала. Практическое пользование изученными буквами. Ахметова Э.Г. учитель начальных классов высшей  Физиологические механизмы развития тренированности
Физиологические механизмы развития тренированности Закономерности, принципы и методы управления персоналом
Закономерности, принципы и методы управления персоналом Винтовые поверхности
Винтовые поверхности  НГ_Лекция_5_Плоскость.ppt
НГ_Лекция_5_Плоскость.ppt Местное самоуправление в Российской Федерации
Местное самоуправление в Российской Федерации Правовые основания осуществления оценочной деятельности в Российской Федерации Подготовила Студентка 3го курса ЭА Гр. м111Б ф
Правовые основания осуществления оценочной деятельности в Российской Федерации Подготовила Студентка 3го курса ЭА Гр. м111Б ф Icarus story
Icarus story