-
Группа 39 ТН ВЭД

Содержание
- 2. Экспертиза товаров 39 группы: объекты, особенности исследования. Отбор проб. Вопросы экспертизы товаров 39 гр. Методы идентификации
- 3. Объектами экспертизы полимерных материалов и изделий из них являются упаковочные материалы, детали транспортных средств, детали радио-
- 4. Полимерные материалы могут быть объектами и других родов экспертиз. Так, экспертиза волокон может исследовать волокна, нити
- 5. Объекты данного рода экспертиз требуют при постановке идентификационных и некоторых диагностических задач назначения комплексной экспертизы, например,
- 6. Экспертиза пластмасс, резин и изделий из них бывает двух видов – судебная и внесудебная. Первая проводится
- 7. Внесудебная экспертиза пластмасс, резин и изделий из них проводится после заключения договора между заинтересованным лицом (клиентом)
- 8. Во многих товарных позициях содержание полимеров не должно быть менее 95%. При исследовании сополимеров результаты не
- 9. Полимеры в первичных формах: 3 пробы по 100 грамм и образец упаковки; Листовые и рулонные материалы:
- 10. От единиц упаковки, отобранных случайным образом, отбирают изделия в количестве 1 % от каждой упаковки, но
- 11. Объекты представляются на экспертизу целиком. Следы полимеров изымают вместе с предметом или подложкой. Если невозможно изъять
- 12. принадлежит ли данное вещество к группе полимеров? к какой группе, роду, типу или виду принадлежит данное
- 13. Также есть ряд идентификационных вопросов, которые ставятся перед экспертом: имеют ли сравниваемые материалы общую групповую, родовую
- 14. Судебная экспертиза данного рода производится в целях установления вида и типа изделий из полимерных материалов (пластмасс,
- 15. 1. Является ли данное вещество полимером? К какому типу, виду, марке оно относится? 2. В каких
- 16. 1. Имеют ли общую родовую, групповую принадлежность материал, из которого изготовлено данное изделие, и материалы сравнительных
- 17. Органолептические: - выявление внешних отличительных признаков; - изучение характера горения; Химические методы – воздействие различных растворителей;
- 18. Органолептические методы экспертизы полимеров и пластмасс
- 19. Цвет Прозрачность Состояние поверхности Вид излома Твердость (жесткость) Звук при ударе Выявление внешних отличительных признаков
- 20. При поднесении к пламени (отношение к нагреванию) Характер горения в пламени Окраска пламени Горение вне пламени
- 21. Температура испытания 20о С. Образец измельчают и около 0,1г помещают в пробирку, заливают 1 мл раствора
- 22. Растворимость полимерных материалов в органических растворителях
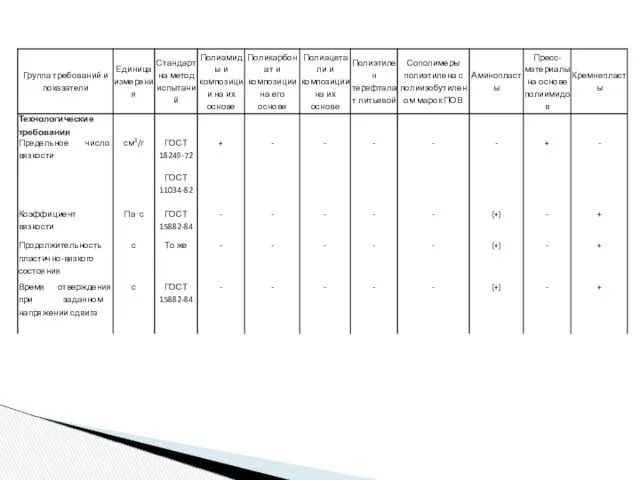
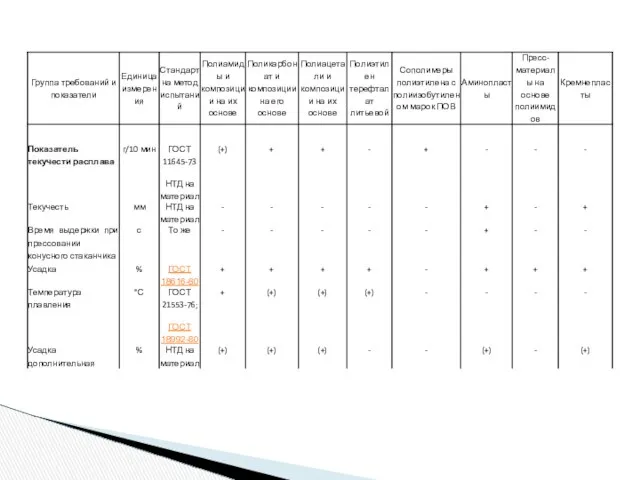
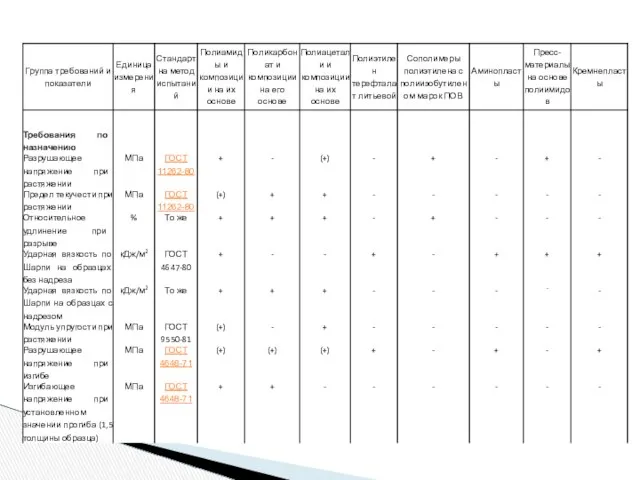
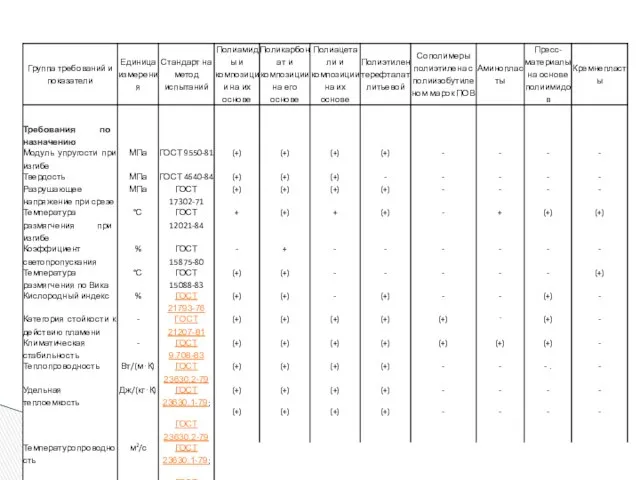
- 23. ФИЗИКО-МЕХАНИЧЕСКИЕ МЕ ТОДЫ ЭКСПЕРТИЗЫ ПОЛИМЕРОВ И ПЛАСТМАСС
- 24. Свойства пластмасс
- 25. Номенклатура показателей ГОСТ 4.229-83 СПКП. Строительство. Пластики бумажно - слоистые декоративные. Номенклатура показателей ГОСТ 25288-82 Пластмассы
- 26. ПЛАСТМАССЫ КОНСТРУКЦИОННЫЕ Номенклатура показателей ГОСТ 25288-82
- 32. Единая система защиты от коррозии и старения. ГОСТ 9.719-94 Материалы полимерные. Методы испытаний на старение при
- 33. ГОСТ Р 25645.332-94 Материалы полимерные для космических аппаратов с ядерным реактором. Требования к проведению радиационных испытаний
- 34. Исследование свойств полимеров для бытовых изделий
- 35. Стойкость к горячей воде проверяют путем погружения в нее изделия или, если позволяют размеры, заполнения его
- 36. Химическую стойкость проверяют погружением изделий в 1%-ный раствор уксусной кислоты по ГОСТ 61, предварительно нагретый до
- 37. Миграцию красителя проверяют пятикратной протиркой изделия белой хлопчатобумажной тканью по ГОСТ 4644 или ватным тампоном по
- 38. Стойкость посуды к мыльно-щелочным растворам (сода питьевая по ГОСТ 2156 1%-ная, мыло туалетное по ГОСТ 28546
- 39. Стойкость к отбеливающим средствам. Пуговицы для сорочек, бельевых и платьевых изделий пришивают к белой хлопчатобумажной неаппретированной
- 40. Определение стойкости к загрязнению проводят на изделии, а при его больших габаритах (например, ванночка, канистра, ведро,
- 41. Прочность канистр, бутылей и бутылочек определяют, сбрасывая заполненные водой, выдержавшие испытание на герметичность изделия на металлическую
- 42. Стойкость пластмасс к действию органических растворителей. Данный показатель важен для одежной фурнитуры, т.к. одежда подвергается химической
- 43. Определение светостойкости пуговиц. Светостойкость пуговиц для швейных и трикотажных изделий проверяется путем их облучения кварцевой лампой
- 44. Устойчивость окраски пуговиц и застежек-молний проверяется на окрашенных (цветных) изделиях пятикратной протиркой изделия белой хлопчатобумажной тканью
- 45. Коробление изделий проверяют щупом по НД или ТД. Изделие помещают на поверочную плиту по ГОСТ 10905
- 46. Прочность крепления ручек проверяют следующим образом: изделие с одной ручкой закрепляют в подвешенном состоянии, а затем
- 47. Герметичность сварного шва мешков (пакетов), кроме мешков для мусора, из пленочных материалов определяют, заполняя около 1/2
- 48. Для определения герметичности крышек для консервирования берут стеклянную банку по ГОСТ 5717 (или банку "Глобус"), заполняют
- 49. Для проверки герметичности канистру, бутыль, бутылочку заполняют водой до места перехода корпуса к горловине и навинчивают
- 50. Внутренние напряжения в изделиях вызывают последующее их растрескивание и преждевременное разрушение, особенно при резких колебаниях температуры
- 51. Прочность на удар определяется падением испытуемого изделия (футляры, мыльницы и др.) на чугунную или стальную плиту
- 52. Прочность на изгиб и упругость. Показатель прочности на изгиб применяется при проверке качества гребней. При двукратном
- 53. Прочность (стойкость) к сжатию определяется приложением к испытуемому изделию постоянно возрастающей нагрузки, от 500 г с
- 54. Твёрдость пластмасс определяется по Бринеллю при нагрузках 50—250 кгс на шарик диаметром 5 мм ТеплостойкостьТеплостойкость по
- 55. Теплостойкость по Вика — температура, при которой цилиндрический стержень диаметром 1,13 мм под действием груза массой
- 56. Стойкость мешка с ручками к нагрузке определяют, заполняя мешок водой или любым сыпучим материалом массой, равной
- 57. Прочность канистр, бутылей и бутылочек определяют, сбрасывая заполненные водой, выдержавшие испытание на герметичность изделия на металлическую
- 58. Основан на способности полимера поглощать ИК излучения в определенном спектре. Спектр исследуемого образца сравнивается со спектрами
- 59. Прочность крепления ручек проверяют следующим образом: изделие с одной ручкой закрепляют в подвешенном состоянии, а затем
- 60. Основан на измерении теплового эффекта при нагревании пробы с постоянной скоростью в заданном диапазоне температур. Каждый
- 61. ТЕХНИЧЕСКИЕ РЕГЛАМЕНТЫ ТАМОЖЕННОГО СОЮЗА: ТР ТС 005/2011 О БЕЗОПАСНОСТИ УПАКОВКИ ТР ТС 007/2011 О БЕЗОПАСНОСТИ ПРОДУКЦИИ,
- 62. Материалы и изделия из них должны соответствовать требованиям стандартов, технических условий и других нормативных и технических
- 63. Производство и использование полимерных материалов для изделий, контактирующих с человеком, допускаются только с разрешения органов Госсанэпиднадзора
- 64. Вид и назначение изделия Вид применяемой пластмассы Способ изготовления изделия и отделка Конструкция, форма, размер Идентификация
- 65. В ТН ВЭД синтетические смолы и пластмассы расположены в VII разделе, группа 39 “Полимерные материалы, пластмассы
- 66. Подгруппа 1 “Первичные формы” содержит коды первичных форм: смол и смесей для производства пластмасс в виде
- 67. Подгруппа 2 “Отходы, обрезки и скрап; полуфабрикаты; изделия” предназначена для определения кодов на названные виды товаров
- 68. Пластические массы применяются в виде различных изделий: Мононити с размером поперечного сечения более 1 мм, предназначены
- 69. Плиты, листы, пленку, фольгу, ленты, полосы получают каландрированием, разливом, выдуванием из различных пластмасс. Они могут быть
- 70. Тара для упаковки и транспортирования товаров – коробки, ящики, корзины, мешки, сумки, бутыли и бутылки, флаконы,
- 71. Покрытия для пола, стен, потолков; Тара; Санитарно-технические изделия (ванны, души, раковины для стока воды, раковины для
- 72. Покрытия для пола, стен, потолков; Тара; Санитарно-технические изделия (ванны, души, раковины для стока воды, раковины для
- 73. Бытовые изделия: Хозяйственные; Галантерейные; Культурно-бытовые. Технические изделия: Строительные; Для химической промышленности; Для автостроения; Для судостроения и
- 74. Бытовые изделия Хозяйственные Культурно-бытовые Галантерейные
- 75. A.1.1 Тарелка А.1.2 Миска А.1.3 Стакан А.1.4 Чашка, кружка А.1.5 Блюдце А.1.6 Блюдо А.1.7 Ваза (для
- 76. А.2.1 Ложка (столовая, десертная, чайная, для салата, горчицы, мороженого и т. п.) А.2.2 Вилка (столовая, для
- 77. А.3.1 Скатерть А.3.2 Салфетка А.3.3 Подставка (под горячую посуду, столовые приборы и т. п.) А.3.4 Подстаканник
- 78. А.4.1 Дуршлаг А.4.2 Стакан, ложка мерные А.4.3 Доска разделочная А.4.4 Скалка А.4.5 Воронка А.4.6 Терка А.4.7
- 79. А.5.1 Канистра А.5.2 Фляга А.5.3 Бидон А.5.4 Бочка А.5.5 Бочонок А.5.6 Бутыль А.5.7 Ведро (для холодной
- 80. А.6.1 Занавес для ванной комнаты А.6.2 Коврик (для ванной комнаты, туалета, прихожей и т.п.) А.6.3 Решетка
- 81. А.7.1 Мыльница А.7.2 Мочалка, губка банная А.7.3 Щетка для рук А.7.4 Зубочистка А.7.5 Футляры из пластмассы
- 82. А.8.1 Ванночка А.8.2 Горшок туалетный детский А.8.3 Стул детский туалетный А.8.4 Стульчик и стол детские А.8.5
- 83. А.9.1 Полка, шкафчик (для ванной комнаты, для кухни, для прихожей и т. п.) А.9.2 Табурет А.9.3
- 84. А.10.1 Сумка из полимерной пленки А.10.2 Накидка из полимерной пленки от дождя А.10.3 Фартук из полимерной
- 85. А.11.1 Вешалка А.11.2 Крючок A.11.3 Петелька-клипса для полотенец А.11.4 Сушилка (для белья, трикотажа и т. п.)
- 86. А.12.1 Грабли А.12.2 Плодосъемник А.12.3 Держатель для растений А.12.4 Лейка садовая А.12.5 Ограждение для клумб А.12.6
- 87. Упаковка из пластмасс
- 88. Формование из полимеров, находящихся в вязкотекучем состоянии – литье под давлением, экструзия, горячее прессование, штампование, спекание,
- 89. Формование из пластмасс, находящихся в твердом состоянии – холодная штамповка, прокатка; Изготовление изделий из жидких мономеров
- 90. Способы МЕХАНИЧЕСКОЙ обработки: сверление нарезание резьбы резьбовое соединение фрезерование обработка на токарном станке обработка резанием пемзование
- 91. По форме: ведра – квадратные, цилиндрические, полуцилиндрические; По конструкции: ведра – с крышкой или без нее;
- 92. По отделке: металлизация, окрашивание бронзовым или алюминиевым пигментом, инкрустация, гравировка, резьба, двухцветное литье, деколь, живопись, декорирование
- 93. Маркировка изделий из пластмасс ГОСТ 27175-86 Материалы пленочные поливинилхлоридные бытового назначения. Маркировка, упаковка, транспортирование и хранение
- 94. В маркировке потребительской тары указывают: Наименование предприятия-изготовителя, его товарный знак; Наименование изделия (комплекта); Количество изделий (комплектов);
- 95. Знак возможности вторичной переработки изделий
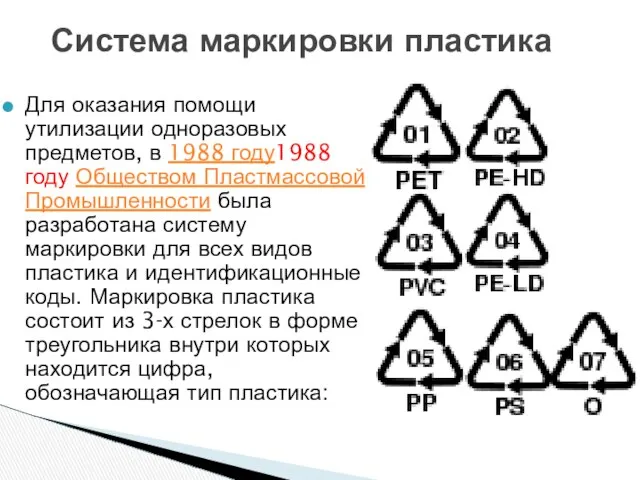
- 96. Система маркировки пластика Для оказания помощи утилизации одноразовых предметов, в 1988 году1988 году Обществом Пластмассовой Промышленности
- 97. 1.PET или PETE — Полиэтилентерефталат. Обычно используется для бутылок минеральной воды, безалкогольных напитков и фруктовых соков,
- 98. 2. ПЭВП илиPEHD— Полиэтилен высокой плотности. Некоторые бутылки, фляги, а также в более общем плане полужесткая
- 99. 3. ПВХ или PVC — Поливинилхлорид. Используется для труб, трубок, садовой мебели, в напольных покрытиях, для
- 100. 4. ПЭНП или PEНD — полиэтилен низкой плотности. Брезенты, мусорные мешки, пакеты, пленки и гибкие ёмкости.
- 101. 5. ПП или PP - Полипропилен. Используется в автомобильной промышленности (оборудование, бамперы), при изготовлении игрушек, а
- 102. 6. ПС или PS - Полистирол. Используется при изготовлении плит теплоизоляции зданий, пищевых упаковок, столовых приборов
- 103. 7 -Все другие полимеры OTHER или О - Прочие. К этой группе относится любой другой пластик,
- 104. ГОСТ 9590-76 Пластик бумажнослоистый декоративный. Технические условия ГОСТ Р 50962-96Посуда и изделия хозяйственного назначения из пластмасс.
- 105. ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия ГОСТ Р 51613-2000Трубы напорные из непластифицированного поливинилхлорида. Технические
- 106. ГОСТ 17617-72 Ленты из поливинилхлоридного пластиката. Технические условия ГОСТ 21000-81 Листы фторопластовые неармированные и армированные фольгированные.
- 107. ГОСТ Р 50962-96 Посуда и изделия хозяйственного назначения из пластмасс. Общие технические условия ГОСТ 12423-66 Пластмассы.
- 108. ГОСТ Р 50962-96 Группа Л26 ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ПОСУДА И ИЗДЕЛИЯ ХОЗЯЙСТВЕННОГО НАЗНАЧЕНИЯ ИЗ ПЛАСТМАСС
- 109. Материалы и красители, применяемые для изготовления изделий из пластмасс, должны быть разрешены к применению Минздравом России,
- 110. Комплектующие детали должны соответствовать требованиям НД, ТД или чертежа на конкретную деталь или группу деталей. Размеры,
- 111. Изделия не должны иметь острых (режущих, колющих) кромок, если это не определено функциональным назначением изделия. Следы
- 112. Внешний вид наружной поверхности изделия в зависимости от метода его изготовления должен удовлетворять следующим требованиям:
- 113. - при изготовлении изделий методом литья под давлением не допускаются: дефекты по ГОСТ 24105, портящие внешний
- 114. Внешний вид внутренней поверхности изделия в зависимости от метода изготовления должен удовлетворять следующим требованиям: - при
- 115. Сварной шов для изделий из пленки должен быть равномерным по всему контуру, без пробоин. Ширину шва
- 116. Покрытие, нанесенное на изделие, должно быть ровным, без вздутий, пузырей и отслаивания. Рельеф должен быть четким,
- 117. Изделия одного вида упаковывают в пачки из оберточной бумаги или термоусадочной пленки; в картонные коробки, полиэтиленовые
- 118. ГОСТ 24105-80 Изделия из пластмасс. Термины и определения дефектов Сортировка изделий из пластмасс
- 122. О качестве готового изделия из пластмассы обычно судят по его внешнему виду, производя тщательный визуальный осмотр.
- 123. Состояние поверхности изделия из пластмассы — характеристика, содержащая сведения как о правильности режима переработки, так и
- 124. Включения других материалов особенно заметны у пресс-материалов светлых тонов. Матовость или участки белесой и слегка пористой
- 125. Вздутия—выпуклости и пузырьки на поверхности, вызванные деформацией, не успевшей затвердеть наружной корочки от давления содержащихся в
- 126. Пузыри— распространенный вид брака у прозрачных пластмасс, особенно в изделиях с толстыми стенками. Пузыри могут появляться
- 127. В пластмассовых деталях не должно быть резкой разницы в толщине стенок. Неравномерная толщина стенок и местные
- 128. отпечатки от трещин, царапин и незначительных забоин на пресс-форме, не выходящие за пределы допуска на размер
- 129. сколы от сверления, получаемые при выходе сверла, в радиальном направлении размером не более 1/10 диаметра отверстия,
- 130. Свили из-за влаги/ вытянутые пятна Большей частью продолговатые, серебристые свили на поверхности в виде буквы U
- 131. Пригоревшие свили/ серебристые свили Серебристые или темные свили на поверхности, а в исключительных случаях черные пяна.
- 132. Темные свили Проявление свилей от темных до черных
- 133. Свили краски Различия в цвете Плохая перемешиваемость цвета, сгусток цвета, неподходящий краситель, выстраивание / ориентация обычно
- 134. Отслаивание/ расслоение Отслоившиеся в виде сланца поверхностные слои, например, вследствие решетчатого надреза. Обычно просто так незаметны,
- 135. Включения воздуха/ образование пузырьков Воздух, попавший в расплав при впрыске, виден как полость (пузырек воздуха) на
- 136. Впадины - углубление на поверхности отлитой детали.
- 137. Пустоты В большинстве случаев внешне неразличимы, за исключением прозрачных материалов. Детали, обычно толстостенные, у которых были
- 138. Блестящие пятна или разница в блеске / матовые пятна Литьевые изделия, которые в целом имеют слишком
- 139. Недоливы - после впрыска деталь получилась недолитой.
- 140. Переливы (облой) Отлитые детали имеют переливы (облой), например, форма сомкнута не до конца.
- 141. Коробления Готовое изделие имеет коробление и скручено (отклонение от заданной формы)
- 142. Внешний вид, цвет, форму изделий, количество включений проверяют визуально без применения увеличительных приборов путем сравнения с
- 143. Контроль размеров изделия проводят штангенциркулем по ГОСТ 166 или другим измерительным инструментом, обеспечивающим точность измерения в
- 145. Скачать презентацию
Экспертиза товаров 39 группы: объекты, особенности исследования.
Отбор проб.
Вопросы экспертизы товаров 39
Экспертиза товаров 39 группы: объекты, особенности исследования.
Отбор проб.
Вопросы экспертизы товаров 39
Объектами экспертизы полимерных материалов и изделий из них являются упаковочные материалы,
Объектами экспертизы полимерных материалов и изделий из них являются упаковочные материалы,
Полимерные материалы могут быть объектами и других родов экспертиз. Так, экспертиза
Полимерные материалы могут быть объектами и других родов экспертиз. Так, экспертиза
Объекты данного рода экспертиз требуют при постановке идентификационных и некоторых диагностических
Объекты данного рода экспертиз требуют при постановке идентификационных и некоторых диагностических
Экспертиза пластмасс, резин и изделий из них бывает двух видов –
Экспертиза пластмасс, резин и изделий из них бывает двух видов –
Внесудебная экспертиза пластмасс, резин и изделий из них проводится после заключения
Внесудебная экспертиза пластмасс, резин и изделий из них проводится после заключения
Во многих товарных позициях содержание полимеров не должно быть менее 95%.
При
Во многих товарных позициях содержание полимеров не должно быть менее 95%.
При
Полимеры в первичных формах: 3 пробы по 100 грамм и образец
Полимеры в первичных формах: 3 пробы по 100 грамм и образец
От единиц упаковки, отобранных случайным образом, отбирают изделия в количестве
От единиц упаковки, отобранных случайным образом, отбирают изделия в количестве
Объекты представляются на экспертизу целиком. Следы полимеров изымают вместе с предметом
Объекты представляются на экспертизу целиком. Следы полимеров изымают вместе с предметом
принадлежит ли данное вещество к группе полимеров?
к какой группе, роду, типу
принадлежит ли данное вещество к группе полимеров?
к какой группе, роду, типу
Также есть ряд идентификационных вопросов, которые ставятся перед экспертом:
имеют ли сравниваемые
Также есть ряд идентификационных вопросов, которые ставятся перед экспертом:
имеют ли сравниваемые
Судебная экспертиза данного рода производится в целях установления вида и типа
Судебная экспертиза данного рода производится в целях установления вида и типа
1. Является ли данное вещество полимером? К какому типу, виду, марке
1. Является ли данное вещество полимером? К какому типу, виду, марке
1. Имеют ли общую родовую, групповую принадлежность материал, из которого изготовлено
1. Имеют ли общую родовую, групповую принадлежность материал, из которого изготовлено
Органолептические:
- выявление внешних отличительных признаков;
- изучение характера горения;
Химические методы
Органолептические:
- выявление внешних отличительных признаков;
- изучение характера горения;
Химические методы
Органолептические методы экспертизы полимеров и пластмасс
Органолептические методы экспертизы полимеров и пластмасс
Цвет
Прозрачность
Состояние поверхности
Вид излома
Твердость (жесткость)
Звук при ударе
Выявление внешних отличительных признаков
Цвет
Прозрачность
Состояние поверхности
Вид излома
Твердость (жесткость)
Звук при ударе
Выявление внешних отличительных признаков
При поднесении к пламени (отношение к нагреванию)
Характер горения в пламени
Окраска пламени
Горение
При поднесении к пламени (отношение к нагреванию)
Характер горения в пламени
Окраска пламени
Горение
Температура испытания 20о С.
Образец измельчают и около 0,1г помещают в пробирку,
Температура испытания 20о С.
Образец измельчают и около 0,1г помещают в пробирку,
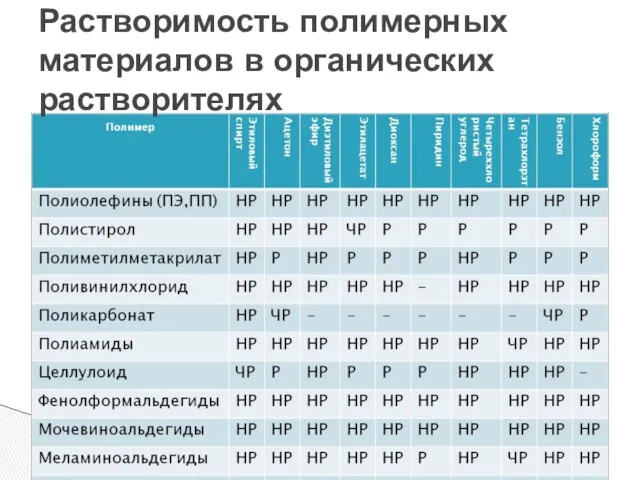
Растворимость полимерных материалов в органических растворителях
Растворимость полимерных материалов в органических растворителях
ФИЗИКО-МЕХАНИЧЕСКИЕ
МЕ ТОДЫ ЭКСПЕРТИЗЫ ПОЛИМЕРОВ И ПЛАСТМАСС
ФИЗИКО-МЕХАНИЧЕСКИЕ
МЕ ТОДЫ ЭКСПЕРТИЗЫ ПОЛИМЕРОВ И ПЛАСТМАСС

Свойства пластмасс
Свойства пластмасс
Номенклатура показателей
ГОСТ 4.229-83 СПКП. Строительство. Пластики бумажно - слоистые декоративные. Номенклатура
Номенклатура показателей
ГОСТ 4.229-83 СПКП. Строительство. Пластики бумажно - слоистые декоративные. Номенклатура
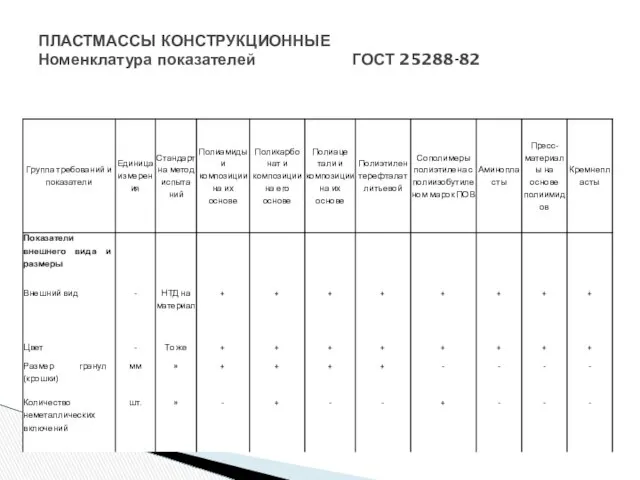
ПЛАСТМАССЫ КОНСТРУКЦИОННЫЕ
Номенклатура показателей ГОСТ 25288-82
ПЛАСТМАССЫ КОНСТРУКЦИОННЫЕ
Номенклатура показателей ГОСТ 25288-82

Единая система защиты от коррозии и старения.
ГОСТ 9.719-94 Материалы полимерные.
Единая система защиты от коррозии и старения.
ГОСТ 9.719-94 Материалы полимерные.
ГОСТ Р 25645.332-94 Материалы полимерные для космических аппаратов с ядерным реактором.
ГОСТ Р 25645.332-94 Материалы полимерные для космических аппаратов с ядерным реактором.

Исследование свойств полимеров для бытовых изделий
Исследование свойств полимеров для бытовых изделий
Стойкость к горячей воде проверяют путем погружения в нее изделия или,
Стойкость к горячей воде проверяют путем погружения в нее изделия или,
Химическую стойкость проверяют погружением изделий в 1%-ный раствор уксусной кислоты по
Химическую стойкость проверяют погружением изделий в 1%-ный раствор уксусной кислоты по
Миграцию красителя проверяют пятикратной протиркой изделия белой хлопчатобумажной тканью по ГОСТ
Миграцию красителя проверяют пятикратной протиркой изделия белой хлопчатобумажной тканью по ГОСТ
Стойкость посуды к мыльно-щелочным растворам (сода питьевая по ГОСТ 2156 1%-ная,
Стойкость посуды к мыльно-щелочным растворам (сода питьевая по ГОСТ 2156 1%-ная,
Стойкость к отбеливающим средствам. Пуговицы для сорочек, бельевых и платьевых изделий
Стойкость к отбеливающим средствам. Пуговицы для сорочек, бельевых и платьевых изделий
Определение стойкости к загрязнению проводят на изделии, а при его больших
Определение стойкости к загрязнению проводят на изделии, а при его больших
Прочность канистр, бутылей и бутылочек определяют, сбрасывая заполненные водой, выдержавшие испытание
Прочность канистр, бутылей и бутылочек определяют, сбрасывая заполненные водой, выдержавшие испытание
Стойкость пластмасс к действию органических растворителей. Данный показатель важен для одежной
Стойкость пластмасс к действию органических растворителей. Данный показатель важен для одежной
Определение светостойкости пуговиц. Светостойкость пуговиц для швейных и трикотажных изделий проверяется
Определение светостойкости пуговиц. Светостойкость пуговиц для швейных и трикотажных изделий проверяется
Устойчивость окраски пуговиц и застежек-молний проверяется на окрашенных (цветных) изделиях пятикратной
Устойчивость окраски пуговиц и застежек-молний проверяется на окрашенных (цветных) изделиях пятикратной
Коробление изделий проверяют щупом по НД или ТД. Изделие помещают на
Коробление изделий проверяют щупом по НД или ТД. Изделие помещают на
Прочность крепления ручек проверяют следующим образом:
изделие с одной ручкой закрепляют в
Прочность крепления ручек проверяют следующим образом:
изделие с одной ручкой закрепляют в
Герметичность сварного шва мешков (пакетов), кроме мешков для мусора, из
Герметичность сварного шва мешков (пакетов), кроме мешков для мусора, из
Для определения герметичности крышек для консервирования берут стеклянную банку по ГОСТ
Для определения герметичности крышек для консервирования берут стеклянную банку по ГОСТ
Для проверки герметичности канистру, бутыль, бутылочку заполняют водой до места перехода
Для проверки герметичности канистру, бутыль, бутылочку заполняют водой до места перехода
Внутренние напряжения в изделиях вызывают последующее их растрескивание и преждевременное разрушение,
Внутренние напряжения в изделиях вызывают последующее их растрескивание и преждевременное разрушение,
Прочность на удар определяется падением испытуемого изделия (футляры, мыльницы и
Прочность на удар определяется падением испытуемого изделия (футляры, мыльницы и
Прочность на изгиб и упругость. Показатель прочности на изгиб применяется при
Прочность на изгиб и упругость. Показатель прочности на изгиб применяется при
Прочность (стойкость) к сжатию определяется приложением к испытуемому изделию постоянно возрастающей
Прочность (стойкость) к сжатию определяется приложением к испытуемому изделию постоянно возрастающей
Твёрдость пластмасс определяется по Бринеллю при нагрузках 50—250 кгс на шарик
Твёрдость пластмасс определяется по Бринеллю при нагрузках 50—250 кгс на шарик
Теплостойкость по Вика — температура, при которой цилиндрический стержень диаметром 1,13 мм под
Теплостойкость по Вика — температура, при которой цилиндрический стержень диаметром 1,13 мм под
Стойкость мешка с ручками к нагрузке определяют, заполняя мешок водой или
Стойкость мешка с ручками к нагрузке определяют, заполняя мешок водой или
Прочность канистр, бутылей и бутылочек определяют, сбрасывая заполненные водой, выдержавшие испытание
Прочность канистр, бутылей и бутылочек определяют, сбрасывая заполненные водой, выдержавшие испытание
Основан на способности полимера поглощать ИК излучения в определенном спектре.
Спектр исследуемого
Основан на способности полимера поглощать ИК излучения в определенном спектре.
Спектр исследуемого
Прочность крепления ручек проверяют следующим образом:
изделие с одной ручкой закрепляют в
Прочность крепления ручек проверяют следующим образом:
изделие с одной ручкой закрепляют в
Основан на измерении теплового эффекта при нагревании пробы с постоянной скоростью
Основан на измерении теплового эффекта при нагревании пробы с постоянной скоростью

ТЕХНИЧЕСКИЕ РЕГЛАМЕНТЫ ТАМОЖЕННОГО СОЮЗА:
ТР ТС 005/2011 О БЕЗОПАСНОСТИ УПАКОВКИ
ТР ТС 007/2011
ТЕХНИЧЕСКИЕ РЕГЛАМЕНТЫ ТАМОЖЕННОГО СОЮЗА:
ТР ТС 005/2011 О БЕЗОПАСНОСТИ УПАКОВКИ
ТР ТС 007/2011
Материалы и изделия из них должны соответствовать требованиям стандартов, технических условий
Материалы и изделия из них должны соответствовать требованиям стандартов, технических условий
Производство и использование полимерных материалов для изделий, контактирующих с человеком, допускаются
Производство и использование полимерных материалов для изделий, контактирующих с человеком, допускаются
Вид и назначение изделия
Вид применяемой пластмассы
Способ изготовления изделия и отделка
Конструкция, форма,
Вид и назначение изделия
Вид применяемой пластмассы
Способ изготовления изделия и отделка
Конструкция, форма,

В ТН ВЭД синтетические смолы и пластмассы расположены в VII
В ТН ВЭД синтетические смолы и пластмассы расположены в VII
Подгруппа 1 “Первичные формы”
содержит коды первичных форм: смол и
Подгруппа 1 “Первичные формы”
содержит коды первичных форм: смол и
Подгруппа 2 “Отходы, обрезки и скрап;
полуфабрикаты; изделия”
предназначена для
Подгруппа 2 “Отходы, обрезки и скрап;
полуфабрикаты; изделия”
предназначена для

Пластические массы применяются в виде различных изделий:
Мононити с размером
Пластические массы применяются в виде различных изделий:
Мононити с размером
Плиты, листы, пленку, фольгу, ленты, полосы получают каландрированием, разливом, выдуванием из
Плиты, листы, пленку, фольгу, ленты, полосы получают каландрированием, разливом, выдуванием из
Тара для упаковки и
транспортирования товаров
– коробки, ящики, корзины,
мешки,
Тара для упаковки и
транспортирования товаров
– коробки, ящики, корзины,
мешки,
Покрытия для пола, стен, потолков;
Тара;
Санитарно-технические изделия (ванны, души, раковины для стока
Покрытия для пола, стен, потолков;
Тара;
Санитарно-технические изделия (ванны, души, раковины для стока
Покрытия для пола, стен, потолков;
Тара;
Санитарно-технические изделия (ванны, души, раковины для стока
Покрытия для пола, стен, потолков;
Тара;
Санитарно-технические изделия (ванны, души, раковины для стока

Бытовые изделия:
Хозяйственные;
Галантерейные;
Культурно-бытовые.
Технические изделия:
Строительные;
Для химической промышленности;
Для автостроения;
Для судостроения и т.д.
Изделия из
Бытовые изделия:
Хозяйственные;
Галантерейные;
Культурно-бытовые.
Технические изделия:
Строительные;
Для химической промышленности;
Для автостроения;
Для судостроения и т.д.
Изделия из

Бытовые изделия
Хозяйственные
Культурно-бытовые
Галантерейные
Бытовые изделия
Хозяйственные
Культурно-бытовые
Галантерейные
A.1.1 Тарелка
А.1.2 Миска
А.1.3 Стакан
А.1.4 Чашка, кружка
А.1.5 Блюдце
А.1.6 Блюдо
А.1.7 Ваза (для фруктов,
A.1.1 Тарелка
А.1.2 Миска
А.1.3 Стакан
А.1.4 Чашка, кружка
А.1.5 Блюдце
А.1.6 Блюдо
А.1.7 Ваза (для фруктов,
А.2.1 Ложка (столовая, десертная, чайная, для салата, горчицы, мороженого и т.
А.2.1 Ложка (столовая, десертная, чайная, для салата, горчицы, мороженого и т.
А.3.1 Скатерть
А.3.2 Салфетка
А.3.3 Подставка (под горячую посуду, столовые приборы и т.
А.3.1 Скатерть
А.3.2 Салфетка
А.3.3 Подставка (под горячую посуду, столовые приборы и т.
А.4.1 Дуршлаг
А.4.2 Стакан, ложка мерные
А.4.3 Доска разделочная
А.4.4 Скалка
А.4.5 Воронка
А.4.6 Терка
А.4.7 Сито
А.4.8
А.4.1 Дуршлаг
А.4.2 Стакан, ложка мерные
А.4.3 Доска разделочная
А.4.4 Скалка
А.4.5 Воронка
А.4.6 Терка
А.4.7 Сито
А.4.8
А.5.1 Канистра
А.5.2 Фляга
А.5.3 Бидон
А.5.4 Бочка
А.5.5 Бочонок
А.5.6 Бутыль
А.5.7 Ведро (для холодной питьевой
А.5.1 Канистра
А.5.2 Фляга
А.5.3 Бидон
А.5.4 Бочка
А.5.5 Бочонок
А.5.6 Бутыль
А.5.7 Ведро (для холодной питьевой
А.6.1 Занавес для ванной комнаты
А.6.2 Коврик (для ванной комнаты, туалета, прихожей
А.6.1 Занавес для ванной комнаты
А.6.2 Коврик (для ванной комнаты, туалета, прихожей
А.7.1 Мыльница
А.7.2 Мочалка, губка банная
А.7.3 Щетка для рук
А.7.4 Зубочистка
А.7.5 Футляры из
А.7.1 Мыльница
А.7.2 Мочалка, губка банная
А.7.3 Щетка для рук
А.7.4 Зубочистка
А.7.5 Футляры из
А.8.1 Ванночка
А.8.2 Горшок туалетный детский
А.8.3 Стул детский туалетный
А.8.4 Стульчик и стол
А.8.1 Ванночка
А.8.2 Горшок туалетный детский
А.8.3 Стул детский туалетный
А.8.4 Стульчик и стол
А.9.1 Полка, шкафчик (для ванной комнаты, для кухни, для прихожей и
А.9.1 Полка, шкафчик (для ванной комнаты, для кухни, для прихожей и
А.10.1 Сумка из полимерной пленки
А.10.2 Накидка из полимерной пленки от дождя
А.10.3
А.10.1 Сумка из полимерной пленки
А.10.2 Накидка из полимерной пленки от дождя
А.10.3
А.11.1 Вешалка
А.11.2 Крючок
A.11.3 Петелька-клипса для полотенец
А.11.4 Сушилка (для белья, трикотажа и
А.11.1 Вешалка
А.11.2 Крючок
A.11.3 Петелька-клипса для полотенец
А.11.4 Сушилка (для белья, трикотажа и
А.12.1 Грабли
А.12.2 Плодосъемник
А.12.3 Держатель для растений
А.12.4 Лейка садовая
А.12.5 Ограждение для клумб
А.12.6
А.12.1 Грабли
А.12.2 Плодосъемник
А.12.3 Держатель для растений
А.12.4 Лейка садовая
А.12.5 Ограждение для клумб
А.12.6

Упаковка из пластмасс
Упаковка из пластмасс
Формование из полимеров, находящихся в вязкотекучем состоянии – литье под давлением,
Формование из полимеров, находящихся в вязкотекучем состоянии – литье под давлением,
Формование из пластмасс, находящихся в твердом состоянии – холодная штамповка, прокатка;
Изготовление
Формование из пластмасс, находящихся в твердом состоянии – холодная штамповка, прокатка;
Изготовление
Способы МЕХАНИЧЕСКОЙ обработки:
сверление
нарезание резьбы
резьбовое соединение
фрезерование
обработка на
Способы МЕХАНИЧЕСКОЙ обработки:
сверление
нарезание резьбы
резьбовое соединение
фрезерование
обработка на
По форме:
ведра – квадратные, цилиндрические,
полуцилиндрические;
По конструкции:
ведра –
По форме:
ведра – квадратные, цилиндрические,
полуцилиндрические;
По конструкции:
ведра –
По отделке: металлизация, окрашивание бронзовым или алюминиевым пигментом, инкрустация, гравировка, резьба,
По отделке: металлизация, окрашивание бронзовым или алюминиевым пигментом, инкрустация, гравировка, резьба,
Маркировка изделий из пластмасс
ГОСТ 27175-86
Материалы пленочные поливинилхлоридные бытового назначения. Маркировка, упаковка,
Маркировка изделий из пластмасс
ГОСТ 27175-86
Материалы пленочные поливинилхлоридные бытового назначения. Маркировка, упаковка,
В маркировке потребительской тары указывают:
Наименование предприятия-изготовителя, его товарный знак;
Наименование изделия (комплекта);
Количество
В маркировке потребительской тары указывают:
Наименование предприятия-изготовителя, его товарный знак;
Наименование изделия (комплекта);
Количество

Знак возможности вторичной переработки изделий
Знак возможности вторичной переработки изделий
Система маркировки пластика
Для оказания помощи утилизации одноразовых предметов, в 1988 году1988
Система маркировки пластика
Для оказания помощи утилизации одноразовых предметов, в 1988 году1988
1.PET или PETE — Полиэтилентерефталат. Обычно используется для бутылок минеральной воды,
1.PET или PETE — Полиэтилентерефталат. Обычно используется для бутылок минеральной воды,

2. ПЭВП илиPEHD— Полиэтилен высокой плотности. Некоторые бутылки, фляги, а
2. ПЭВП илиPEHD— Полиэтилен высокой плотности. Некоторые бутылки, фляги, а
3. ПВХ или PVC — Поливинилхлорид. Используется для труб, трубок, садовой
3. ПВХ или PVC — Поливинилхлорид. Используется для труб, трубок, садовой
4. ПЭНП или PEНD — полиэтилен низкой плотности. Брезенты, мусорные мешки, пакеты,
4. ПЭНП или PEНD — полиэтилен низкой плотности. Брезенты, мусорные мешки, пакеты,
5. ПП или PP - Полипропилен. Используется в автомобильной промышленности
5. ПП или PP - Полипропилен. Используется в автомобильной промышленности
6. ПС или PS - Полистирол. Используется при изготовлении плит
6. ПС или PS - Полистирол. Используется при изготовлении плит
7 -Все другие полимеры
OTHER или О - Прочие. К
7 -Все другие полимеры
OTHER или О - Прочие. К
ГОСТ 9590-76 Пластик бумажнослоистый декоративный. Технические условия
ГОСТ Р 50962-96Посуда и
ГОСТ 9590-76 Пластик бумажнослоистый декоративный. Технические условия
ГОСТ Р 50962-96Посуда и
ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия
ГОСТ Р 51613-2000Трубы напорные
ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия
ГОСТ Р 51613-2000Трубы напорные
ГОСТ 17617-72 Ленты из поливинилхлоридного пластиката. Технические условия
ГОСТ 21000-81 Листы фторопластовые
ГОСТ 17617-72 Ленты из поливинилхлоридного пластиката. Технические условия
ГОСТ 21000-81 Листы фторопластовые
ГОСТ Р 50962-96
Посуда и изделия хозяйственного назначения из пластмасс. Общие технические
ГОСТ Р 50962-96
Посуда и изделия хозяйственного назначения из пластмасс. Общие технические
ГОСТ Р 50962-96
Группа Л26
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОСУДА И ИЗДЕЛИЯ ХОЗЯЙСТВЕННОГО НАЗНАЧЕНИЯ
ГОСТ Р 50962-96
Группа Л26
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОСУДА И ИЗДЕЛИЯ ХОЗЯЙСТВЕННОГО НАЗНАЧЕНИЯ
Материалы и красители, применяемые для изготовления изделий из пластмасс, должны быть
Материалы и красители, применяемые для изготовления изделий из пластмасс, должны быть
Комплектующие детали должны соответствовать требованиям НД, ТД или чертежа на
Комплектующие детали должны соответствовать требованиям НД, ТД или чертежа на
Изделия не должны иметь острых (режущих, колющих) кромок, если это
Изделия не должны иметь острых (режущих, колющих) кромок, если это
Внешний вид наружной поверхности изделия в зависимости от метода его изготовления
Внешний вид наружной поверхности изделия в зависимости от метода его изготовления
- при изготовлении изделий методом литья под давлением не допускаются: дефекты
- при изготовлении изделий методом литья под давлением не допускаются: дефекты
Внешний вид внутренней поверхности изделия в зависимости от метода изготовления должен
Внешний вид внутренней поверхности изделия в зависимости от метода изготовления должен
Сварной шов для изделий из пленки должен быть равномерным по всему
Сварной шов для изделий из пленки должен быть равномерным по всему
Покрытие, нанесенное на изделие, должно быть ровным, без вздутий, пузырей и
Покрытие, нанесенное на изделие, должно быть ровным, без вздутий, пузырей и
Изделия одного вида упаковывают в пачки из оберточной бумаги или термоусадочной
Изделия одного вида упаковывают в пачки из оберточной бумаги или термоусадочной
ГОСТ 24105-80 Изделия из пластмасс. Термины и определения дефектов
Сортировка изделий из
ГОСТ 24105-80 Изделия из пластмасс. Термины и определения дефектов
Сортировка изделий из
О качестве готового изделия из пластмассы обычно судят по его внешнему
О качестве готового изделия из пластмассы обычно судят по его внешнему
Состояние поверхности изделия из пластмассы — характеристика, содержащая сведения как о
Состояние поверхности изделия из пластмассы — характеристика, содержащая сведения как о
Включения других материалов особенно заметны у пресс-материалов светлых тонов.
Матовость или участки
Включения других материалов особенно заметны у пресс-материалов светлых тонов.
Матовость или участки
Вздутия—выпуклости и пузырьки на поверхности, вызванные деформацией, не успевшей затвердеть наружной
Вздутия—выпуклости и пузырьки на поверхности, вызванные деформацией, не успевшей затвердеть наружной
Пузыри— распространенный вид брака у прозрачных пластмасс, особенно в изделиях с
Пузыри— распространенный вид брака у прозрачных пластмасс, особенно в изделиях с
В пластмассовых деталях не должно быть резкой разницы в толщине стенок.
В пластмассовых деталях не должно быть резкой разницы в толщине стенок.
отпечатки от трещин, царапин и незначительных забоин на пресс-форме, не выходящие
отпечатки от трещин, царапин и незначительных забоин на пресс-форме, не выходящие
сколы от сверления, получаемые при выходе сверла, в радиальном направлении размером
сколы от сверления, получаемые при выходе сверла, в радиальном направлении размером

Свили из-за влаги/ вытянутые пятна
Большей частью продолговатые, серебристые свили на поверхности
Свили из-за влаги/ вытянутые пятна
Большей частью продолговатые, серебристые свили на поверхности
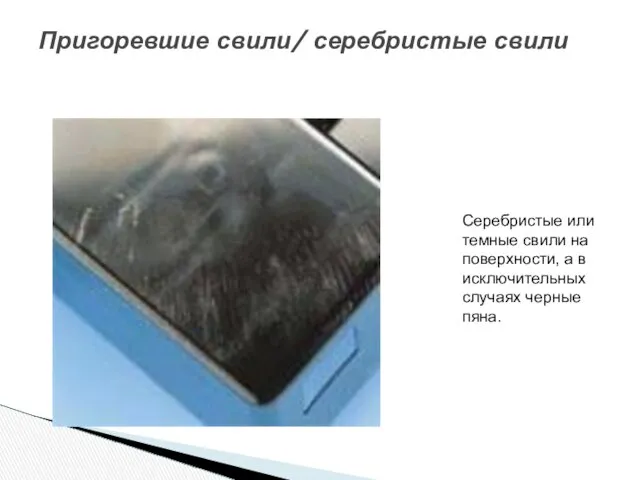
Пригоревшие свили/ серебристые свили
Серебристые или темные свили на поверхности, а в
Пригоревшие свили/ серебристые свили
Серебристые или темные свили на поверхности, а в
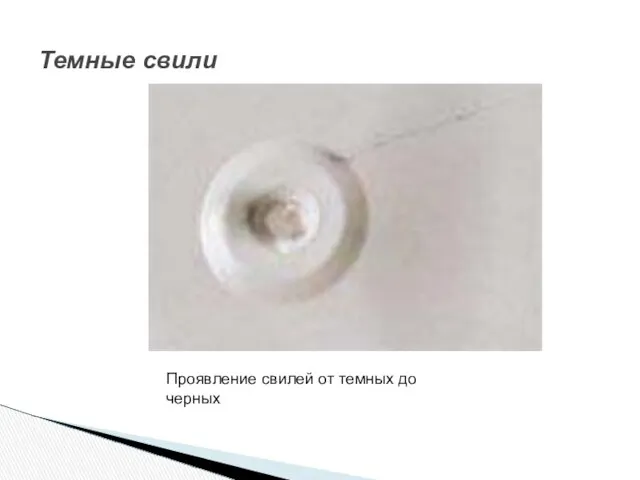
Темные свили
Проявление свилей от темных до черных
Темные свили
Проявление свилей от темных до черных

Свили краски
Различия в цвете
Плохая перемешиваемость цвета, сгусток цвета, неподходящий краситель, выстраивание
Свили краски
Различия в цвете
Плохая перемешиваемость цвета, сгусток цвета, неподходящий краситель, выстраивание
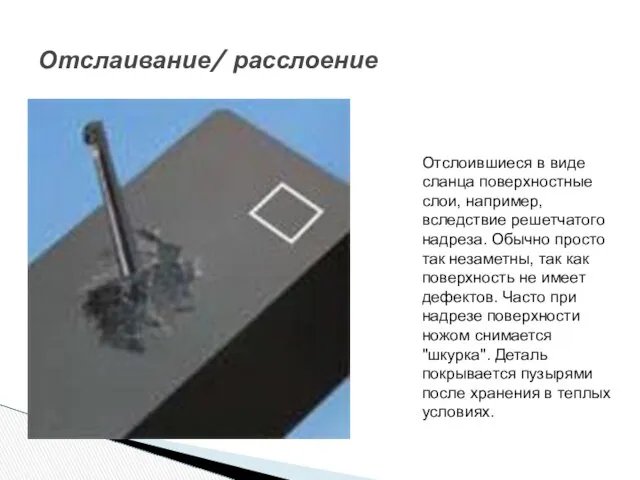
Отслаивание/ расслоение
Отслоившиеся в виде сланца поверхностные слои, например, вследствие решетчатого надреза.
Отслаивание/ расслоение
Отслоившиеся в виде сланца поверхностные слои, например, вследствие решетчатого надреза.

Включения воздуха/ образование пузырьков
Воздух, попавший в расплав при впрыске, виден как
Включения воздуха/ образование пузырьков
Воздух, попавший в расплав при впрыске, виден как

Впадины - углубление на поверхности отлитой детали.
Впадины - углубление на поверхности отлитой детали.
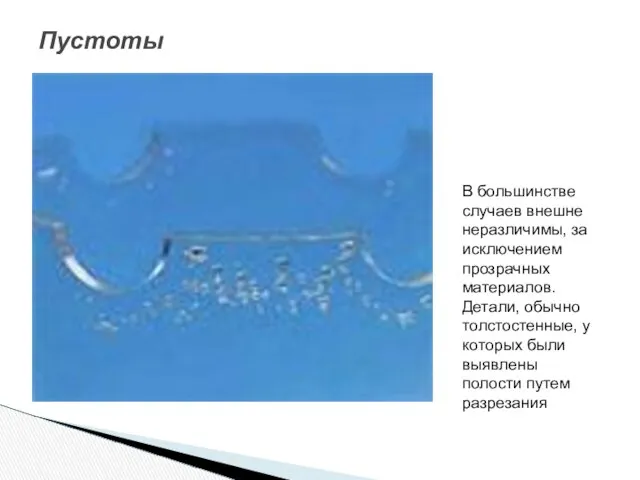
Пустоты
В большинстве случаев внешне неразличимы, за исключением прозрачных материалов.
Детали, обычно толстостенные,
Пустоты
В большинстве случаев внешне неразличимы, за исключением прозрачных материалов.
Детали, обычно толстостенные,

Блестящие пятна или разница в блеске / матовые пятна
Литьевые изделия, которые
Блестящие пятна или разница в блеске / матовые пятна
Литьевые изделия, которые

Недоливы - после впрыска деталь получилась недолитой.
Недоливы - после впрыска деталь получилась недолитой.
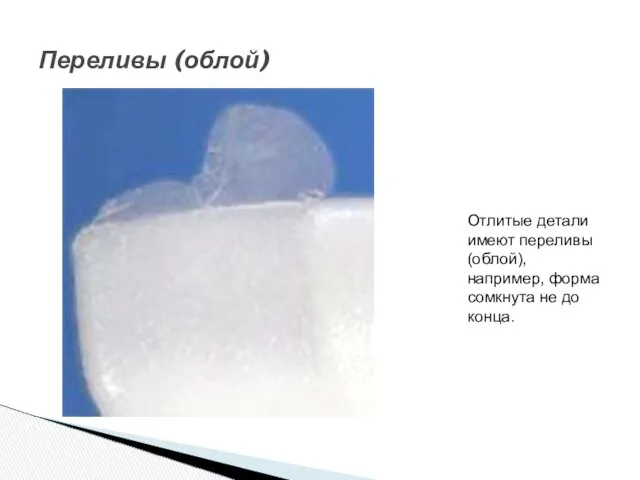
Переливы (облой)
Отлитые детали имеют переливы (облой), например, форма сомкнута не до
Переливы (облой)
Отлитые детали имеют переливы (облой), например, форма сомкнута не до
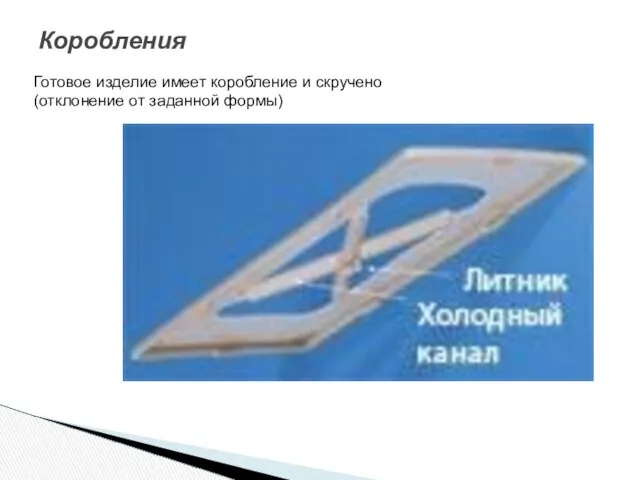
Коробления
Готовое изделие имеет коробление и скручено (отклонение от заданной формы)
Коробления
Готовое изделие имеет коробление и скручено (отклонение от заданной формы)
Внешний вид, цвет, форму изделий, количество включений проверяют визуально без применения
Внешний вид, цвет, форму изделий, количество включений проверяют визуально без применения
Контроль размеров изделия проводят штангенциркулем по ГОСТ 166 или другим измерительным
Контроль размеров изделия проводят штангенциркулем по ГОСТ 166 или другим измерительным
 Пасха, история, викторина
Пасха, история, викторина Вопрос №3
Вопрос №3 ВКР: Особенности тактико-технической подготовки футболистов 10-12 лет в системе общего образования
ВКР: Особенности тактико-технической подготовки футболистов 10-12 лет в системе общего образования Аттестационная работа. Формирование основ здорового образа жизни посредством занятий физическими упражнениями
Аттестационная работа. Формирование основ здорового образа жизни посредством занятий физическими упражнениями Закупки бюджетных организаций
Закупки бюджетных организаций Совершенствование системы управления организацией
Совершенствование системы управления организацией WAP: доступ и создание приложений
WAP: доступ и создание приложений РОЛЬ АНТЕНАТАЛЬНЫХ ГЛЮКОКОРТИКОИДОВ И ПРОГРАММИРОВАНИЕ РАЗВИТИЯ ЦНС
РОЛЬ АНТЕНАТАЛЬНЫХ ГЛЮКОКОРТИКОИДОВ И ПРОГРАММИРОВАНИЕ РАЗВИТИЯ ЦНС ГОСТ 2.305-2008. Изображения на чертежах: виды, разрезы, сечения
ГОСТ 2.305-2008. Изображения на чертежах: виды, разрезы, сечения Автор презентации Татузова Анна Васильевна учитель школы 1702 г. Москвы «Моя математика» 1 класс Урок 86 Тема урока: «Числа от 10 до 100»
Автор презентации Татузова Анна Васильевна учитель школы 1702 г. Москвы «Моя математика» 1 класс Урок 86 Тема урока: «Числа от 10 до 100»  Китайский этикет
Китайский этикет Буклет менеджера
Буклет менеджера Образ мира и человека в традиционной культуре. Религия. (Лекция 5)
Образ мира и человека в традиционной культуре. Религия. (Лекция 5) ВКР: Гражданско – правовое регулирование отношений строительного подряда
ВКР: Гражданско – правовое регулирование отношений строительного подряда Метод расчета конструкций по предельным состояниям
Метод расчета конструкций по предельным состояниям Тема 15. Управление человеческими ресурсами
Тема 15. Управление человеческими ресурсами  Теория игр
Теория игр  Особенности монтажа металлоконструкций
Особенности монтажа металлоконструкций Дети, храните себя от идолов
Дети, храните себя от идолов Правовое регулирование участия публично-правовых образований во внедоговорных правоотношениях Подготовили студенты 2го кур
Правовое регулирование участия публично-правовых образований во внедоговорных правоотношениях Подготовили студенты 2го кур Патогенные кокки Гр(-) СПбГУ 2015г.
Патогенные кокки Гр(-) СПбГУ 2015г.  Методы Оптимизации 2 порядка
Методы Оптимизации 2 порядка  Презентация Экономика таможенного дела в системе экономической безопасности государства
Презентация Экономика таможенного дела в системе экономической безопасности государства Продвинутый уровень сложности
Продвинутый уровень сложности Картинг, от макета к реальности
Картинг, от макета к реальности Суворов Александр Васильевич
Суворов Александр Васильевич  Комплекс 1. Спина+пресс
Комплекс 1. Спина+пресс мк по пгас
мк по пгас