- Инструменты для обработки зубчатых колес

Содержание
- 2. В настоящее время в машиностроении применяются исключительно зубчатые ко-леса с эвольвентным профилем зуба и со-ответственно эвольвентные
- 3. Так как эвольвента получается при качении без скольжения прямой по окружности, то основой зуборезных инструмен-тов является
- 4. Зубчатые колеса изготавливаются двумя методами: копирования; обкатки (огибания).
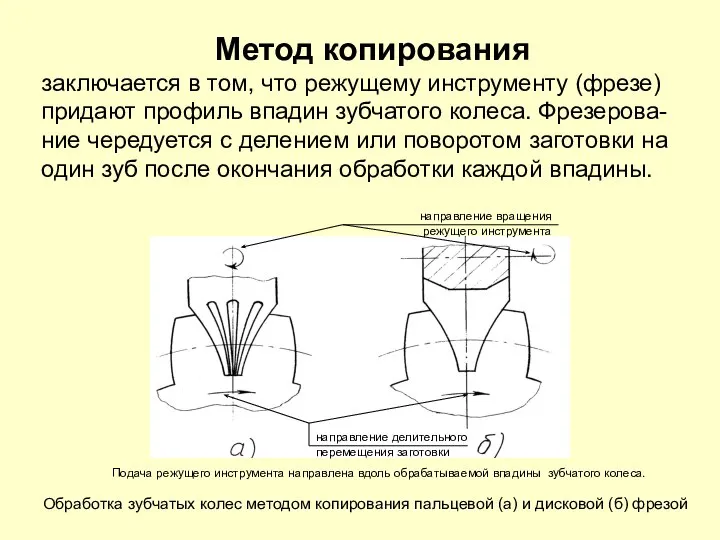
- 5. Метод копирования заключается в том, что режущему инструменту (фрезе) придают профиль впадин зубчатого колеса. Фрезерова-ние чередуется
- 6. Для нарезания прямо- и косозубых цилиндрических колес методом копирования в качестве инструмента используются: пальцевые зуборезные фрезы;
- 7. Метод обкатки заключается в том, что режущим инструментом является инструментальная рейка (гребенка) или инструментальное колесо (долбяк).
- 8. зуборезными гребенками, зуборезными долбяками, червячными зуборезными фрезами, шеверами. В зависимости от вида инструмента различают следующие способы
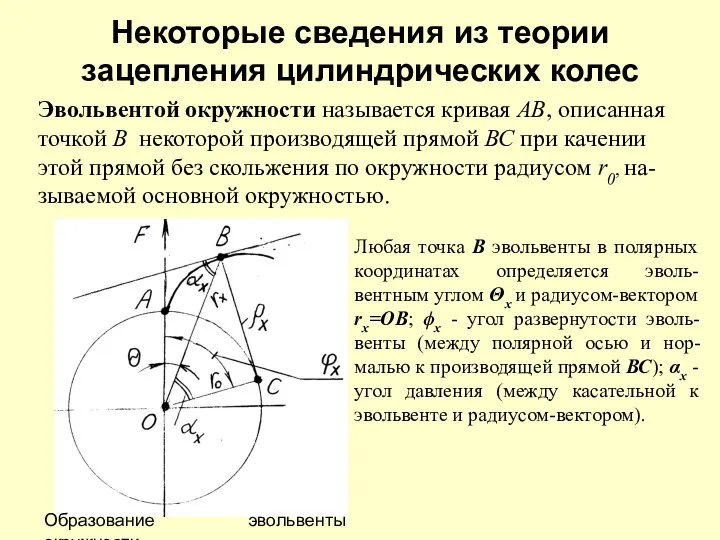
- 9. Некоторые сведения из теории зацепления цилиндрических колес Эвольвентой окружности называется кривая АВ, описанная точкой В некоторой
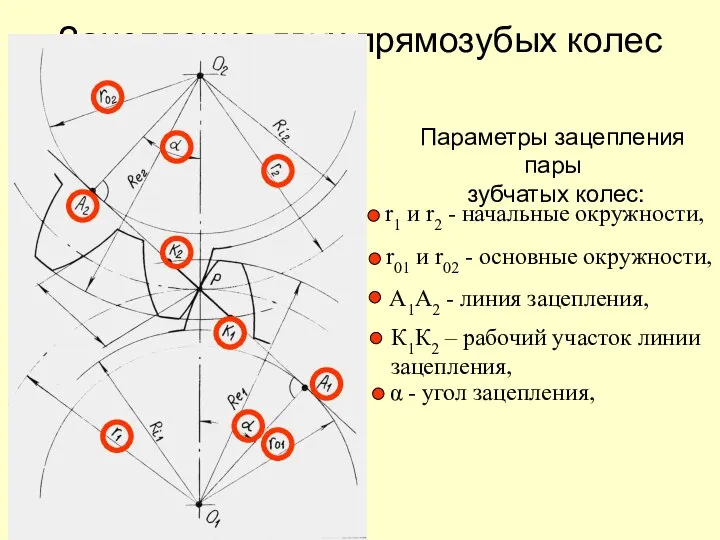
- 10. Зацепление двух прямозубых колес Параметры зацепления пары зубчатых колес:
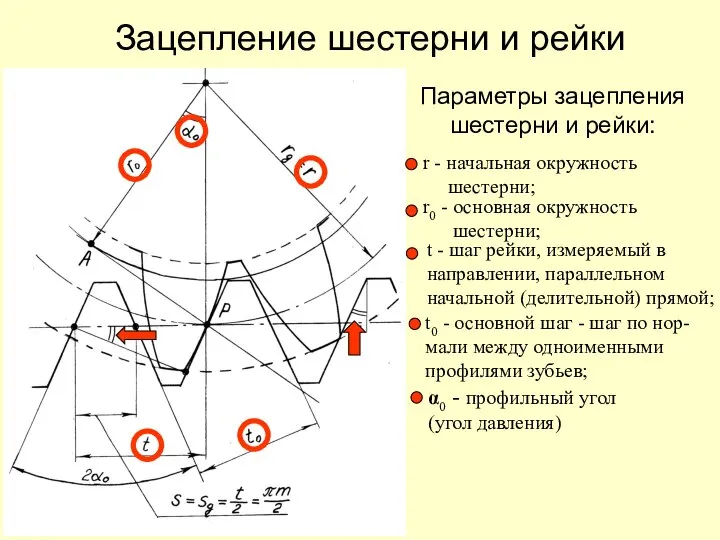
- 11. Зацепление шестерни и рейки Параметры зацепления шестерни и рейки:
- 12. Исходный контур инструментальной рейки Если режущий инструмент имеет форму рейки (гребенки) с основным шагом и движение
- 13. Размеры исходного контура инструментальной рейки
- 15. Корригирование зубчатых колес применяют для уменьшения подрезания зубьев колеса при малом их числе, повышения толщины зуба
- 16. Схема корригирования зубчатого колеса При нарезании корригированного колеса средняя (делительная) прямая рейки (S-S) смещается относительно оси
- 17. Зуборезные инструменты работающие методом копирования
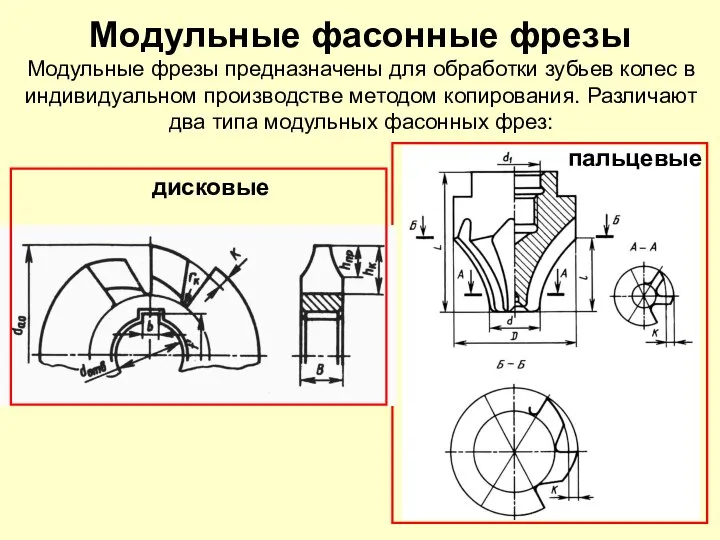
- 18. Модульные фасонные фрезы Модульные фрезы предназначены для обработки зубьев колес в индивидуальном производстве методом копирования. Различают
- 19. Дисковые модульные фрезы – фасонные с зубьями, затылованными в радиальном направлении. Предназначены для обработки прямых, косозубых,
- 20. Геометрические параметры
- 21. Недостатками применения модульных дисковых фрез при нарезании зубчатых колес являются: низкая точность получаемых колес; низкая стойкость
- 22. Пальцевые модульные фрезы предназначены для нарезания прямозубых, косозубых и шевронных колес m=10…50 мм. По конструкции аналогичны
- 23. Конструктивные и геометрические параметры
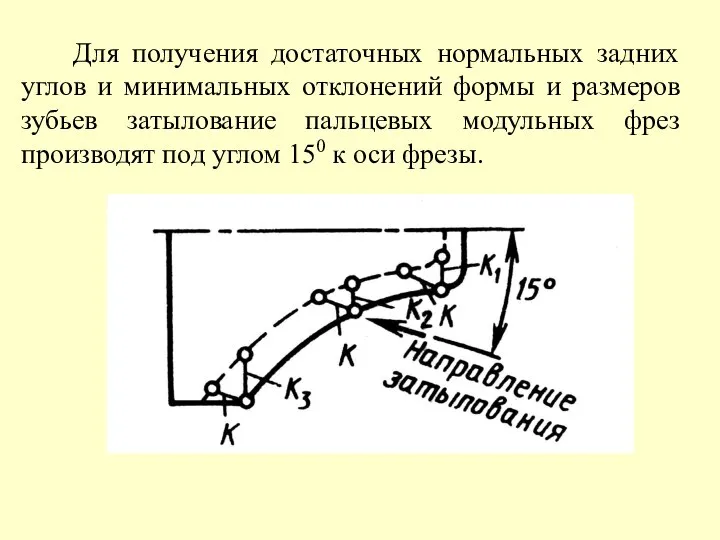
- 24. Для получения достаточных нормальных задних углов и минимальных отклонений формы и размеров зубьев затылование пальцевых модульных
- 25. Недостатками применения модульных пальцевых фрез при нарезании зубчатых колес являются: низкая точность получаемых колес; низкая стойкость
- 26. Зубодолбежные головки Зубодолбежные головки – инструмент специального назначения, каждую головку проектируют для обработки определенного колеса. Зубодолбежными
- 27. Конструкция зубодолбежной головки
- 28. Конструкция резца зубодолбежной головки
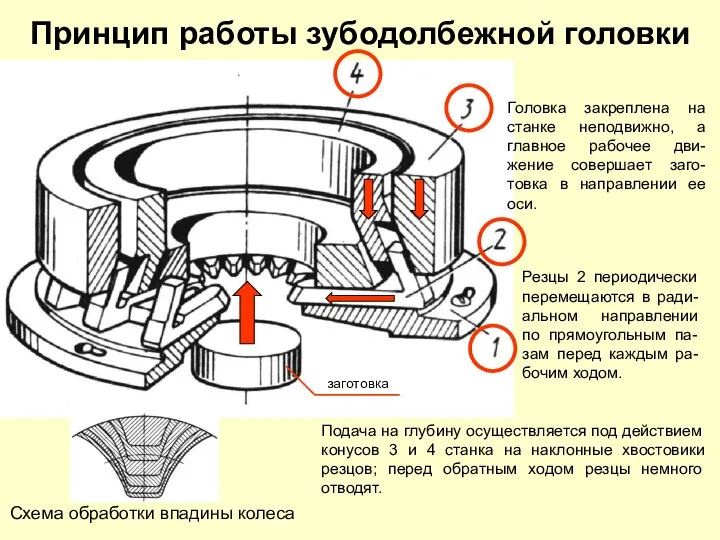
- 29. заготовка Принцип работы зубодолбежной головки Головка закреплена на станке неподвижно, а главное рабочее дви-жение совершает заго-товка
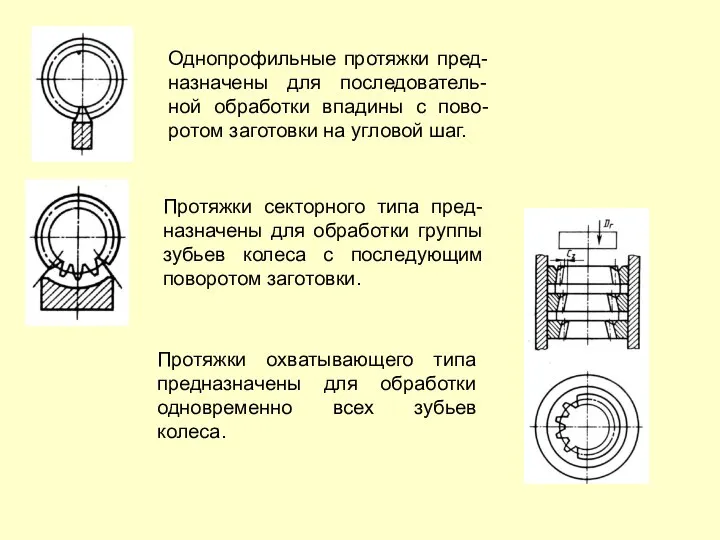
- 30. Протяжки для обработки зубчатых колес Применяют для обработки колес внутреннего и наружного профиля. Протяжки для колес
- 32. Зуборезные инструменты работающие методом обкатки (огибания)
- 33. Зубострогальные гребенки
- 34. Гребенки – самый простой по конструкции обкатной инструмент в виде зубчатой рейки для нарезания зубчатых колес.
- 35. Кинематика обработки зубострогальными гребенками
- 36. Гребенка представляет собой рейку с передними γа и задними углами αа. Гребенки имеют на каждом зубе
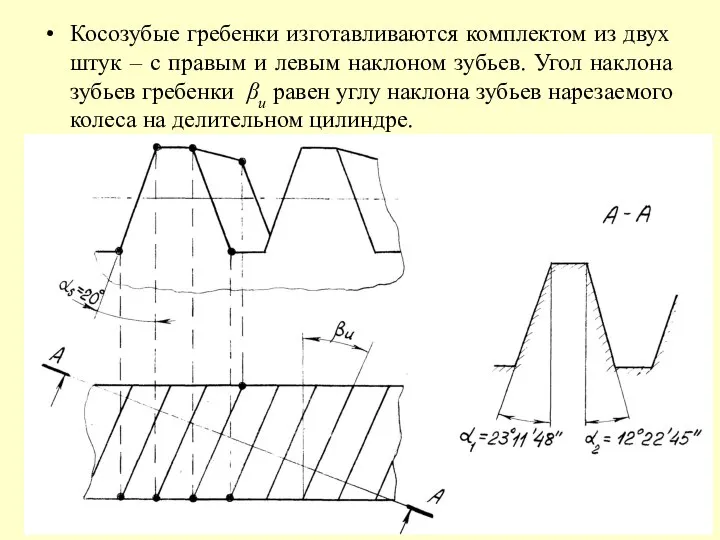
- 37. Косозубые гребенки изготавливаются комплектом из двух штук – с правым и левым наклоном зубьев. Угол наклона
- 38. В процессе работы гребенка совершает движение параллельно направлению зубьев нарезаемого колеса. При расположении в торцовой плоскости
- 39. Зуборезные долбяки
- 40. Зуборезные долбяки предназначены для нарезания зубчатых колес с наружными и внутренними, прямыми, винтовыми зубьями и с
- 41. Долбяки изготавливают трех основных видов:
- 42. Габаритные размеры долбяков определяются числом зубьев и диаметром делительной окружности. Число зубьев долбяков регламентируется по ГОСТ
- 43. Кинематика обработки зуборезными долбяками Dw1 Dw2 Dr Sвр
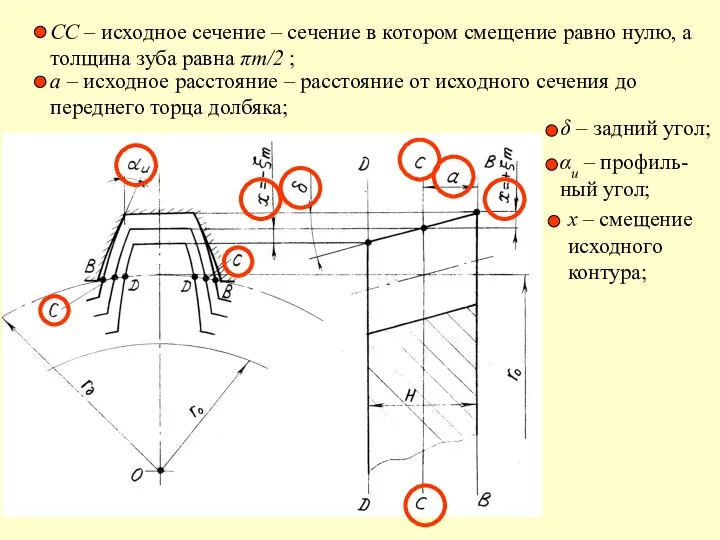
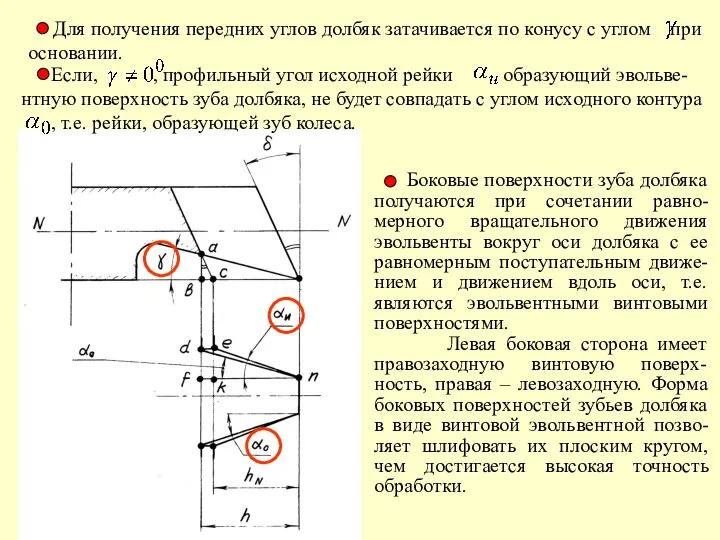
- 44. Особенности конструкции и геометрических параметров зуборезных долбяков Долбяк можно рассматривать как совокупность бесконечно большого числа элементарных
- 47. Сборные и составные конструкции применяют для крупногабаритных долбяков и долбяков с режущей частью, оснащенной пластинами из
- 48. Червячные зуборезные фрезы
- 49. Червячная фреза для обработки зубчатых колес пред-ставляет собой червяк с профилем резьбы в виде зубо-резной рейки,
- 50. Червячная фреза обеспечивает большую точность по шагу нарезаемого колеса, так как каждый зуб заготовки обрабатывается одними
- 51. Конструктивные элементы червячных зуборезных фрез
- 52. Кинематика обработки червячными зуборезными фрезами
- 53. При нарезании цилиндрических зубчатых колес фрезу устанавливают так, чтобы ее передняя поверхность была перпендикулярна направлению впадины
- 54. Геометрические параметры червячных зуборезных фрез
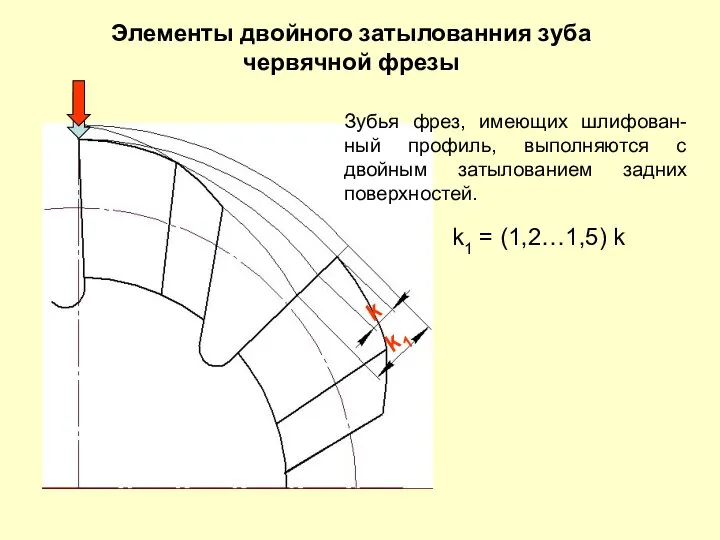
- 55. Элементы двойного затылованния зуба червячной фрезы Зубья фрез, имеющих шлифован-ный профиль, выполняются с двойным затылованием задних
- 56. Нулевые значения передних углов обеспечивают необходимую точность профиля нарезаемого колеса, упрощают расчет фрез, их контроль и
- 57. Переточка червячно-модульной фрезы при ее эксплуатации должна обеспечивать идентичность профиля и размеров зубьев, что возможно только
- 58. Размеры профиля зубьев червячных фрез в нормальном сечении принимаются по размерам профиля инструментальной рейки и зависят
- 59. Червячно-модульные фрезы, как правило, изготавливают цельными из быстрорежущей стали. Сборные и составные конструкции фрез изготавливают с
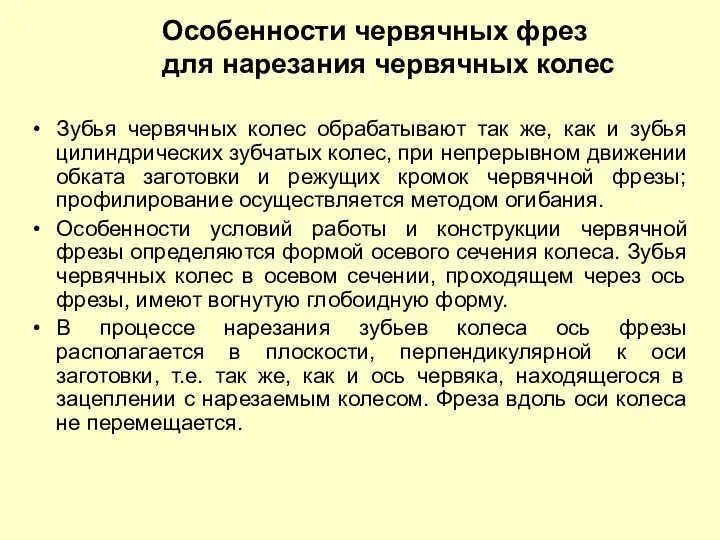
- 60. Особенности червячных фрез для нарезания червячных колес Зубья червячных колес обрабатывают так же, как и зубья
- 61. Диаметральные размеры фрезы должны соответствовать размерам червяка. Заходность витков фрезы должна быть равна заходности витков червяка.
- 62. При радиальной подаче вначале фрезу устанавливают на большее межосевое расстояние а02+Δа, обеспечивающее положение цилиндра выступов фрезы
- 63. При тангенциальной подаче оси фрезы и заготовки устанавливаются на требуемое межцентровое расстояние, затем осуществляется тангенциальная подача
- 64. Тангенциальный метод нарезания колес менее производителен, чем радиальный, но обеспечивает повышение качества поверхности зубьев за счет
- 65. Шеверы
- 66. Шеверы - многолезвийные инструменты в виде зубчатого колеса или рейки с лезвиями на боковых сторонах зубьев.
- 67. Для обработки цилиндрических колес применяются дисковые и реже реечные шеверы, а червячные шеверы – для червячных
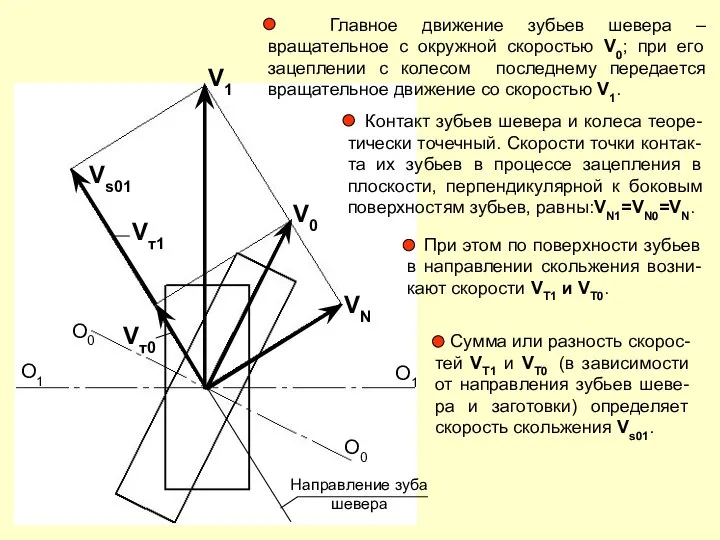
- 68. Кинематика шевингования Sпрод Sрад
- 69. Направление зуба шевера О0 О0 О1 О1 V0 V1 VN Vт0 Vт1 Vs01
- 70. По конструкции дисковый шевер есть цилиндрическое зубчатое колесо с винтовыми зубьями, на боковых поверхностях которых имеются
- 71. Конструкция дискового шевера
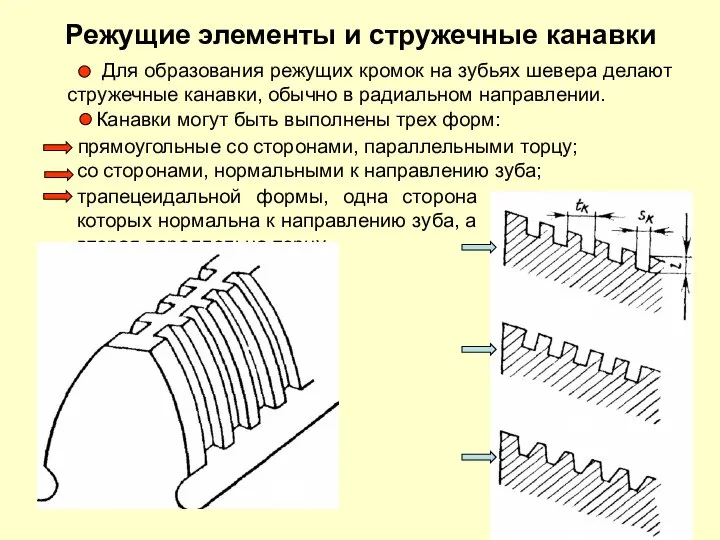
- 73. Режущие элементы и стружечные канавки Для образования режущих кромок на зубьях шевера делают стружечные канавки, обычно
- 74. Инструментальные задние углы лезвий зубьев шеверов равны нулю, так как задние поверхности образованы эвольвентной винтовой поверхностью
- 75. Инструменты для образования зубьев конических колес
- 76. Инструменты при образовании зубьев конических колес копируют впадину исходного производящего колеса, например зубострогальные резцы, или его
- 77. Обработка обеих сторон зубьев конического колеса, учитывая изменяющиеся размеры по их длине, должна производиться разными инструментами
- 78. Зуборезные головки
- 79. Зуборезная головка имеет форму диска с резцами, расположен-ными по ее перифе-рии. Резец Корпус
- 80. Кинематика нарезания конического колеса зуборезной головкой
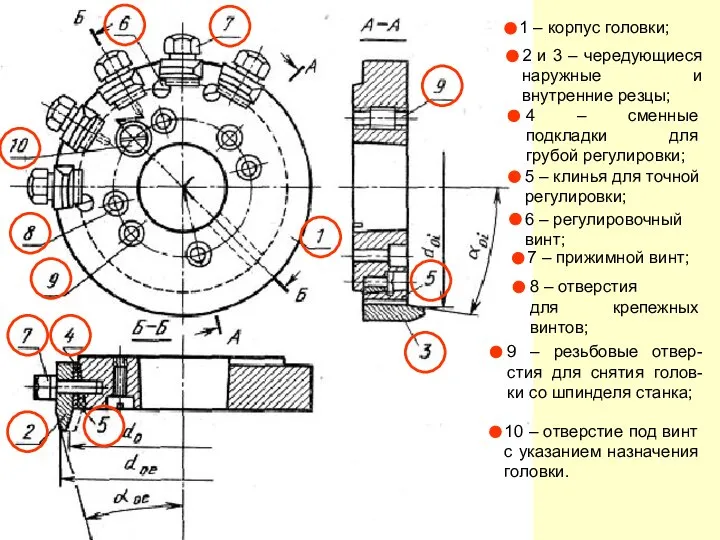
- 83. Конструкция зуборезной головки Головки изготовляют различных конструкций в зависимости от назначения и размеров. Для нарезания колес
- 85. Настроечными рабочими размерами головок являются: диаметры:
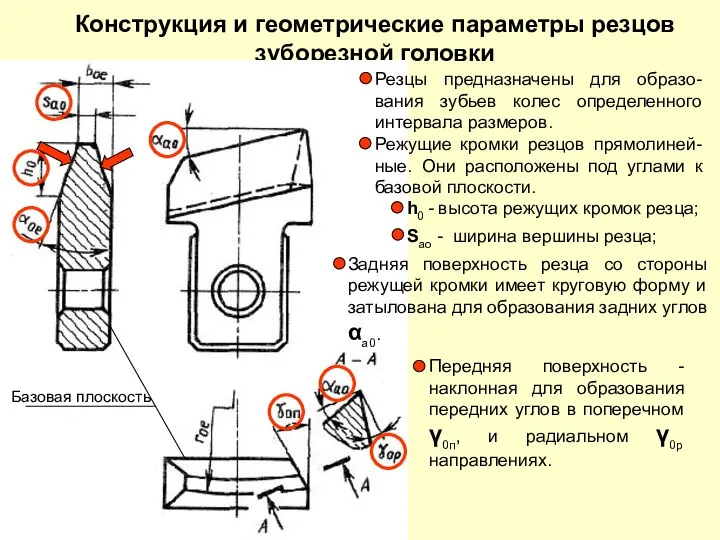
- 86. Конструкция и геометрические параметры резцов зуборезной головки
- 87. Способы нарезания колес головками. При применении двусторонних головок одновременно образуются обе стороны впадины зубьев. Впадины получаются
- 88. Односторонние головки применяют для получения только одной стороны зуба. Вторая сторона зуба изготовляется головкой с резцами
- 89. Зуборезные головки протяжного типа
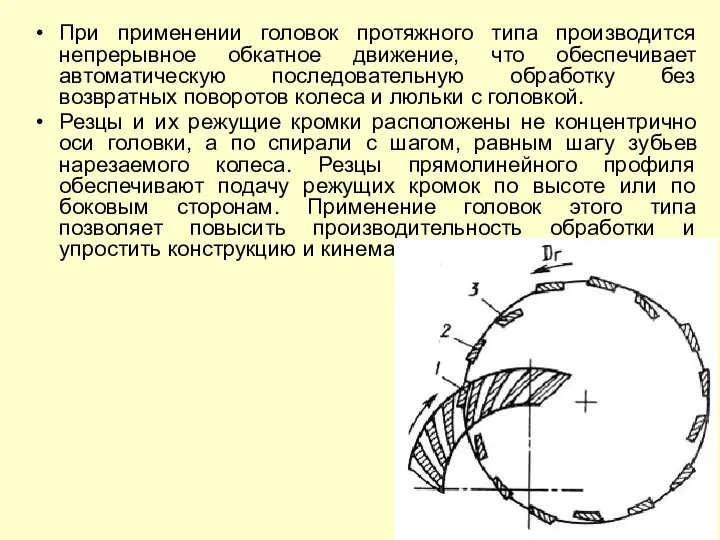
- 90. При применении головок протяжного типа производится непрерывное обкатное движение, что обеспечивает автоматическую последовательную обработку без возвратных
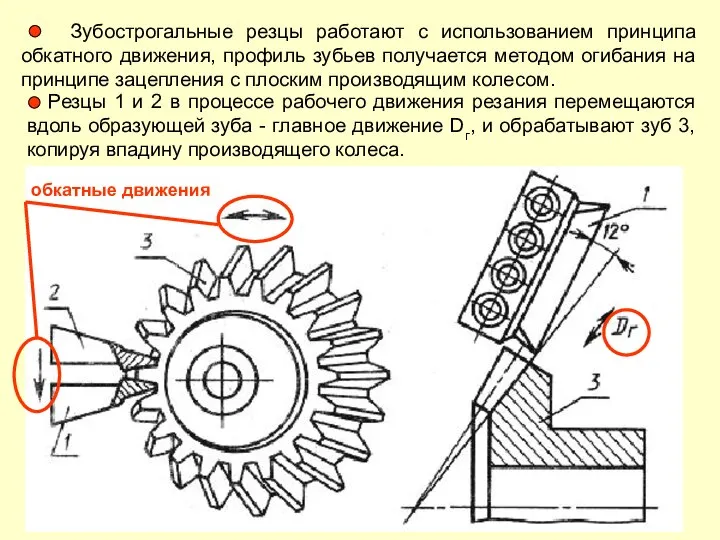
- 91. Зубострогальные резцы
- 92. обкатные движения
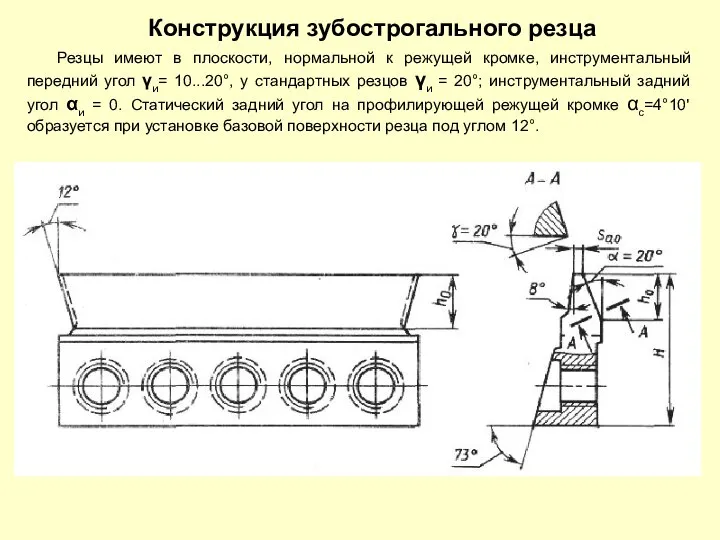
- 93. Конструкция зубострогального резца Резцы имеют в плоскости, нормальной к режущей кромке, инструментальный передний угол γи= 10...20°,
- 94. Дисковые фрезы для обработки конических прямозубых колес
- 95. Дисковые фрезы по конструкции аналогичны одноугловым фрезам. Профилирующая кромка находится на торцовой стороне зубьев фрезы. Дисковые
- 96. 1, 2 - фрезы 3 - заготовка
- 98. Скачать презентацию
В настоящее время в машиностроении применяются исключительно зубчатые ко-леса с эвольвентным
В настоящее время в машиностроении применяются исключительно зубчатые ко-леса с эвольвентным
Так как эвольвента получается при качении без скольжения прямой по окружности,
Так как эвольвента получается при качении без скольжения прямой по окружности,
Зубчатые колеса изготавливаются
двумя методами:
копирования;
обкатки (огибания).
Зубчатые колеса изготавливаются
двумя методами:
копирования;
обкатки (огибания).
Метод копирования
заключается в том, что режущему инструменту (фрезе) придают профиль
Метод копирования
заключается в том, что режущему инструменту (фрезе) придают профиль
Для нарезания прямо- и косозубых цилиндрических колес методом копирования в качестве
Для нарезания прямо- и косозубых цилиндрических колес методом копирования в качестве
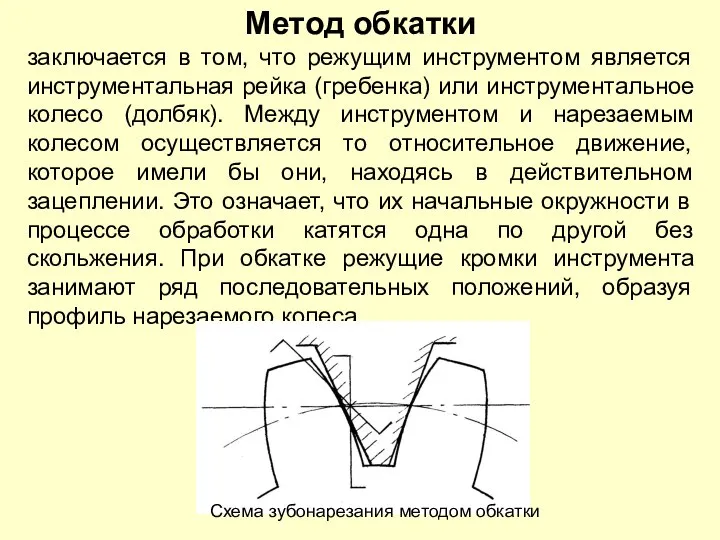
Метод обкатки
заключается в том, что режущим инструментом является инструментальная рейка
Метод обкатки
заключается в том, что режущим инструментом является инструментальная рейка
зуборезными гребенками,
зуборезными долбяками,
червячными зуборезными фрезами,
шеверами.
В зависимости от вида инструмента
зуборезными гребенками,
зуборезными долбяками,
червячными зуборезными фрезами,
шеверами.
В зависимости от вида инструмента
Некоторые сведения из теории
зацепления цилиндрических колес
Эвольвентой окружности называется кривая АВ,
Некоторые сведения из теории
зацепления цилиндрических колес
Эвольвентой окружности называется кривая АВ,
Зацепление двух прямозубых колес
Параметры зацепления пары
зубчатых колес:
Зацепление двух прямозубых колес
Параметры зацепления пары
зубчатых колес:
Зацепление шестерни и рейки
Параметры зацепления шестерни и рейки:
Зацепление шестерни и рейки
Параметры зацепления шестерни и рейки:
Исходный контур инструментальной рейки
Если режущий инструмент имеет форму рейки (гребенки)
Исходный контур инструментальной рейки
Если режущий инструмент имеет форму рейки (гребенки)
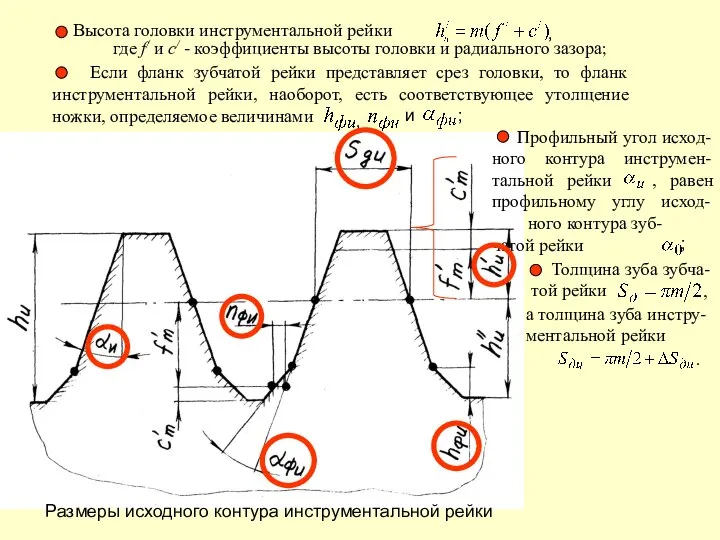
Размеры исходного контура инструментальной рейки
Размеры исходного контура инструментальной рейки
Корригирование зубчатых колес
применяют для уменьшения подрезания зубьев колеса при малом их
Корригирование зубчатых колес
применяют для уменьшения подрезания зубьев колеса при малом их
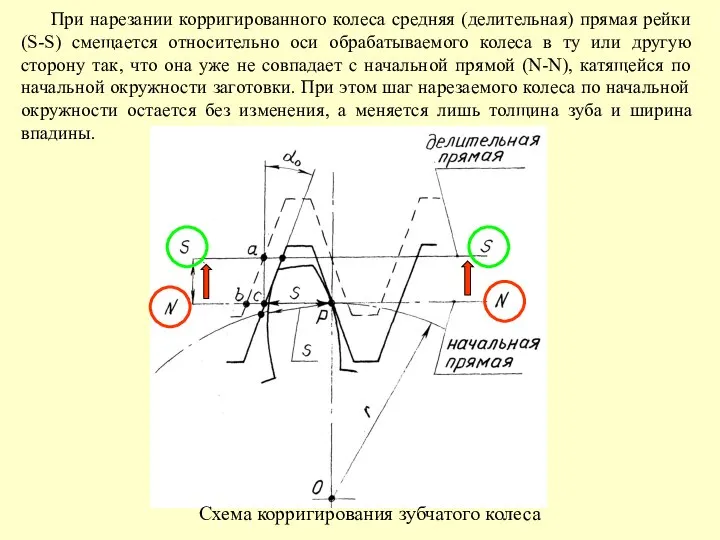
Схема корригирования зубчатого колеса
При нарезании корригированного колеса средняя (делительная) прямая
Схема корригирования зубчатого колеса
При нарезании корригированного колеса средняя (делительная) прямая
Зуборезные инструменты работающие методом копирования
Зуборезные инструменты работающие методом копирования
Модульные фасонные фрезы
Модульные фрезы предназначены для обработки зубьев колес в индивидуальном
Модульные фасонные фрезы
Модульные фрезы предназначены для обработки зубьев колес в индивидуальном
Дисковые модульные фрезы – фасонные с зубьями, затылованными в
Дисковые модульные фрезы – фасонные с зубьями, затылованными в
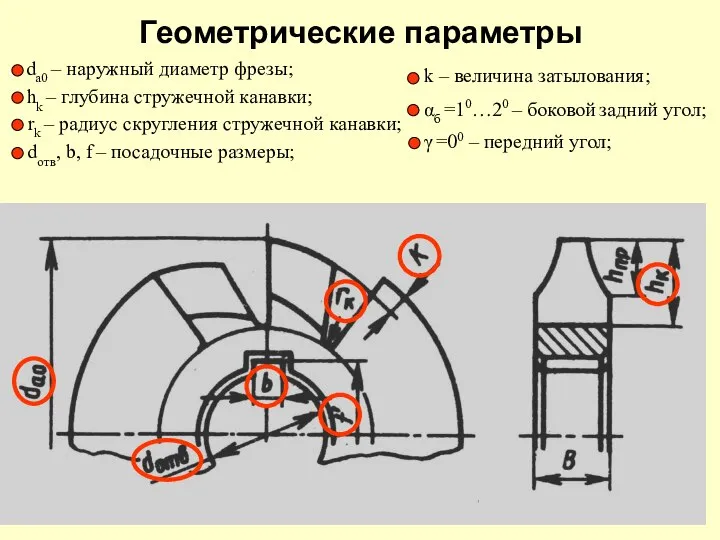
Геометрические параметры
Геометрические параметры
Недостатками применения модульных дисковых фрез при нарезании зубчатых колес являются:
низкая
Недостатками применения модульных дисковых фрез при нарезании зубчатых колес являются:
низкая
Пальцевые модульные фрезы предназначены для нарезания прямозубых, косозубых и шевронных
Пальцевые модульные фрезы предназначены для нарезания прямозубых, косозубых и шевронных

Конструктивные и геометрические параметры
Конструктивные и геометрические параметры
Для получения достаточных нормальных задних углов и минимальных отклонений формы
Для получения достаточных нормальных задних углов и минимальных отклонений формы
Недостатками применения модульных пальцевых фрез при нарезании зубчатых колес являются:
низкая
Недостатками применения модульных пальцевых фрез при нарезании зубчатых колес являются:
низкая
Зубодолбежные головки
Зубодолбежные головки – инструмент специального назначения, каждую головку проектируют для
Зубодолбежные головки
Зубодолбежные головки – инструмент специального назначения, каждую головку проектируют для
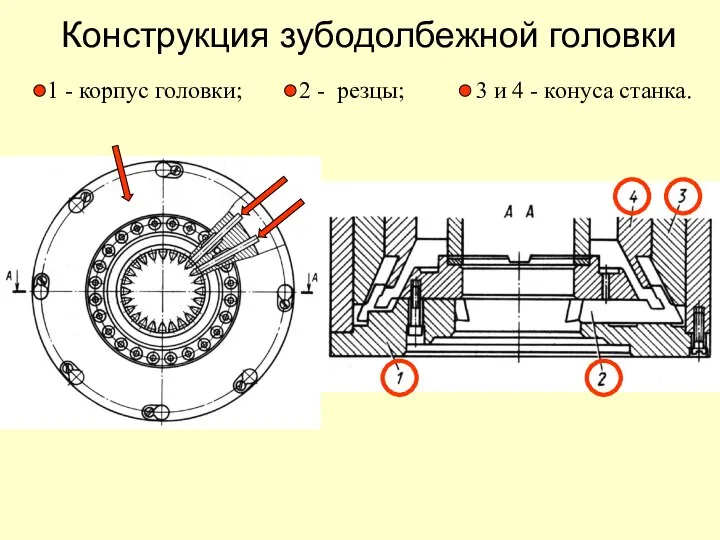
Конструкция зубодолбежной головки
Конструкция зубодолбежной головки
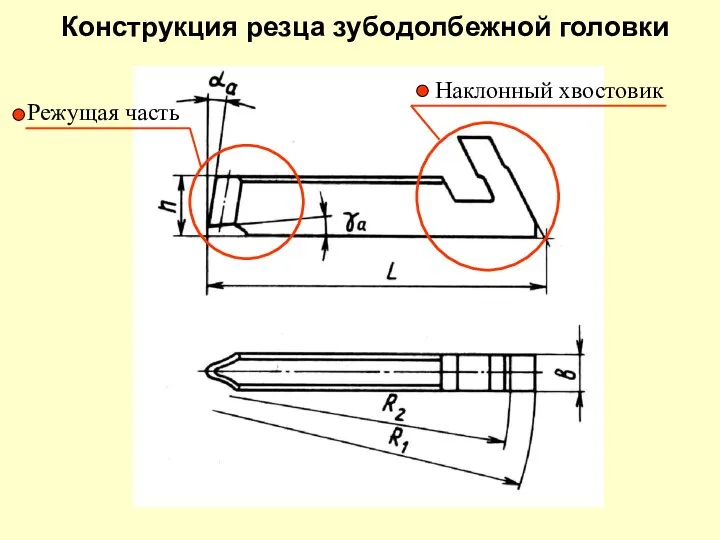
Конструкция резца зубодолбежной головки
Конструкция резца зубодолбежной головки
заготовка
Принцип работы зубодолбежной головки
Головка закреплена на станке неподвижно, а главное рабочее
заготовка
Принцип работы зубодолбежной головки
Головка закреплена на станке неподвижно, а главное рабочее

Протяжки для обработки зубчатых колес
Применяют для обработки колес внутреннего и наружного
Протяжки для обработки зубчатых колес
Применяют для обработки колес внутреннего и наружного
Зуборезные инструменты работающие методом
обкатки (огибания)
Зуборезные инструменты работающие методом
обкатки (огибания)

Зубострогальные гребенки
Зубострогальные гребенки
Гребенки – самый простой по конструкции обкатной инструмент в виде зубчатой
Гребенки – самый простой по конструкции обкатной инструмент в виде зубчатой

Кинематика обработки зубострогальными гребенками
Кинематика обработки зубострогальными гребенками
Гребенка представляет собой рейку с передними γа и задними углами αа.
Гребенка представляет собой рейку с передними γа и задними углами αа.
Косозубые гребенки изготавливаются комплектом из двух штук – с правым и
Косозубые гребенки изготавливаются комплектом из двух штук – с правым и
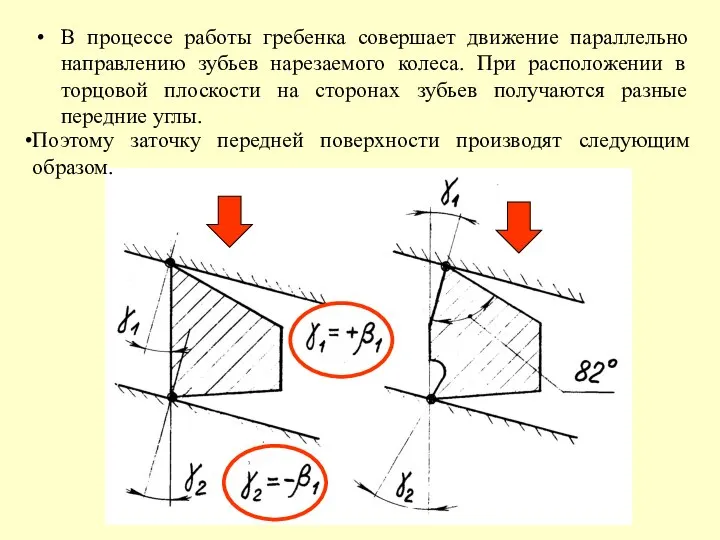
В процессе работы гребенка совершает движение параллельно направлению зубьев нарезаемого колеса.
В процессе работы гребенка совершает движение параллельно направлению зубьев нарезаемого колеса.

Зуборезные долбяки
Зуборезные долбяки

Зуборезные долбяки предназначены для нарезания зубчатых колес с наружными и внутренними,
Зуборезные долбяки предназначены для нарезания зубчатых колес с наружными и внутренними,
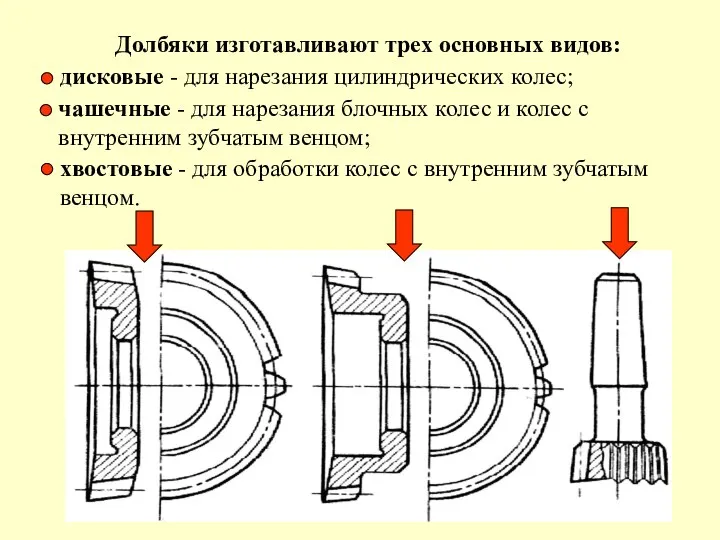
Долбяки изготавливают трех основных видов:
Долбяки изготавливают трех основных видов:
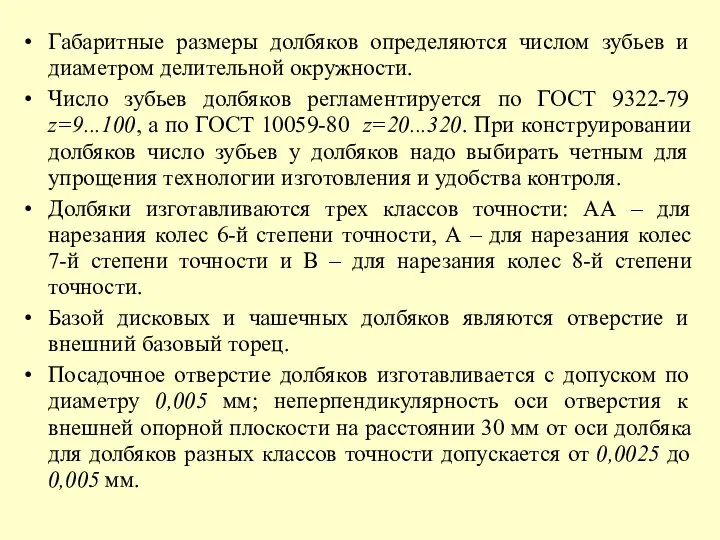
Габаритные размеры долбяков определяются числом зубьев и диаметром делительной окружности.
Число зубьев
Габаритные размеры долбяков определяются числом зубьев и диаметром делительной окружности.
Число зубьев

Кинематика обработки зуборезными долбяками
Dw1
Dw2
Dr
Sвр
Кинематика обработки зуборезными долбяками
Dw1
Dw2
Dr
Sвр
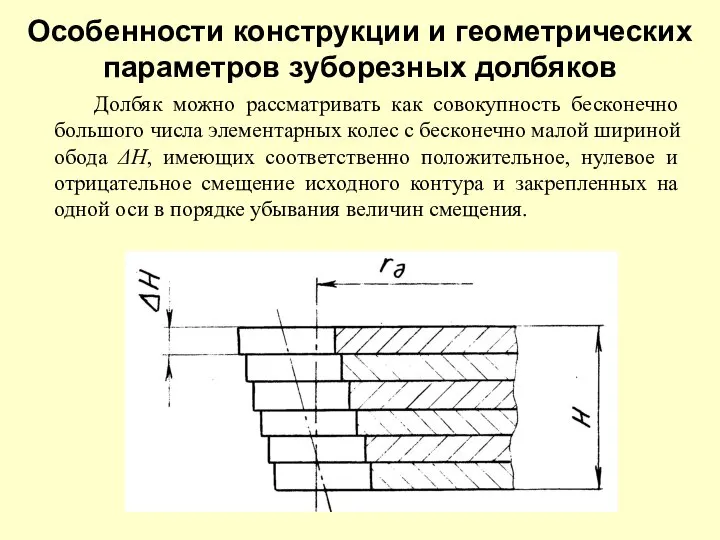
Особенности конструкции и геометрических параметров зуборезных долбяков
Долбяк можно рассматривать как
Особенности конструкции и геометрических параметров зуборезных долбяков
Долбяк можно рассматривать как
Сборные и составные конструкции применяют для крупногабаритных долбяков и долбяков с
Сборные и составные конструкции применяют для крупногабаритных долбяков и долбяков с

Червячные зуборезные фрезы
Червячные зуборезные фрезы
Червячная фреза для обработки зубчатых колес пред-ставляет собой червяк с профилем
Червячная фреза для обработки зубчатых колес пред-ставляет собой червяк с профилем
Червячная фреза обеспечивает большую точность по шагу нарезаемого колеса, так как
Червячная фреза обеспечивает большую точность по шагу нарезаемого колеса, так как
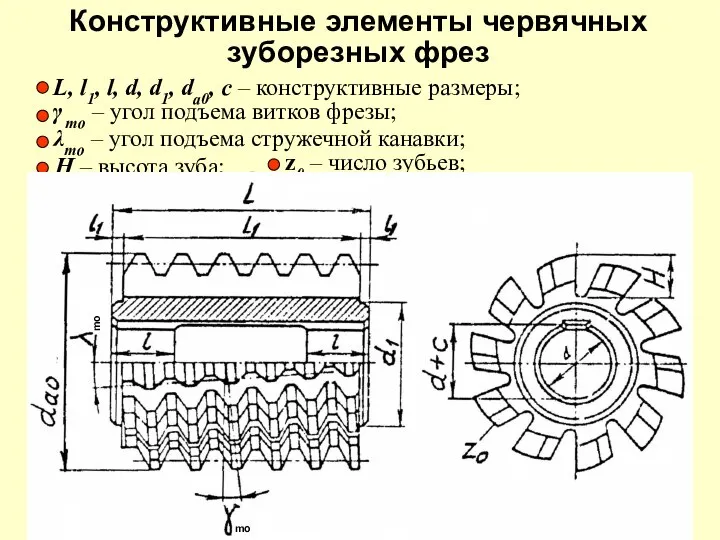
Конструктивные элементы червячных
зуборезных фрез
Конструктивные элементы червячных
зуборезных фрез

Кинематика обработки червячными зуборезными фрезами
Кинематика обработки червячными зуборезными фрезами
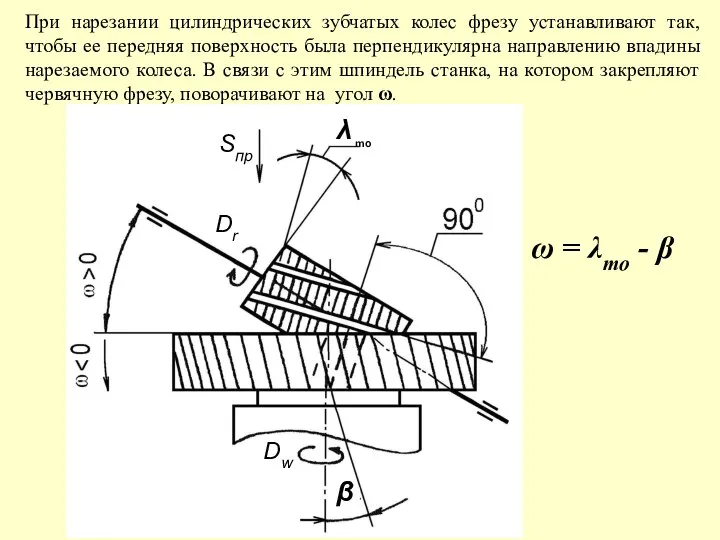
При нарезании цилиндрических зубчатых колес фрезу устанавливают так, чтобы ее передняя
При нарезании цилиндрических зубчатых колес фрезу устанавливают так, чтобы ее передняя
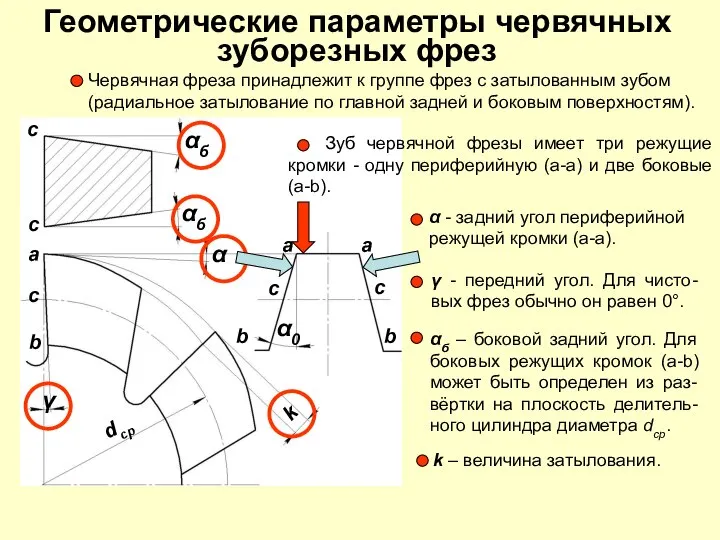
Геометрические параметры червячных зуборезных фрез
Геометрические параметры червячных зуборезных фрез
Элементы двойного затылованния зуба
червячной фрезы
Зубья фрез, имеющих шлифован-ный профиль, выполняются
Элементы двойного затылованния зуба
червячной фрезы
Зубья фрез, имеющих шлифован-ный профиль, выполняются
Нулевые значения передних углов обеспечивают необходимую точность профиля нарезаемого колеса, упрощают
Нулевые значения передних углов обеспечивают необходимую точность профиля нарезаемого колеса, упрощают

Переточка червячно-модульной фрезы при ее эксплуатации должна обеспечивать идентичность профиля и
Переточка червячно-модульной фрезы при ее эксплуатации должна обеспечивать идентичность профиля и
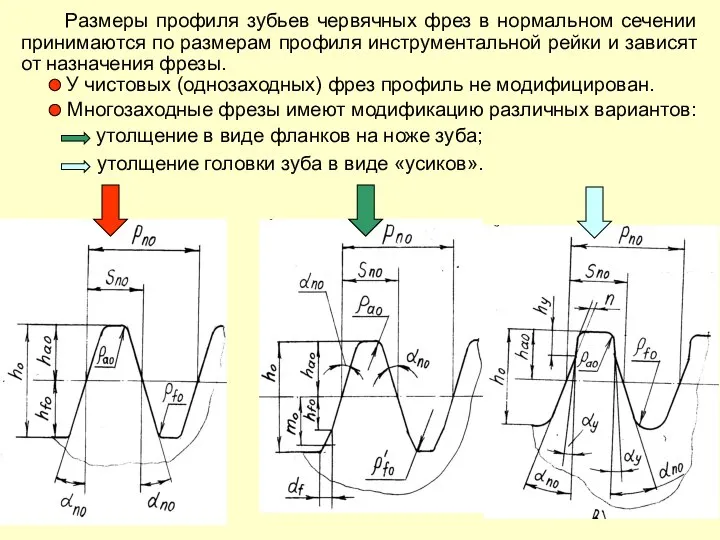
Размеры профиля зубьев червячных фрез в нормальном сечении принимаются по
Размеры профиля зубьев червячных фрез в нормальном сечении принимаются по
Червячно-модульные фрезы, как правило, изготавливают цельными из быстрорежущей стали.
Сборные и составные
Червячно-модульные фрезы, как правило, изготавливают цельными из быстрорежущей стали.
Сборные и составные
Особенности червячных фрез
для нарезания червячных колес
Зубья червячных колес обрабатывают так
Особенности червячных фрез
для нарезания червячных колес
Зубья червячных колес обрабатывают так
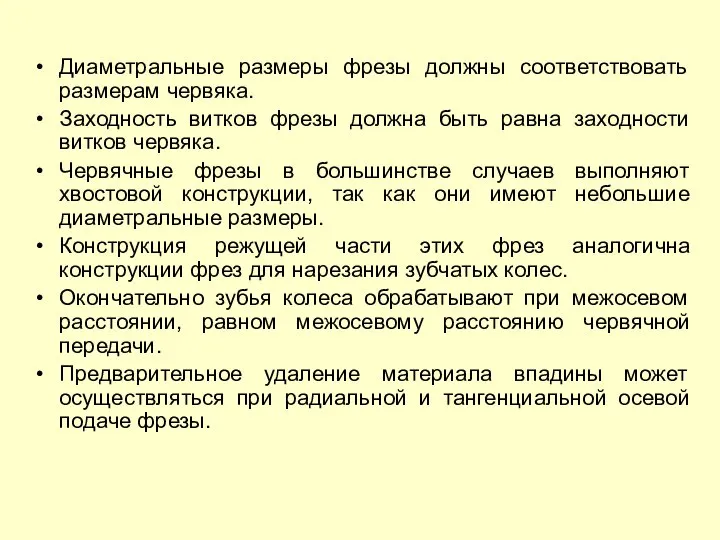
Диаметральные размеры фрезы должны соответствовать размерам червяка.
Заходность витков фрезы должна быть
Заходность витков фрезы должна быть
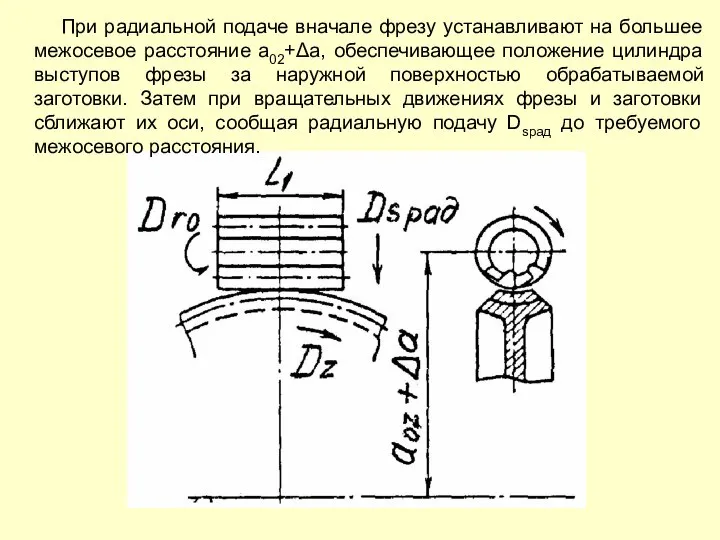
При радиальной подаче вначале фрезу устанавливают на большее межосевое расстояние
При радиальной подаче вначале фрезу устанавливают на большее межосевое расстояние
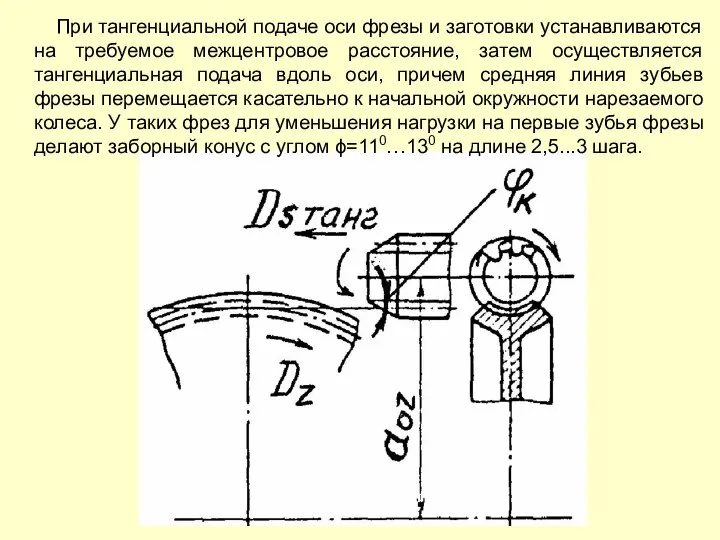
При тангенциальной подаче оси фрезы и заготовки устанавливаются на требуемое
При тангенциальной подаче оси фрезы и заготовки устанавливаются на требуемое
Тангенциальный метод нарезания колес менее производителен, чем радиальный, но обеспечивает повышение

Шеверы
Шеверы
Шеверы - многолезвийные инструменты в виде зубчатого колеса или рейки с
Шеверы - многолезвийные инструменты в виде зубчатого колеса или рейки с
Для обработки цилиндрических колес применяются дисковые и реже реечные шеверы, а
Для обработки цилиндрических колес применяются дисковые и реже реечные шеверы, а
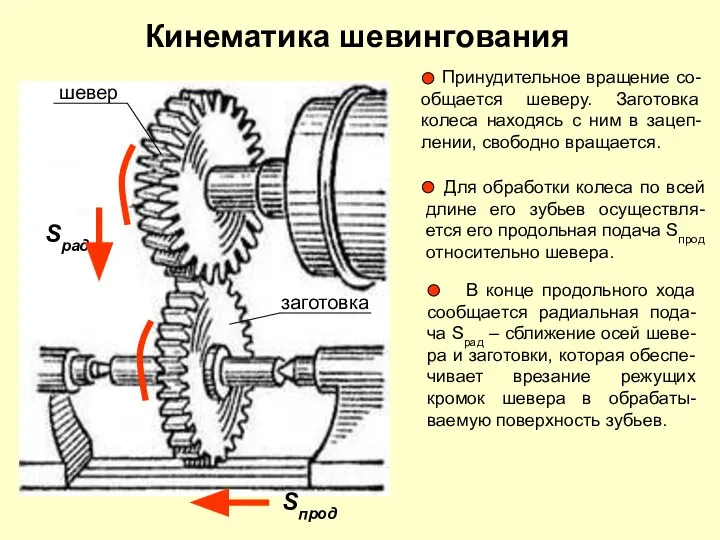
Кинематика шевингования
Sпрод
Sрад
Кинематика шевингования
Sпрод
Sрад
Направление зуба
шевера
О0
О0
О1
О1
V0
V1
VN
Vт0
Vт1
Vs01
Направление зуба
шевера
О0
О0
О1
О1
V0
V1
VN
Vт0
Vт1
Vs01
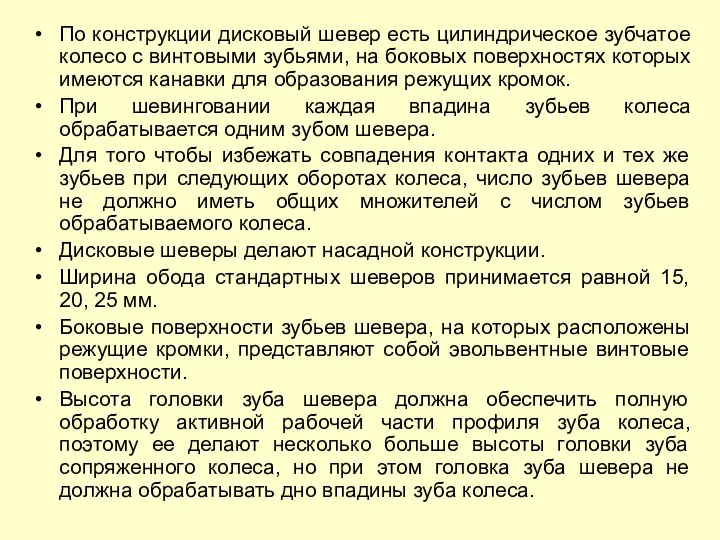
По конструкции дисковый шевер есть цилиндрическое зубчатое колесо с винтовыми зубьями,
По конструкции дисковый шевер есть цилиндрическое зубчатое колесо с винтовыми зубьями,
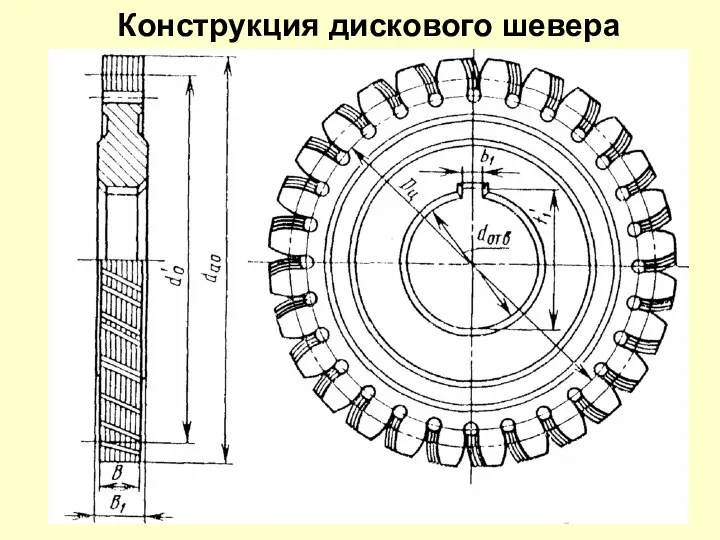
Конструкция дискового шевера
Конструкция дискового шевера

Режущие элементы и стружечные канавки
Для образования режущих кромок на зубьях
Режущие элементы и стружечные канавки
Для образования режущих кромок на зубьях
Инструментальные задние углы лезвий зубьев шеверов равны нулю, так как задние
Инструментальные задние углы лезвий зубьев шеверов равны нулю, так как задние

Инструменты для образования зубьев конических колес
Инструменты для образования зубьев конических колес
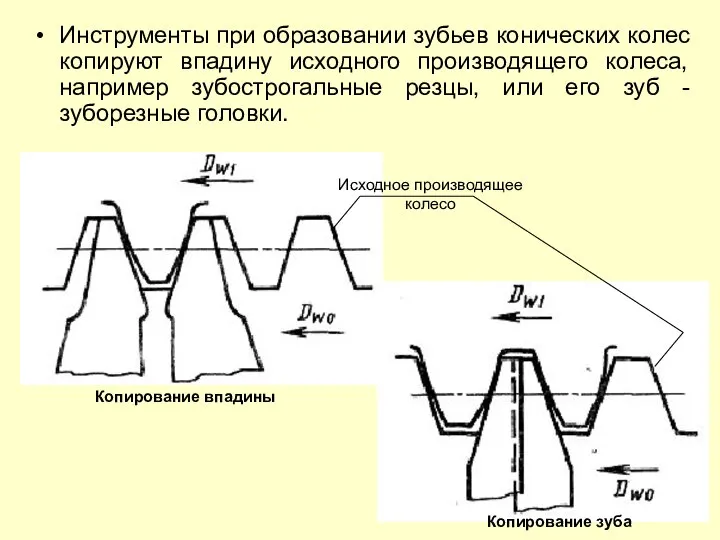
Инструменты при образовании зубьев конических колес копируют впадину исходного производящего колеса,
Инструменты при образовании зубьев конических колес копируют впадину исходного производящего колеса,
Обработка обеих сторон зубьев конического колеса, учитывая изменяющиеся размеры по их
Обработка обеих сторон зубьев конического колеса, учитывая изменяющиеся размеры по их

Зуборезные головки
Зуборезные головки
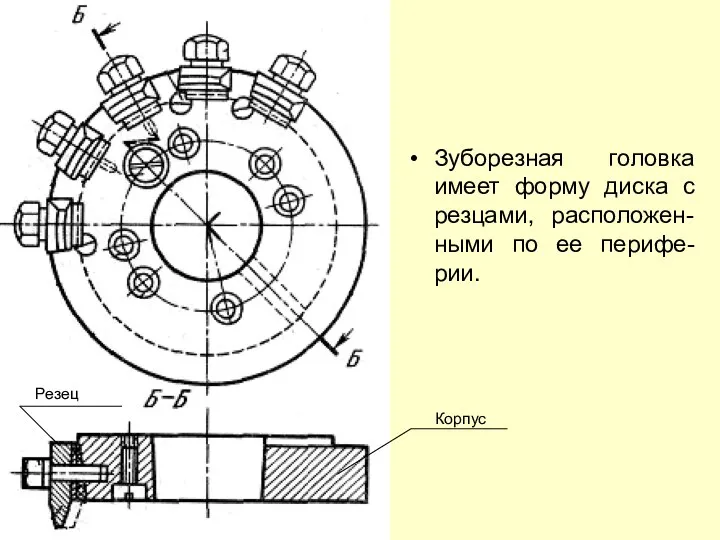
Зуборезная головка имеет форму диска с резцами, расположен-ными по ее перифе-рии.
Зуборезная головка имеет форму диска с резцами, расположен-ными по ее перифе-рии.

Кинематика нарезания конического колеса зуборезной головкой
Кинематика нарезания конического колеса зуборезной головкой


Конструкция зуборезной головки
Головки изготовляют различных конструкций в зависимости от назначения и
Конструкция зуборезной головки
Головки изготовляют различных конструкций в зависимости от назначения и

Настроечными рабочими размерами головок являются:
диаметры:
Настроечными рабочими размерами головок являются:
диаметры:
Конструкция и геометрические параметры резцов
зуборезной головки
Конструкция и геометрические параметры резцов
зуборезной головки
Способы нарезания колес головками.
При применении двусторонних головок одновременно образуются обе
Способы нарезания колес головками.
При применении двусторонних головок одновременно образуются обе
Односторонние головки применяют для получения только одной стороны зуба.
Вторая сторона зуба
Односторонние головки применяют для получения только одной стороны зуба.
Вторая сторона зуба
Зуборезные головки
протяжного типа
Зуборезные головки
протяжного типа
При применении головок протяжного типа производится непрерывное обкатное движение, что обеспечивает
При применении головок протяжного типа производится непрерывное обкатное движение, что обеспечивает
Зубострогальные резцы
Зубострогальные резцы
обкатные движения
обкатные движения
Конструкция зубострогального резца
Резцы имеют в плоскости, нормальной к режущей кромке,
Конструкция зубострогального резца
Резцы имеют в плоскости, нормальной к режущей кромке,
Дисковые фрезы для обработки
конических прямозубых колес
Дисковые фрезы для обработки
конических прямозубых колес
Дисковые фрезы по конструкции аналогичны одноугловым фрезам.
Профилирующая кромка находится на торцовой
Дисковые фрезы по конструкции аналогичны одноугловым фрезам.
Профилирующая кромка находится на торцовой

1, 2 - фрезы
3 - заготовка
1, 2 - фрезы
3 - заготовка
 Туристские слёты и соревнования учащихся
Туристские слёты и соревнования учащихся ФЗ «Об основах социального обслуживания граждан в Российской Федерации»
ФЗ «Об основах социального обслуживания граждан в Российской Федерации» 11 ошибок собственника в интернет-рекламе
11 ошибок собственника в интернет-рекламе TrischiniZmitsnennya.ppt
TrischiniZmitsnennya.ppt День пожелого человека - презентация для начальной школы
День пожелого человека - презентация для начальной школы Футбольный матч Украина - Македония
Футбольный матч Украина - Македония Метод главных компонент. Теория и практика на примере выявления политических предпочтений
Метод главных компонент. Теория и практика на примере выявления политических предпочтений Импортозамещение. Российская доверенная вычислительная техника, как основа построения безопасной инфраструктуры
Импортозамещение. Российская доверенная вычислительная техника, как основа построения безопасной инфраструктуры Классификация маневров
Классификация маневров ТОЖДЕСТВА 7 класс
ТОЖДЕСТВА 7 класс  Конфликт элит и социальные изменения
Конфликт элит и социальные изменения Образование как общественное явление и педагогический процесс. Общая характеристика пед. профессии Модуль 1. Учебный элемент 1. 2.
Образование как общественное явление и педагогический процесс. Общая характеристика пед. профессии Модуль 1. Учебный элемент 1. 2. Презентация "Творчество Васнецова" - скачать презентации по МХК
Презентация "Творчество Васнецова" - скачать презентации по МХК Формула корней квадратного уравнения Журавлева Людмила Борисовна учитель математики московской гимназии № 1503
Формула корней квадратного уравнения Журавлева Людмила Борисовна учитель математики московской гимназии № 1503  Зимние виды спорта
Зимние виды спорта Прогнозирование оттока клиентов
Прогнозирование оттока клиентов Северо-Западное таможенное управление Выполнили: Кузнецова Крестина, Салчак Айлан, Ю-113б
Северо-Западное таможенное управление Выполнили: Кузнецова Крестина, Салчак Айлан, Ю-113б Формирование ТВ сигнала
Формирование ТВ сигнала Троица. Закон Божий для семьи и школы
Троица. Закон Божий для семьи и школы Славянская Кукла в женской инициации
Славянская Кукла в женской инициации Презентация бизнес-плана реализации инвестиционного проекта строительства агропромышленного комплекса площадью 180 га
Презентация бизнес-плана реализации инвестиционного проекта строительства агропромышленного комплекса площадью 180 га Тест с кнопками
Тест с кнопками Высокофункциональные бетоны. Самоуплотняющиеся бетоны
Высокофункциональные бетоны. Самоуплотняющиеся бетоны Тип Плоские черви Plathelminthes
Тип Плоские черви Plathelminthes Презентация к Курсовой Работе по дисциплине «Таможенный менеджмент» на тему «Стратегический менеджмент как фактор по
Презентация к Курсовой Работе по дисциплине «Таможенный менеджмент» на тему «Стратегический менеджмент как фактор по Проблема миру і роззброєння
Проблема миру і роззброєння Аттестационная работа. Развитие исследовательской деятельности учащихся через создание виртуального школьного музея
Аттестационная работа. Развитие исследовательской деятельности учащихся через создание виртуального школьного музея Особенности обонятельного анализатора в пожилом и старческом возрасте Выполнили: Преснова Оксана, Зинина Елена 21КП
Особенности обонятельного анализатора в пожилом и старческом возрасте Выполнили: Преснова Оксана, Зинина Елена 21КП