Методы финишной обработки поверхностей деталей. Электрофизические и электрохимические методы обработки
- Методы финишной обработки поверхностей деталей. Электрофизические и электрохимические методы обработки

Содержание
- 2. Классификация методов финишной обработки поверхностей деталей
- 3. Методы отделочной обработки деталей: Хонингование а) схема хонингования цилиндрического отверстия; б) микрорельеф обработанной поверхности в виде
- 4. Схемы хонингования: а – с двумя степенями свободы заготовки: D1 – главное движение; D2 – возвратно-поступательное
- 5. Доводка-притирка: а – схема; б – наружных цилиндров; в – внутренних цилиндров; г – плоских поверхностей;
- 6. Суперфиниширование Dr – главное движение резания (возвратно-поступательное перемещение абразивных брусков относительно заготовки); Dsкр – круговое движение
- 7. Суперфиниширование: а – схема: 1 – пружина; 2 – брусок; 3 – заготовка; 4 – жесткий
- 8. Полирование Dr – главное движение резания (вращательное движение заготовки); Dsкр – круговое движение подачи (возвратно-вращательное движение
- 9. Классификация электрофизических и электрохимических методов обработки
- 10. Электрофизические методы обработки Схема электроискрового станка Электроэрозионные методы обработки: 1 – электрод-инструмент; 2 – ванна; 3
- 11. Схемы электроискровой обработки а) прошивание отверстия с криволинейной осью; Dsкр – круговое движение подачи (вращательное движение
- 12. Схема электроимпульсной обработки Dsв – движение вертикальной подачи (поступательное перемещение электрода-инструмента относительно заготовки); 1 – электродвигатель;
- 13. Схема электроконтактной обработки Dr – главное движение обработки (вращательное движение электрода-инструмента относительно поверхности заготовки); Dsпр –
- 14. Электрохимическая обработка Схема электрохимического полирования 1 – ванна; 2 – обрабатываемая заготовка; 3 – пластина-электрод; 4
- 15. Схема электрохимической размерной обработки Dsв – движение вертикальной подачи (поступательное перемещение электрода-инструмента относительно заготовки); 1 –
- 16. Электроабразивная и электроалмазная обработка Схема электроабразивного шлифования Dr – главное движение резания (вращение шлифовального круга); Dsп
- 17. Схема анодно-механической обработки Dr – главное движение резания (вращение инструмента – диски, проволока); Dsв – движение
- 19. Скачать презентацию
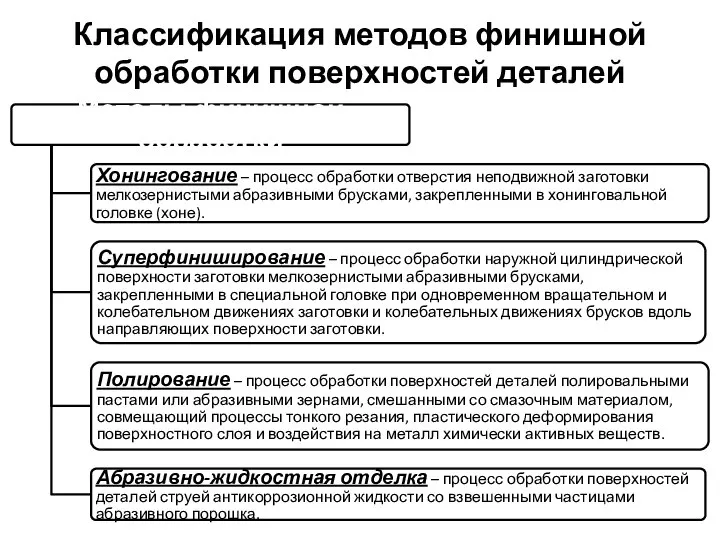
Классификация методов финишной обработки поверхностей деталей
Классификация методов финишной обработки поверхностей деталей

Методы отделочной обработки деталей:
Хонингование
а) схема хонингования цилиндрического отверстия; б) микрорельеф обработанной
Методы отделочной обработки деталей:
Хонингование
а) схема хонингования цилиндрического отверстия; б) микрорельеф обработанной
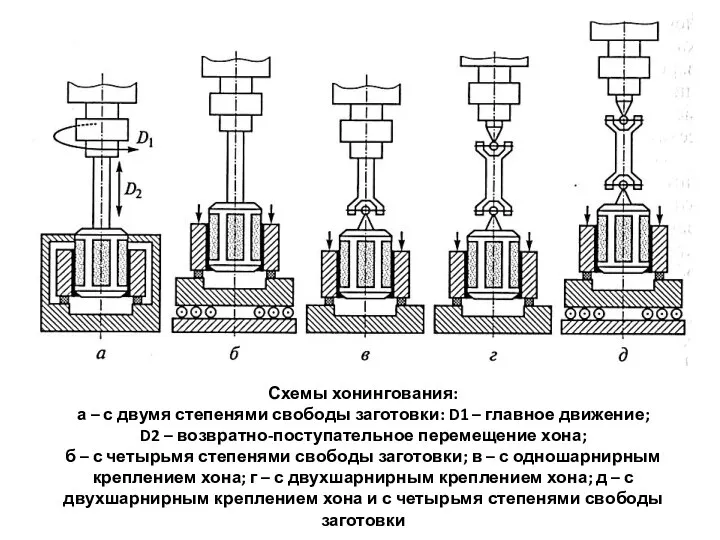
Схемы хонингования:
а – с двумя степенями свободы заготовки: D1 – главное
Схемы хонингования:
а – с двумя степенями свободы заготовки: D1 – главное
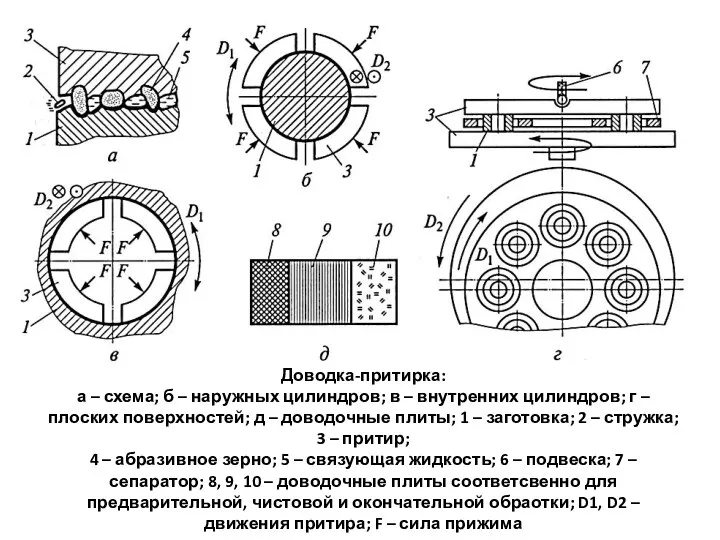
Доводка-притирка:
а – схема; б – наружных цилиндров; в – внутренних цилиндров;
Доводка-притирка:
а – схема; б – наружных цилиндров; в – внутренних цилиндров;
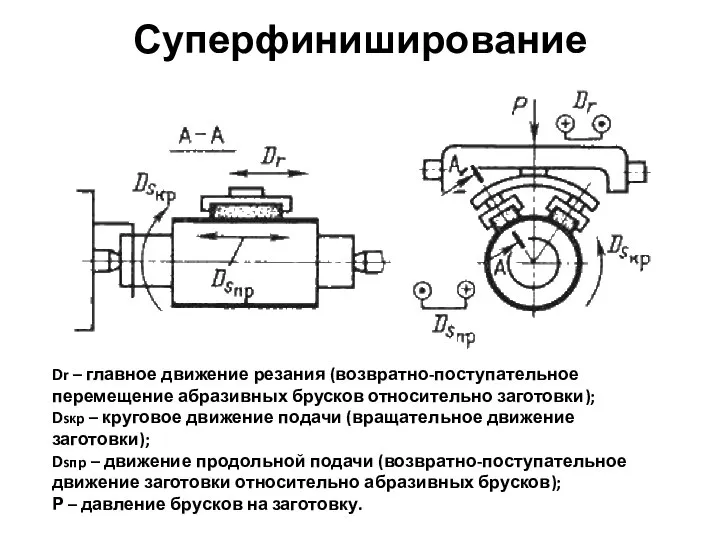
Суперфиниширование
Dr – главное движение резания (возвратно-поступательное перемещение абразивных брусков относительно заготовки);
Dsкр
Суперфиниширование
Dr – главное движение резания (возвратно-поступательное перемещение абразивных брусков относительно заготовки);
Dsкр
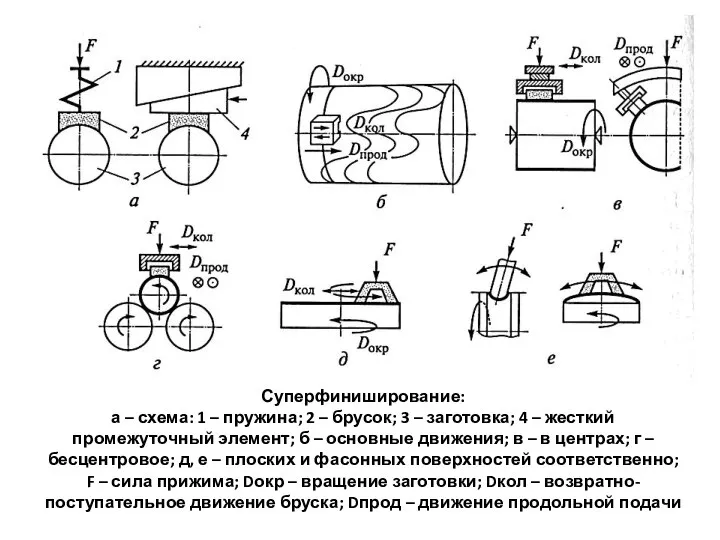
Суперфиниширование:
а – схема: 1 – пружина; 2 – брусок; 3 –
Суперфиниширование:
а – схема: 1 – пружина; 2 – брусок; 3 –
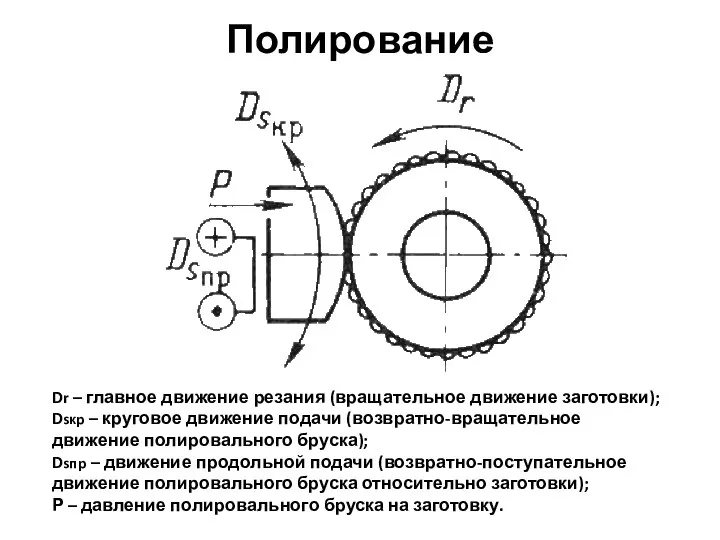
Полирование
Dr – главное движение резания (вращательное движение заготовки);
Dsкр – круговое движение
Полирование
Dr – главное движение резания (вращательное движение заготовки);
Dsкр – круговое движение

Классификация электрофизических и электрохимических методов обработки
Классификация электрофизических и электрохимических методов обработки

Электрофизические методы обработки
Схема электроискрового станка
Электроэрозионные методы обработки:
1 – электрод-инструмент;
2 – ванна;
3
Электрофизические методы обработки
Схема электроискрового станка
Электроэрозионные методы обработки:
1 – электрод-инструмент;
2 – ванна;
3
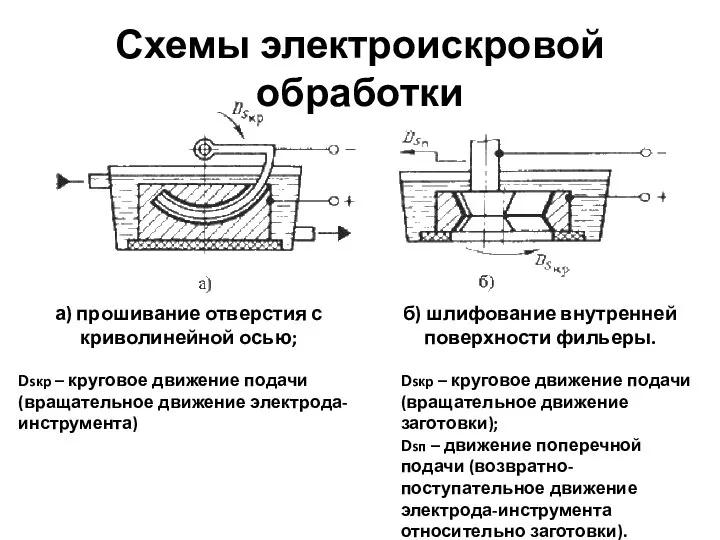
Схемы электроискровой обработки
а) прошивание отверстия с криволинейной осью;
Dsкр – круговое движение
Схемы электроискровой обработки
а) прошивание отверстия с криволинейной осью;
Dsкр – круговое движение
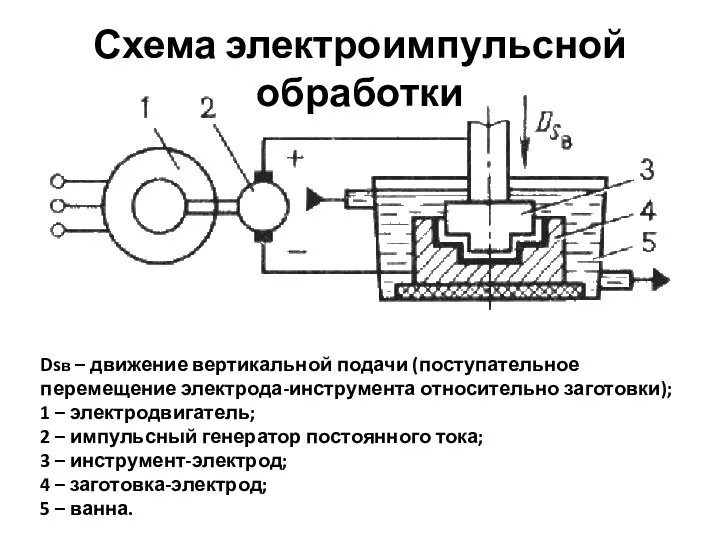
Схема электроимпульсной обработки
Dsв – движение вертикальной подачи (поступательное перемещение электрода-инструмента относительно
Схема электроимпульсной обработки
Dsв – движение вертикальной подачи (поступательное перемещение электрода-инструмента относительно

Схема электроконтактной обработки
Dr – главное движение обработки (вращательное движение электрода-инструмента относительно
Схема электроконтактной обработки
Dr – главное движение обработки (вращательное движение электрода-инструмента относительно

Электрохимическая обработка
Схема электрохимического полирования
1 – ванна;
2 – обрабатываемая заготовка;
3 – пластина-электрод;
4
Электрохимическая обработка
Схема электрохимического полирования
1 – ванна;
2 – обрабатываемая заготовка;
3 – пластина-электрод;
4

Схема электрохимической размерной обработки
Dsв – движение вертикальной подачи (поступательное перемещение электрода-инструмента
Схема электрохимической размерной обработки
Dsв – движение вертикальной подачи (поступательное перемещение электрода-инструмента

Электроабразивная и электроалмазная обработка
Схема электроабразивного шлифования
Dr – главное движение резания (вращение
Электроабразивная и электроалмазная обработка
Схема электроабразивного шлифования
Dr – главное движение резания (вращение
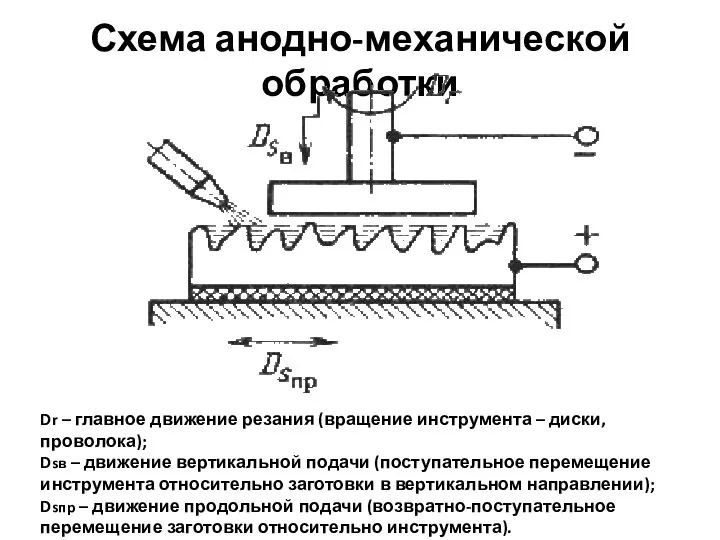
Схема анодно-механической обработки
Dr – главное движение резания (вращение инструмента – диски,
Схема анодно-механической обработки
Dr – главное движение резания (вращение инструмента – диски,
 Загрози національній безпеці України
Загрози національній безпеці України Father Frost and Santa Claus
Father Frost and Santa Claus Народ в потоке истории Казахстана
Народ в потоке истории Казахстана ANd9GcRvZnIV04lOuN8cA2oUHf6AIcDIRR6qTo-OcW6ByPlZsdxpyrg&t=1&usg=__CUiQ5LU6YOfFGMI3LIpJ9ZokNiU= - презентация
ANd9GcRvZnIV04lOuN8cA2oUHf6AIcDIRR6qTo-OcW6ByPlZsdxpyrg&t=1&usg=__CUiQ5LU6YOfFGMI3LIpJ9ZokNiU= - презентация Духовно-нравственное воспитание личности в условиях библиотеки
Духовно-нравственное воспитание личности в условиях библиотеки Презентация "Культура и мораль" - скачать презентации по МХК
Презентация "Культура и мораль" - скачать презентации по МХК Роль народных художественных промыслов в современной жизни
Роль народных художественных промыслов в современной жизни курс Лекция Межлич. отношения
курс Лекция Межлич. отношения Презентация на тему "Осанка. Нарушение осанки" - скачать презентации по Медицине
Презентация на тему "Осанка. Нарушение осанки" - скачать презентации по Медицине Русская культура XVII века
Русская культура XVII века 978417.ppt
978417.ppt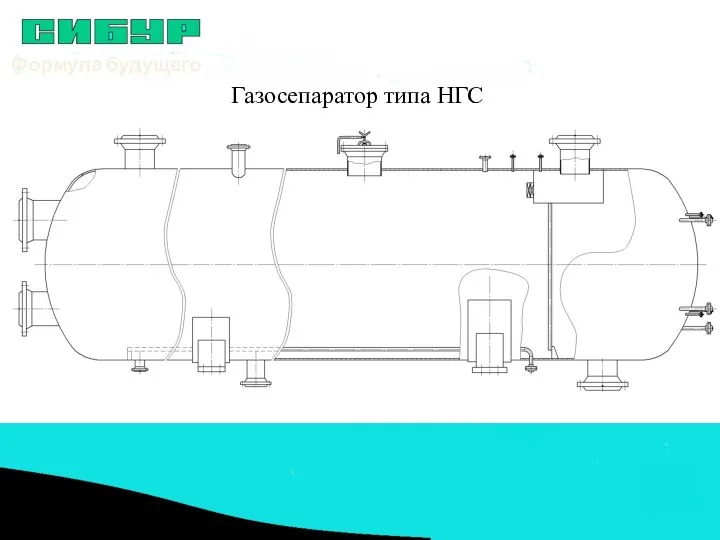 Газосепаратор типа НГС
Газосепаратор типа НГС Разработка демонстрационного стенда: система охлаждения ПК
Разработка демонстрационного стенда: система охлаждения ПК Министерство образования и науки Российской Федерации ФГАОУ ВПО «УрФУ имени первого Президента России Б.Н.Ельцина» Кафедра ку
Министерство образования и науки Российской Федерации ФГАОУ ВПО «УрФУ имени первого Президента России Б.Н.Ельцина» Кафедра ку ПРОИЗВОДСТВЕННОЕ ОСВЕЩЕНИЕ
ПРОИЗВОДСТВЕННОЕ ОСВЕЩЕНИЕ Простановка размеров на разрезах зданий. Графические обозначения материалов, их применение в чертежах зданий и конструкций
Простановка размеров на разрезах зданий. Графические обозначения материалов, их применение в чертежах зданий и конструкций Чувашские обряды и традиции
Чувашские обряды и традиции Биография Жака Превера
Биография Жака Превера Традиції та звичаї Китаю
Традиції та звичаї Китаю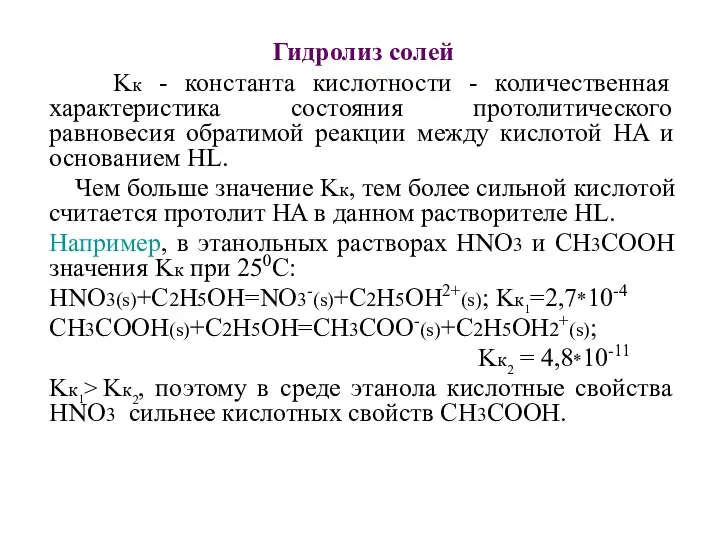 Гидролиз солей
Гидролиз солей ДОЛИ И ДРОБИ 4 класс - презентация для начальной школы_
ДОЛИ И ДРОБИ 4 класс - презентация для начальной школы_ Малахитовая шкатулка - презентация для начальной школы
Малахитовая шкатулка - презентация для начальной школы Разработка многопотоковых программ
Разработка многопотоковых программ  ВКР: Роль организации бизнеса в сети интернет для повышения её конкурентоспособности
ВКР: Роль организации бизнеса в сети интернет для повышения её конкурентоспособности Ta’lim sifati monitoringini tashkil etish va o‘tkazishda xalqaro PISA baholash dasturidan foydalanish
Ta’lim sifati monitoringini tashkil etish va o‘tkazishda xalqaro PISA baholash dasturidan foydalanish Мой дом - моё здоровье - презентация для начальной школы_
Мой дом - моё здоровье - презентация для начальной школы_ Степан Григорьевич Писахов - сказочник и художник
Степан Григорьевич Писахов - сказочник и художник Перекрытия
Перекрытия