- Оборудование МС производства и ср-ва автоматизации

Содержание
- 2. План 1.Назначение устройство станков с ЧПУ 2. Современные металлорежущие инструменты для металлообработки. Принципы выбора. 3. Главный
- 3. Назначение устройство станков с ЧПУ 1.Основные элементы станка с ЧПУ 2. Система координат станка с ЧПУ
- 4. Основные элементы станка с ЧПУ Цепной магазин инструмента Станина Шпиндельная бабка Суппорт Револьверная головка Автооператор смены
- 5. Основные элементы станка с ЧПУ Противошпиндель Однолезвийный инструмент Осевой вращающийся инструмента
- 6. Характеристики револьверной головки Угол поворота Присоединительный размер
- 7. Система координат станков с ЧПУ Z Y X
- 8. Основные системы станка с ЧПУ Гидравлический блок питания Манометр должен показывать следующие установки давления: Давление на
- 9. Основные системы станка с ЧПУ Регулировка давления в гидросистеме
- 10. Основные системы станка с ЧПУ Тормозная система оси С Давление в тормозной системе, работающей под низким
- 11. Основные системы станка с ЧПУ Гидромеханизированный патрон
- 12. Основные системы станка с ЧПУ Гидромеханизированный патрон. Тяговое устройство
- 13. Основные системы станка с ЧПУ Установка гидромеханизированного патрона 1. Нажать кнопку-включатель CONTROL ON на рабочей панели
- 14. Основные системы станка с ЧПУ Максимальная скорость шпинделя Максимальная скорость шпинделя, ограниченная спецификацией патрона, влиянием центробежной
- 15. Безопасная работа патрона Для обеспечения максимальной безопасности при работе, обратите особое внимание на следующие пункты: Выбирайте
- 16. Безопасная работа патрона Для обеспечения максимальной безопасности при работе, обратите особое внимание на следующие пункты: -
- 17. Растачивание сырых кулачков Существует 3 способа растачивания "сырых" накладок кулачков патрона для патронной обработки большого количества
- 18. Растачивание сырых кулачков Закрепить кольцо соответствующего диаметра в патроне: Например, ∅50 мм (2 дюйма). Установить вершину
- 19. Система исключения столкновений
- 20. Система исключения столкновений
- 21. Система исключения столкновений A) Индикатор состояния системы избежания столкновений Показывает доступность проверки помехи. B) Кнопка дополнительной
- 22. Система исключения столкновений Система избегания столкновений выполняет проверку связи независимо от того, какой экран выведен. Но
- 23. Система исключения столкновений СПОСОБЫ ВЫВОДА ЭКРАНА Действия по выводу экрана системы избегания столкновений. Нажмите кнопку на
- 24. Система исключения столкновений ФУНКЦИЯ ОПРЕДЕЛЕНИЯ ЗАГОТОВКИ , ЗАЖИМНЫХ УСТРОЙСТВ И ИНСТРУМЕНТА Эта функция используется для установки
- 25. Система исключения столкновений ЗАПУСК ФУНКЦИИ ОПРЕДЕЛЕНИЯ ЗАГОТОВКИ , ЗАЖИМНОГО УСТРОЙСТВА ИИНСТРУМЕНТА Запускается в режиме "SET UP"
- 26. Система исключения столкновений Расположите курсор на таблице и нажмите кнопку [F7] (EDIT) для вывода экрана определения
- 27. Система исключения столкновений
- 28. Система исключения столкновений ОПРЕДЕЛЕНИЕ ПРОФИЛЯ ЗАГОТОВКИ И ЗАЖИМНЫХ УСТРОЙСТВ При определении профиля заготовки или зажимных устройств
- 29. Система исключения столкновений
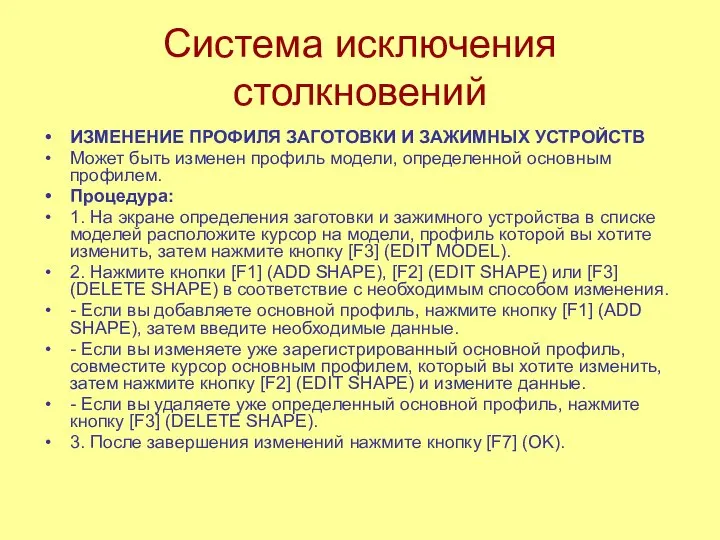
- 30. Система исключения столкновений ИЗМЕНЕНИЕ ПРОФИЛЯ ЗАГОТОВКИ И ЗАЖИМНЫХ УСТРОЙСТВ Может быть изменен профиль модели, определенной основным
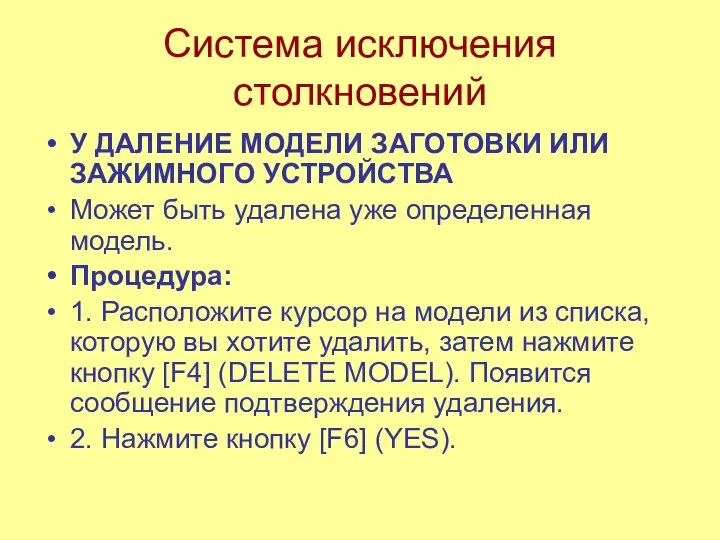
- 31. Система исключения столкновений У ДАЛЕНИЕ МОДЕЛИ ЗАГОТОВКИ ИЛИ ЗАЖИМНОГО УСТРОЙСТВА Может быть удалена уже определенная модель.
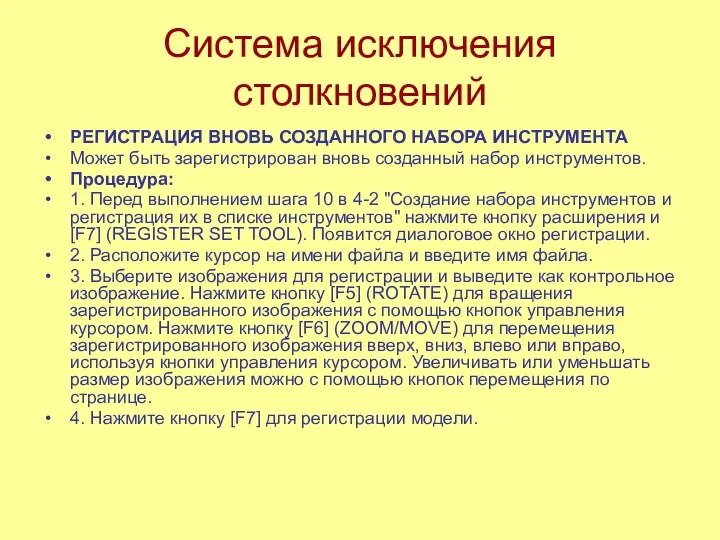
- 32. Система исключения столкновений РЕГИСТРАЦИЯ ВНОВЬ СОЗДАННОГО НАБОРА ИНСТРУМЕНТА Может быть зарегистрирован вновь созданный набор инструментов. Процедура:
- 33. Система исключения столкновений
- 34. Основные системы станка с ЧПУ Инструментальная головка
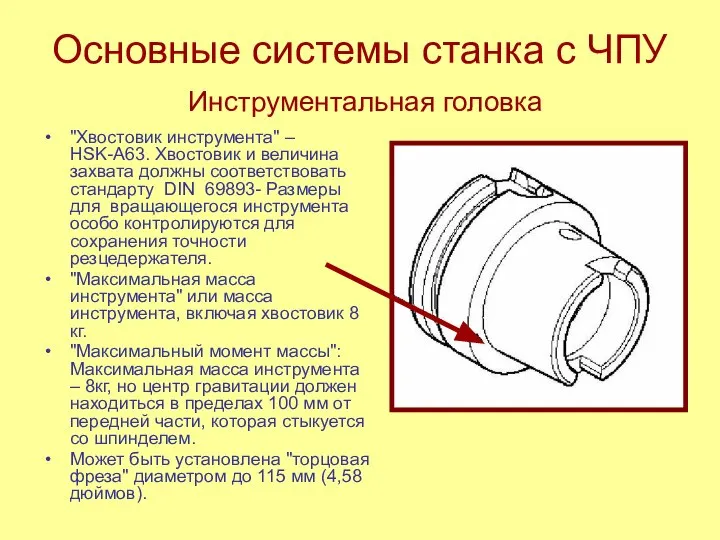
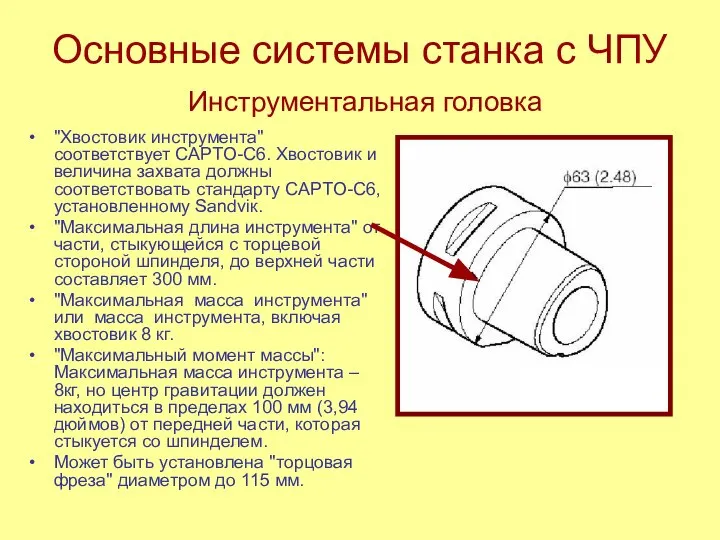
- 35. Основные системы станка с ЧПУ Инструментальная головка "Хвостовик инструмента" – HSK-A63. Хвостовик и величина захвата должны
- 36. Основные системы станка с ЧПУ Инструментальная головка
- 37. Основные системы станка с ЧПУ Инструментальная головка "Хвостовик инструмента" соответствует CAPTO-C6. Хвостовик и величина захвата должны
- 38. Основные системы станка с ЧПУ Инструментальная головка
- 39. Основные системы станка с ЧПУ Магазин инструмента Подготовка следующего инструмента во время окончательной обработки может вызвать
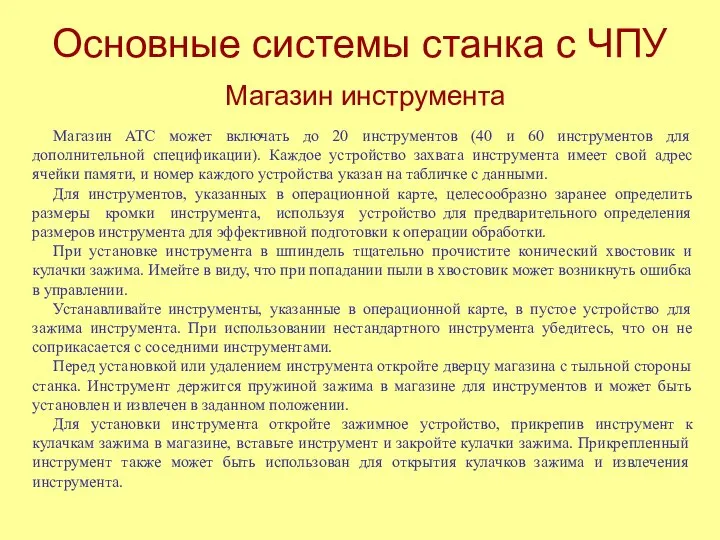
- 40. Основные системы станка с ЧПУ Магазин инструмента Магазин АТС может включать до 20 инструментов (40 и
- 41. Основные системы станка с ЧПУ Магазин инструмента Извлечение инструмента Поставьте рычаг управления в положение гнезда заданного
- 42. Основные системы станка с ЧПУ Магазин инструмента. Система инструмента HSK-A63
- 43. Основные системы станка с ЧПУ Магазин инструмента. Система инструмента CAPTO-C6
- 44. Стойка ЧПУ ОSP-200L
- 45. Современные металлорежущие инструменты для металлообработки. Принципы выбора
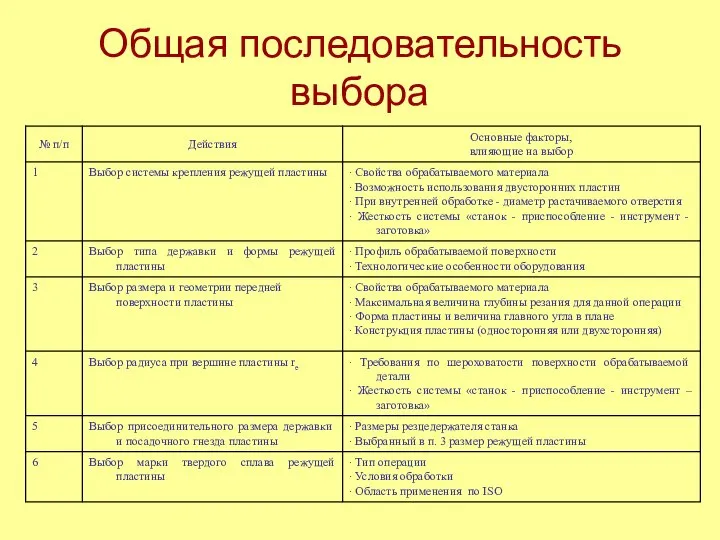
- 46. Общая последовательность выбора
- 47. Выбор системы крепления режущей пластины
- 48. Выбор типа державки и формы режущей пластины Выбор державки и пластины зависит в первую очередь, от
- 49. Выбор размера и геометрии передней поверхности пластины Основными факторами при выборе размера и геометрии передней поверхности
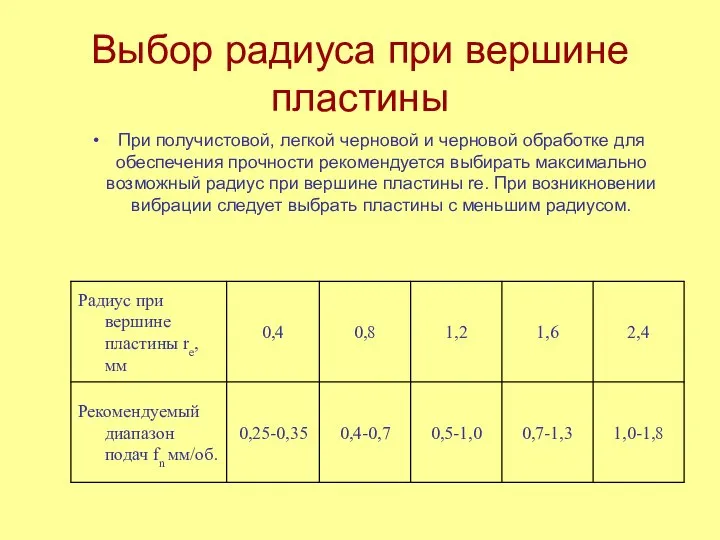
- 50. Выбор радиуса при вершине пластины При получистовой, легкой черновой и черновой обработке для обеспечения прочности рекомендуется
- 51. Выбор присоединительного размера державки и посадочного гнезда пластины Присоединительный размер державки определяется типом используемого оборудования. При
- 52. Выбор марки твердого сплава режущей пластины Выбор марки твердого сплава режущей пластины зависит от следующих факторов:
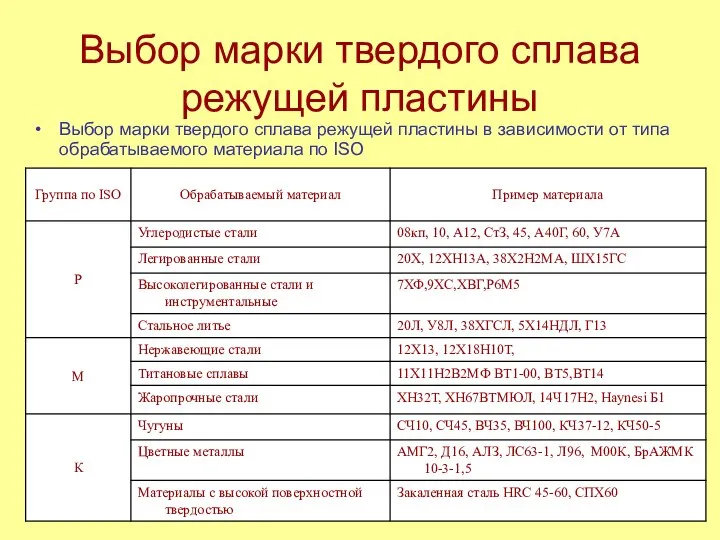
- 53. Выбор марки твердого сплава режущей пластины Выбор марки твердого сплава режущей пластины в зависимости от типа
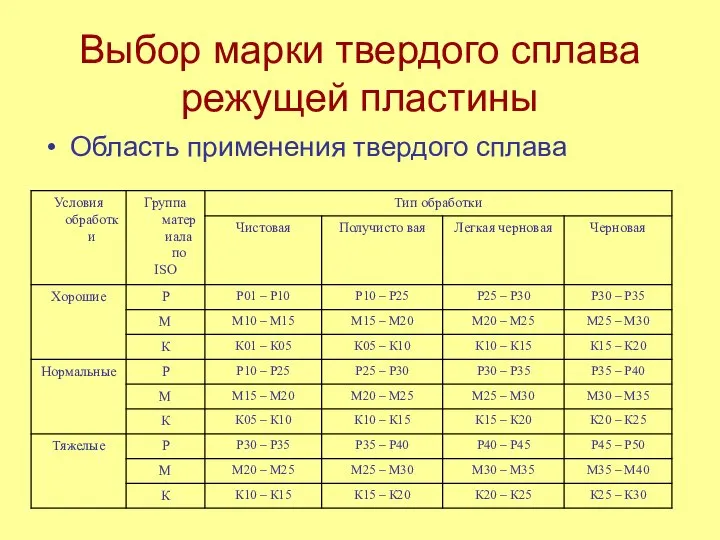
- 54. Выбор марки твердого сплава режущей пластины Область применения твердого сплава
- 55. Выбор правого или левого инструмента При выборе правого или левого инструмента необходимо иметь в виду следующее:
- 56. Обозначение инструмента
- 57. Обозначение кода Первая буква обозначения определяет способ закрепления режущей пластины на корпусе державки (Р – рычагом
- 58. Обозначение кода Пятая буква показывает направление рабочей подачи. Существуют правые (R), левые (L) и нейтральные (N)
- 59. Главный пульт управления станком. Назначение кнопок
- 60. Стойка ЧПУ ОSP-200L
- 61. Включение станка с ЧПУ 1.Включить энергосистему станка
- 62. Включение станка с ЧПУ 2.Включить стойку
- 63. Включение станка с ЧПУ Дождаться загрузки системы ЧПУ
- 64. Особенности наладки станка с ЧПУ
- 65. Особенности наладки станка с ЧПУ 1. Теоретические аспекты наладки станков с ЧПУ 2. Установка значения смещения
- 66. Теоретические аспекты наладки станков с ЧПУ Общее положение координат, из которого выполняется готовая программа для отдельного
- 67. Величина смещения нулевой точки заготовки Ось Z Ось Х Ноль станка Ноль заготовки Шпиндель Патрон Заготовка
- 68. Длина 2 – Смещение инструмента по оси Z Длина 1– Смещение инструмента по оси Х Смещение
- 69. Нуль программы и нуль станка Multus B300
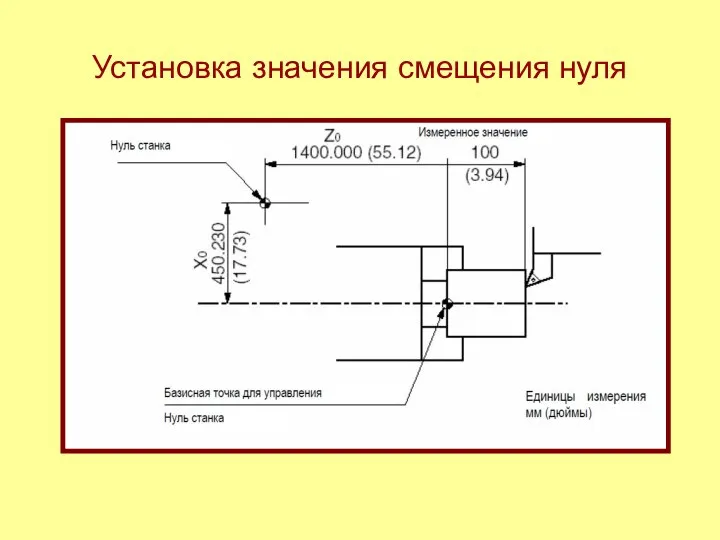
- 70. Отношения между нулевой точкой станка, началом программы, значением смещения нуля и фактическим положением
- 71. Отношения между нулевой точкой станка, началом программы, значением смещения нуля и фактическим положением
- 72. 2. Установка значения смещения нуля заготовки Значения смещения нуля можно ввести в следующих случаях: - Если
- 73. Установка значения смещения нуля
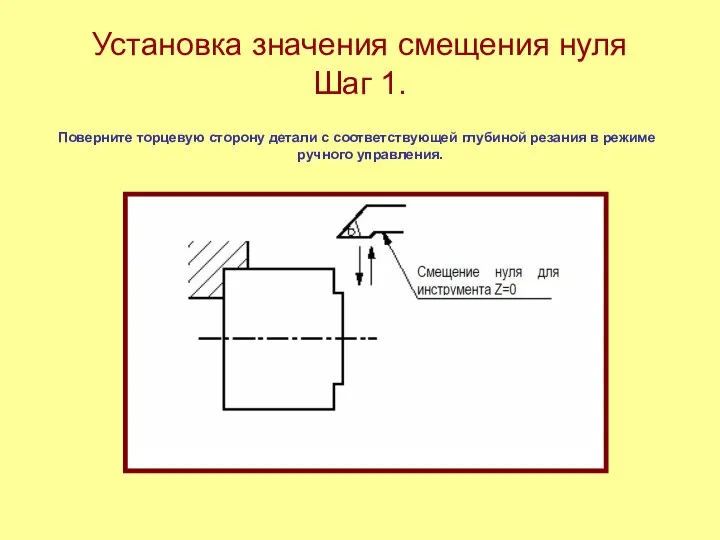
- 74. Установка значения смещения нуля Шаг 1. Поверните торцевую сторону детали с соответствующей глубиной резания в режиме
- 75. Установка значения смещения нуля Шаг 1.
- 76. Установка значения смещения нуля Шаг 2. Измерьте длину заготовки для достижения фактической позиции инструмента, параметры которого
- 77. Установка значения смещения нуля Шаг 2.
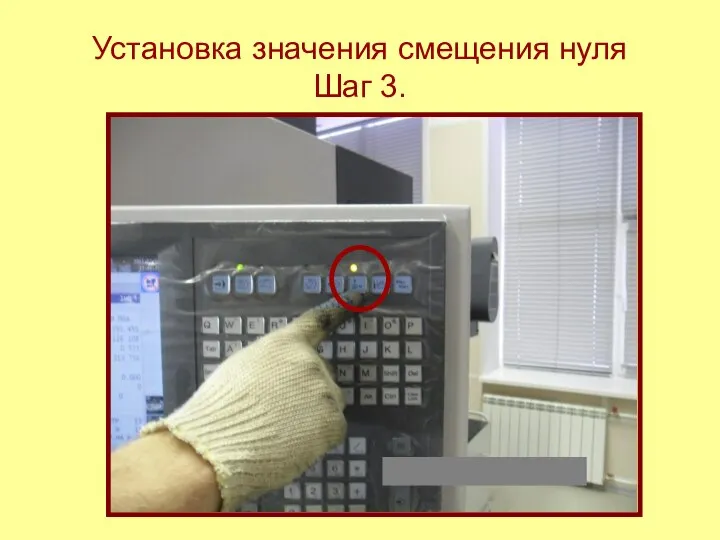
- 78. Установка значения смещения нуля Шаг 3. Выберете режим установки нуля нажатием клавиши Zero Set
- 79. Установка значения смещения нуля Шаг 3.
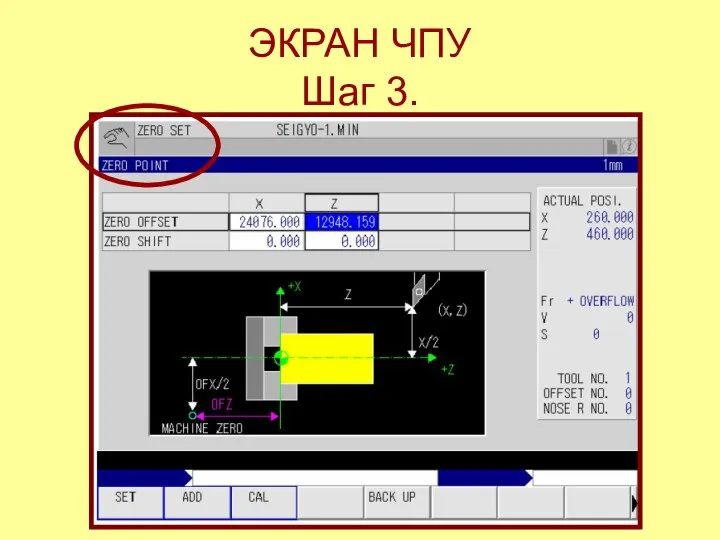
- 80. ЭКРАН ЧПУ Шаг 3.
- 81. Установка значения смещения нуля Шаг 4. Выберите тип револьверной головки станка А или В (для модели
- 82. Установка значения смещения нуля Шаг 4.
- 83. Установка значения смещения нуля Шаг 5. С помощью клавиш управления курсором переместите курсор на колонку с
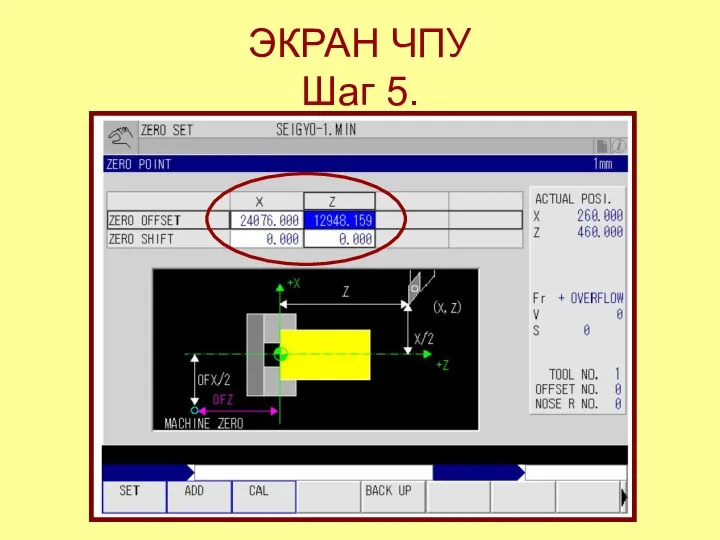
- 84. ЭКРАН ЧПУ Шаг 5.
- 85. Установка значения смещения нуля Шаг 6. Нажмите функциональную клавишу [F3] (CAL).
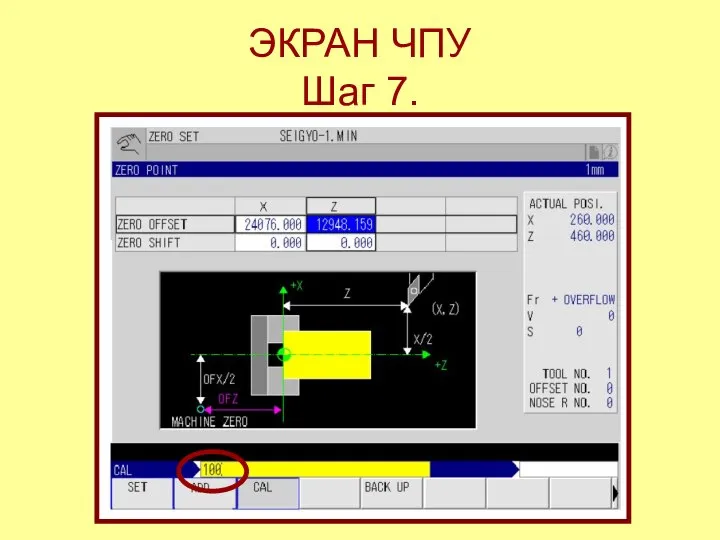
- 86. Установка значения смещения нуля Шаг 7. Введите данные через клавиатуру
- 87. ЭКРАН ЧПУ Шаг 7.
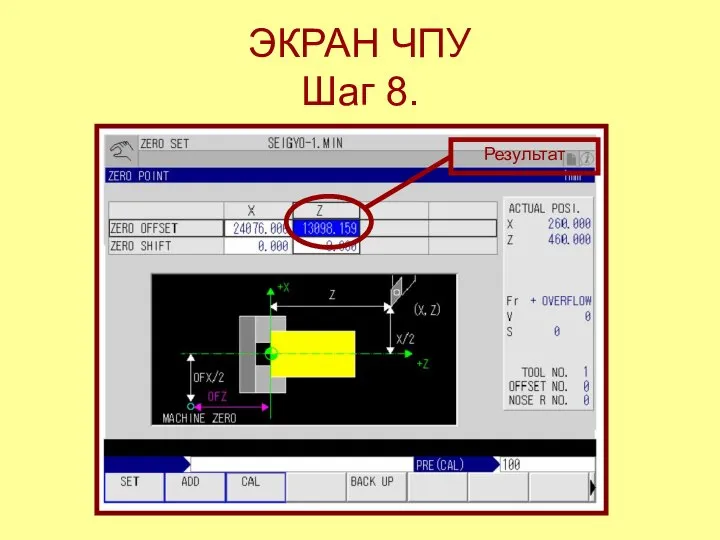
- 88. Установка значения смещения нуля Шаг 8. Нажмите клавишу WRITE. Система координат установится таким образом, положение инструмента
- 89. ЭКРАН ЧПУ Шаг 8. Результат
- 90. Рекомендации: Не рекомендуется передвигать револьверную головку по оси Z координат, пока не завершена установка смещения значения
- 91. Установка значения смещения нуля заготовки Числовые данные, введенные через клавиатуру являются суммой "измеренного значения" и "смещения
- 92. Установка значения смещения нуля Если длина заготовки 100 мм (3,94 дюймов) и при ее обработке используется
- 93. Привязка инструмента
- 94. Привязка инструмента Шаг 1 Установить датчик привязки инструмента
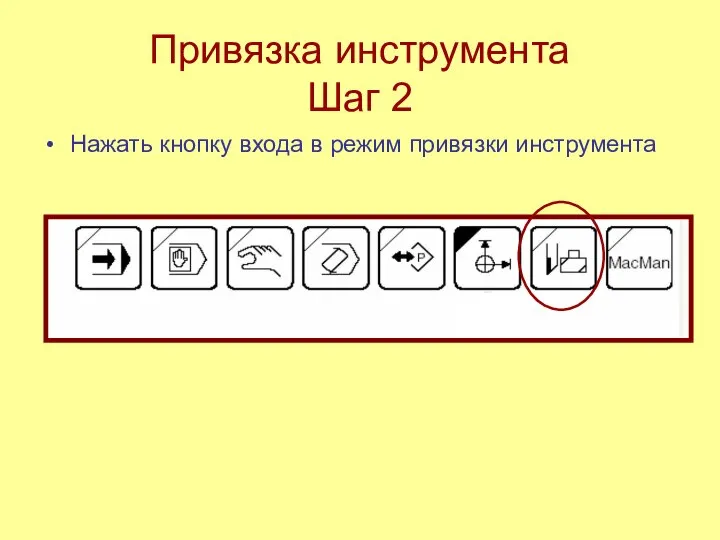
- 95. Привязка инструмента Шаг 2 Нажать кнопку входа в режим привязки инструмента
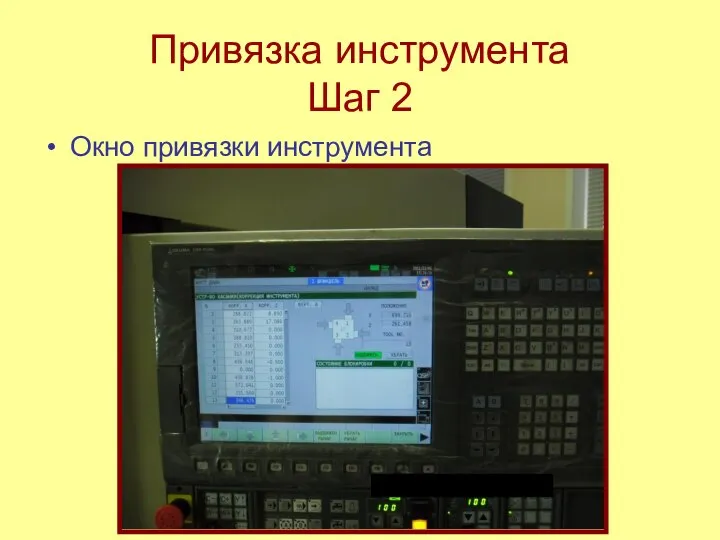
- 96. Привязка инструмента Шаг 2 Окно привязки инструмента
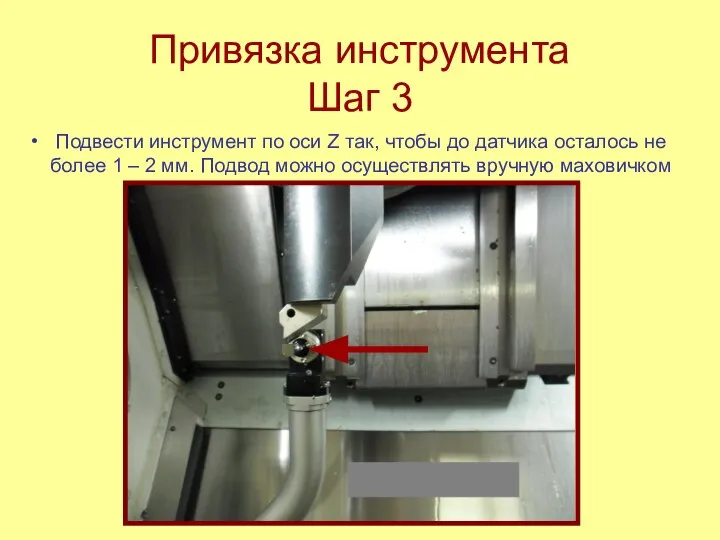
- 97. Привязка инструмента Шаг 3 Подвести инструмент по оси Z так, чтобы до датчика осталось не более
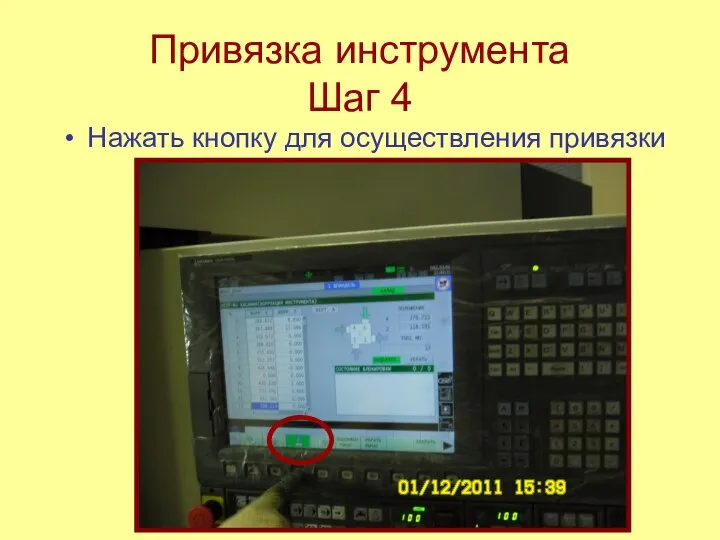
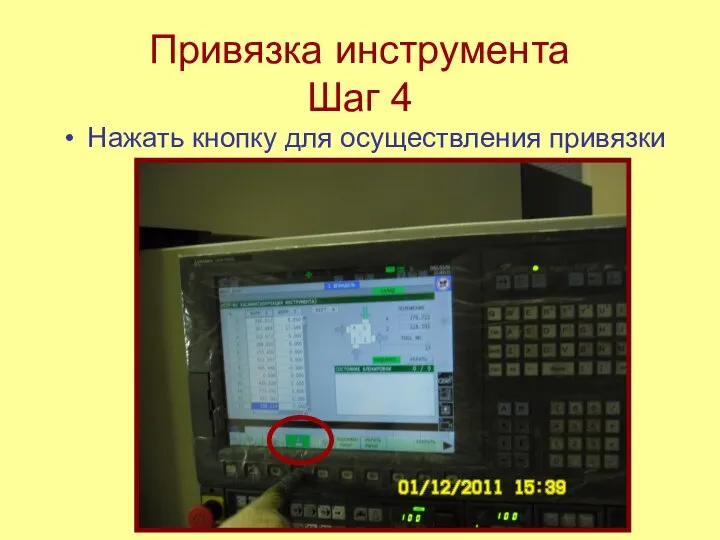
- 98. Привязка инструмента Шаг 4 Нажать кнопку для осуществления привязки
- 99. Привязка инструмента Инструмент привязан по оси Z
- 100. Привязка инструмента Шаг 5 Подвести инструмент по оси Х так, чтобы до датчика осталось не более
- 101. Привязка инструмента Шаг 4 Нажать кнопку для осуществления привязки
- 103. Скачать презентацию
План
1.Назначение устройство станков с ЧПУ
2. Современные металлорежущие инструменты для металлообработки.
План
1.Назначение устройство станков с ЧПУ
2. Современные металлорежущие инструменты для металлообработки.
Назначение устройство станков с ЧПУ
1.Основные элементы станка с ЧПУ
2. Система координат
Назначение устройство станков с ЧПУ
1.Основные элементы станка с ЧПУ
2. Система координат

Основные элементы станка с ЧПУ
Цепной магазин инструмента
Станина
Шпиндельная бабка
Суппорт
Револьверная головка
Автооператор смены инструмента
Основные элементы станка с ЧПУ
Цепной магазин инструмента
Станина
Шпиндельная бабка
Суппорт
Револьверная головка
Автооператор смены инструмента

Основные элементы станка с ЧПУ
Противошпиндель
Однолезвийный инструмент
Осевой вращающийся инструмента
Основные элементы станка с ЧПУ
Противошпиндель
Однолезвийный инструмент
Осевой вращающийся инструмента

Характеристики револьверной головки
Угол поворота
Присоединительный размер
Характеристики револьверной головки
Угол поворота
Присоединительный размер

Система координат станков с ЧПУ
Z
Y
X
Система координат станков с ЧПУ
Z
Y
X

Основные системы станка с ЧПУ
Гидравлический блок питания
Манометр должен показывать следующие установки
Основные системы станка с ЧПУ
Гидравлический блок питания
Манометр должен показывать следующие установки

Основные системы станка с ЧПУ
Регулировка давления в гидросистеме
Основные системы станка с ЧПУ
Регулировка давления в гидросистеме

Основные системы станка с ЧПУ
Тормозная система оси С
Давление в тормозной системе,
Основные системы станка с ЧПУ
Тормозная система оси С
Давление в тормозной системе,

Основные системы станка с ЧПУ
Гидромеханизированный патрон
Основные системы станка с ЧПУ
Гидромеханизированный патрон

Основные системы станка с ЧПУ
Гидромеханизированный патрон. Тяговое устройство
Основные системы станка с ЧПУ
Гидромеханизированный патрон. Тяговое устройство
Основные системы станка с ЧПУ
Установка гидромеханизированного патрона
1. Нажать кнопку-включатель CONTROL ON
Основные системы станка с ЧПУ
Установка гидромеханизированного патрона
1. Нажать кнопку-включатель CONTROL ON
Основные системы станка с ЧПУ
Максимальная скорость шпинделя
Максимальная скорость шпинделя, ограниченная
Основные системы станка с ЧПУ
Максимальная скорость шпинделя
Максимальная скорость шпинделя, ограниченная
Безопасная работа патрона
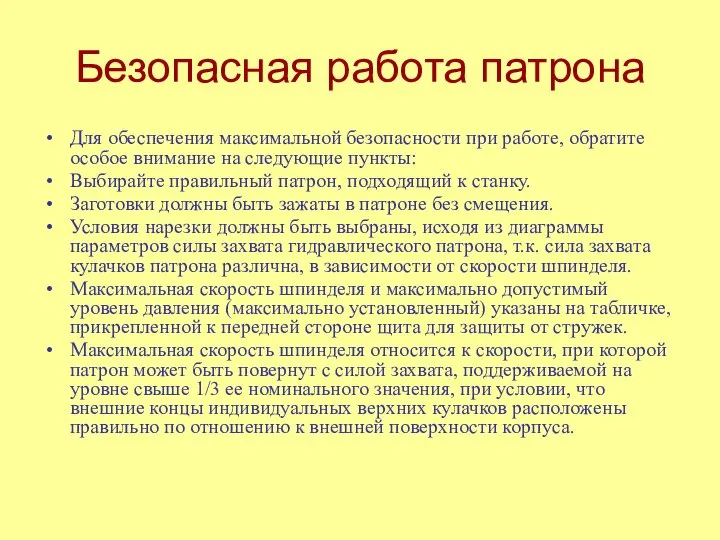
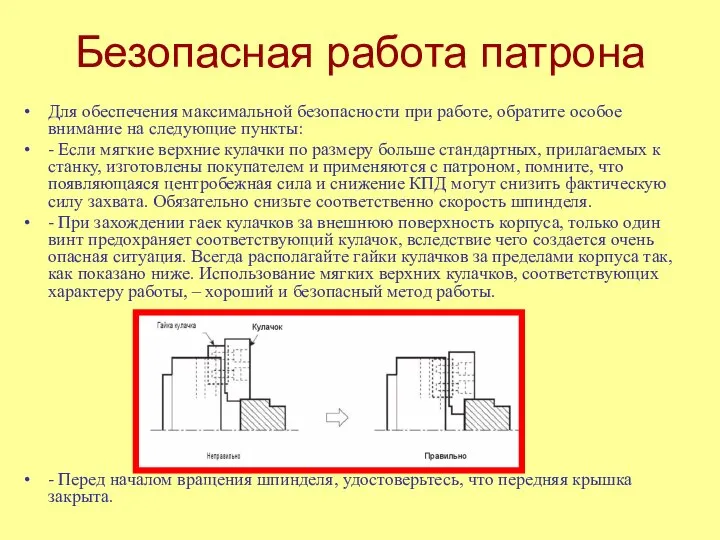
Для обеспечения максимальной безопасности при работе, обратите особое внимание
Безопасная работа патрона
Для обеспечения максимальной безопасности при работе, обратите особое внимание
Безопасная работа патрона
Для обеспечения максимальной безопасности при работе, обратите особое внимание
Безопасная работа патрона
Для обеспечения максимальной безопасности при работе, обратите особое внимание
Растачивание сырых кулачков
Существует 3 способа растачивания "сырых" накладок кулачков патрона для
Растачивание сырых кулачков
Существует 3 способа растачивания "сырых" накладок кулачков патрона для

Растачивание сырых кулачков
Закрепить кольцо соответствующего диаметра в патроне: Например, ∅50 мм
Растачивание сырых кулачков
Закрепить кольцо соответствующего диаметра в патроне: Например, ∅50 мм

Система исключения столкновений
Система исключения столкновений
Система исключения столкновений
Система исключения столкновений
Система исключения столкновений
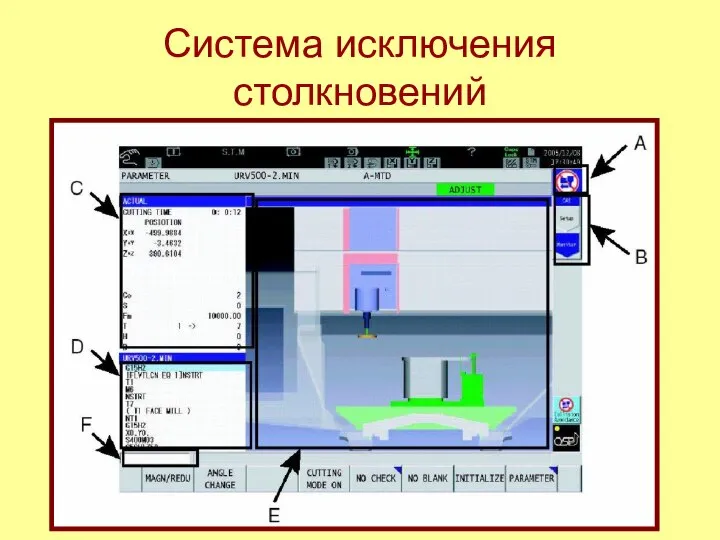
A) Индикатор состояния системы избежания столкновений
Показывает доступность проверки помехи.
B)
Система исключения столкновений
A) Индикатор состояния системы избежания столкновений
Показывает доступность проверки помехи.
B)
Система исключения столкновений
Система избегания столкновений выполняет проверку связи независимо от того,
Система исключения столкновений
Система избегания столкновений выполняет проверку связи независимо от того,
Система исключения столкновений
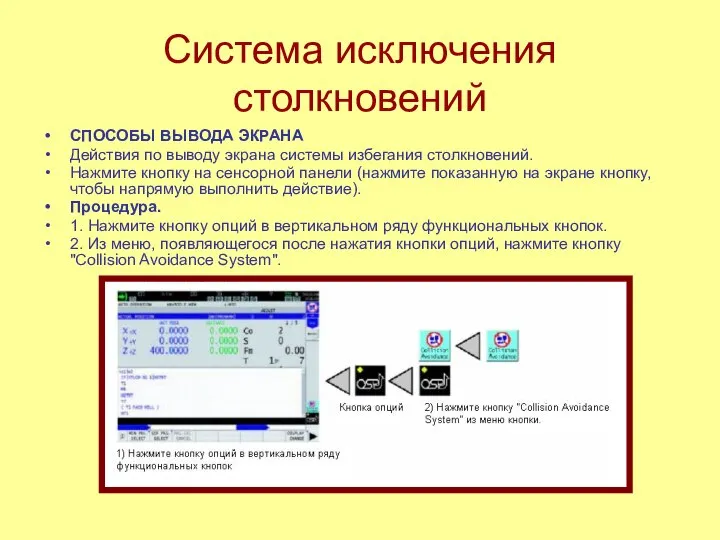
СПОСОБЫ ВЫВОДА ЭКРАНА
Действия по выводу экрана системы избегания столкновений.
Нажмите
Система исключения столкновений
СПОСОБЫ ВЫВОДА ЭКРАНА
Действия по выводу экрана системы избегания столкновений.
Нажмите
Система исключения столкновений
ФУНКЦИЯ ОПРЕДЕЛЕНИЯ ЗАГОТОВКИ , ЗАЖИМНЫХ УСТРОЙСТВ И ИНСТРУМЕНТА
Эта
Система исключения столкновений
ФУНКЦИЯ ОПРЕДЕЛЕНИЯ ЗАГОТОВКИ , ЗАЖИМНЫХ УСТРОЙСТВ И ИНСТРУМЕНТА
Эта
Система исключения столкновений
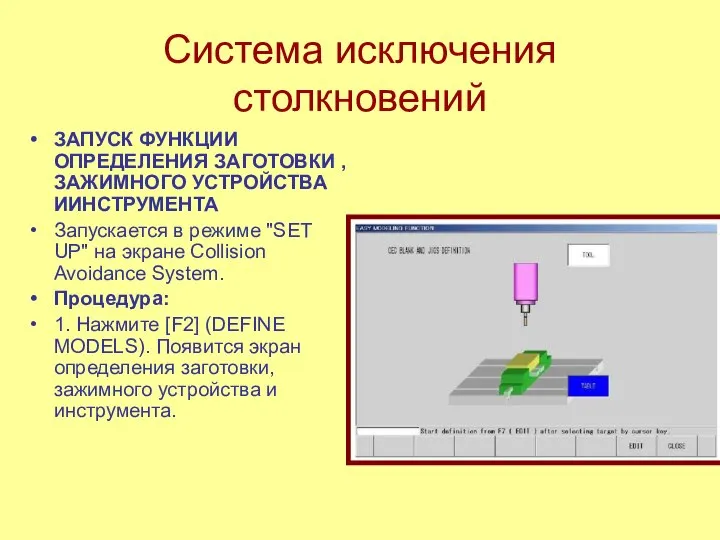
ЗАПУСК ФУНКЦИИ ОПРЕДЕЛЕНИЯ ЗАГОТОВКИ , ЗАЖИМНОГО УСТРОЙСТВА ИИНСТРУМЕНТА
Запускается в
Система исключения столкновений
ЗАПУСК ФУНКЦИИ ОПРЕДЕЛЕНИЯ ЗАГОТОВКИ , ЗАЖИМНОГО УСТРОЙСТВА ИИНСТРУМЕНТА
Запускается в
![Система исключения столкновений Расположите курсор на таблице и нажмите кнопку [F7]](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/1292568/slide-25.jpg)
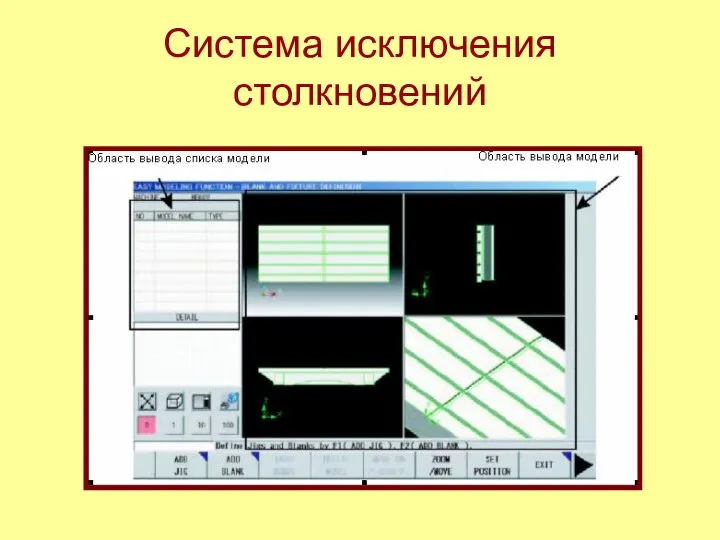
Система исключения столкновений
Расположите курсор на таблице и нажмите кнопку [F7] (EDIT)
Система исключения столкновений
Расположите курсор на таблице и нажмите кнопку [F7] (EDIT)
Система исключения столкновений
Система исключения столкновений
Система исключения столкновений
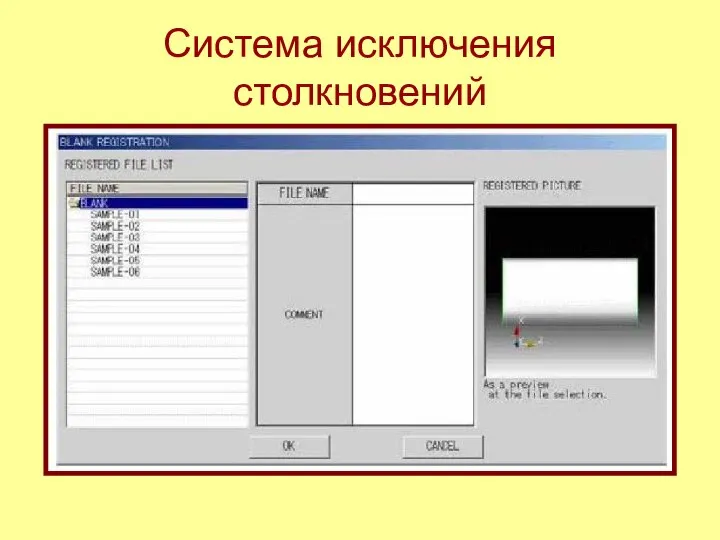
ОПРЕДЕЛЕНИЕ ПРОФИЛЯ ЗАГОТОВКИ И ЗАЖИМНЫХ УСТРОЙСТВ
При определении профиля заготовки
Система исключения столкновений
ОПРЕДЕЛЕНИЕ ПРОФИЛЯ ЗАГОТОВКИ И ЗАЖИМНЫХ УСТРОЙСТВ
При определении профиля заготовки
Система исключения столкновений
Система исключения столкновений
Система исключения столкновений
ИЗМЕНЕНИЕ ПРОФИЛЯ ЗАГОТОВКИ И ЗАЖИМНЫХ УСТРОЙСТВ
Может быть изменен профиль
Система исключения столкновений
ИЗМЕНЕНИЕ ПРОФИЛЯ ЗАГОТОВКИ И ЗАЖИМНЫХ УСТРОЙСТВ
Может быть изменен профиль
Система исключения столкновений
У ДАЛЕНИЕ МОДЕЛИ ЗАГОТОВКИ ИЛИ ЗАЖИМНОГО УСТРОЙСТВА
Может быть удалена
Система исключения столкновений
У ДАЛЕНИЕ МОДЕЛИ ЗАГОТОВКИ ИЛИ ЗАЖИМНОГО УСТРОЙСТВА
Может быть удалена
Система исключения столкновений
РЕГИСТРАЦИЯ ВНОВЬ СОЗДАННОГО НАБОРА ИНСТРУМЕНТА
Может быть зарегистрирован вновь созданный
Система исключения столкновений
РЕГИСТРАЦИЯ ВНОВЬ СОЗДАННОГО НАБОРА ИНСТРУМЕНТА
Может быть зарегистрирован вновь созданный

Система исключения столкновений
Система исключения столкновений

Основные системы станка с ЧПУ
Инструментальная головка
Основные системы станка с ЧПУ
Инструментальная головка
Основные системы станка с ЧПУ
Инструментальная головка
"Хвостовик инструмента" – HSK-A63. Хвостовик
Основные системы станка с ЧПУ
Инструментальная головка
"Хвостовик инструмента" – HSK-A63. Хвостовик

Основные системы станка с ЧПУ
Инструментальная головка
Основные системы станка с ЧПУ
Инструментальная головка
Основные системы станка с ЧПУ
Инструментальная головка
"Хвостовик инструмента" соответствует CAPTO-C6. Хвостовик
Основные системы станка с ЧПУ
Инструментальная головка
"Хвостовик инструмента" соответствует CAPTO-C6. Хвостовик

Основные системы станка с ЧПУ
Инструментальная головка
Основные системы станка с ЧПУ
Инструментальная головка

Основные системы станка с ЧПУ
Магазин инструмента
Подготовка следующего инструмента во время
Основные системы станка с ЧПУ
Магазин инструмента
Подготовка следующего инструмента во время
Основные системы станка с ЧПУ
Магазин инструмента
Магазин АТС может включать до
Основные системы станка с ЧПУ
Магазин инструмента
Магазин АТС может включать до

Основные системы станка с ЧПУ
Магазин инструмента
Извлечение инструмента
Поставьте рычаг управления в
Основные системы станка с ЧПУ
Магазин инструмента
Извлечение инструмента
Поставьте рычаг управления в

Основные системы станка с ЧПУ
Магазин инструмента. Система инструмента HSK-A63
Основные системы станка с ЧПУ
Магазин инструмента. Система инструмента HSK-A63

Основные системы станка с ЧПУ
Магазин инструмента. Система инструмента CAPTO-C6
Основные системы станка с ЧПУ
Магазин инструмента. Система инструмента CAPTO-C6

Стойка ЧПУ ОSP-200L
Стойка ЧПУ ОSP-200L
Современные металлорежущие инструменты для металлообработки. Принципы выбора
Современные металлорежущие инструменты для металлообработки. Принципы выбора
Общая последовательность выбора
Общая последовательность выбора
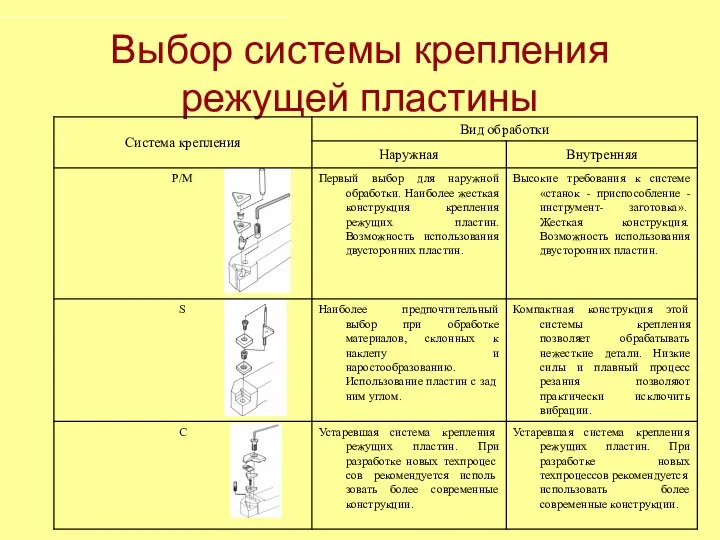
Выбор системы крепления режущей пластины
Выбор системы крепления режущей пластины
Выбор типа державки и формы режущей пластины
Выбор державки и пластины
Выбор типа державки и формы режущей пластины
Выбор державки и пластины
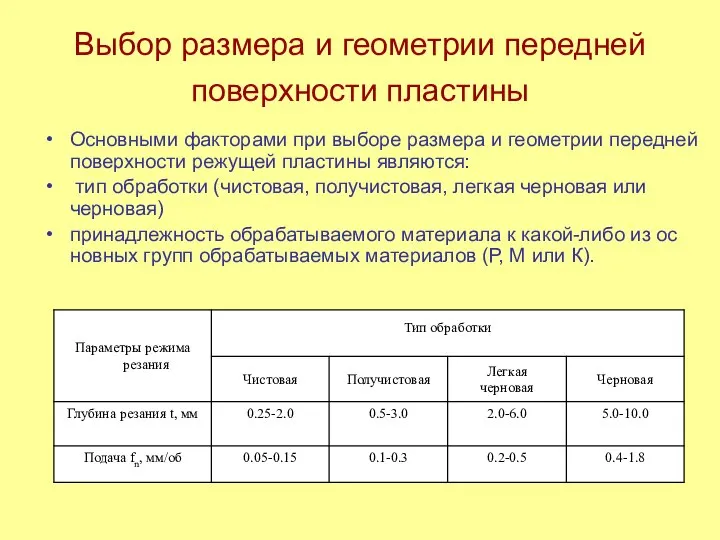
Выбор размера и геометрии передней поверхности пластины
Основными факторами при выборе
Выбор размера и геометрии передней поверхности пластины
Основными факторами при выборе
Выбор радиуса при вершине пластины
При получистовой, легкой черновой и черновой
Выбор радиуса при вершине пластины
При получистовой, легкой черновой и черновой
Выбор присоединительного размера державки и посадочного гнезда пластины
Присоединительный размер державки
Выбор присоединительного размера державки и посадочного гнезда пластины
Присоединительный размер державки
Выбор марки твердого сплава режущей пластины
Выбор марки твердого сплава режущей
Выбор марки твердого сплава режущей пластины
Выбор марки твердого сплава режущей
Выбор марки твердого сплава режущей пластины
Выбор марки твердого сплава режущей
Выбор марки твердого сплава режущей пластины
Выбор марки твердого сплава режущей
Выбор марки твердого сплава режущей пластины
Область применения твердого сплава
Выбор марки твердого сплава режущей пластины
Область применения твердого сплава
Выбор правого или левого инструмента
При выборе правого или левого инструмента необходимо
Выбор правого или левого инструмента
При выборе правого или левого инструмента необходимо

Обозначение инструмента
Обозначение инструмента
Обозначение кода
Первая буква обозначения определяет способ закрепления режущей пластины на корпусе
Обозначение кода
Первая буква обозначения определяет способ закрепления режущей пластины на корпусе
Обозначение кода
Пятая буква показывает направление рабочей подачи. Существуют правые (R), левые
Обозначение кода
Пятая буква показывает направление рабочей подачи. Существуют правые (R), левые
Главный пульт управления станком. Назначение кнопок
Главный пульт управления станком. Назначение кнопок

Стойка ЧПУ ОSP-200L
Стойка ЧПУ ОSP-200L
Включение станка с ЧПУ
1.Включить энергосистему станка
Включение станка с ЧПУ
1.Включить энергосистему станка

Включение станка с ЧПУ
2.Включить стойку
Включение станка с ЧПУ
2.Включить стойку

Включение станка с ЧПУ
Дождаться загрузки системы ЧПУ
Включение станка с ЧПУ
Дождаться загрузки системы ЧПУ
Особенности наладки станка с ЧПУ
Особенности наладки станка с ЧПУ
Особенности наладки станка с ЧПУ
1. Теоретические аспекты наладки станков с ЧПУ
2.
Особенности наладки станка с ЧПУ
1. Теоретические аспекты наладки станков с ЧПУ
2.

Теоретические аспекты наладки станков с ЧПУ
Общее положение координат, из которого выполняется
Теоретические аспекты наладки станков с ЧПУ
Общее положение координат, из которого выполняется
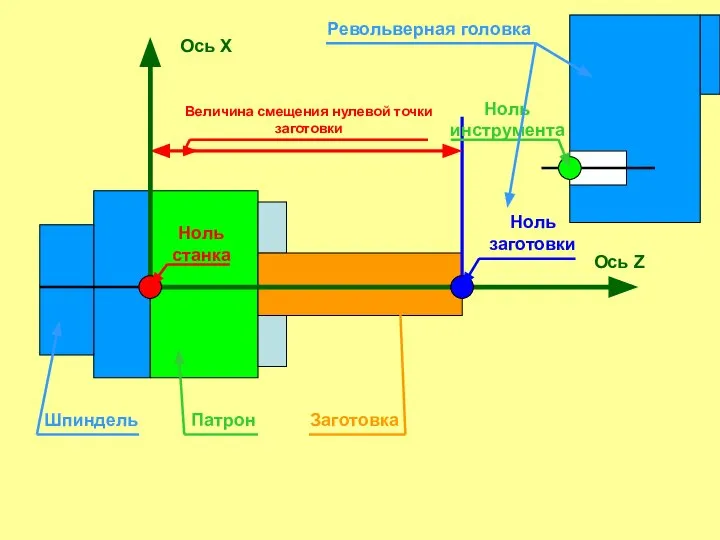
Величина смещения нулевой точки заготовки
Ось Z
Ось Х
Ноль станка
Ноль заготовки
Шпиндель
Патрон
Заготовка
Револьверная головка
Величина смещения нулевой точки заготовки
Ось Z
Ось Х
Ноль станка
Ноль заготовки
Шпиндель
Патрон
Заготовка
Револьверная головка
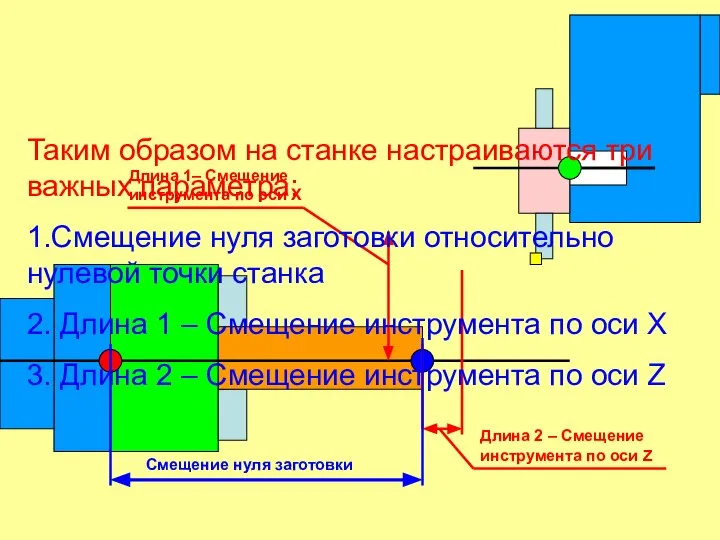
Длина 2 – Смещение инструмента по оси Z
Длина 1– Смещение инструмента
Длина 2 – Смещение инструмента по оси Z
Длина 1– Смещение инструмента
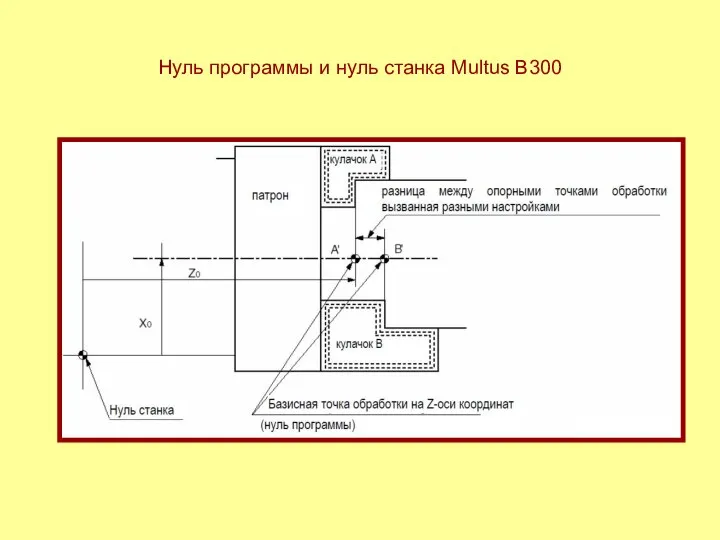
Нуль программы и нуль станка Multus B300
Нуль программы и нуль станка Multus B300
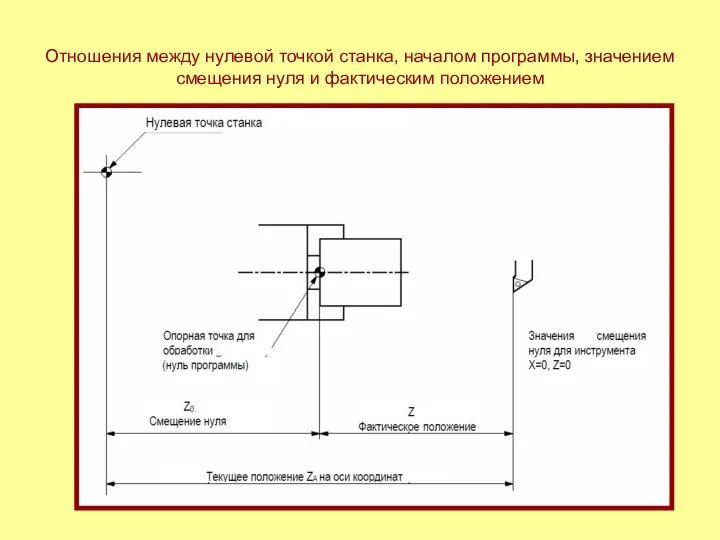
Отношения между нулевой точкой станка, началом программы, значением смещения нуля и
Отношения между нулевой точкой станка, началом программы, значением смещения нуля и

Отношения между нулевой точкой станка, началом программы, значением смещения нуля и
Отношения между нулевой точкой станка, началом программы, значением смещения нуля и
2. Установка значения смещения нуля заготовки
Значения смещения нуля можно ввести в
2. Установка значения смещения нуля заготовки
Значения смещения нуля можно ввести в
Установка значения смещения нуля
Установка значения смещения нуля
Установка значения смещения нуля
Шаг 1.
Поверните торцевую сторону детали с соответствующей глубиной
Установка значения смещения нуля
Шаг 1.
Поверните торцевую сторону детали с соответствующей глубиной

Установка значения смещения нуля
Шаг 1.
Установка значения смещения нуля
Шаг 1.

Установка значения смещения нуля
Шаг 2.
Измерьте длину заготовки для достижения фактической позиции
Установка значения смещения нуля
Шаг 2.
Измерьте длину заготовки для достижения фактической позиции

Установка значения смещения нуля
Шаг 2.
Установка значения смещения нуля
Шаг 2.

Установка значения смещения нуля
Шаг 3.
Выберете режим установки нуля нажатием клавиши Zero
Установка значения смещения нуля
Шаг 3.
Выберете режим установки нуля нажатием клавиши Zero
Установка значения смещения нуля
Шаг 3.
Установка значения смещения нуля
Шаг 3.
ЭКРАН ЧПУ
Шаг 3.
ЭКРАН ЧПУ
Шаг 3.
Установка значения смещения нуля
Шаг 4.
Выберите тип револьверной головки станка А или
Установка значения смещения нуля
Шаг 4.
Выберите тип револьверной головки станка А или

Установка значения смещения нуля
Шаг 4.
Установка значения смещения нуля
Шаг 4.
Установка значения смещения нуля
Шаг 5.
С помощью клавиш управления курсором переместите курсор
Установка значения смещения нуля
Шаг 5.
С помощью клавиш управления курсором переместите курсор
ЭКРАН ЧПУ
Шаг 5.
ЭКРАН ЧПУ
Шаг 5.
![Установка значения смещения нуля Шаг 6. Нажмите функциональную клавишу [F3] (CAL).](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/1292568/slide-84.jpg)
Установка значения смещения нуля
Шаг 6.
Нажмите функциональную клавишу [F3] (CAL).
Установка значения смещения нуля
Шаг 6.
Нажмите функциональную клавишу [F3] (CAL).
Установка значения смещения нуля
Шаг 7.
Введите данные через клавиатуру
Установка значения смещения нуля
Шаг 7.
Введите данные через клавиатуру
ЭКРАН ЧПУ
Шаг 7.
ЭКРАН ЧПУ
Шаг 7.

Установка значения смещения нуля
Шаг 8.
Нажмите клавишу WRITE. Система координат установится таким
Установка значения смещения нуля
Шаг 8.
Нажмите клавишу WRITE. Система координат установится таким
ЭКРАН ЧПУ
Шаг 8.
Результат
ЭКРАН ЧПУ
Шаг 8.
Результат
Рекомендации:
Не рекомендуется передвигать револьверную головку по оси Z координат, пока не
Рекомендации:
Не рекомендуется передвигать револьверную головку по оси Z координат, пока не

Установка значения смещения нуля заготовки
Числовые данные, введенные через клавиатуру являются суммой
Установка значения смещения нуля заготовки
Числовые данные, введенные через клавиатуру являются суммой
Установка значения смещения нуля
Если длина заготовки 100 мм (3,94 дюймов) и
Установка значения смещения нуля
Если длина заготовки 100 мм (3,94 дюймов) и
Привязка инструмента
Привязка инструмента

Привязка инструмента
Шаг 1
Установить датчик привязки инструмента
Привязка инструмента
Шаг 1
Установить датчик привязки инструмента
Привязка инструмента
Шаг 2
Нажать кнопку входа в режим привязки инструмента
Привязка инструмента
Шаг 2
Нажать кнопку входа в режим привязки инструмента
Привязка инструмента
Шаг 2
Окно привязки инструмента
Привязка инструмента
Шаг 2
Окно привязки инструмента
Привязка инструмента
Шаг 3
Подвести инструмент по оси Z так, чтобы до датчика
Привязка инструмента
Шаг 3
Подвести инструмент по оси Z так, чтобы до датчика
Привязка инструмента
Шаг 4
Нажать кнопку для осуществления привязки
Привязка инструмента
Шаг 4
Нажать кнопку для осуществления привязки
Привязка инструмента
Инструмент привязан по оси Z
Привязка инструмента
Инструмент привязан по оси Z

Привязка инструмента
Шаг 5
Подвести инструмент по оси Х так, чтобы до датчика
Привязка инструмента
Шаг 5
Подвести инструмент по оси Х так, чтобы до датчика
Привязка инструмента
Шаг 4
Нажать кнопку для осуществления привязки
Привязка инструмента
Шаг 4
Нажать кнопку для осуществления привязки
 Отношение к отказам
Отношение к отказам Droga krzyżowa
Droga krzyżowa Фізічная культура і спорт. Фарміраванне здаровага спосабу жыцця
Фізічная культура і спорт. Фарміраванне здаровага спосабу жыцця Презентация "Золотые травы хохломы" - скачать презентации по МХК
Презентация "Золотые травы хохломы" - скачать презентации по МХК Формы предпринимательской деятельности.
Формы предпринимательской деятельности. Явление переходности
Явление переходности  История развития и области применения компьютерной графики
История развития и области применения компьютерной графики Баскетбол. Коротко о главном
Баскетбол. Коротко о главном Способы задания функции
Способы задания функции Сущность и проблемы единого учёта преступлений
Сущность и проблемы единого учёта преступлений Взаимодействие с государственными институтами и технология лоббирования
Взаимодействие с государственными институтами и технология лоббирования Формирование структуры сайта. (Тема 8)
Формирование структуры сайта. (Тема 8) Предприятие EcoCorp
Предприятие EcoCorp 0017328d-4c4c098f
0017328d-4c4c098f 182f0c819a364dc68d63814a38c94c47 (1)
182f0c819a364dc68d63814a38c94c47 (1) Установка для исследования характеристик светодиодов
Установка для исследования характеристик светодиодов Презентация "Художники - портретисты" - скачать презентации по МХК
Презентация "Художники - портретисты" - скачать презентации по МХК Строительство универсальной спортивной площадки
Строительство универсальной спортивной площадки Предложение работы в он-лайн проекте #СекретУспеха
Предложение работы в он-лайн проекте #СекретУспеха Физиологическая характеристика состояний организма при спортивной деятельности
Физиологическая характеристика состояний организма при спортивной деятельности Об участии в долевом строительстве многоквартирных домов и о внесении изменений в некоторые законодательные акты РФ
Об участии в долевом строительстве многоквартирных домов и о внесении изменений в некоторые законодательные акты РФ Почему христиане страдают
Почему христиане страдают Гипотермия
Гипотермия  Цестодозы
Цестодозы Стандартизация в области проектирования ИС. Жизненный цикл ИС
Стандартизация в области проектирования ИС. Жизненный цикл ИС Презентация Требования, предъявляемые к учетной политике
Презентация Требования, предъявляемые к учетной политике Лекция КЛИНИЧЕСКОЕ МАТЕРИАЛОВЕДЕНИЕ. СПЛАВЫ МЕТАЛЛОВ ДЛЯ ЗУБНЫХ ПРОТЕЗОВ, ИХ ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА И ТРЕБОВАНИЯ К НИМ, М
Лекция КЛИНИЧЕСКОЕ МАТЕРИАЛОВЕДЕНИЕ. СПЛАВЫ МЕТАЛЛОВ ДЛЯ ЗУБНЫХ ПРОТЕЗОВ, ИХ ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА И ТРЕБОВАНИЯ К НИМ, М Общая характеристика политических и правовых учений Древнего Рима Выполнили: студенты 3-го курса группы Ю-101 Меженько Ю.В и Шевцо
Общая характеристика политических и правовых учений Древнего Рима Выполнили: студенты 3-го курса группы Ю-101 Меженько Ю.В и Шевцо