- Производственный цикл

Содержание
- 2. План Ритм производства; Операционный цикл; Технологический цикл; Производственный цикл
- 3. 1. Ритм производства
- 4. Ритм производства Ритмичность производства – изготовление предметов или отдельных партий должно повторяться через строго определенные промежутки
- 5. Расчет среднего ритма выпуска единицы продукции r – средний ритм выпуска единицы продукции; Fэ - эффективный
- 6. Темп Темп – характеризует количество деталей, выпускаемых за единицу времени (шт/час)
- 7. Ритм партии Ритм партии (R) – интервал времени между моментами запуска ( или выпуска) двух смежных
- 8. Сокращение длительности цикла Резервы сокращения длительности рабочего цикла: Сокращение длительности технологических операций; Сокращение длительности естественных процессов;
- 9. 2. Операционный цикл
- 10. Операционный цикл Длительность операционного цикла зависит от следующих факторов: времени выполнения операции над единицей продукции (норма
- 11. Расчет операционного цикла Единиц продукции - 1, количество рабочих мест -1 ti – норма времени на
- 12. Порядок прохождения партии через операцию Операция состоит из переходов. Переход – часть операции, выполняемая над одной
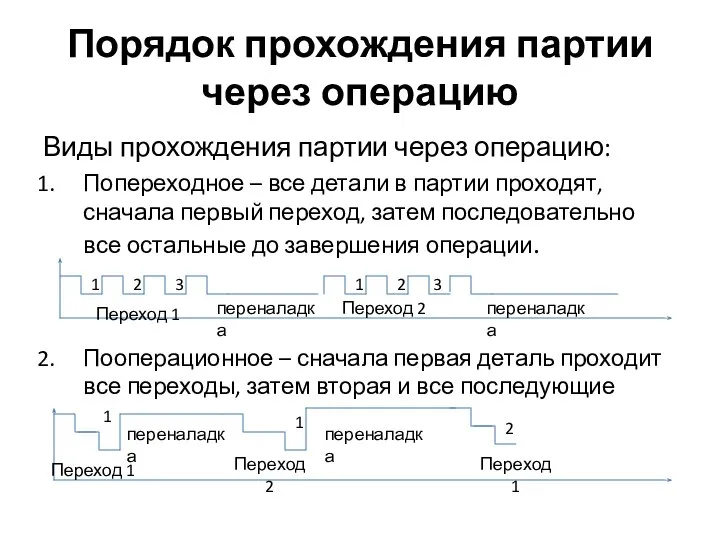
- 13. Порядок прохождения партии через операцию Виды прохождения партии через операцию: Попереходное – все детали в партии
- 14. 3. Технологический цикл
- 15. Технологический цикл Технологический цикл – суммарное время выполнения всех технологических операций технологического процесса. Длительность технологического цикла
- 16. Виды движения предметов труда в процессе производства Различают движение: последовательное; параллельное; смешанное (параллельно-последовательное)
- 17. Последовательное движение Последовательное движение – партия продукции передается с операции на операцию полностью после окончания обработки
- 18. Параллельное движение Параллельное движение – детали передаются с операции на операцию поштучно или небольшими транспортными партиями
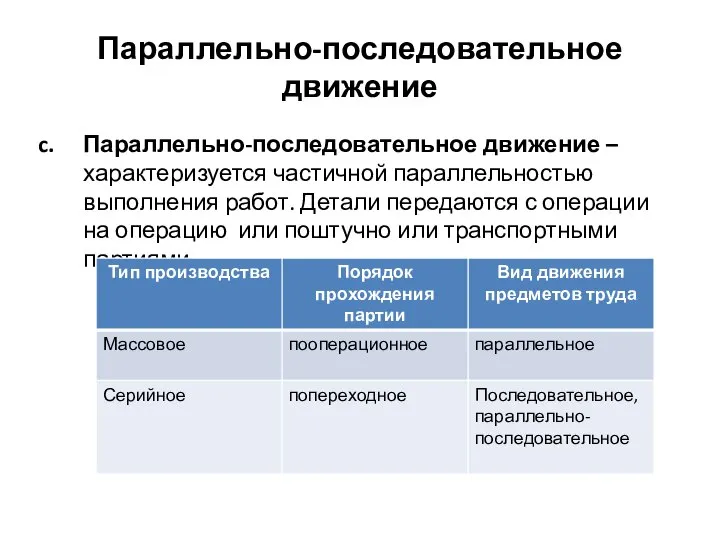
- 19. Параллельно-последовательное движение Параллельно-последовательное движение – характеризуется частичной параллельностью выполнения работ. Детали передаются с операции на операцию
- 20. 4. Производственный цикл
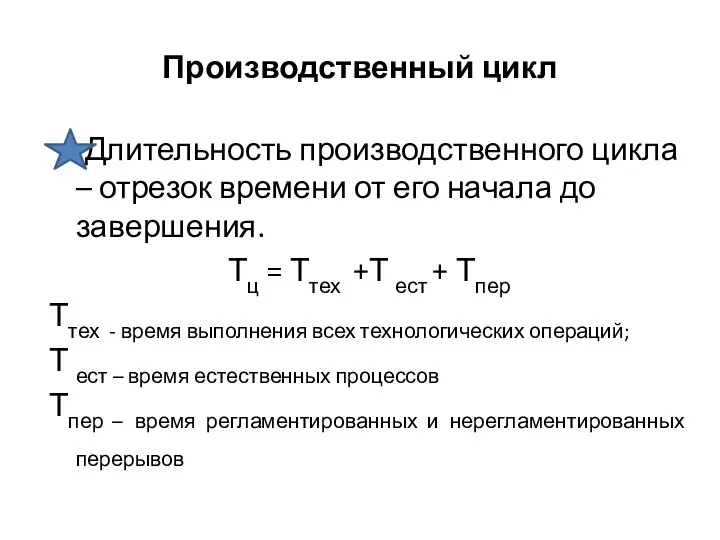
- 21. Производственный цикл Длительность производственного цикла – отрезок времени от его начала до завершения. Тц = Ттех
- 22. Сокращение длительности цикла Резервы сокращения длительности рабочего цикла: Сокращение длительности технологических операций; Сокращение длительности естественных процессов;
- 24. Скачать презентацию
План
Ритм производства;
Операционный цикл;
Технологический цикл;
Производственный цикл
План
Ритм производства;
Операционный цикл;
Технологический цикл;
Производственный цикл
1. Ритм производства
1. Ритм производства
Ритм производства
Ритмичность производства – изготовление предметов или отдельных партий должно повторяться
Ритм производства
Ритмичность производства – изготовление предметов или отдельных партий должно повторяться
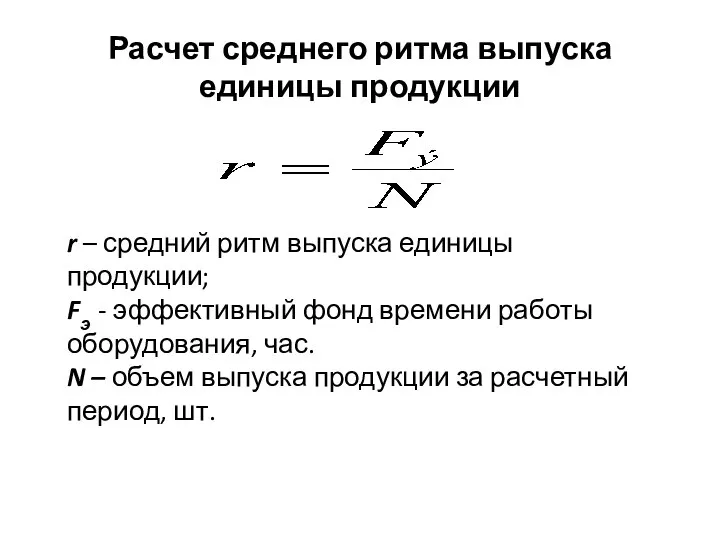
Расчет среднего ритма выпуска единицы продукции
r – средний ритм выпуска единицы
Расчет среднего ритма выпуска единицы продукции
r – средний ритм выпуска единицы
Темп
Темп – характеризует количество деталей, выпускаемых за единицу времени (шт/час)
Темп
Темп – характеризует количество деталей, выпускаемых за единицу времени (шт/час)
Ритм партии
Ритм партии (R) – интервал времени между моментами запуска (
Ритм партии
Ритм партии (R) – интервал времени между моментами запуска (
Сокращение длительности цикла
Резервы сокращения длительности рабочего цикла:
Сокращение длительности технологических операций;
Сокращение длительности
Сокращение длительности цикла
Резервы сокращения длительности рабочего цикла:
Сокращение длительности технологических операций;
Сокращение длительности
2. Операционный цикл
2. Операционный цикл
Операционный цикл
Длительность операционного цикла зависит от следующих факторов:
времени выполнения операции над
Операционный цикл
Длительность операционного цикла зависит от следующих факторов:
времени выполнения операции над
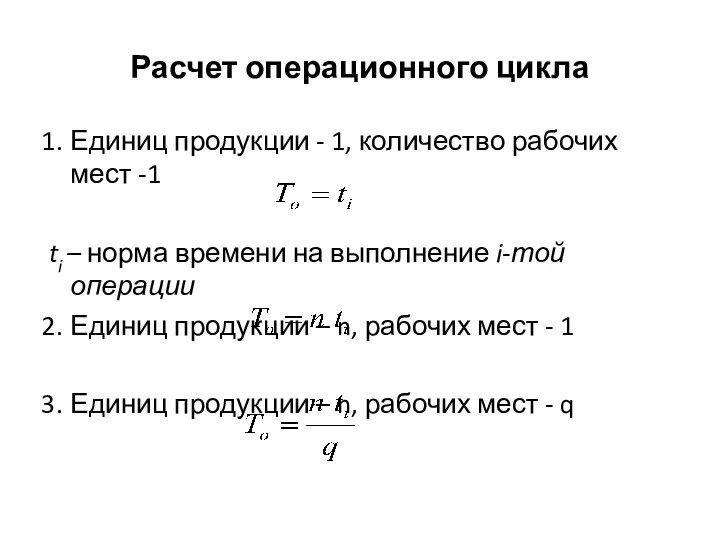
Расчет операционного цикла
Единиц продукции - 1, количество рабочих мест -1
ti –
Расчет операционного цикла
Единиц продукции - 1, количество рабочих мест -1
ti –
Порядок прохождения партии через операцию
Операция состоит из переходов.
Переход – часть операции,
Порядок прохождения партии через операцию
Операция состоит из переходов.
Переход – часть операции,
Порядок прохождения партии через операцию
Виды прохождения партии через операцию:
Попереходное – все
Порядок прохождения партии через операцию
Виды прохождения партии через операцию:
Попереходное – все
3. Технологический цикл
3. Технологический цикл
Технологический цикл
Технологический цикл – суммарное время выполнения всех технологических операций технологического
Технологический цикл
Технологический цикл – суммарное время выполнения всех технологических операций технологического
Виды движения предметов труда в процессе производства
Различают движение:
последовательное;
параллельное;
смешанное (параллельно-последовательное)
Виды движения предметов труда в процессе производства
Различают движение:
последовательное;
параллельное;
смешанное (параллельно-последовательное)
Последовательное движение
Последовательное движение – партия продукции передается с операции на операцию
Последовательное движение
Последовательное движение – партия продукции передается с операции на операцию
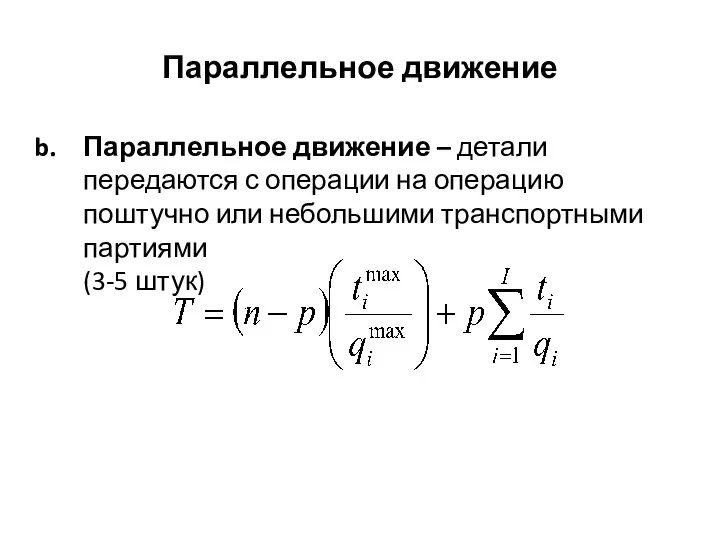
Параллельное движение
Параллельное движение – детали передаются с операции на операцию поштучно
Параллельное движение
Параллельное движение – детали передаются с операции на операцию поштучно
Параллельно-последовательное движение
Параллельно-последовательное движение – характеризуется частичной параллельностью выполнения работ. Детали передаются
Параллельно-последовательное движение
Параллельно-последовательное движение – характеризуется частичной параллельностью выполнения работ. Детали передаются
4. Производственный цикл
4. Производственный цикл
Производственный цикл
Длительность производственного цикла – отрезок времени от его начала до
Производственный цикл
Длительность производственного цикла – отрезок времени от его начала до
Сокращение длительности цикла
Резервы сокращения длительности рабочего цикла:
Сокращение длительности технологических операций;
Сокращение длительности
Сокращение длительности цикла
Резервы сокращения длительности рабочего цикла:
Сокращение длительности технологических операций;
Сокращение длительности
 Презентация "Деньги. Функции денег" - скачать презентации по Экономике
Презентация "Деньги. Функции денег" - скачать презентации по Экономике V.I. Vernadsky Crimean Federal University. Portfolio of Tatiana Orlova group 31 faculty of foreign philology
V.I. Vernadsky Crimean Federal University. Portfolio of Tatiana Orlova group 31 faculty of foreign philology Эволюция холодильника
Эволюция холодильника Государственные и муниципальные финансы
Государственные и муниципальные финансы Применения непрерывности Метод интервалов - презентация по Алгебре_
Применения непрерывности Метод интервалов - презентация по Алгебре_ Местоимение
Местоимение А если одного предложения мало? - презентация для начальной школы_
А если одного предложения мало? - презентация для начальной школы_ Линии влияния силовых факторов в статически неопределимых системах. (Часть 2)
Линии влияния силовых факторов в статически неопределимых системах. (Часть 2) Психологические различия мужчин и женщин
Психологические различия мужчин и женщин Порядок налогообложения недропользователей и уплаты рентного налога с 1 января 2009 года в соответствии с Налоговым кодексом
Порядок налогообложения недропользователей и уплаты рентного налога с 1 января 2009 года в соответствии с Налоговым кодексом  Ордена в СССР
Ордена в СССР Великие художники Холин Е. ПО-21
Великие художники Холин Е. ПО-21 Персонализированная медицина: перспективы внедрения в практическое здравоохранение Академик РАМН Заслуженный деятель науки
Персонализированная медицина: перспективы внедрения в практическое здравоохранение Академик РАМН Заслуженный деятель науки КЛЮЧЕВЫЕ ПОНЯТИЯ МЕНЕДЖМЕНТА В ОБРАЗОВАНИИ
КЛЮЧЕВЫЕ ПОНЯТИЯ МЕНЕДЖМЕНТА В ОБРАЗОВАНИИ Принципы стратегического планирования
Принципы стратегического планирования Презентация Современный этап развития Административного права
Презентация Современный этап развития Административного права Introduction and Operation for Changan Scanner KT660
Introduction and Operation for Changan Scanner KT660 Список использованной литературы Синельников Р. Д., Синельников Я. Р. Атлас анатомии человека: Учеб.пособие.— 2-е изд., стереотипное.
Список использованной литературы Синельников Р. Д., Синельников Я. Р. Атлас анатомии человека: Учеб.пособие.— 2-е изд., стереотипное. Межцивилизационные конфликты как основа нового противостояния в мире
Межцивилизационные конфликты как основа нового противостояния в мире Эволюционный принцип развития Японии
Эволюционный принцип развития Японии буква к - презентация для начальной школы
буква к - презентация для начальной школы Что такое творчество
Что такое творчество Пустыня Сахара
Пустыня Сахара Экономические показатели
Экономические показатели Особенности возраста детей 7-8 лет Цицкарава В.В.
Особенности возраста детей 7-8 лет Цицкарава В.В. Фольклор. Фольклор. Обрядовый фольклор.
Фольклор. Фольклор. Обрядовый фольклор. Тема 2. Маркетинговые исследования Вопросы: Изучение макро- и микросреды маркетинга Комплексное изучение рынка Анализ пот
Тема 2. Маркетинговые исследования Вопросы: Изучение макро- и микросреды маркетинга Комплексное изучение рынка Анализ пот Опухоли
Опухоли