Разработка технологического процесса изготовления детали втулка зубчатая, и проектирование механического участка
- Разработка технологического процесса изготовления детали втулка зубчатая, и проектирование механического участка

Содержание
- 2. Втулка зубчатая. Зубчатая втулка – это деталь машины, механизма, представляющее собой тело вращения, имеющая осевое отверстие,
- 3. Заготовка (литьё).
- 4. Оборудование 1). Токарно-винторезный станок 16К20. 2). Сверлильный станок НС-12А.
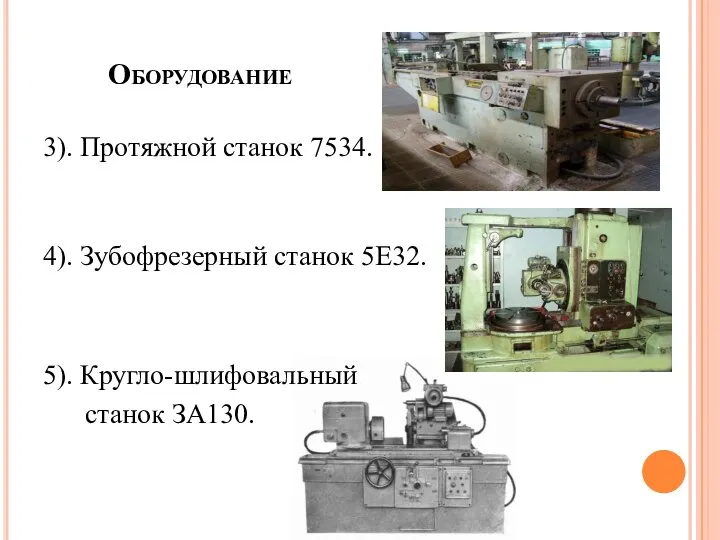
- 5. Оборудование 3). Протяжной станок 7534. 4). Зубофрезерный станок 5Е32. 5). Кругло-шлифовальный станок ЗА130.
- 6. Режущие инструменты Резцы Сверло Метчик
- 7. Шлифовальный круг Шпоночная протяжка Режущие инструменты Червячная фреза
- 8. Приспособление Трёхкулачковый партон
- 9. Технологический процесс Операция 1. Заготовительная (литьё). ОКК (проверка литья на брак, а именно на брак раковины
- 10. Технологический процесс Операция 3 (токарно-чистовая) Обработать торец с ø106 Обработать поверхность до ø87 на 42 мм
- 11. Технологический процесс Операция 5 (фрезерная операция) Обработать поверхность под резьбу М8 – 6Н Операция 6 (долбёжная)
- 12. Технологический процесс Операция 7 (токарно-чистовая) Обработать внутреннюю поверхность под фаску 2 ×45˚ Операция 8 (токарно-чистовая) Обработать
- 13. Операция 9 (фрезерная) Фрезеровать зубья на ø102 Операция 10 (шлифовальная) Прошлифовать Прошлифовать Прошлифовать ОКК Технологический процесс
- 14. Мерительные инструменты Штангенциркуль Калибры: Калибр-пробка резьбовой Калибр-скоба
- 15. Заключение В дипломном проекте разработан технологический процесс изготовления детали «Втулки зубчатой» и проектирование механического участка, выбрано
- 17. Скачать презентацию
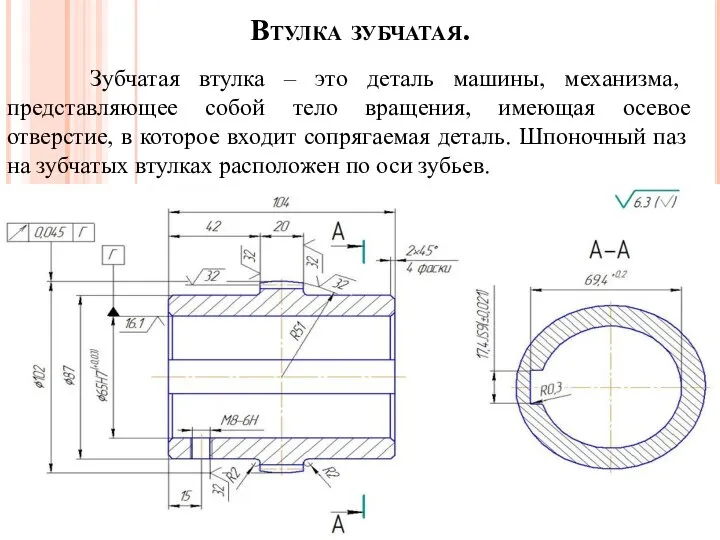
Втулка зубчатая.
Зубчатая втулка – это деталь машины, механизма, представляющее собой
Втулка зубчатая.
Зубчатая втулка – это деталь машины, механизма, представляющее собой
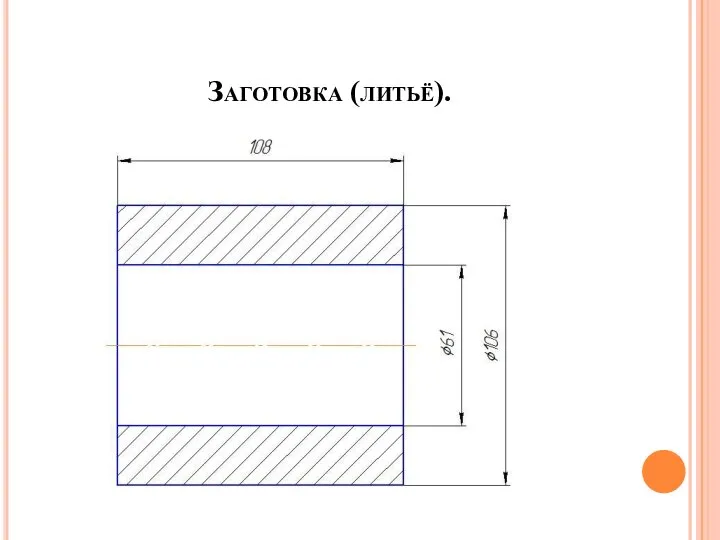
Заготовка (литьё).
Заготовка (литьё).

Оборудование
1). Токарно-винторезный
станок 16К20.
2). Сверлильный станок НС-12А.
Оборудование
1). Токарно-винторезный
станок 16К20.
2). Сверлильный станок НС-12А.
Оборудование
3). Протяжной станок 7534.
4). Зубофрезерный станок 5Е32.
5). Кругло-шлифовальный
станок ЗА130.
Оборудование
3). Протяжной станок 7534.
4). Зубофрезерный станок 5Е32.
5). Кругло-шлифовальный
станок ЗА130.

Режущие инструменты
Резцы
Сверло
Метчик
Режущие инструменты
Резцы
Сверло
Метчик

Шлифовальный круг
Шпоночная протяжка
Режущие инструменты
Червячная фреза
Шлифовальный круг
Шпоночная протяжка
Режущие инструменты
Червячная фреза
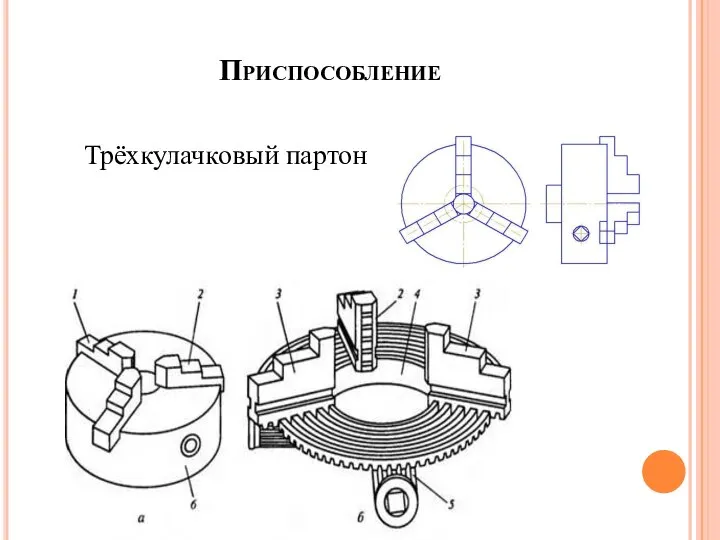
Приспособление
Трёхкулачковый партон
Приспособление
Трёхкулачковый партон
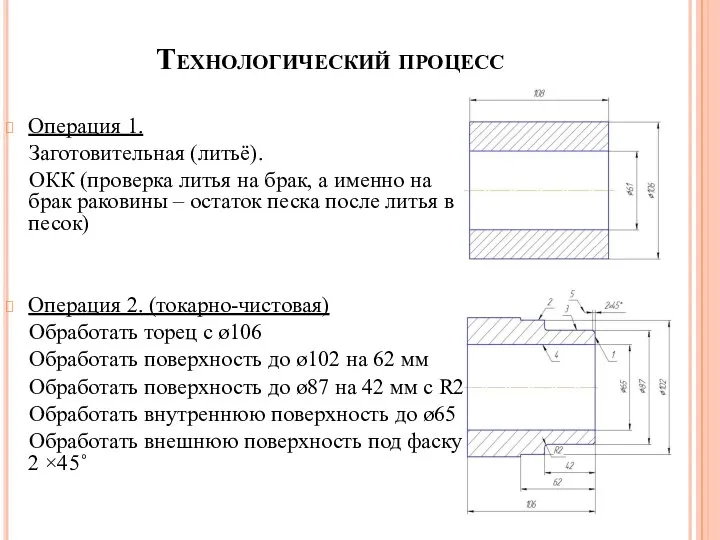
Технологический процесс
Операция 1.
Заготовительная (литьё).
ОКК (проверка литья на брак, а
Технологический процесс
Операция 1.
Заготовительная (литьё).
ОКК (проверка литья на брак, а
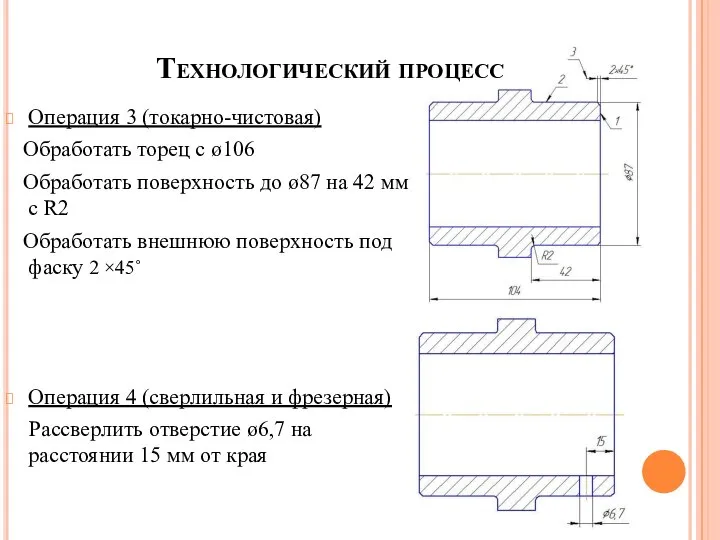
Технологический процесс
Операция 3 (токарно-чистовая)
Обработать торец с ø106
Обработать поверхность до
Технологический процесс
Операция 3 (токарно-чистовая)
Обработать торец с ø106
Обработать поверхность до
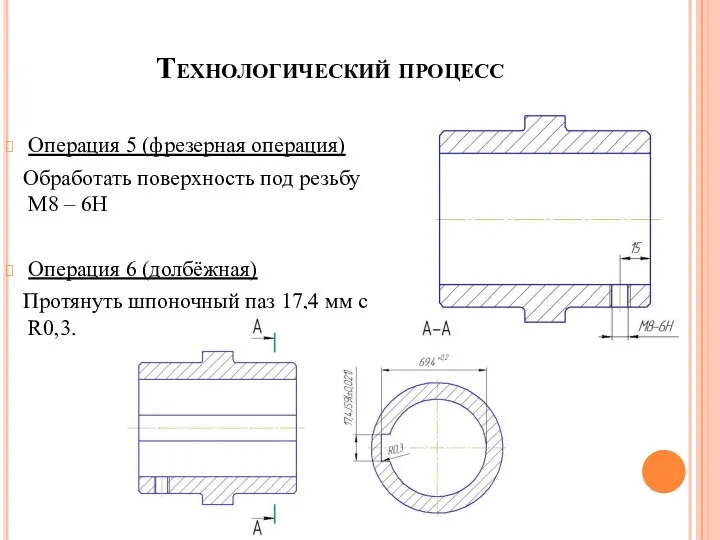
Технологический процесс
Операция 5 (фрезерная операция)
Обработать поверхность под резьбу М8 –
Технологический процесс
Операция 5 (фрезерная операция)
Обработать поверхность под резьбу М8 –
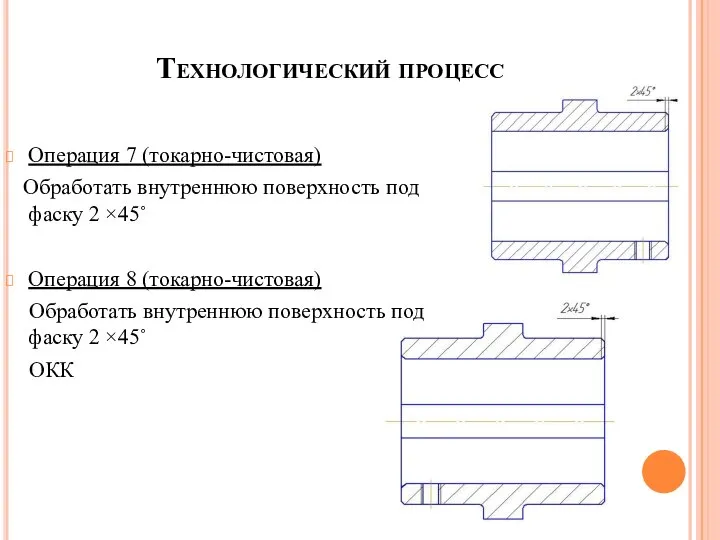
Технологический процесс
Операция 7 (токарно-чистовая)
Обработать внутреннюю поверхность под фаску 2 ×45˚
Технологический процесс
Операция 7 (токарно-чистовая)
Обработать внутреннюю поверхность под фаску 2 ×45˚
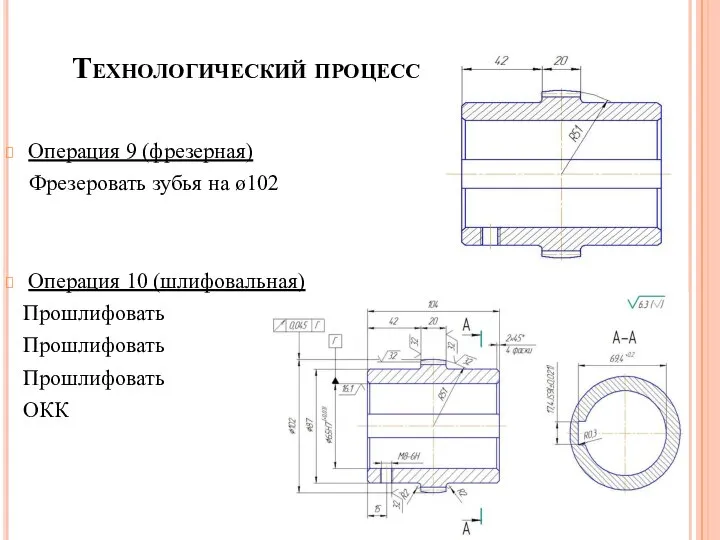
Операция 9 (фрезерная)
Фрезеровать зубья на ø102
Операция 10 (шлифовальная)
Прошлифовать
Прошлифовать
Операция 9 (фрезерная)
Фрезеровать зубья на ø102
Операция 10 (шлифовальная)
Прошлифовать
Прошлифовать

Мерительные инструменты
Штангенциркуль
Калибры:
Калибр-пробка резьбовой
Калибр-скоба
Мерительные инструменты
Штангенциркуль
Калибры:
Калибр-пробка резьбовой
Калибр-скоба
Заключение
В дипломном проекте разработан технологический процесс изготовления детали «Втулки зубчатой» и
Заключение
В дипломном проекте разработан технологический процесс изготовления детали «Втулки зубчатой» и
 SMM-агентство «ЕстьИдея»
SMM-агентство «ЕстьИдея» Успенский Трифонов монастырь
Успенский Трифонов монастырь Renaissax Hotel Dresden
Renaissax Hotel Dresden Презентация "Мы рисуем сказочную птицу" - скачать презентации по МХК
Презентация "Мы рисуем сказочную птицу" - скачать презентации по МХК Теория разделения властей в современной России
Теория разделения властей в современной России Выполнение гендерной роли. Каюмова
Выполнение гендерной роли. Каюмова Системы моделирования_02
Системы моделирования_02 London 2012
London 2012 АДМИНИСТРАЦИЯ ГОРОДА БЕРЕЗНИКИ Отчет о результатах деятельности администрации города Березники за 2012 год Глава города Березн
АДМИНИСТРАЦИЯ ГОРОДА БЕРЕЗНИКИ Отчет о результатах деятельности администрации города Березники за 2012 год Глава города Березн Требования к предприятиям общественного питания
Требования к предприятиям общественного питания Величайшее изобретение человечества
Величайшее изобретение человечества ВандюковГалееваДолгашевПрезентация
ВандюковГалееваДолгашевПрезентация Планирование ремонтно-строительного производства при реконструкции и капитальном ремонте
Планирование ремонтно-строительного производства при реконструкции и капитальном ремонте Описание картины И.К. Айвазовского «Девятый вал»
Описание картины И.К. Айвазовского «Девятый вал» Педагогическая психология
Педагогическая психология  Принципы духовно-нравственного воспитания. Школа православного вожатого
Принципы духовно-нравственного воспитания. Школа православного вожатого Таточенко лекция
Таточенко лекция Патофизиология опухолевого роста
Патофизиология опухолевого роста Патология белой крови
Патология белой крови Машина бөлшектері мен тораптарын есептеудің және жобалаудың жалпы сұрақтары
Машина бөлшектері мен тораптарын есептеудің және жобалаудың жалпы сұрақтары Стандарти обслуговування
Стандарти обслуговування Физминутки для ребят
Физминутки для ребят Что такое права человека?
Что такое права человека? Устное народное творчество
Устное народное творчество Тема 4 Основы и социальная сущность бизнеса
Тема 4 Основы и социальная сущность бизнеса  Правовое обеспечение профессиональной деятельности
Правовое обеспечение профессиональной деятельности Устройство пароконвектомата
Устройство пароконвектомата Математические диктанты 4класс Учитель: Юмашева О.М.
Математические диктанты 4класс Учитель: Юмашева О.М.