- Тенденции в изменении длин затворов и шага металлизации. Укрупнение микропроцессорного чипа

Содержание
- 2. Тенденции в изменении длин затворов и шага металлизации (а) и (b) минимального разрешения и глубины фокуса
- 3. В настоящее время локальные и среднего уровня соединения в основном масштабируются по длине, время задержки, в
- 4. Относительное время задержки логической схемы для локальных и глобальных межсоединений. Важнейшей тенденцией является увеличение времени RC
- 5. Дальнейшее укрупнение микропроцессорного чипа вызывает серьезные опасения, так как время задержки пропорционально квадрату длины межсоединений. Такие
- 6. Ещё одним следствием масштабирования является увеличение емкости боковых стенок проводников, так как расстояние между проводниками уменьшается.
- 7. По мере того, как рабочее напряжение транзистора при масштабировании уменьшается, межсоединительные помехи и уровень шума также
- 8. Моделирование межсоединительной емкости в зависимости от ширины линии, в предположении фиксированной высоты металла и постоянного «шага».
- 9. В типичной конструкции с высокими рабочими характеристиками применяется металлизация по иерархическому типу или по схеме так
- 10. Проблемы металлизации, требующие решения 1. Разработка надежных материалов с пониженной диэлектрической проницаемостью (k менее 2,5) -
- 11. Концепция Damascene Впервые медные межсоединения были использованы в производстве УБИС в 1997 г. Замена алюминиевых схем
- 12. Сравнение протекания процессов производства структур межсоединений в процессе Дамасин и в субтрактивном процессе. Обычное плазменное травление,
- 13. СКАН фотография (а) вскрытого образца с канавками для шин и переходными отверстиями в диэлектрике с малым
- 14. Существует два типа Damascene – технологии: Простая и сдвоенная (SD и DD). В простом процессе переходные
- 16. Медные межсоединения, сформированные в SD процессе, когда шины и контакты формируются раздельно, легче контролируются по геометрии
- 17. Технологические проблемы создания медных межсоединений 65 нм технологии и ниже
- 18. В целом решаются следующие проблемы: CD: воспроизведение критических размеров, LER: неровность края линий (line edge roughness)
- 19. Low Dielectric Constant (Low-k) Materials Oxide Derivatives F-doped oxides (CVD) k = 3.3-3.9 C-doped oxides (SOG,
- 20. Dielectric constants can be lowered via porosity (air = 1).
- 22. Проблемы использования Low-κ материалов
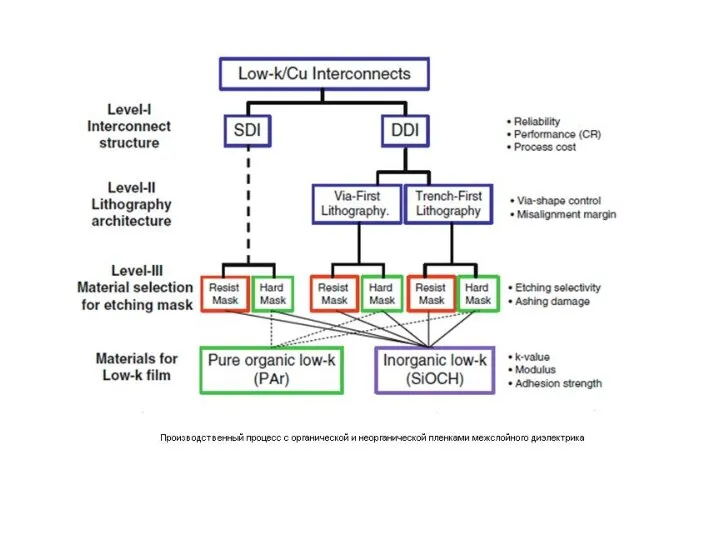
- 23. В производстве может использоваться несколько вариантов сдвоенного техпроцесса: сначала формируют переходные контактные отверстия или 2. сначала
- 24. Dual Damascene (DD): Осаждение пленок межслойного и диффузионного барьерного слоев 2. Формирование переходных контактных окон в
- 25. В случае ДД межсоединений, канавки и переходные контактные отверстия под будущие шины разводки и контакты в
- 27. Процесс с фоторезистивной маской (PR)
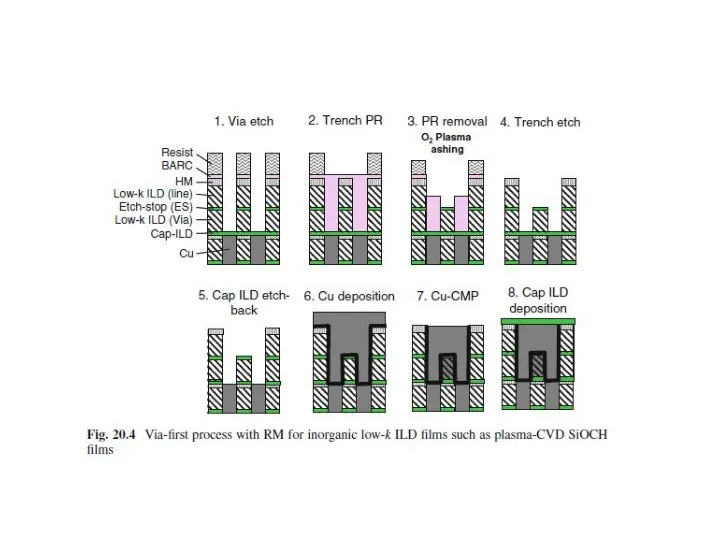
- 29. Пояснения к рис 20.4. Для формирования DD медной разводки используется последовательность операций с первичным формированием переходных
- 30. Пояснения к рис 20.4 (продолжение) 2. На BARC (bottom anti-reflection coating) наносится фоторезист, чтобы сформировать образ
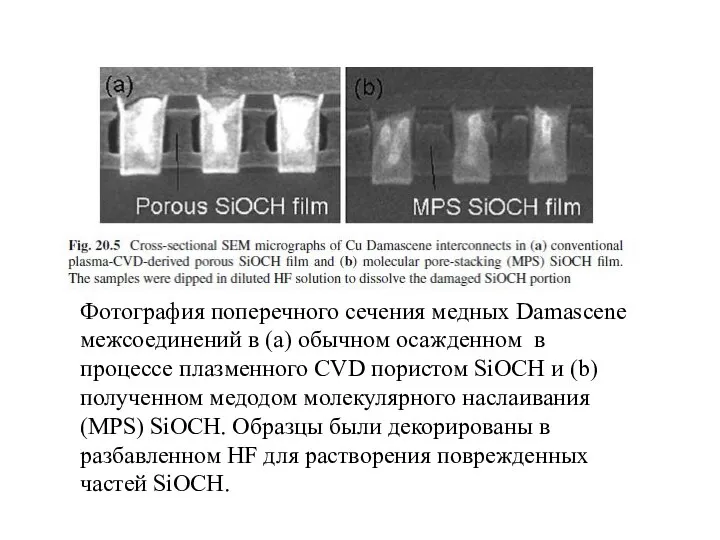
- 31. Фотография поперечного сечения медных Damascene межсоединений в (а) обычном осажденном в процессе плазменного CVD пористом SiOCH
- 32. В данном случае образцы были обработаны в растворе разбавленной HF, чтобы стравить слой SiO2, который образовался
- 34. Кода структура ILD «стека» включает азот содержащие компоненты, такие как SiN или SiCN, то в процессе
- 35. «Отравление» фоторезиста исключается за счет тщательного контроля за составом травящего газа и составом межслойного диэлектрика. Другим
- 38. Процесс с твердой маской (HM)
- 39. Технологический процесс с использованием многослойной жесткой маски был разработан, чтобы избежать повреждений боковых стенок low-k межслойного
- 41. Следует отметить, что на этой стадии нижняя твердая маска не протравливается, чтобы оставить покрытым ILD пленку.
- 42. Другой случай создания MHM маски предусматривает последовательность операций получения сначала канавки с использованием двойной маски (DHM)
- 43. В итоге проводится травление канавок шин и переходных контактных отверстий в ILD, покрывающая пленка удаляется в
- 45. Рис. 20.10 иллюстрирует сдвиг совмещения верхних шин (М2) и переходных контактных окон (V1) (М2- V1) для
- 46. Рис. 20.10с показывает выход годных шины с шагом 0,28 мкм, с 0,14 мкм переходными контактными отверстиями
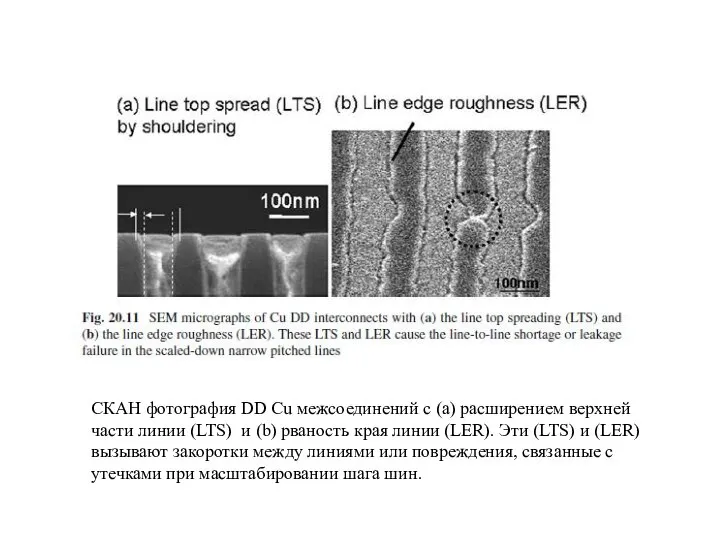
- 47. СКАН фотография DD Cu межсоединений с (а) расширением верхней части линии (LTS) и (b) рваность края
- 48. В дополнение к рассовмещению есть большое количество спорных вопросов к процессу с многослойной маской, таких как
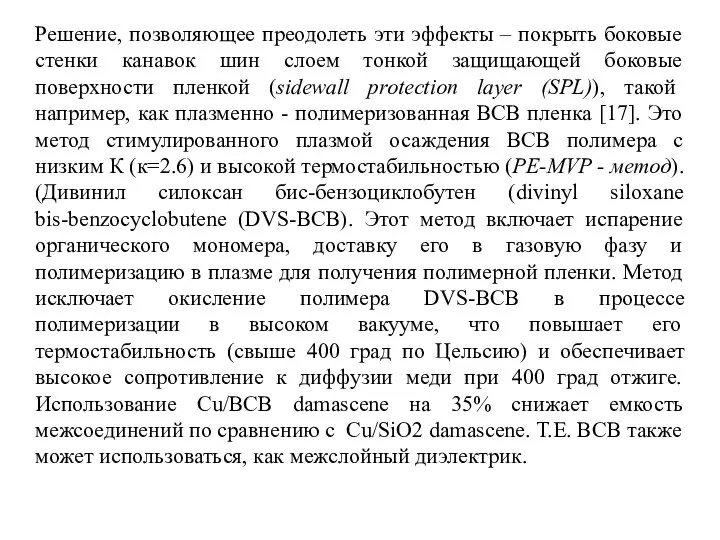
- 49. Решение, позволяющее преодолеть эти эффекты – покрыть боковые стенки канавок шин слоем тонкой защищающей боковые поверхности
- 52. Как показано на рис. 20.12, тонкая SPL пленка конформно осаждается на профилированный low-k ILD и травится
- 53. Для производства межсоединений по ДД технологии, канавки шин и переходные контактные отверстия последовательно формируются в пленке
- 55. Скачать презентацию
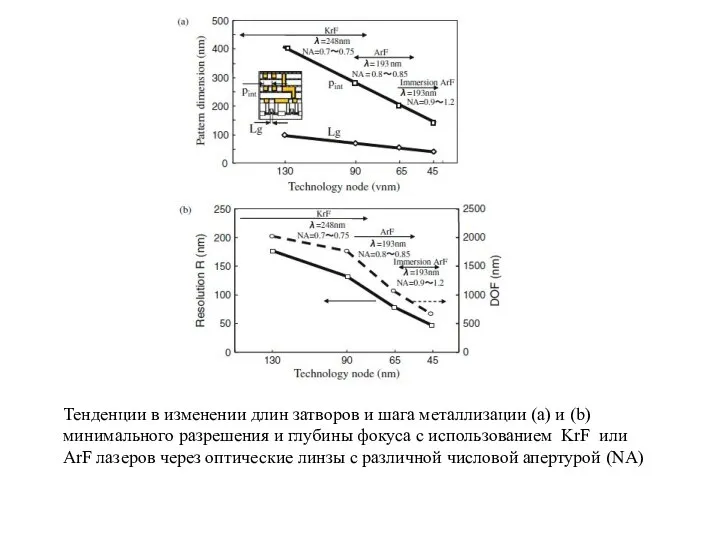
Тенденции в изменении длин затворов и шага металлизации (а) и (b)
Тенденции в изменении длин затворов и шага металлизации (а) и (b)

В настоящее время локальные и среднего уровня соединения в основном масштабируются
В настоящее время локальные и среднего уровня соединения в основном масштабируются
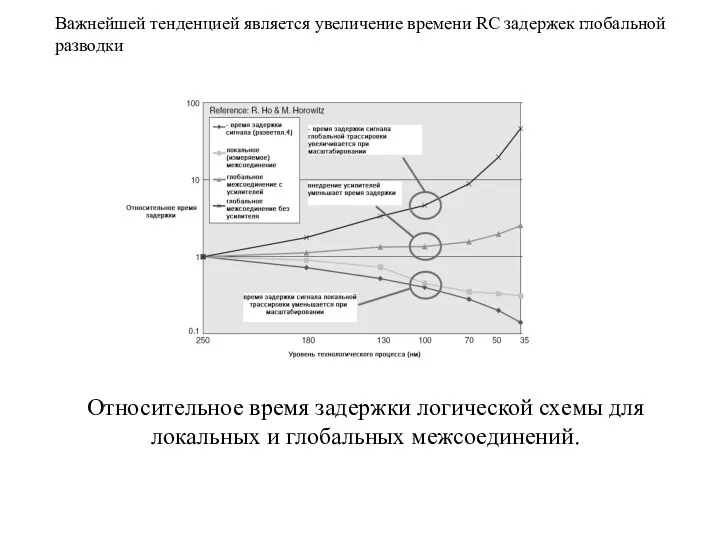
Относительное время задержки логической схемы для локальных и глобальных межсоединений.
Важнейшей
Относительное время задержки логической схемы для локальных и глобальных межсоединений.
Важнейшей
Дальнейшее укрупнение микропроцессорного чипа вызывает серьезные опасения, так как время задержки
Дальнейшее укрупнение микропроцессорного чипа вызывает серьезные опасения, так как время задержки
Ещё одним следствием масштабирования является увеличение емкости боковых стенок проводников, так
Ещё одним следствием масштабирования является увеличение емкости боковых стенок проводников, так
По мере того, как рабочее напряжение транзистора при масштабировании уменьшается, межсоединительные
По мере того, как рабочее напряжение транзистора при масштабировании уменьшается, межсоединительные
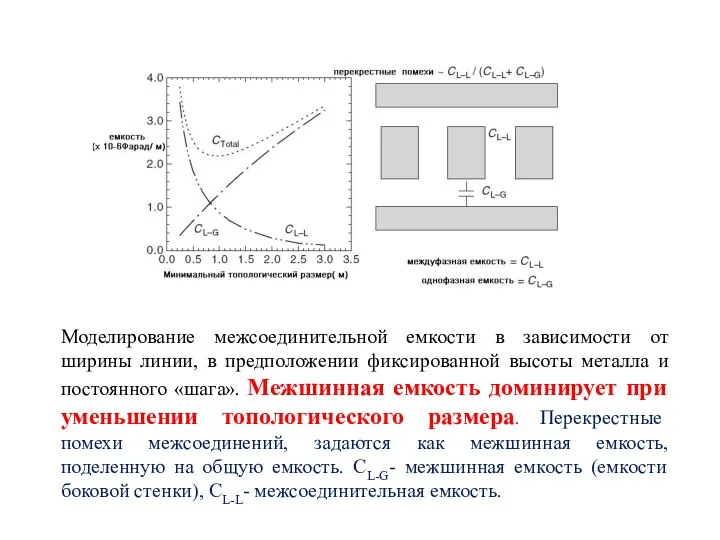
Моделирование межсоединительной емкости в зависимости от ширины линии, в предположении фиксированной
Моделирование межсоединительной емкости в зависимости от ширины линии, в предположении фиксированной
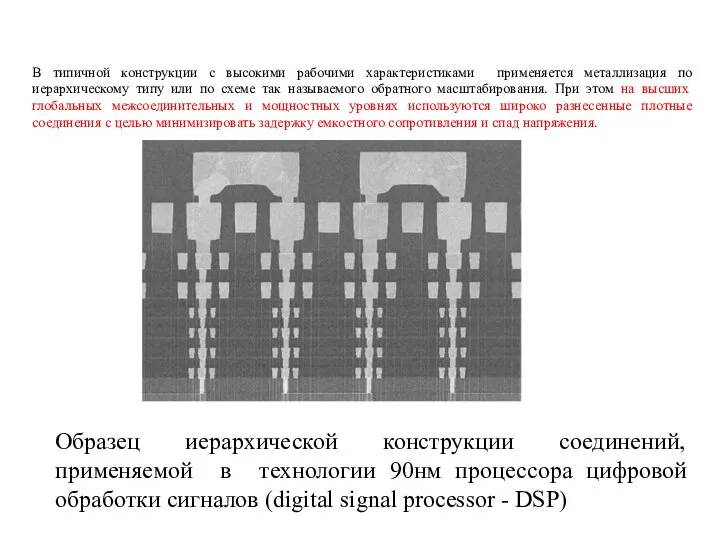
В типичной конструкции с высокими рабочими характеристиками применяется металлизация по иерархическому
В типичной конструкции с высокими рабочими характеристиками применяется металлизация по иерархическому
Проблемы металлизации, требующие решения
1. Разработка надежных материалов с пониженной диэлектрической проницаемостью
Проблемы металлизации, требующие решения
1. Разработка надежных материалов с пониженной диэлектрической проницаемостью
Концепция Damascene
Впервые медные межсоединения были использованы в производстве УБИС в 1997
Концепция Damascene
Впервые медные межсоединения были использованы в производстве УБИС в 1997
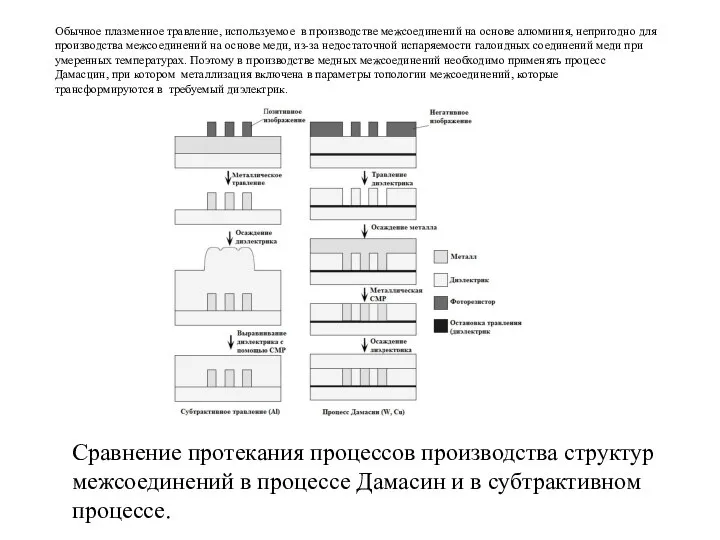
Сравнение протекания процессов производства структур межсоединений в процессе Дамасин и в
Сравнение протекания процессов производства структур межсоединений в процессе Дамасин и в
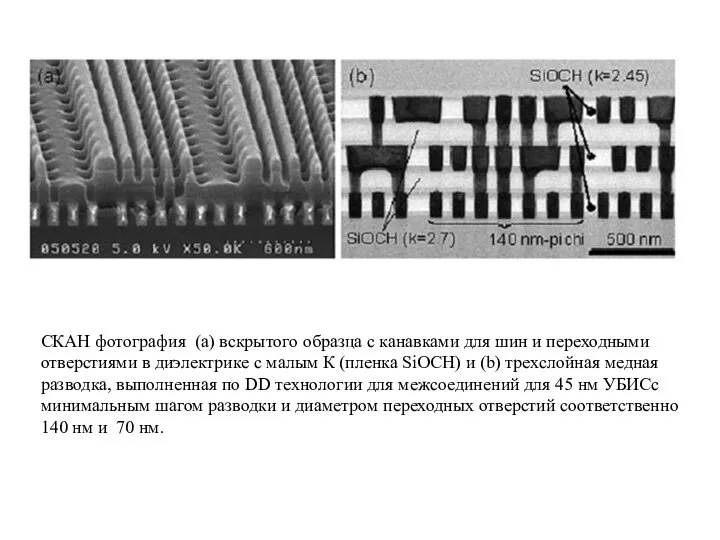
СКАН фотография (а) вскрытого образца с канавками для шин и переходными
СКАН фотография (а) вскрытого образца с канавками для шин и переходными
Существует два типа Damascene – технологии:
Простая и сдвоенная (SD и DD).
В
Существует два типа Damascene – технологии:
Простая и сдвоенная (SD и DD).
В

Медные межсоединения, сформированные в SD процессе, когда шины и контакты формируются
Медные межсоединения, сформированные в SD процессе, когда шины и контакты формируются
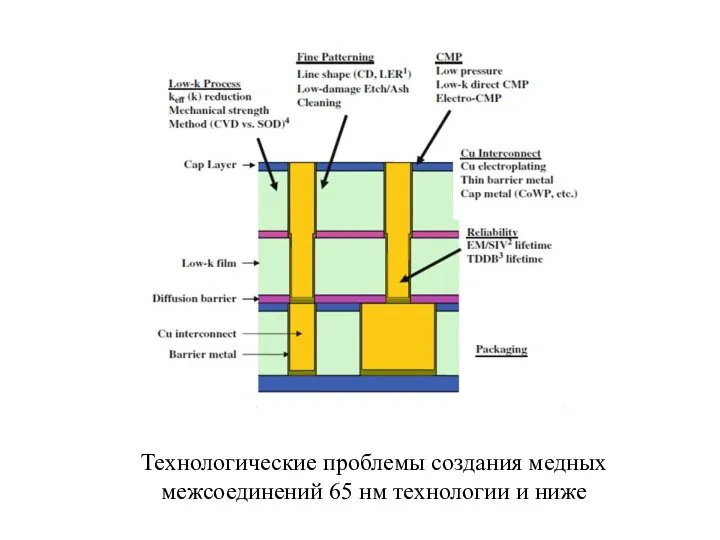
Технологические проблемы создания медных межсоединений 65 нм технологии и ниже
Технологические проблемы создания медных межсоединений 65 нм технологии и ниже
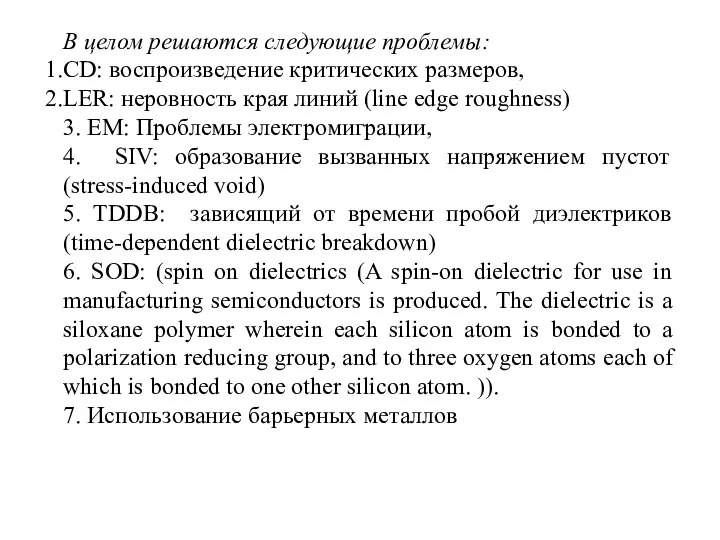
В целом решаются следующие проблемы:
CD: воспроизведение критических размеров,
LER: неровность края
В целом решаются следующие проблемы:
CD: воспроизведение критических размеров,
LER: неровность края
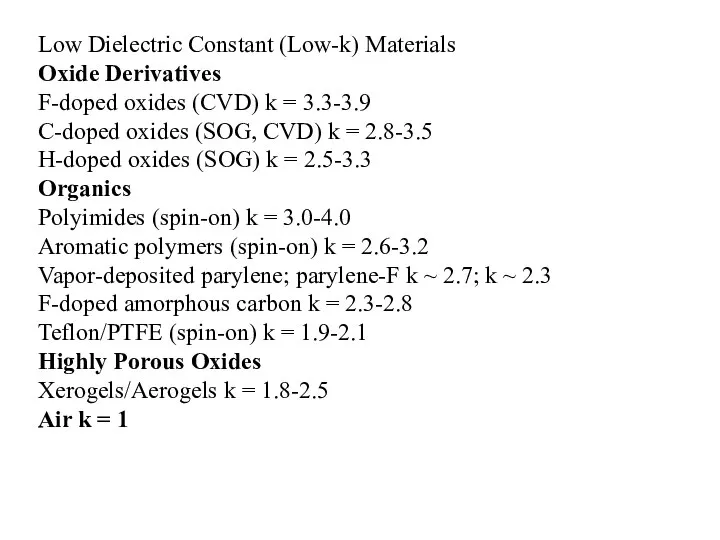
Low Dielectric Constant (Low-k) Materials
Oxide Derivatives
F-doped oxides (CVD) k = 3.3-3.9
C-doped
Low Dielectric Constant (Low-k) Materials
Oxide Derivatives
F-doped oxides (CVD) k = 3.3-3.9
C-doped
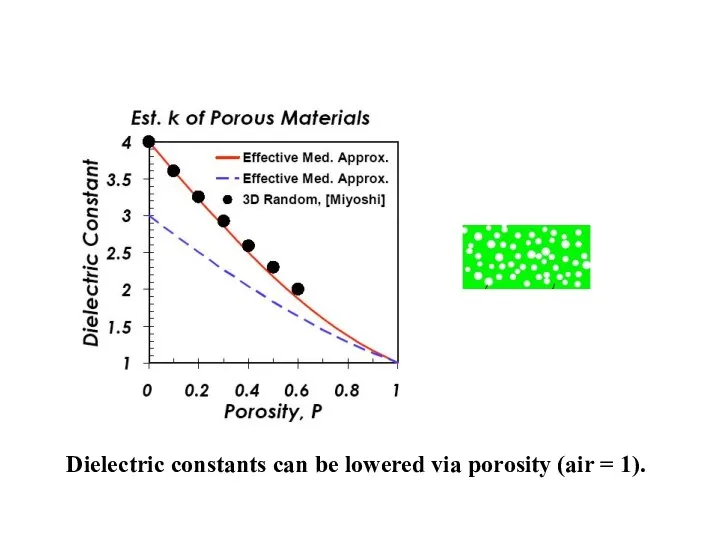
Dielectric constants can be lowered via porosity (air = 1).
Dielectric constants can be lowered via porosity (air = 1).

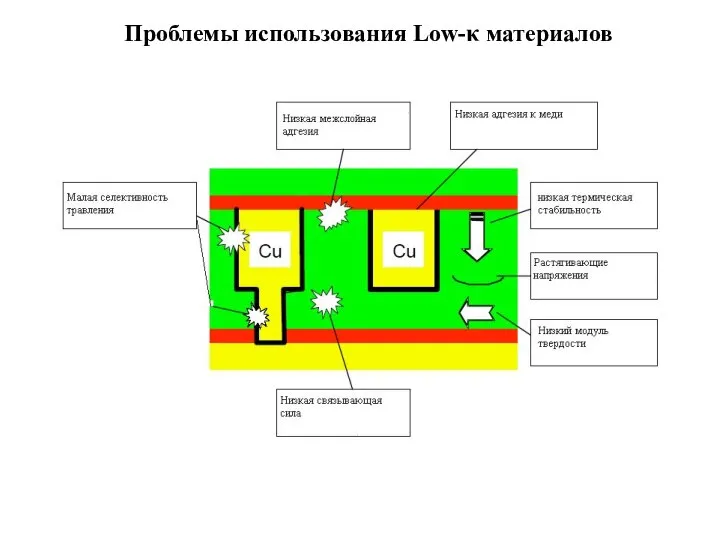
Проблемы использования Low-κ материалов
Проблемы использования Low-κ материалов
В производстве может использоваться несколько вариантов сдвоенного техпроцесса:
сначала формируют переходные
В производстве может использоваться несколько вариантов сдвоенного техпроцесса:
сначала формируют переходные
Dual Damascene (DD):
Осаждение пленок межслойного и диффузионного барьерного слоев
2. Формирование переходных
Dual Damascene (DD):
Осаждение пленок межслойного и диффузионного барьерного слоев
2. Формирование переходных
В случае ДД межсоединений, канавки и переходные контактные отверстия под будущие
В случае ДД межсоединений, канавки и переходные контактные отверстия под будущие
Процесс с фоторезистивной маской (PR)
Процесс с фоторезистивной маской (PR)
Пояснения к рис 20.4.
Для формирования DD медной разводки используется последовательность операций
Пояснения к рис 20.4.
Для формирования DD медной разводки используется последовательность операций
Пояснения к рис 20.4 (продолжение)
2. На BARC (bottom anti-reflection coating) наносится
2. На BARC (bottom anti-reflection coating) наносится
Фотография поперечного сечения медных Damascene межсоединений в (а) обычном осажденном в
Фотография поперечного сечения медных Damascene межсоединений в (а) обычном осажденном в
В данном случае образцы были обработаны в растворе разбавленной HF, чтобы
В данном случае образцы были обработаны в растворе разбавленной HF, чтобы
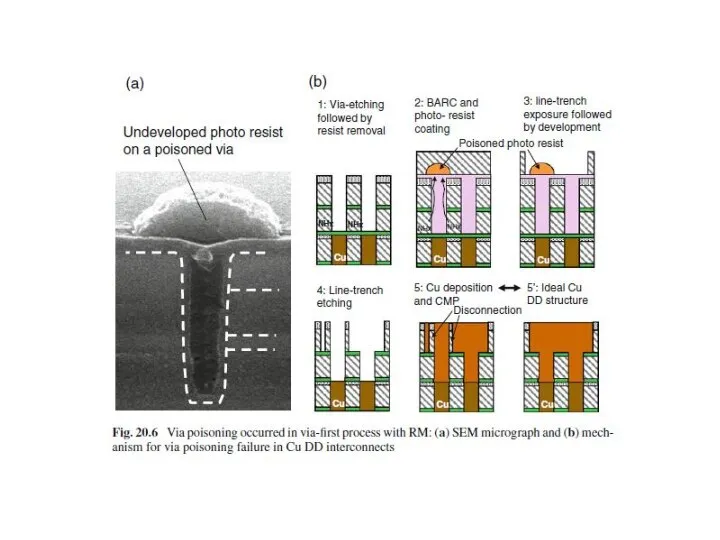
Кода структура ILD «стека» включает азот содержащие компоненты, такие как SiN
Кода структура ILD «стека» включает азот содержащие компоненты, такие как SiN
«Отравление» фоторезиста исключается за счет тщательного контроля за составом травящего газа
«Отравление» фоторезиста исключается за счет тщательного контроля за составом травящего газа


Процесс с твердой маской (HM)
Процесс с твердой маской (HM)
Технологический процесс с использованием многослойной жесткой маски был разработан, чтобы избежать
Технологический процесс с использованием многослойной жесткой маски был разработан, чтобы избежать

Следует отметить, что на этой стадии нижняя твердая маска не протравливается,
Следует отметить, что на этой стадии нижняя твердая маска не протравливается,
Другой случай создания MHM маски предусматривает последовательность операций получения сначала канавки
Другой случай создания MHM маски предусматривает последовательность операций получения сначала канавки
В итоге проводится травление канавок шин и переходных контактных отверстий в
В итоге проводится травление канавок шин и переходных контактных отверстий в

Рис. 20.10 иллюстрирует сдвиг совмещения верхних шин (М2) и переходных контактных
Рис. 20.10 иллюстрирует сдвиг совмещения верхних шин (М2) и переходных контактных
Рис. 20.10с показывает выход годных шины с шагом 0,28 мкм, с
Рис. 20.10с показывает выход годных шины с шагом 0,28 мкм, с
СКАН фотография DD Cu межсоединений с (а) расширением верхней части линии
СКАН фотография DD Cu межсоединений с (а) расширением верхней части линии
В дополнение к рассовмещению есть большое количество спорных вопросов к процессу
В дополнение к рассовмещению есть большое количество спорных вопросов к процессу
Решение, позволяющее преодолеть эти эффекты – покрыть боковые стенки канавок шин
Решение, позволяющее преодолеть эти эффекты – покрыть боковые стенки канавок шин


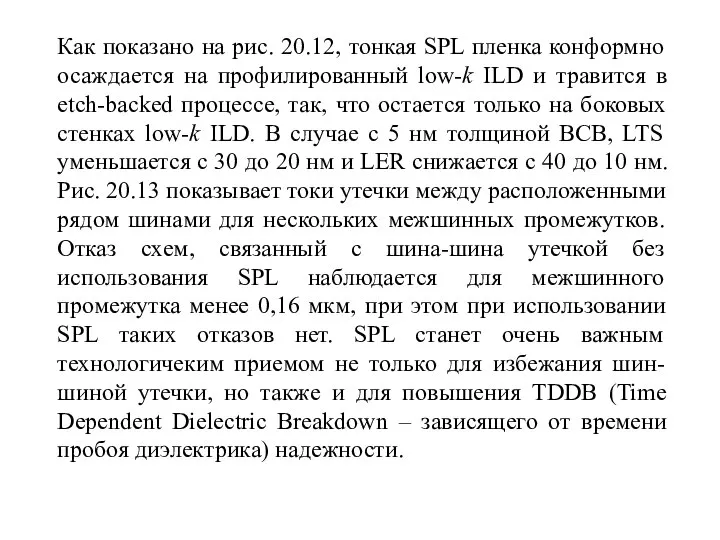
Как показано на рис. 20.12, тонкая SPL пленка конформно осаждается на
Как показано на рис. 20.12, тонкая SPL пленка конформно осаждается на
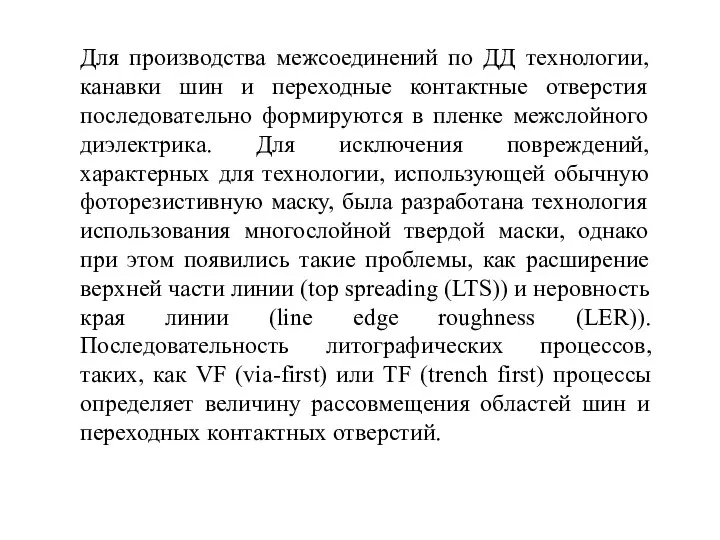
Для производства межсоединений по ДД технологии, канавки шин и переходные контактные
Для производства межсоединений по ДД технологии, канавки шин и переходные контактные
 Н.В. Гоголь (1809-1852)
Н.В. Гоголь (1809-1852) Основы Swing
Основы Swing Зимний стих - презентация для начальной школы
Зимний стих - презентация для начальной школы Презентация "«Экономические системы»" - скачать презентации по Экономике_
Презентация "«Экономические системы»" - скачать презентации по Экономике_ MAzda 3, демонтаж и монтаж передних стоек
MAzda 3, демонтаж и монтаж передних стоек Презентация Microsoft Office PowerPoint (2)
Презентация Microsoft Office PowerPoint (2) Брендбук вашего личного бренда
Брендбук вашего личного бренда Духовная культура
Духовная культура Тема 11: Депозитарная, клиринговая и регистраторская деятельность Регистраторская деятельность Ведение реестров владельцев цен
Тема 11: Депозитарная, клиринговая и регистраторская деятельность Регистраторская деятельность Ведение реестров владельцев цен Стропильные системы крыш
Стропильные системы крыш ВЫДЕЛЕНИЕ-2 Дистальные канальца Собирательные трубочки
ВЫДЕЛЕНИЕ-2 Дистальные канальца Собирательные трубочки  Карбоновые кислоты
Карбоновые кислоты Python_Группа2_Урок1
Python_Группа2_Урок1 Конденсаторы Электрическая емкость.
Конденсаторы Электрическая емкость. Модель Атома по Резерфорду
Модель Атома по Резерфорду Несправності на рівні компонентів. Пасивні компоненти
Несправності на рівні компонентів. Пасивні компоненти Особенности проведения фитнес занятий с детьми 3-15 лет
Особенности проведения фитнес занятий с детьми 3-15 лет O'clock tea
O'clock tea 8_Состав и назначение основных блоков ПК
8_Состав и назначение основных блоков ПК  Психолого-педагогическая характеристика детей, обучающихся по специальной (коррекционной) программе школы VIII вида
Психолого-педагогическая характеристика детей, обучающихся по специальной (коррекционной) программе школы VIII вида Кинематический анализ рычажных механизмов
Кинематический анализ рычажных механизмов Костюм эпохи Древней Греции
Костюм эпохи Древней Греции Пришвин М. Золотой луг - презентация для начальной школы
Пришвин М. Золотой луг - презентация для начальной школы ПЕДАГОГИКА СОТРУДНИЧЕСТВА Доклад-презентация учителя начальных классов С.В.Абашкиной_
ПЕДАГОГИКА СОТРУДНИЧЕСТВА Доклад-презентация учителя начальных классов С.В.Абашкиной_ Презентация Стекло
Презентация Стекло Презентация "Управляемая эволюция SaaS" - скачать презентации по Экономике
Презентация "Управляемая эволюция SaaS" - скачать презентации по Экономике Технико-экономическое обоснование выбора класса напряжения эск 6/10 кв в условиях изолированной энергетики рс(я)
Технико-экономическое обоснование выбора класса напряжения эск 6/10 кв в условиях изолированной энергетики рс(я) Эндодонтический инструментарий. Требования, маркировка. Особенности работы
Эндодонтический инструментарий. Требования, маркировка. Особенности работы