- ТЕХНОЛОГИЯ ДУГОВОЙ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ (СПЛАВОВ)

Содержание
- 2. Основные особенности (трудности) сварки данных металлов (сплавов) МЕДЬ И ЕЁ СПЛАВЫ 1- Легкое образование оксида в
- 3. Основные особенности (трудности) сварки данных металлов (сплавов) АЛЮМИНИЙ И ЕГО СПЛАВЫ 1- Образование тугоплавкого и тяжелого
- 4. Основные особенности (трудности) сварки данных металлов (сплавов) МАГНИЙ И ЕГО СПЛАВЫ 1- Образование тугоплавкого оксида; 2-
- 5. Основные особенности (трудности) сварки данных металлов (сплавов) ТИТАН И ЕГО СПЛАВЫ 1- Интенсивное поглощение вредных газов
- 6. ВСЕ ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ ТРЕБУЮТ ВЫСОКОЙ КУЛЬТУРЫ ПРОИЗВОДСТВА
- 7. Участки зачистки и обезжиривания Подогрев медных деталей до 150…250 оС Проковка швов после сварки
- 8. Схема аргонодуговой сварки изделий 1. Вольфрам 2. Сопло аргона 3. Сопло азота Подача защитных газов в
- 9. Схема аргонодуговой сварки изделий с применением приспособлений Клавишного прерывистого типа
- 10. Схема аргонодуговой сварки изделий с применением приспособлений Прижимов непрерывного типа
- 11. Схема защиты лицевой и обратной стороны шва (корня шва) при сварке 1. Стыковых соединений 2. Тавровых
- 13. Скачать презентацию
Основные особенности (трудности) сварки данных металлов (сплавов)
МЕДЬ И ЕЁ СПЛАВЫ
1-
Основные особенности (трудности) сварки данных металлов (сплавов)
МЕДЬ И ЕЁ СПЛАВЫ
1-
Основные особенности (трудности) сварки данных металлов (сплавов)
АЛЮМИНИЙ И ЕГО СПЛАВЫ
1- Образование
Основные особенности (трудности) сварки данных металлов (сплавов)
АЛЮМИНИЙ И ЕГО СПЛАВЫ
1- Образование
Основные особенности (трудности) сварки данных металлов (сплавов)
МАГНИЙ И ЕГО СПЛАВЫ
1- Образование
Основные особенности (трудности) сварки данных металлов (сплавов)
МАГНИЙ И ЕГО СПЛАВЫ
1- Образование
Основные особенности (трудности) сварки данных металлов (сплавов)
ТИТАН И ЕГО СПЛАВЫ
1- Интенсивное
Основные особенности (трудности) сварки данных металлов (сплавов)
ТИТАН И ЕГО СПЛАВЫ
1- Интенсивное
ВСЕ ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ ТРЕБУЮТ ВЫСОКОЙ КУЛЬТУРЫ ПРОИЗВОДСТВА
ВСЕ ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ ТРЕБУЮТ ВЫСОКОЙ КУЛЬТУРЫ ПРОИЗВОДСТВА
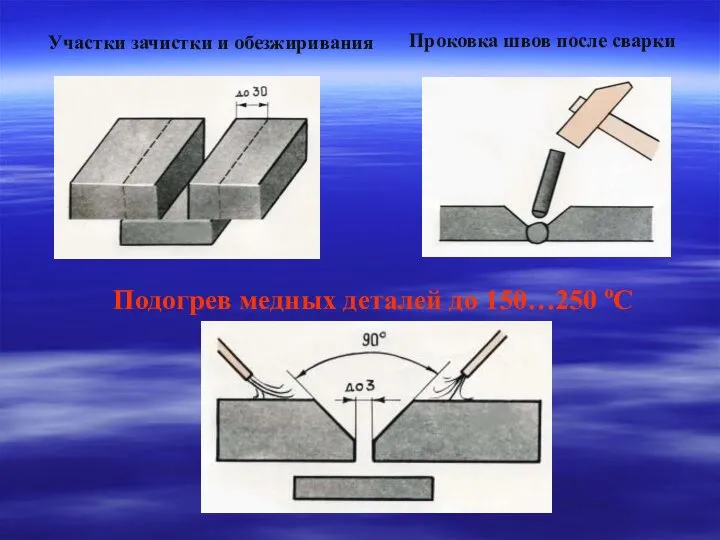
Участки зачистки и обезжиривания
Подогрев медных деталей до 150…250 оС
Проковка швов после
Участки зачистки и обезжиривания
Подогрев медных деталей до 150…250 оС
Проковка швов после

Схема аргонодуговой сварки изделий
1. Вольфрам
2. Сопло аргона
3. Сопло азота
Подача защитных газов
Схема аргонодуговой сварки изделий
1. Вольфрам
2. Сопло аргона
3. Сопло азота
Подача защитных газов
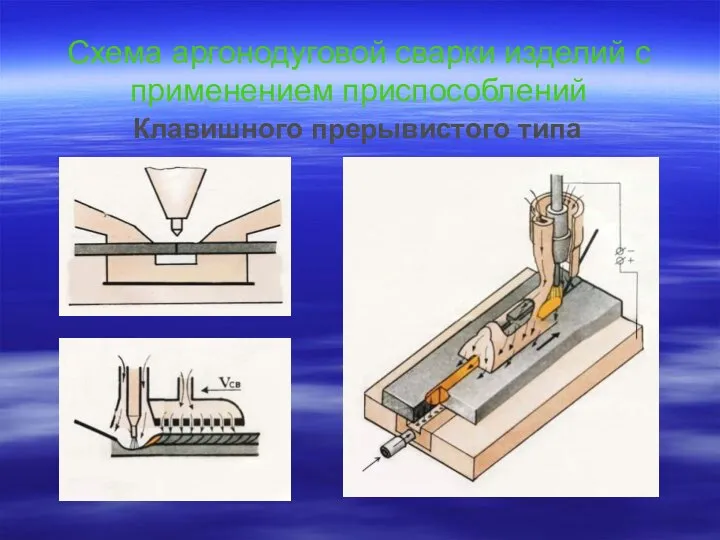
Схема аргонодуговой сварки изделий с применением приспособлений
Клавишного прерывистого типа
Схема аргонодуговой сварки изделий с применением приспособлений
Клавишного прерывистого типа

Схема аргонодуговой сварки изделий с применением приспособлений
Прижимов непрерывного типа
Схема аргонодуговой сварки изделий с применением приспособлений
Прижимов непрерывного типа
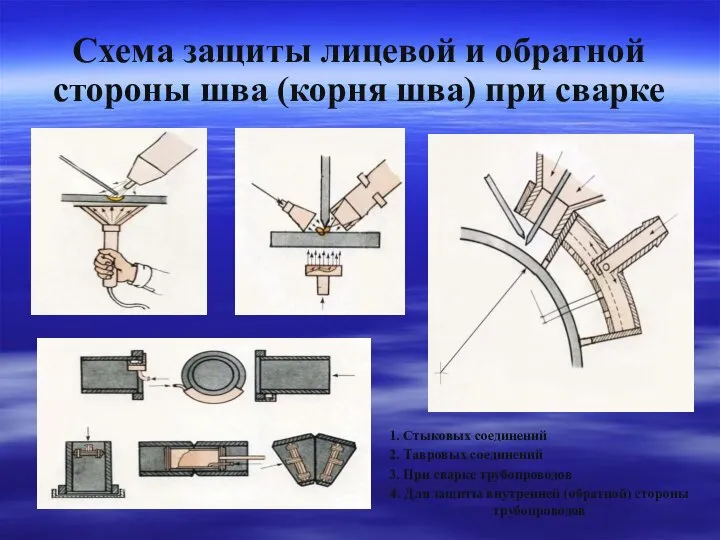
Схема защиты лицевой и обратной стороны шва (корня шва) при сварке
1.
Схема защиты лицевой и обратной стороны шва (корня шва) при сварке
1.
 Числа 1418. Господь долготерпелив и многомилостив
Числа 1418. Господь долготерпелив и многомилостив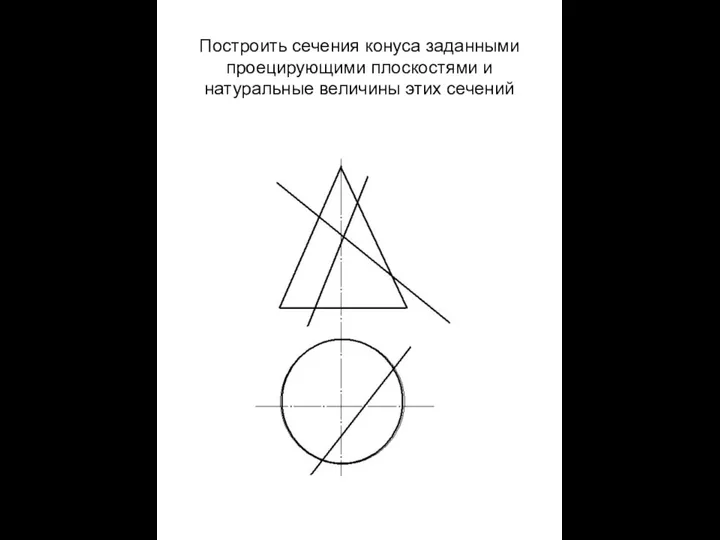 Пересечение поверхностей геометрических тел
Пересечение поверхностей геометрических тел Процессуальное право: Гражданский и арбитражный процесс
Процессуальное право: Гражданский и арбитражный процесс Мировой финансовый кризис и Современная экономическая теория
Мировой финансовый кризис и Современная экономическая теория  Геохимия почвы. Миграция
Геохимия почвы. Миграция История русского танца
История русского танца ПРОГНОЗИРОВАНИЕ КУРСОВ ВАЛЮТ С ИСПОЛЬЗОВАНИЕМ НЕЙРОСЕТЕВЫХ ТЕХНОЛОГИЙ Студент гр. Мт-47053 А.С.Истомин Руководитель, доцент, к.т.н.
ПРОГНОЗИРОВАНИЕ КУРСОВ ВАЛЮТ С ИСПОЛЬЗОВАНИЕМ НЕЙРОСЕТЕВЫХ ТЕХНОЛОГИЙ Студент гр. Мт-47053 А.С.Истомин Руководитель, доцент, к.т.н.  Система таможенного управления при Петре I. Выполнили: студентки группы Ю-104, Панова Екатерина и Дудина Антонина.
Система таможенного управления при Петре I. Выполнили: студентки группы Ю-104, Панова Екатерина и Дудина Антонина. МАСТЕР-КЛАСС КАК ФОРМА ПОВЫШЕНИЯ КВАЛИФИКАЦИИ И ОБОБЩЕНИЯ ПЕДАГОГИЧЕСКОГО ОПЫТА Лучше один раз увидеть, чем сто раз услышать.
МАСТЕР-КЛАСС КАК ФОРМА ПОВЫШЕНИЯ КВАЛИФИКАЦИИ И ОБОБЩЕНИЯ ПЕДАГОГИЧЕСКОГО ОПЫТА Лучше один раз увидеть, чем сто раз услышать.  Технические средства защиты информации
Технические средства защиты информации Производство в суде апелляционной инстанции. Исполнение приговора
Производство в суде апелляционной инстанции. Исполнение приговора  Предмет и задачи метрологии. Основные понятия, объекты и субъекты метрологии
Предмет и задачи метрологии. Основные понятия, объекты и субъекты метрологии Петер Ветш. Концепция «земляных» домов
Петер Ветш. Концепция «земляных» домов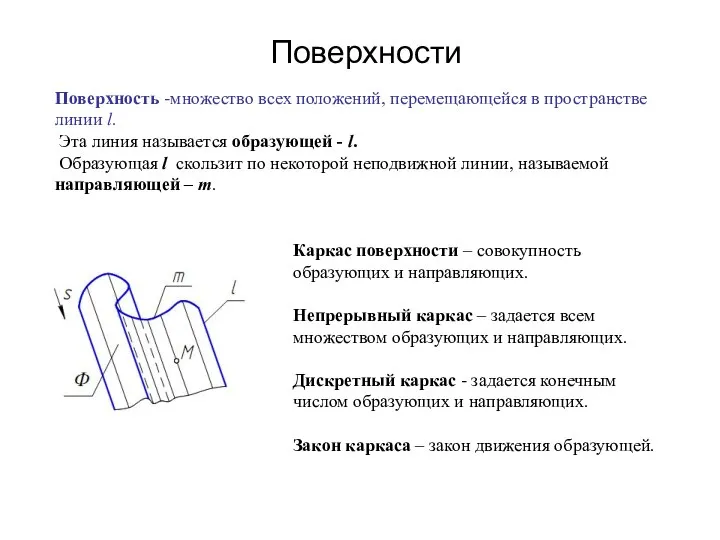 Поверхности. Основные понятия и определения
Поверхности. Основные понятия и определения Практика увеличения продаж при помощи персональных email-рекомендаций Владислав Флакс Электронная торговля Москва, 24 мая 2011. - презе
Практика увеличения продаж при помощи персональных email-рекомендаций Владислав Флакс Электронная торговля Москва, 24 мая 2011. - презе О чем рассказывается в Евангелии
О чем рассказывается в Евангелии Работа учителя изобразительного искусства МБОУШИС(п)ОО№3 ст.Казанская Левченко Е.А.
Работа учителя изобразительного искусства МБОУШИС(п)ОО№3 ст.Казанская Левченко Е.А. Презентация "Кризис в России 2009" - скачать презентации по Экономике
Презентация "Кризис в России 2009" - скачать презентации по Экономике Задание 1.3.1 Определение IT. Функции. Составляющие и задачи
Задание 1.3.1 Определение IT. Функции. Составляющие и задачи Étude et réalisation d’un alimentation à plusieurs variantes de sortie sans transformateur
Étude et réalisation d’un alimentation à plusieurs variantes de sortie sans transformateur Персональный компьютер практическая
Персональный компьютер практическая  Уроки немецкого. Спорт
Уроки немецкого. Спорт МАКІЇВСЬКА ЗАГАЛЬНООСВІТНЯ ШКОЛА I-III СТУПЕНІВ № 15
МАКІЇВСЬКА ЗАГАЛЬНООСВІТНЯ ШКОЛА I-III СТУПЕНІВ № 15 Электрооборудование большого сейнера-тунцелова БС-Т типа “Мурман -2”
Электрооборудование большого сейнера-тунцелова БС-Т типа “Мурман -2” Пакети JAVA
Пакети JAVA Презентация на тему "Начальная школа XXI" - скачать презентации по Педагогике
Презентация на тему "Начальная школа XXI" - скачать презентации по Педагогике Художественная культура XIX века в России (8 класс)
Художественная культура XIX века в России (8 класс) Паломнический центр «Знаменский скит». Паломническо-туристические маршруты
Паломнический центр «Знаменский скит». Паломническо-туристические маршруты