- Управление в автоматизированном производстве (01)

Содержание
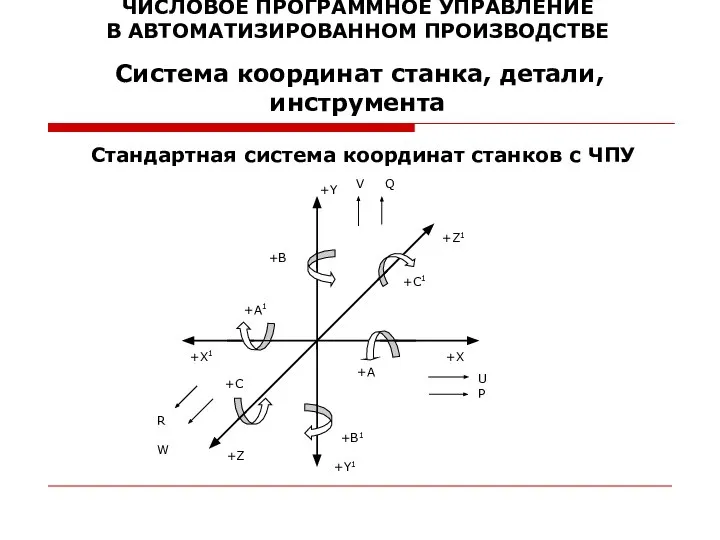
- 2. ЧИСЛОВОЕ ПРОГРАММНОЕ УПРАВЛЕНИЕ В АВТОМАТИЗИРОВАННОМ ПРОИЗВОДСТВЕ Система координат станка, детали, инструмента Стандартная система координат станков с
- 3. Система координат станка, детали, инструмента Размещение координатных систем у различных станков с ЧПУ
- 4. Система координат станка, детали, инструмента Система координат станка и детали
- 5. Система координат станка, детали, инструмента Система координат инструмента
- 6. Система координат станка, детали, инструмента Связь систем координат
- 7. Система координат станка, детали, инструмента Связь систем координат при обработке на токарном станке
- 8. Связь систем координат при обработке на токарном станке Для случая, когда оси аппликат систем координат программы
- 10. Скачать презентацию
ЧИСЛОВОЕ ПРОГРАММНОЕ УПРАВЛЕНИЕ
В АВТОМАТИЗИРОВАННОМ ПРОИЗВОДСТВЕ
Система координат станка, детали, инструмента
Стандартная
ЧИСЛОВОЕ ПРОГРАММНОЕ УПРАВЛЕНИЕ
В АВТОМАТИЗИРОВАННОМ ПРОИЗВОДСТВЕ
Система координат станка, детали, инструмента
Стандартная

Система координат станка, детали, инструмента
Размещение координатных систем у различных станков с
Система координат станка, детали, инструмента
Размещение координатных систем у различных станков с

Система координат станка, детали, инструмента
Система координат станка и детали
Система координат станка, детали, инструмента
Система координат станка и детали

Система координат станка, детали, инструмента
Система координат инструмента
Система координат станка, детали, инструмента
Система координат инструмента

Система координат станка, детали, инструмента
Связь систем координат
Система координат станка, детали, инструмента
Связь систем координат

Система координат станка, детали, инструмента
Связь систем координат при обработке на токарном
Система координат станка, детали, инструмента
Связь систем координат при обработке на токарном
Связь систем координат при обработке на токарном станке
Для случая, когда оси
Связь систем координат при обработке на токарном станке
Для случая, когда оси
 The Mariinsky Palace. The Monument to Nicholas I
The Mariinsky Palace. The Monument to Nicholas I Фермы. Классификация
Фермы. Классификация Педагогическая поддержка семьи (Из опыта работы МОУ Захаровской СОШ Котельниковского района Волгоградской области)
Педагогическая поддержка семьи (Из опыта работы МОУ Захаровской СОШ Котельниковского района Волгоградской области) Трудовой договор. Условия, порядок, рабочая неделя
Трудовой договор. Условия, порядок, рабочая неделя Zahlen
Zahlen Презентация Виды и характеристика торгово-политических режимов зарубежных государств или экономических союзов государств
Презентация Виды и характеристика торгово-политических режимов зарубежных государств или экономических союзов государств  О чём говорят матрёшки? 5 класс
О чём говорят матрёшки? 5 класс Электронные образовательные ресурсы
Электронные образовательные ресурсы Китайская кухня
Китайская кухня Къзанларла анлашмак
Къзанларла анлашмак Разработка поведенческой модели
Разработка поведенческой модели Буддизм. Будда
Буддизм. Будда Межкультурная коммуникация и коммуникативное поведение
Межкультурная коммуникация и коммуникативное поведение Технологический этап проекта
Технологический этап проекта Жастар саясаты
Жастар саясаты Подросток в кризисной ситуации
Подросток в кризисной ситуации Деловой имидж Мишель Обамы Мишель Обаму признали самой стильной женщиной Америки. Ее каждодневные наряды стали поводом для специ
Деловой имидж Мишель Обамы Мишель Обаму признали самой стильной женщиной Америки. Ее каждодневные наряды стали поводом для специ Основні принципи функціонування телевізійних систем
Основні принципи функціонування телевізійних систем Костюмы. Древняя Индия
Костюмы. Древняя Индия Old XPSAT substituted by new XPSATE
Old XPSAT substituted by new XPSATE Георгий Победоносец
Георгий Победоносец Теория и методика экологич образ стереотипы
Теория и методика экологич образ стереотипы Таможенная процедура экспорта Цьопа Федина
Таможенная процедура экспорта Цьопа Федина Византия. Раннехристианское искусство
Византия. Раннехристианское искусство Christmas and New Year in Great Britain
Christmas and New Year in Great Britain Трелевочная машина КАТ525 (скидер)
Трелевочная машина КАТ525 (скидер) Государство
Государство Исследовательский проект по мировой художественной культуре Авторы проекта: учащиеся 11 класса МОУ-Грязновска
Исследовательский проект по мировой художественной культуре Авторы проекта: учащиеся 11 класса МОУ-Грязновска