ВКР: Технология ручной дуговой сварки сосудов, работающих под давлением. Технология полуавтоматической сварки
- ВКР: Технология ручной дуговой сварки сосудов, работающих под давлением. Технология полуавтоматической сварки

Содержание
- 2. Целью моей письменной экзаменационной работы является изучить технологию ручной дуговой сварки сосудов, работающих под давлением и
- 3. Введение Сосуд под давлением — закрытая ёмкость (стационарно установленная или передвижная), предназначенная для ведения химических, тепловых
- 4. Особенности сварки конструкций сосудов работающих под давлением Сосуды, работающие под давлением, относятся к котельному оборудованию (КО).
- 5. Все 100 % сварных швов сосудов подлежат визуальному и измерительному контролю. Радиографическому и/или ультразвуковому контролю подлежат
- 6. Организация рабочего места Организация рабочего места сварщика регулируется нормами и постановлениями Охраны труда и Техники безопасности
- 7. Стационарный сварочный пост организуют при изготовлении сосудов небольшого размера ( баллоны и т . д ).
- 8. Передвижной сварочный пост организуют при изготовлении сосудов огромных размеров. При работе на улице необходимо обезопасить проходящих
- 9. Сварочные материалы 3.1 Сталь: Для изготовления сосудов и аппаратов должны применяться стали, выплавленные в электродуговых печах
- 10. Для сварки деталей и узлов из сталей марок 15Г2СФ и 09ХГН2АБ применяются сварочные материалы, приведенные в
- 11. Режимы прокалки электродов и флюсов Использование электродов по истечению срока годности, приведенного в таблице 7.6, не
- 12. 3.2 Защитный газ применяемый при полуавтоматической сварке Аргон - наиболее часто применяемый инертный газ(газ, который не
- 13. 3.3 Сварочная проволока для механизированной сварки. Химический состав в % материала Св-08ХН2Г2СМЮ ГОСТ 2246 - 70
- 14. Подготовка к проведению сварочных работ Сварка металлических заготовок – это не только работа с электродом или
- 15. 1) Чистка – операция по удалению загрязнений с металла. Зависит от размера изготавливаемого сосуда. (маленькие –
- 16. 3) Правка – операция по удалению деформаций с металла. 4) Разметка – операция по перенесению конфигураций
- 17. 5) Гибка - операция по преданию детали определенной формы. Листы стали не должны иметь кривизну, превышающую
- 18. Перед вырезкой отверстий замерить фактический наружный диаметр устанавливаемого патрубка (штуцера). Зачистка кромок вырезанного отверстия производится до
- 19. Сборка на прихватки - прихватки должны выполняться теми же электродами или сварочной проволокой, которые применяются для
- 20. Сборка конструкций под сварку должна производиться по технологическому процессу, который может разрабатываться и выпускаться в виде
- 21. Последовательность расстановки прихваток
- 22. Техника и технология изготовления сосудов работающих под давлением РДС Все цилиндрические сосуды работающие под давлением конструктивно
- 23. Технология изготовления сосудов, работающих под давлением. Днища изготавливают штамповкой, предварительно вырезанной из целого листа заготовки, если
- 24. 2. Если длина цилиндрической части сосуда превышает максимально возможную длину листового проката, то её можно изготавливать
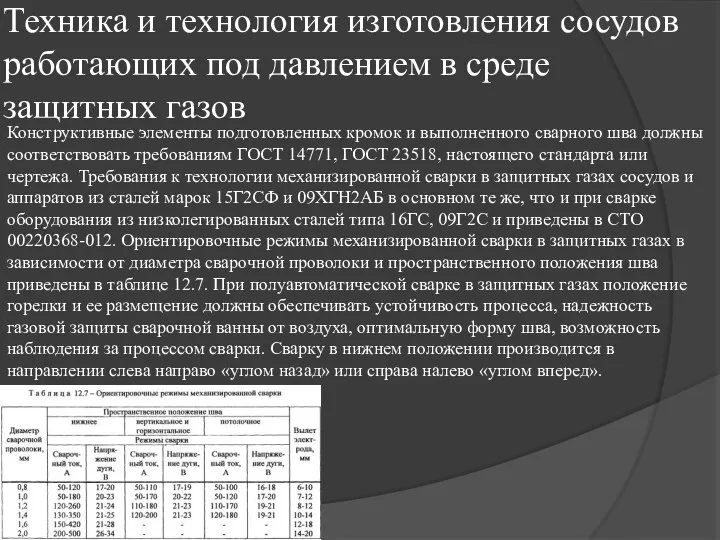
- 25. Конструктивные элементы подготовленных кромок и выполненного сварного шва должны соответствовать требованиям ГОСТ 5264, ГОСТ 11534, действующих
- 26. При многослойной сварке диаметр электрода выбирается в зависимости от толщины свариваемого металла и номера прохода. Для
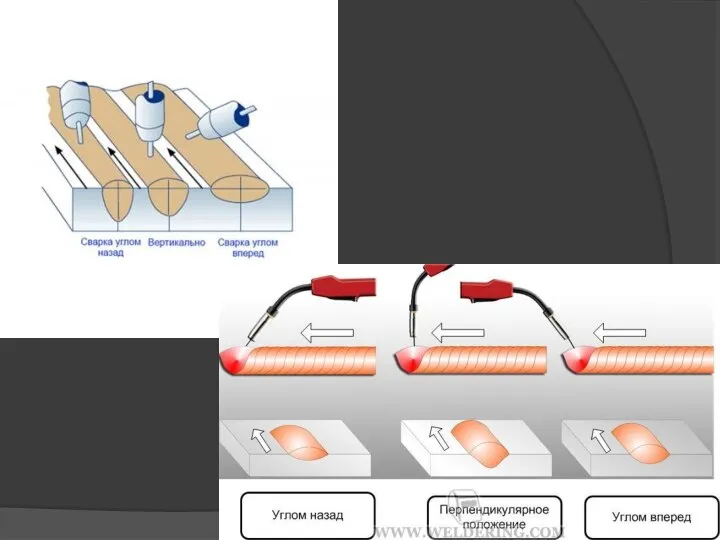
- 27. Техника и технология изготовления сосудов работающих под давлением в среде защитных газов Конструктивные элементы подготовленных кромок
- 28. Сварку вертикальных швов при толщине металла до 3 мм, включительно, рекомендуется производить сверху вниз с наклоном
- 30. Контроль качества сварных соединений сосудов работающих под давлением Пооперационный контроль включает: контроль качества основного металла, соответствие
- 31. В процессе сварки контролируются: - режимы сварки; - очередность наложения швов; - температура подогрева деталей, подлежащих
- 32. Рис. 1, 2, 3 Неразрушающий контроль качества сварного шва
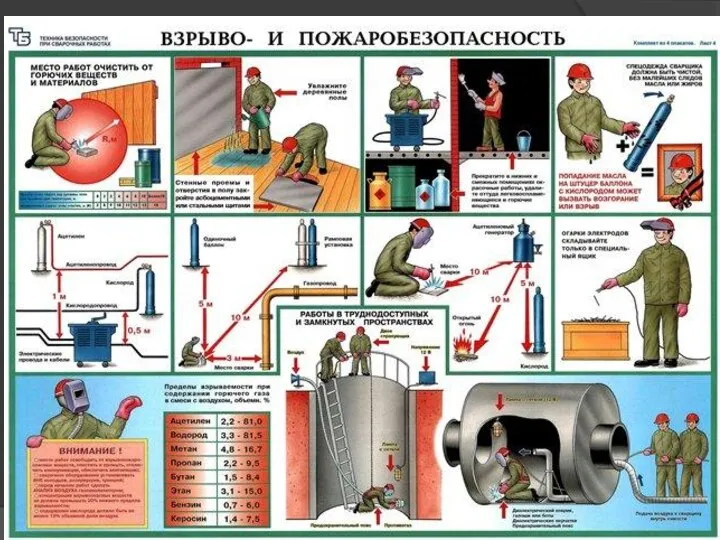
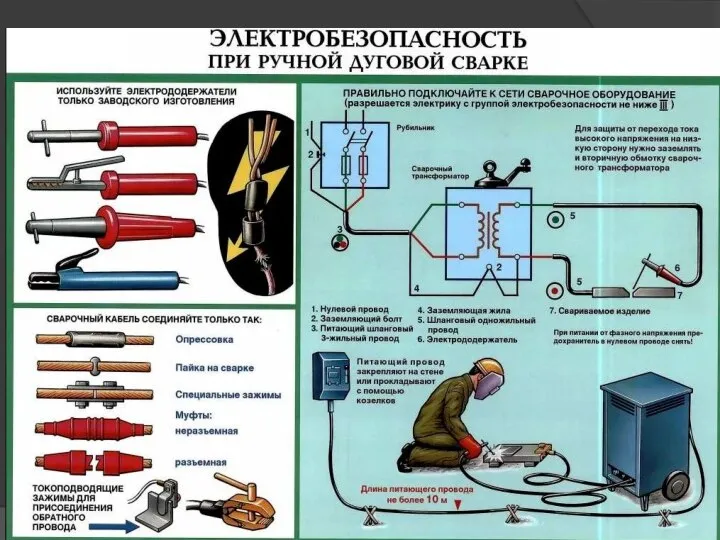
- 34. Техника безопасности при сварочных работах В связи с тем, что электросварочные работы являются работами повышенной опасности,
- 35. Общие меры безопасности при электросварочных работах Вести работы на открытой территории при атмосферных осадках (снег, дождь)
- 36. Выполнение работ в особо опасных условиях К такому виду работ причисляют сварку в резервуарах, емкостях. В
- 39. Заключение Для выполнения сварки должны применяться исправные установки, аппаратура и приспособления, обеспечивающие соблюдение требований технологической документации.
- 40. Сварные соединения элементов, работающих под избыточным давлением, с толщиной стенки более 6 мм подлежат маркировке (клеймению),
- 42. Скачать презентацию
Целью моей письменной экзаменационной работы является изучить технологию ручной дуговой сварки
Целью моей письменной экзаменационной работы является изучить технологию ручной дуговой сварки

Введение
Сосуд под давлением — закрытая ёмкость (стационарно установленная или передвижная), предназначенная для
Введение
Сосуд под давлением — закрытая ёмкость (стационарно установленная или передвижная), предназначенная для
Особенности сварки конструкций сосудов работающих под давлением
Сосуды, работающие под давлением, относятся
Особенности сварки конструкций сосудов работающих под давлением
Сосуды, работающие под давлением, относятся
Все 100 % сварных швов сосудов подлежат визуальному и измерительному контролю.
Все 100 % сварных швов сосудов подлежат визуальному и измерительному контролю.
Организация рабочего места
Организация рабочего места сварщика регулируется нормами и постановлениями Охраны
Организация рабочего места
Организация рабочего места сварщика регулируется нормами и постановлениями Охраны

Стационарный сварочный пост организуют при изготовлении сосудов небольшого размера ( баллоны
Стационарный сварочный пост организуют при изготовлении сосудов небольшого размера ( баллоны

Передвижной сварочный пост организуют при изготовлении сосудов огромных размеров. При работе
Передвижной сварочный пост организуют при изготовлении сосудов огромных размеров. При работе

Сварочные материалы
3.1 Сталь: Для изготовления сосудов и аппаратов должны применяться стали,
Сварочные материалы
3.1 Сталь: Для изготовления сосудов и аппаратов должны применяться стали,
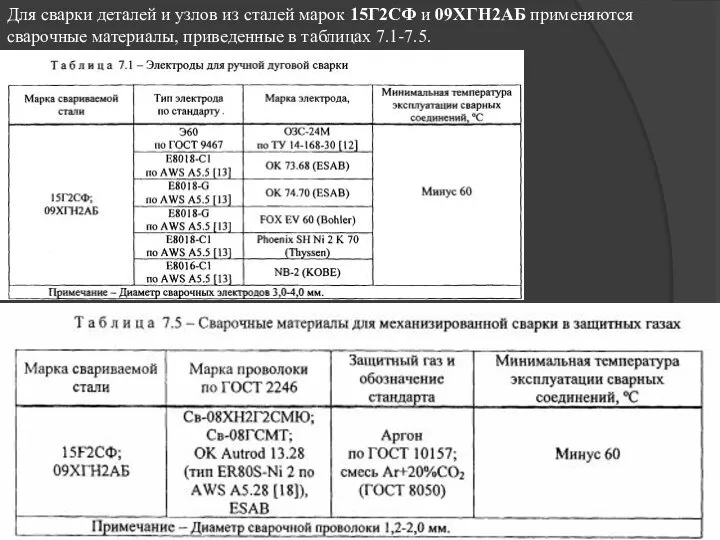
Для сварки деталей и узлов из сталей марок 15Г2СФ и 09ХГН2АБ
Для сварки деталей и узлов из сталей марок 15Г2СФ и 09ХГН2АБ
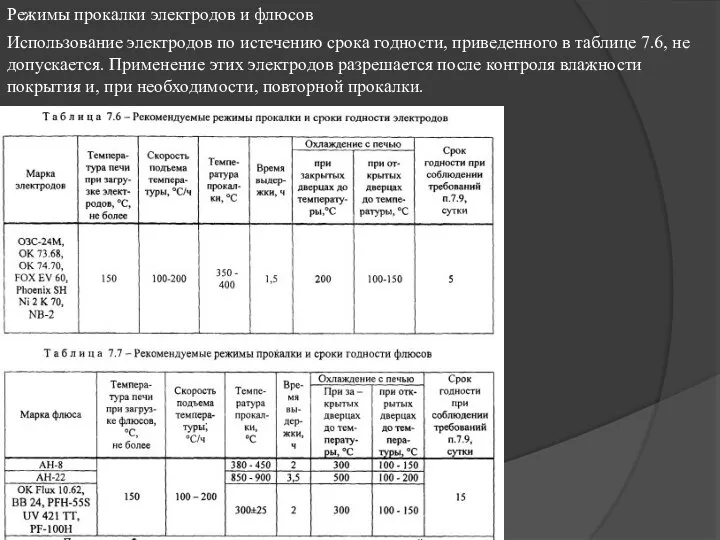
Режимы прокалки электродов и флюсов
Использование электродов по истечению срока годности, приведенного
Режимы прокалки электродов и флюсов
Использование электродов по истечению срока годности, приведенного
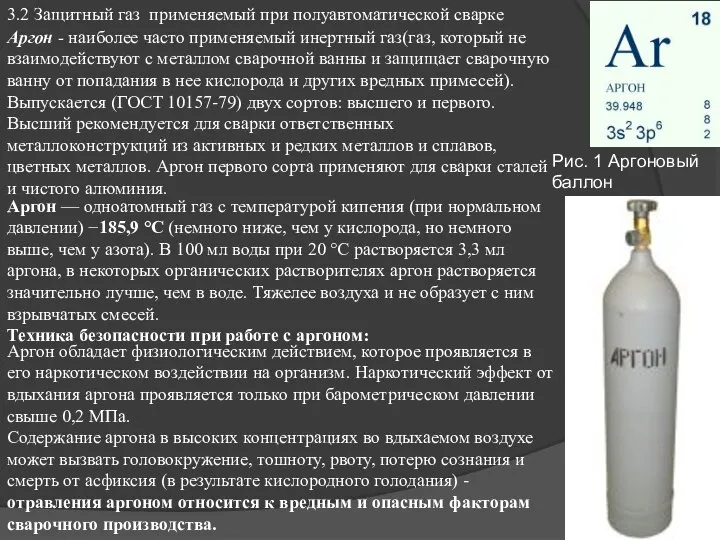
3.2 Защитный газ применяемый при полуавтоматической сварке
Аргон - наиболее часто
3.2 Защитный газ применяемый при полуавтоматической сварке
Аргон - наиболее часто
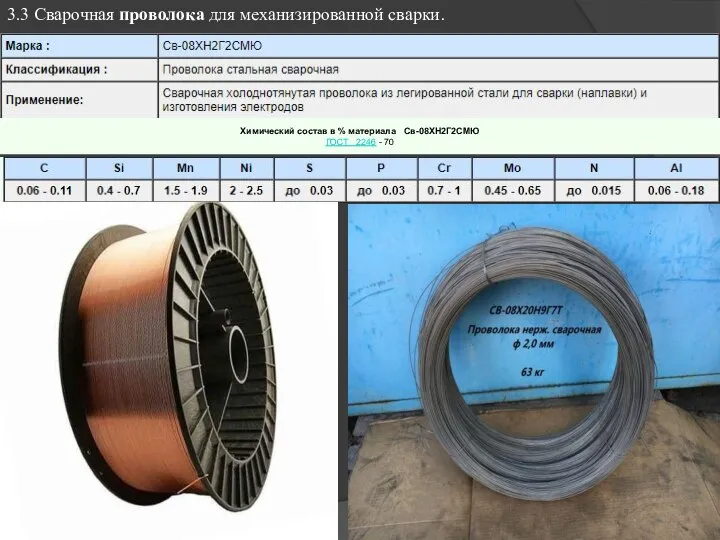
3.3 Сварочная проволока для механизированной сварки.
Химический состав в % материала Св-08ХН2Г2СМЮ
ГОСТ
3.3 Сварочная проволока для механизированной сварки.
Химический состав в % материала Св-08ХН2Г2СМЮ
ГОСТ
Подготовка к проведению сварочных работ
Сварка металлических заготовок – это не только
Подготовка к проведению сварочных работ
Сварка металлических заготовок – это не только

1) Чистка – операция по удалению загрязнений с металла. Зависит от
1) Чистка – операция по удалению загрязнений с металла. Зависит от
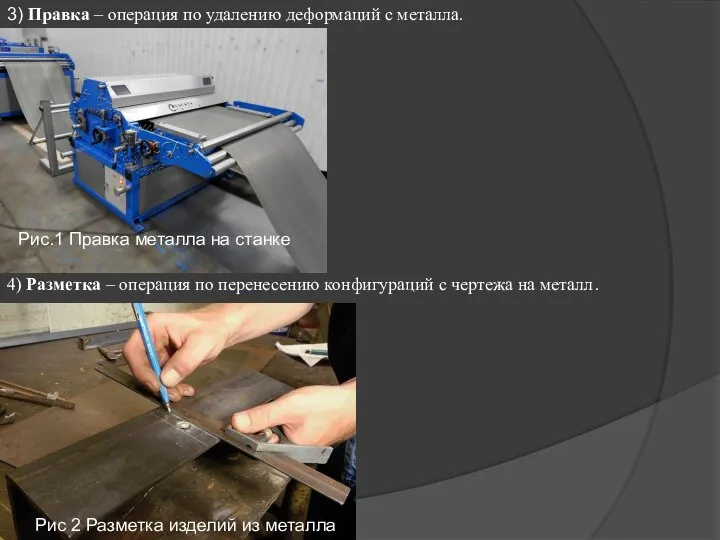
3) Правка – операция по удалению деформаций с металла.
4) Разметка –
3) Правка – операция по удалению деформаций с металла.
4) Разметка –
5) Гибка - операция по преданию детали определенной формы.
Листы стали не
5) Гибка - операция по преданию детали определенной формы.
Листы стали не
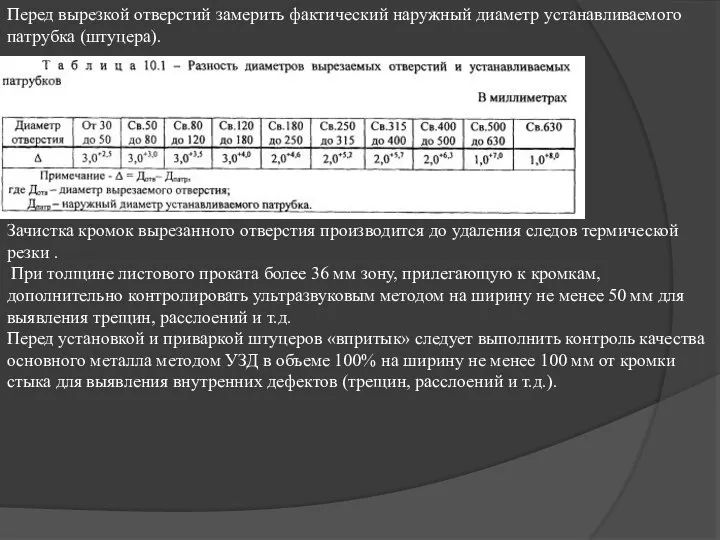
Перед вырезкой отверстий замерить фактический наружный диаметр устанавливаемого патрубка (штуцера).
Зачистка
Перед вырезкой отверстий замерить фактический наружный диаметр устанавливаемого патрубка (штуцера).
Зачистка
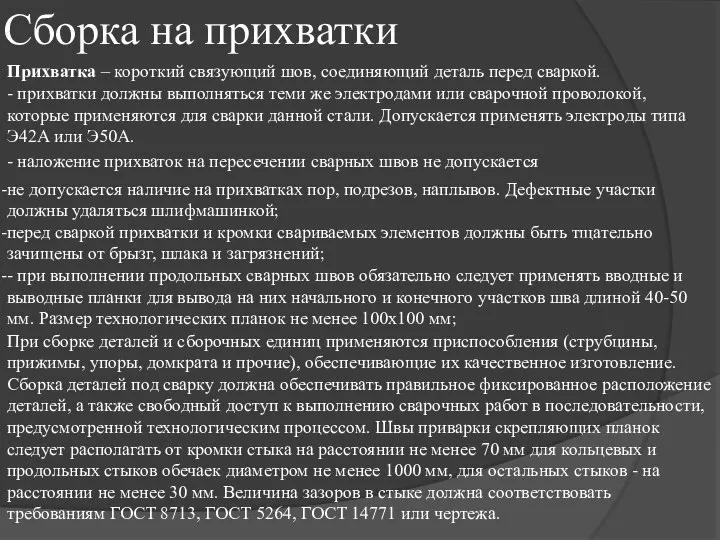
Сборка на прихватки
- прихватки должны выполняться теми же электродами или сварочной
Сборка на прихватки
- прихватки должны выполняться теми же электродами или сварочной
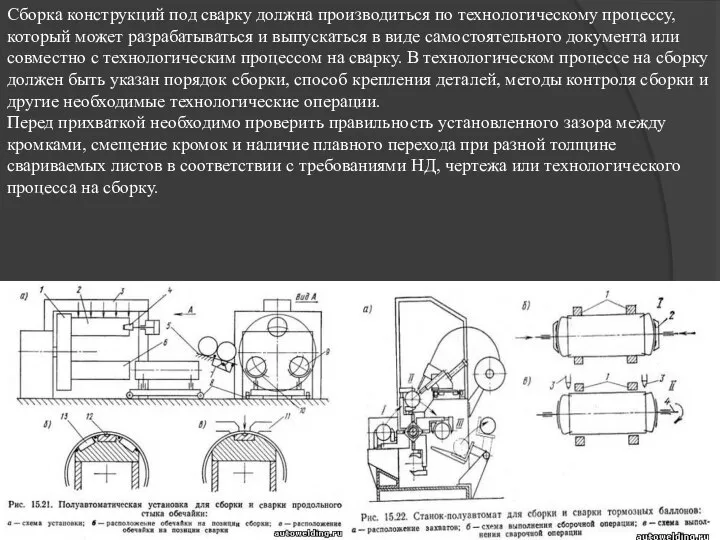
Сборка конструкций под сварку должна производиться по технологическому процессу, который может
Сборка конструкций под сварку должна производиться по технологическому процессу, который может
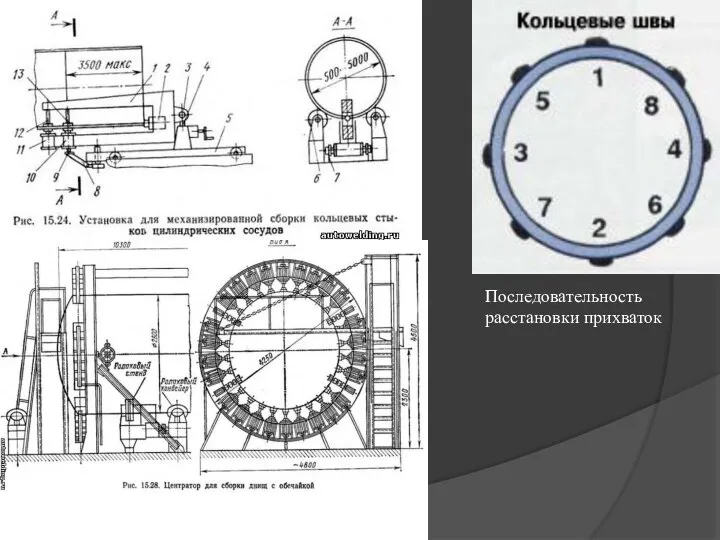
Последовательность расстановки прихваток
Последовательность расстановки прихваток
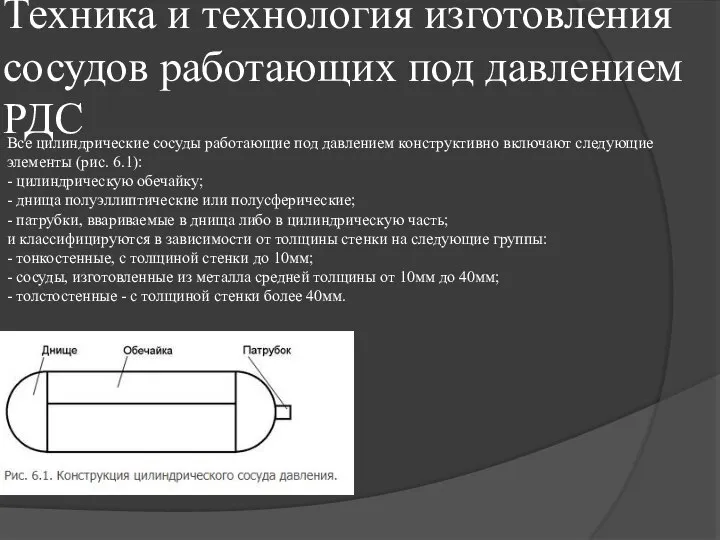
Техника и технология изготовления сосудов работающих под давлением РДС
Все цилиндрические сосуды
Техника и технология изготовления сосудов работающих под давлением РДС
Все цилиндрические сосуды
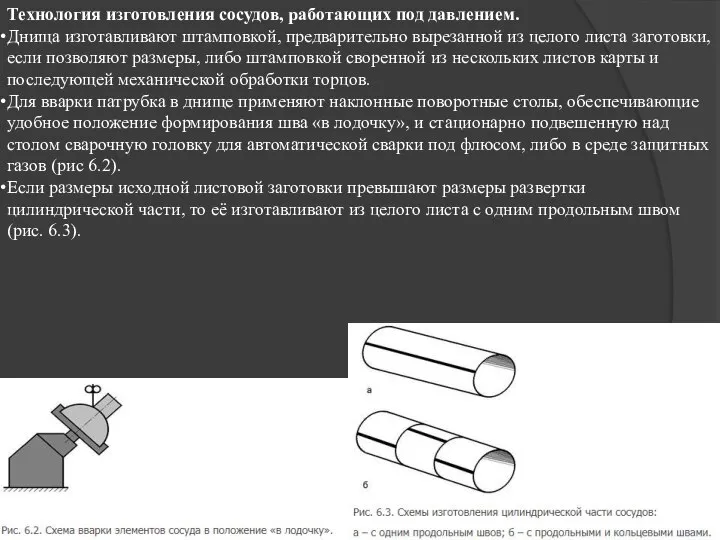
Технология изготовления сосудов, работающих под давлением.
Днища изготавливают штамповкой, предварительно вырезанной из
Технология изготовления сосудов, работающих под давлением.
Днища изготавливают штамповкой, предварительно вырезанной из
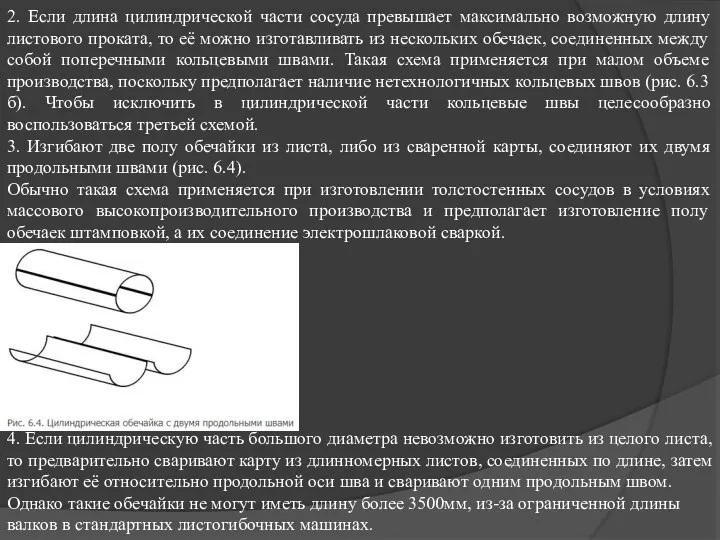
2. Если длина цилиндрической части сосуда превышает максимально возможную длину листового
2. Если длина цилиндрической части сосуда превышает максимально возможную длину листового
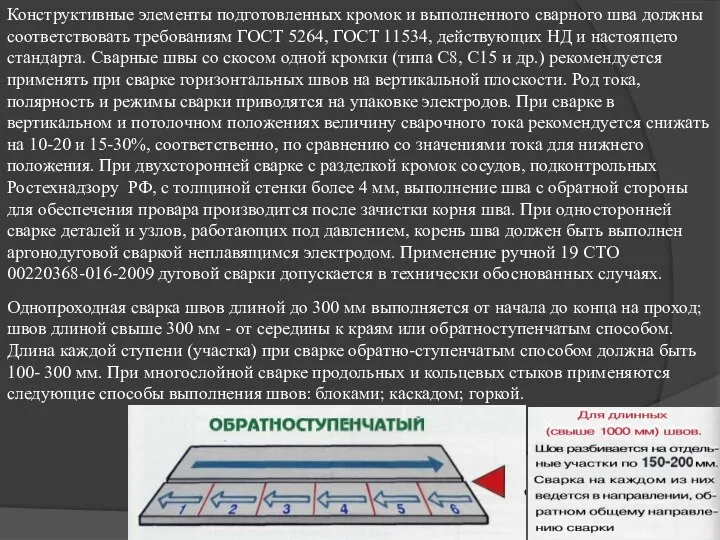
Конструктивные элементы подготовленных кромок и выполненного сварного шва должны соответствовать требованиям
Конструктивные элементы подготовленных кромок и выполненного сварного шва должны соответствовать требованиям
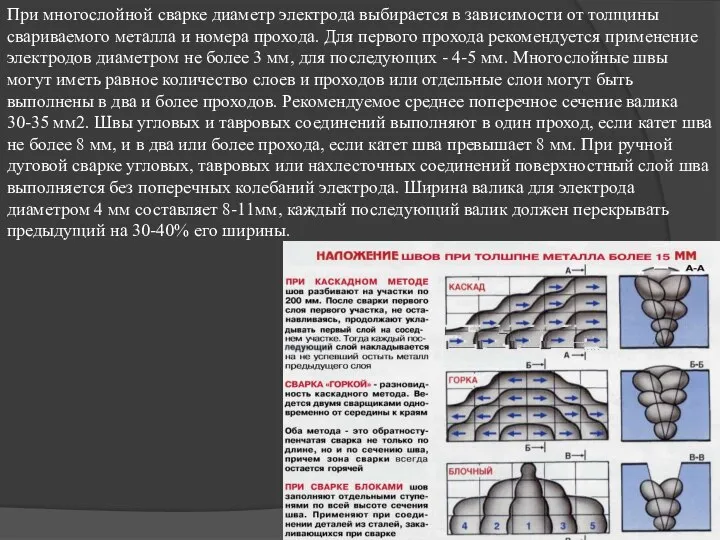
При многослойной сварке диаметр электрода выбирается в зависимости от толщины свариваемого
При многослойной сварке диаметр электрода выбирается в зависимости от толщины свариваемого
Техника и технология изготовления сосудов работающих под давлением в среде защитных
Техника и технология изготовления сосудов работающих под давлением в среде защитных
Сварку вертикальных швов при толщине металла до 3 мм, включительно, рекомендуется
Сварку вертикальных швов при толщине металла до 3 мм, включительно, рекомендуется
Контроль качества сварных соединений сосудов работающих под давлением
Пооперационный контроль включает: контроль
Контроль качества сварных соединений сосудов работающих под давлением
Пооперационный контроль включает: контроль
В процессе сварки контролируются:
- режимы сварки;
- очередность наложения швов;
В процессе сварки контролируются:
- режимы сварки;
- очередность наложения швов;

Рис. 1, 2, 3 Неразрушающий контроль качества сварного шва
Рис. 1, 2, 3 Неразрушающий контроль качества сварного шва

Техника безопасности при сварочных работах
В связи с тем, что электросварочные работы
Техника безопасности при сварочных работах
В связи с тем, что электросварочные работы
Общие меры безопасности при электросварочных работах
Вести работы на открытой территории при
Общие меры безопасности при электросварочных работах
Вести работы на открытой территории при
Выполнение работ в особо опасных условиях
К такому виду работ причисляют сварку
Выполнение работ в особо опасных условиях
К такому виду работ причисляют сварку
Заключение
Для выполнения сварки должны применяться исправные установки, аппаратура и приспособления, обеспечивающие
Заключение
Для выполнения сварки должны применяться исправные установки, аппаратура и приспособления, обеспечивающие
Сварные соединения элементов, работающих под избыточным давлением, с толщиной стенки более
Сварные соединения элементов, работающих под избыточным давлением, с толщиной стенки более
 Cубъекты и объекты оценочной деятельности
Cубъекты и объекты оценочной деятельности  Мероприятие по защите информации
Мероприятие по защите информации Судебная практика возмещение вреда. Качели
Судебная практика возмещение вреда. Качели Патологическая стираемость твердых тканей зубов
Патологическая стираемость твердых тканей зубов  ХВОРОБОТВОРНІ БАКТЕРІЇ
ХВОРОБОТВОРНІ БАКТЕРІЇ Виды туристического снаряжения
Виды туристического снаряжения Метод рационализации - презентация по Алгебре
Метод рационализации - презентация по Алгебре Исторический портрет П.А.Столыпина Работу выполнила Студентка 1 курса группы Юб1401 Ковшова Ксения
Исторический портрет П.А.Столыпина Работу выполнила Студентка 1 курса группы Юб1401 Ковшова Ксения  Кандидоз слизистой оболочки полости
Кандидоз слизистой оболочки полости  Особенности обмена АК
Особенности обмена АК  Геополитические интересы России. Экономико-географическое положение России
Геополитические интересы России. Экономико-географическое положение России Отчет по лабораторным работам № 1-7 (1 семестр) «Основы работы в текстовом процессоре Microsoft WORD
Отчет по лабораторным работам № 1-7 (1 семестр) «Основы работы в текстовом процессоре Microsoft WORD Техническое и энергетическое обследование качества зданий и сооружений
Техническое и энергетическое обследование качества зданий и сооружений Цифровые сейсмические станции. Возбуждение сейсмических колебаний
Цифровые сейсмические станции. Возбуждение сейсмических колебаний Сім чудес світу
Сім чудес світу Развитие двигательных качеств
Развитие двигательных качеств Титаны Возрождения
Титаны Возрождения Множества и операции над ними - презентация по Алгебре
Множества и операции над ними - презентация по Алгебре Ортадан тепкіш сораптардың сипаттамалары
Ортадан тепкіш сораптардың сипаттамалары Обряд венчания
Обряд венчания Oрганизация Компании Общая информация: Chairman : Fabio Galdi Board Member : Henry Yeo Board Member : Alfonso Galdi Board Member : Alessandro Piscopo Регистрационный. - презентация
Oрганизация Компании Общая информация: Chairman : Fabio Galdi Board Member : Henry Yeo Board Member : Alfonso Galdi Board Member : Alessandro Piscopo Регистрационный. - презентация Антимонопольный контроль на рынке автомобильного топлива
Антимонопольный контроль на рынке автомобильного топлива  Законность и правопорядок
Законность и правопорядок Культурология. Нравственно-эстетическая культура
Культурология. Нравственно-эстетическая культура Национальная кухня Китая
Национальная кухня Китая Психические познавательные процессы
Психические познавательные процессы Module 9 - jQuery
Module 9 - jQuery Силовые трансформаторы
Силовые трансформаторы