- Восстановление корпусных деталей

Содержание
- 2. Вопрос 1. Условия работы и основные дефекты К корпусным деталям относятся блоки и головки цилиндров, картеры
- 3. Корпусные детали трансмиссии изготавливают преимущественно из серого чугуна Общий конструктивно-технологическим признак корпусных деталей: развитая плоская поверхность
- 4. Корпусные детали и в особенности блоки и головки цилиндров двигателей в процессе эксплуатации подвергаются химическому и
- 5. , Ресурс отремонтированных узлов и агрегатов в значительной мере зависит от уровня технологии и качества восстановления
- 6. Характерные дефекты: - механические повреждения (трещины, сколы, пробоины, обломы болтов, шпилек, срыв резьбы); - нарушения геометрических
- 7. Затем устраняют механические повреждения, прогары, оплавления и коррозионные разрушения отверстий водяной рубашки, так как нагрев детали
- 8. Способы сварки чугунных корпусных деталей: Горячий нагрев детали до 600...650 °С, чугунные прутки ПЧ-1, 2, ацетилено
- 9. Большими технологическими преимуществами обладают холодные способы сварки чугуна. три способа: 1. Электродуговая сварка медно-железными, медно-никелевыми и
- 10. Полуавтоматическая сварка в среде аргона “А” проволокой МНЖКТ-5-1-02-02 диаметром 1... 1,2 мм на постоянном токе обратной
- 11. Клеесварное соединение “сталь-чугун”. поверхность обезжиривают и наносят клеевую композицию (толщина слоя 0,3...0,6 мм). Затем устанавливают накладку
- 12. Газопорошковая наплавка (ГПН) порошковыми самофлюсующимися сплавами НПЧ-1, НПЧ-2, НПЧ-З. самофлюсующийся порошковый сплав подается через пламя ацетиленовой
- 13. Аргонно-дуговая сварка для деталей из алюминиевых сплавов Используют аргон марки А по ГОСТ 10157 — 79,
- 14. Несмотря на широкое применение сварки при устранении трещин в корпусных деталях, этот способ обладает рядом существенных
- 15. Позволяет избежать изменения структуры металла, возникновения остаточных напряжений и искажений геометрии восстанавливаемых корпусных деталей Не применяют
- 17. Уплотняющие вставки Для трещин длиной не более 400 мм., ширина не более 1,5 мм, а толщина
- 18. В подготовленный паз устанавливают фигурные вставки диаметром 4,8 мм сначала поперек трещины, затем вдоль и расклепывают
- 19. При ремонте трещин стягивающими вставками по кондуктору сверлят перпендикулярно трещине шесть отверстий (по три с каждой
- 20. Рисунок 4 – Фигурные вставки а) – стягивающие, б - уплотняющие
- 21. Качество заделки трещины на герметичность проверяют на гидравлическом стенде в течение 3 мин при давлении 0,4
- 22. Резьбовые спиральные вставки изготавливают из нержавеющей стали Х18Н9Т или Х18Н10Т повышенной точности. Спиральные вставки серийно изготавливают
- 23. Технологический процесс восстановления резьбовых отверстий спиральными вставками включает: очистку; дефектацию; рассверливание отверстий, подлежащих восстановлению; нарезание резьбы
- 24. Типовой технологический процесс Последовательность операций : - удаление обломанных болтов и шпилек — сверлильный или электроискровый
- 25. - заделка трещин, пробоин. обломов у деталей из алюминиевых сплавов аргонно-дуговой сваркой (наплавкой) гiлавящимся электродом—полуавтомат ПРМ-4
- 26. восстановление резьбовых отверстий заваркой, постановкой ввертыша, нарезание резьбы ремонтного размера, установка резьбовой спиральной вставки — сверлильный
- 28. Скачать презентацию
Вопрос 1. Условия работы и основные дефекты
К корпусным деталям относятся блоки
Вопрос 1. Условия работы и основные дефекты
К корпусным деталям относятся блоки
Корпусные детали трансмиссии изготавливают преимущественно из серого чугуна
Общий конструктивно-технологическим признак
Корпусные детали трансмиссии изготавливают преимущественно из серого чугуна
Общий конструктивно-технологическим признак
Корпусные детали и в особенности блоки и головки цилиндров двигателей в
Корпусные детали и в особенности блоки и головки цилиндров двигателей в
,
Ресурс отремонтированных узлов и агрегатов в значительной мере зависит от уровня
,
Ресурс отремонтированных узлов и агрегатов в значительной мере зависит от уровня
Характерные дефекты:
- механические повреждения (трещины, сколы, пробоины, обломы болтов, шпилек, срыв
Характерные дефекты:
- механические повреждения (трещины, сколы, пробоины, обломы болтов, шпилек, срыв
Затем устраняют механические повреждения, прогары, оплавления и коррозионные разрушения отверстий водяной
Затем устраняют механические повреждения, прогары, оплавления и коррозионные разрушения отверстий водяной
Способы сварки чугунных корпусных деталей:
Горячий нагрев детали до 600...650 °С, чугунные
Способы сварки чугунных корпусных деталей:
Горячий нагрев детали до 600...650 °С, чугунные
Большими технологическими преимуществами обладают холодные способы сварки чугуна.
три способа:
1. Электродуговая
Большими технологическими преимуществами обладают холодные способы сварки чугуна.
три способа:
1. Электродуговая
Полуавтоматическая сварка в среде аргона “А” проволокой МНЖКТ-5-1-02-02 диаметром 1... 1,2
Полуавтоматическая сварка в среде аргона “А” проволокой МНЖКТ-5-1-02-02 диаметром 1... 1,2
Клеесварное соединение “сталь-чугун”.
поверхность обезжиривают и наносят клеевую композицию (толщина слоя
Клеесварное соединение “сталь-чугун”.
поверхность обезжиривают и наносят клеевую композицию (толщина слоя
Газопорошковая наплавка (ГПН) порошковыми самофлюсующимися сплавами НПЧ-1, НПЧ-2, НПЧ-З.
самофлюсующийся порошковый сплав
Газопорошковая наплавка (ГПН) порошковыми самофлюсующимися сплавами НПЧ-1, НПЧ-2, НПЧ-З.
самофлюсующийся порошковый сплав
Аргонно-дуговая сварка для деталей из алюминиевых сплавов
Используют аргон марки А
Аргонно-дуговая сварка для деталей из алюминиевых сплавов
Используют аргон марки А
Несмотря на широкое применение сварки при устранении трещин в корпусных деталях,
Несмотря на широкое применение сварки при устранении трещин в корпусных деталях,
Позволяет избежать изменения структуры металла, возникновения остаточных напряжений и искажений геометрии
Позволяет избежать изменения структуры металла, возникновения остаточных напряжений и искажений геометрии

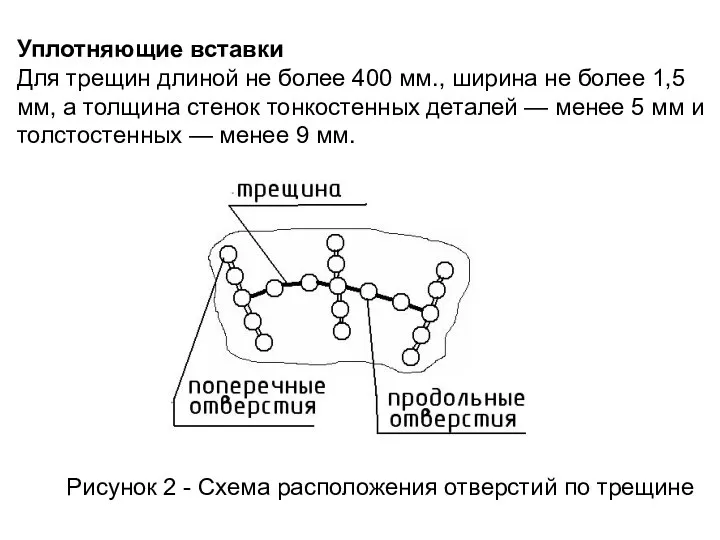
Уплотняющие вставки
Для трещин длиной не более 400 мм., ширина не
Уплотняющие вставки
Для трещин длиной не более 400 мм., ширина не
В подготовленный паз устанавливают фигурные вставки диаметром 4,8 мм сначала поперек
В подготовленный паз устанавливают фигурные вставки диаметром 4,8 мм сначала поперек
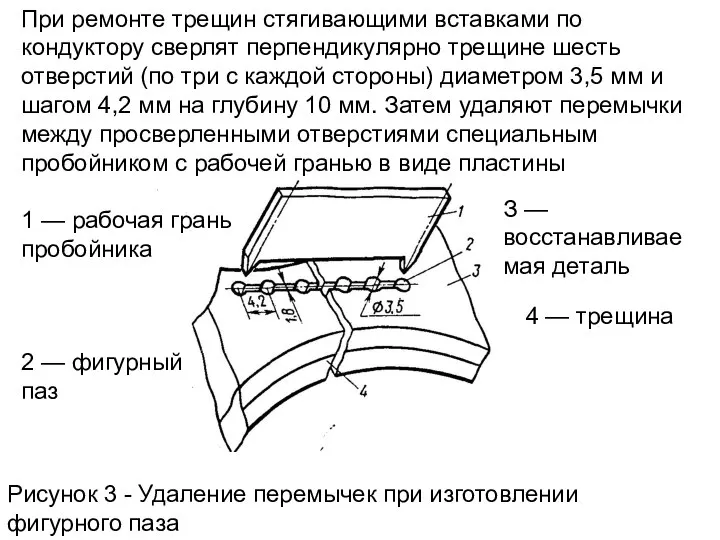
При ремонте трещин стягивающими вставками по кондуктору сверлят перпендикулярно трещине шесть
При ремонте трещин стягивающими вставками по кондуктору сверлят перпендикулярно трещине шесть
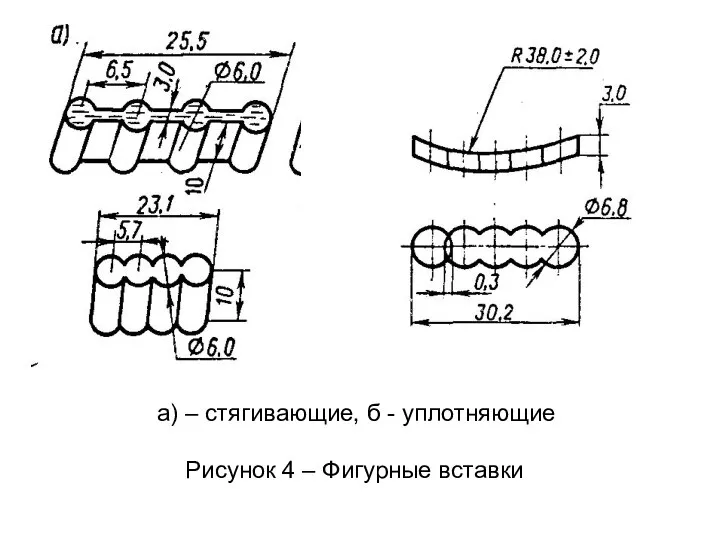
Рисунок 4 – Фигурные вставки
а) – стягивающие, б - уплотняющие
Рисунок 4 – Фигурные вставки
а) – стягивающие, б - уплотняющие
Качество заделки трещины на герметичность проверяют на гидравлическом стенде в течение
Качество заделки трещины на герметичность проверяют на гидравлическом стенде в течение
Резьбовые спиральные вставки изготавливают из нержавеющей стали Х18Н9Т или Х18Н10Т повышенной
Резьбовые спиральные вставки изготавливают из нержавеющей стали Х18Н9Т или Х18Н10Т повышенной
Технологический процесс восстановления резьбовых отверстий спиральными вставками включает:
очистку; дефектацию; рассверливание
Технологический процесс восстановления резьбовых отверстий спиральными вставками включает:
очистку; дефектацию; рассверливание
Типовой технологический процесс
Последовательность операций :
- удаление обломанных болтов и шпилек —
Типовой технологический процесс
Последовательность операций :
- удаление обломанных болтов и шпилек —
- заделка трещин, пробоин. обломов у деталей из алюминиевых сплавов аргонно-дуговой
- заделка трещин, пробоин. обломов у деталей из алюминиевых сплавов аргонно-дуговой
восстановление резьбовых отверстий заваркой, постановкой ввертыша, нарезание резьбы ремонтного размера,
восстановление резьбовых отверстий заваркой, постановкой ввертыша, нарезание резьбы ремонтного размера,
 Гиперактивность Составила педагог-психолог МОУ «СОШ № 9» Гибадуллина Л.В.
Гиперактивность Составила педагог-психолог МОУ «СОШ № 9» Гибадуллина Л.В. Слайд 1 из 27 CRM для МАЛОГО БИЗНЕСА Работа с клиентами, управление продажами и рабочим временем CRM | SRM | HRM | BPM | CTI. - презентация
Слайд 1 из 27 CRM для МАЛОГО БИЗНЕСА Работа с клиентами, управление продажами и рабочим временем CRM | SRM | HRM | BPM | CTI. - презентация Принципы управления энергетическими объектами (на примере ГТД)
Принципы управления энергетическими объектами (на примере ГТД) Циклы с параметром
Циклы с параметром Профессиональное самоопределение для учащихся 9 класса Составитель: учитель технологии филиал МОУ СОШ № 17 – СОШ № 3
Профессиональное самоопределение для учащихся 9 класса Составитель: учитель технологии филиал МОУ СОШ № 17 – СОШ № 3  Деловая поездка в США
Деловая поездка в США Архитектурно-конструктивные элементы и детали стен
Архитектурно-конструктивные элементы и детали стен Презентация Динамика цен на автомобильном рынке
Презентация Динамика цен на автомобильном рынке  Здоровый образ жизни и вопросы личной гигиены
Здоровый образ жизни и вопросы личной гигиены Художественная культура античности. Древняя Греция
Художественная культура античности. Древняя Греция Воздушные вяжущие материалы
Воздушные вяжущие материалы ФК «Калина»
ФК «Калина» Бинарлық бұтақтар. Зертханалық жұмыс №10
Бинарлық бұтақтар. Зертханалық жұмыс №10 Оперативная память
Оперативная память Черчение – это язык техники
Черчение – это язык техники Прием журфикс
Прием журфикс Аттестационная работа. Методические указания по выполнению проектной работы «Технология электромонтажных и ремонтных работ»
Аттестационная работа. Методические указания по выполнению проектной работы «Технология электромонтажных и ремонтных работ» Виды современных компьютеров
Виды современных компьютеров Топография и ориентирование в походе
Топография и ориентирование в походе Анализ рыночных возможностей и отбор целевых рынков
Анализ рыночных возможностей и отбор целевых рынков Презентация Взаимосвязь между конкурентоспособностью и качеством. выполнили студентки 3 курса
Презентация Взаимосвязь между конкурентоспособностью и качеством. выполнили студентки 3 курса Создание международного центра по разработке и внедрению новых материалов и имплантантов на рынок ортопедических услуг
Создание международного центра по разработке и внедрению новых материалов и имплантантов на рынок ортопедических услуг ПРОЕКТНАЯ ДЕЯТЕЛЬНОСТЬ УЧАЩИХСЯ КАК СРЕДСТВО ФОРМИРОВАНИЯ КЛЮЧЕВЫХ КОМПЕТЕНТНОСТЕЙ Март 2009
ПРОЕКТНАЯ ДЕЯТЕЛЬНОСТЬ УЧАЩИХСЯ КАК СРЕДСТВО ФОРМИРОВАНИЯ КЛЮЧЕВЫХ КОМПЕТЕНТНОСТЕЙ Март 2009 Построить LL-анализатор для языка, порождаемого грамматикой. (Вариант 3)
Построить LL-анализатор для языка, порождаемого грамматикой. (Вариант 3) Экономическое содержание налога на прибыль, его роль в формировании государственного бюджета Бондарева Евгения, ДС-01
Экономическое содержание налога на прибыль, его роль в формировании государственного бюджета Бондарева Евгения, ДС-01 ЛЕКЦИЯ СТАТИСТИКА ПРЕДПРИЯТИЯ
ЛЕКЦИЯ СТАТИСТИКА ПРЕДПРИЯТИЯ  Эффект модификации и взаимодействия
Эффект модификации и взаимодействия Фовизм Вилкул Нины 302
Фовизм Вилкул Нины 302