- Железобетонные изделия и конструкции. Определение и особенности работы

Содержание
- 2. Рис. 12.1. Схема работы изгибаемых ж/б конструкций под внешней нагрузкой 12.2. Классификация ЖБИ и К. А).
- 3. Б). По видам армирования: 1 – с обычным армированием – укладка стальных стержней, сеток или каркасов
- 4. В). По средней плотности – в зависимости от проектных требований ЖБИ изготавливаются из особо тяжелых, тяжелых,
- 5. 12.3. Основы технологии сборных ЖБИ. 12.3.1. Стадии и схемы изготовления изделий. Технология изготовления ЖБИ и К
- 6. 2 схема: изготовление изделий в перемещаемых формах. В этом случае отдельные технологические операции выполняют на специальных
- 7. 12.3.2. Армирование изделий. В заводском изготовлении арматурная часть составляет более 20% себестоимости ЖБИ. Арматурой называются стальные
- 9. Скачать презентацию
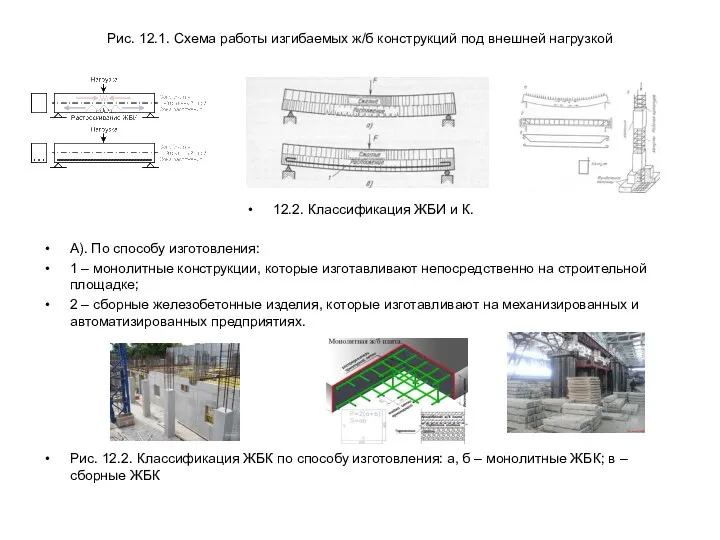
Рис. 12.1. Схема работы изгибаемых ж/б конструкций под внешней нагрузкой
12.2. Классификация
Рис. 12.1. Схема работы изгибаемых ж/б конструкций под внешней нагрузкой
12.2. Классификация

Б). По видам армирования:
1 – с обычным армированием – укладка стальных
Б). По видам армирования:
1 – с обычным армированием – укладка стальных

В). По средней плотности – в зависимости от проектных требований ЖБИ
В). По средней плотности – в зависимости от проектных требований ЖБИ
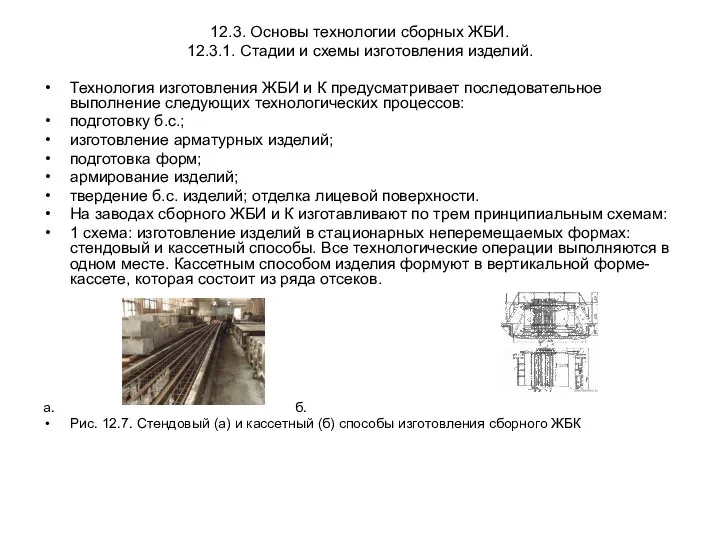
12.3. Основы технологии сборных ЖБИ.
12.3.1. Стадии и схемы изготовления изделий.
Технология изготовления
12.3. Основы технологии сборных ЖБИ.
12.3.1. Стадии и схемы изготовления изделий.
Технология изготовления
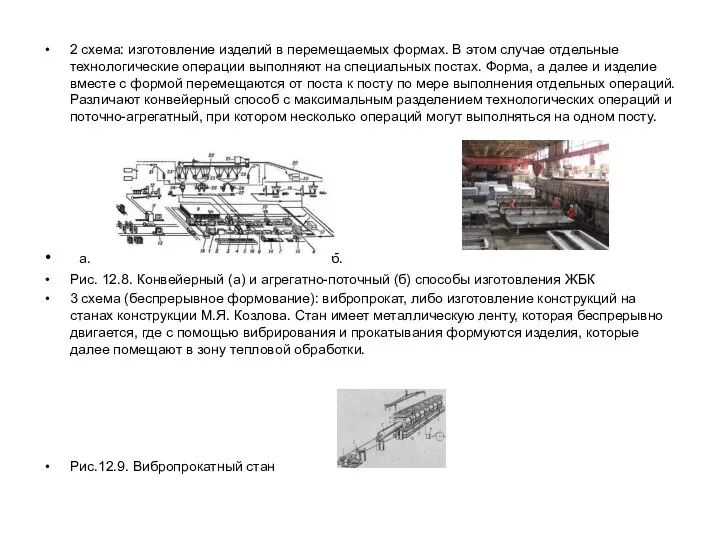
2 схема: изготовление изделий в перемещаемых формах. В этом случае отдельные
2 схема: изготовление изделий в перемещаемых формах. В этом случае отдельные
12.3.2. Армирование изделий.
В заводском изготовлении арматурная часть составляет более 20% себестоимости
12.3.2. Армирование изделий.
В заводском изготовлении арматурная часть составляет более 20% себестоимости
 Тема 4. Финансовый контроль
Тема 4. Финансовый контроль  кгу «Красносельская СШ» Воспитатель: Рыбаченко Т.Б.
кгу «Красносельская СШ» Воспитатель: Рыбаченко Т.Б. Полкан и медведь - презентация для начальной школы
Полкан и медведь - презентация для начальной школы Учение о фиксации полных съемных протезов
Учение о фиксации полных съемных протезов  Европейская хартия местного самоуправления, ее значение Работу выполнили Пустовая Анастасия, Мятлик Елена, группа Ю103
Европейская хартия местного самоуправления, ее значение Работу выполнили Пустовая Анастасия, Мятлик Елена, группа Ю103 Выставочнй зал "Романтичное Болдино". Парк "Четыре времени года"
Выставочнй зал "Романтичное Болдино". Парк "Четыре времени года" Женские сказки. Тайный шифр
Женские сказки. Тайный шифр Безопасный Интернет
Безопасный Интернет 6 класс математика тема урока Решение задач на составление уравнений
6 класс математика тема урока Решение задач на составление уравнений  Сводные картинки
Сводные картинки Исследовательская работа по теме: «Мой мир искусства» Работа учащегося 4-Д класса Перминова Ярослава Научный руководитель: Шахи
Исследовательская работа по теме: «Мой мир искусства» Работа учащегося 4-Д класса Перминова Ярослава Научный руководитель: Шахи Мой любимый вид спорта
Мой любимый вид спорта СМС НА ЕКРАНАХ ЗАЛУЧЕННЯ АУДИТОРІЇ ДО ІНТЕРАКТИВНОГО СПІЛКУВАННЯ
СМС НА ЕКРАНАХ ЗАЛУЧЕННЯ АУДИТОРІЇ ДО ІНТЕРАКТИВНОГО СПІЛКУВАННЯ Проектирование высоко-нагруженных систем. Лекция №3
Проектирование высоко-нагруженных систем. Лекция №3 Витамины и минеральный обмен
Витамины и минеральный обмен Выполнила студентка 3 курса группы «В» Кузнецова Н. Москва 2008
Выполнила студентка 3 курса группы «В» Кузнецова Н. Москва 2008 Великие гуманисты Европы
Великие гуманисты Европы Республиканская форма правления
Республиканская форма правления Lionel Messi
Lionel Messi Морские трансграничные трубопроводы: вопросы юрисдикции
Морские трансграничные трубопроводы: вопросы юрисдикции 14 декабря – День Наума-Грамотника
14 декабря – День Наума-Грамотника Евразийский институт практической психологии и психотерапии
Евразийский институт практической психологии и психотерапии Способы сводки статистических данных
Способы сводки статистических данных Времена года в рисунках
Времена года в рисунках Преобразование механизма методом замены стойки
Преобразование механизма методом замены стойки Суспільно-політичне значення перекладу. Фах перекладача/тлумача
Суспільно-політичне значення перекладу. Фах перекладача/тлумача Суспільство – це історично утворена форма колективного співжиття людей.
Суспільство – це історично утворена форма колективного співжиття людей.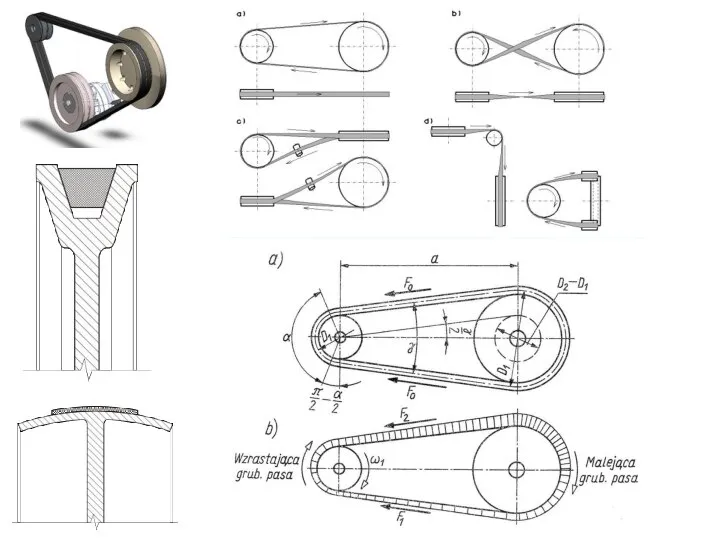 Przekladnie pasowe ang
Przekladnie pasowe ang