- Производственный цикл. Длительность производственного цикла

Содержание
- 2. Длительность производственного цикла
- 3. Задача
- 4. Время перерывов Режимные (выходные , обед, нерабочая смена) Межоперационные пролёживания (перерывы ожидания) Регламентированные Нерегламентированные (тех. неполадки,
- 5. Расчет длительности производственного цикла зависит от типа производства. В массовом производстве длительность производственного цикла определяется временем
- 6. Длительность производственного цикла в массовом производстве определяется временем нахождения изделия на потоке Тцикла = tв·М, где
- 7. Под тактом выпуска следует понимать промежуток времени между выпуском одного изготовляемого изделия и следующего за ним
- 8. Такт выпуска определяется по формуле: tв = Тэф / В, где Тэф – эффективный фонд времени
- 9. Задача 1 Время смены 8 часов, время перерыва – 30 минут. Объем выпуска продукции (В) –
- 10. Задача 2 Смена длится 13 часов, время перерывов – обед 60 минут и 2 технических перерыва
- 11. В серийном производстве, где обработка ведется партиями, продолжительность технологического цикла определяется не на единицу продукции, а
- 12. При последовательном перемещении деталей каждая последующая операция начинается только после того, как закончится предыдущая. 1. Продолжительность
- 13. Недостатки последовательного способа Последовательный способ движения деталей имеет то преимущество, что он обеспечивает работу оборудования без
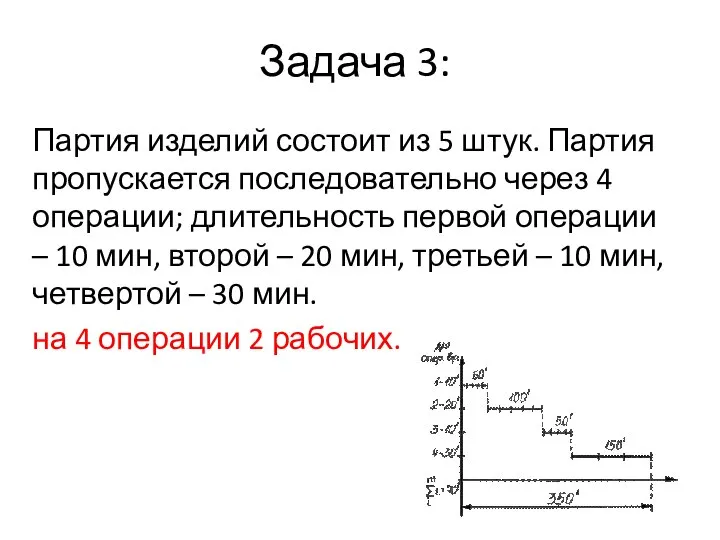
- 14. Задача 3: Партия изделий состоит из 5 штук. Партия пропускается последовательно через 4 операции; длительность первой
- 15. Решение Тцикла посл = 5·(10+20+10+30) = ___ мин. Тцикла посл = 5·(10+20+10+15/2) = ___ мин.
- 16. При параллельном движении партии отдельные детали не задерживают у рабочих мест, а поштучно передают на следующую
- 17. 2. Продолжительность обработки партии при параллельном движении предметов труда резко сокращается где n – количество деталей
- 18. При параллельном запуске партии изделий обработка деталей всей партии ведется непрерывно лишь на тех рабочих местах,
- 19. Партия изделий состоит из 5 штук. Партия пропускается последовательно через 4 операции; длительность первой операции –
- 20. Рассмотрим схему параллельного движения деталей (рис.):
- 21. 3. Параллельно-последовательный способ движения материалов Чтобы ликвидировать перерывы в обработке отдельных деталей партии на всех операциях,
- 22. Параллельно-последовательный способ движения материалов где n – количество деталей обрабатываемой партии; tштi - штучная норма времени
- 23. Если последующая операция является более продолжительной, чем предыдущая, или равна ей по времени, то запуск на
- 24. Если смежные операции являются одинаковыми по продолжительности, то за короткую или длинную принимается лишь одна из
- 25. Задача та же. Параллельно-последовательный способ Партия изделий состоит из 5 штук. Партия пропускается последовательно через 4
- 26. 1) Снижение трудоёмкости изготовления продукции за счет совершенствования технологичности изготавливаемой конструкции, использования ЭВМ, внедрения передовых технологических
- 27. На машиностроительном заводе производственный процесс включает: подготовку материалов и заготовок для последующей обработки, хранение; различные виды
- 28. Задачи 1. Определить длительность цикла обработки 50 деталей при последовательном, параллельном и последовательно-параллельном видах движения в
- 29. Задачи 3. Партия деталей в 200 штук обрабатывается при параллельно-последовательном движении её в процессе производства. Процесс
- 30. Задачи 5. Дана партия заготовок, состоящая из 5 штук. Партия пропускается через 4 операции: длительность первой
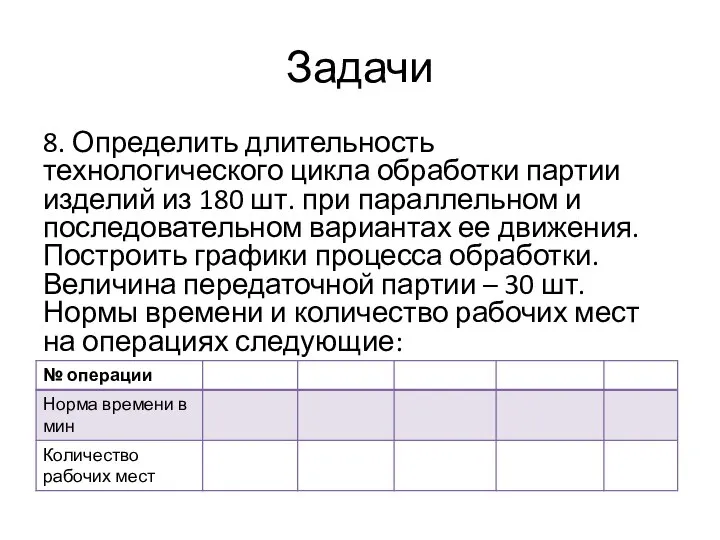
- 31. Задачи 8. Определить длительность технологического цикла обработки партии изделий из 180 шт. при параллельном и последовательном
- 33. Скачать презентацию
Длительность производственного цикла
Длительность производственного цикла
Задача
Задача
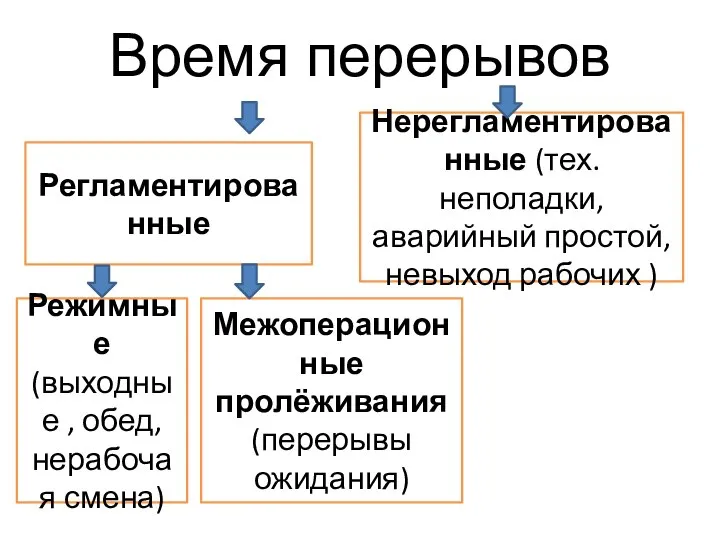
Время перерывов
Режимные (выходные , обед, нерабочая смена)
Межоперационные пролёживания (перерывы ожидания)
Регламентированные
Нерегламентированные
Время перерывов
Режимные (выходные , обед, нерабочая смена)
Межоперационные пролёживания (перерывы ожидания)
Регламентированные
Нерегламентированные
Расчет длительности производственного цикла зависит от типа производства. В массовом производстве
Расчет длительности производственного цикла зависит от типа производства. В массовом производстве
Длительность производственного цикла в массовом производстве определяется временем нахождения изделия на
Длительность производственного цикла в массовом производстве определяется временем нахождения изделия на
Под тактом выпуска следует понимать промежуток времени между выпуском одного изготовляемого изделия и
Под тактом выпуска следует понимать промежуток времени между выпуском одного изготовляемого изделия и
Такт выпуска определяется по формуле:
tв = Тэф / В,
где Тэф
Такт выпуска определяется по формуле:
tв = Тэф / В,
где Тэф
Задача 1
Время смены 8 часов, время перерыва – 30 минут. Объем
Задача 1
Время смены 8 часов, время перерыва – 30 минут. Объем
Задача 2
Смена длится 13 часов, время перерывов – обед 60 минут
Задача 2
Смена длится 13 часов, время перерывов – обед 60 минут
В серийном производстве, где обработка ведется партиями, продолжительность технологического цикла определяется
В серийном производстве, где обработка ведется партиями, продолжительность технологического цикла определяется
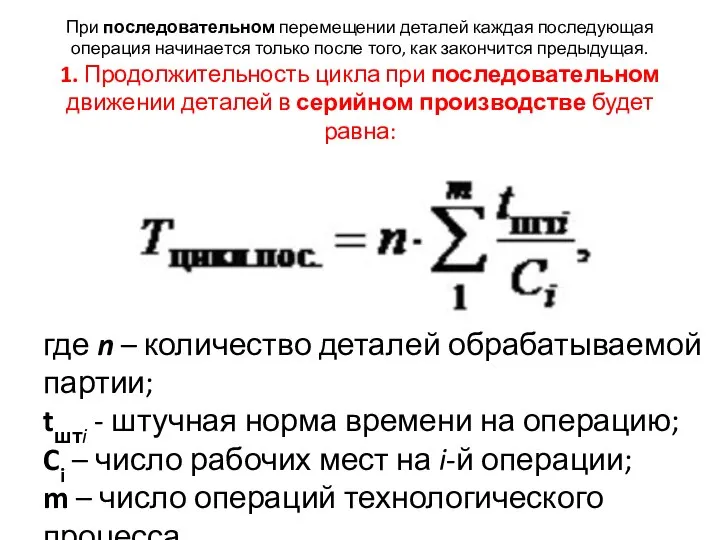
При последовательном перемещении деталей каждая последующая операция начинается только после того, как закончится
При последовательном перемещении деталей каждая последующая операция начинается только после того, как закончится
Недостатки последовательного способа
Последовательный способ движения деталей имеет то преимущество, что он
Недостатки последовательного способа
Последовательный способ движения деталей имеет то преимущество, что он
Задача 3:
Партия изделий состоит из 5 штук. Партия пропускается последовательно
Задача 3:
Партия изделий состоит из 5 штук. Партия пропускается последовательно
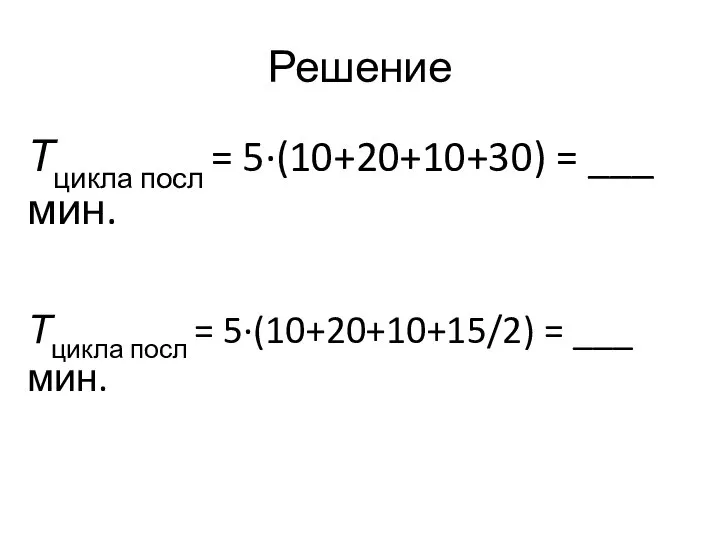
Решение
Тцикла посл = 5·(10+20+10+30) = ___ мин.
Тцикла посл = 5·(10+20+10+15/2)
Решение
Тцикла посл = 5·(10+20+10+30) = ___ мин.
Тцикла посл = 5·(10+20+10+15/2)
При параллельном движении партии отдельные детали не задерживают у рабочих мест, а
При параллельном движении партии отдельные детали не задерживают у рабочих мест, а
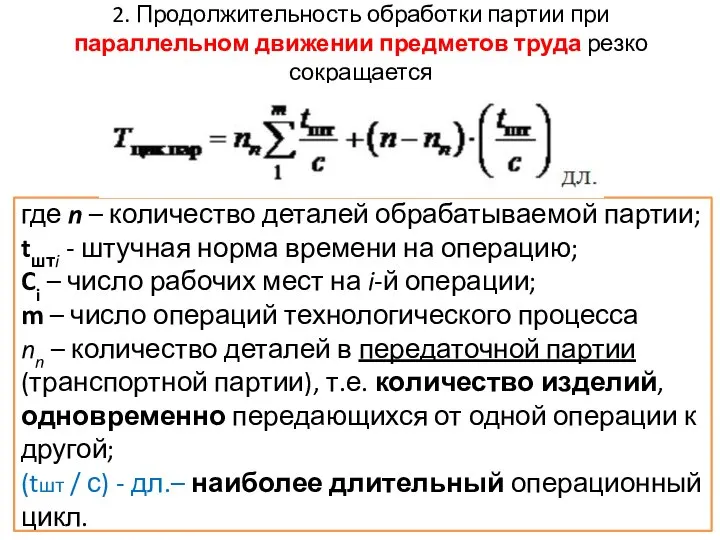
2. Продолжительность обработки партии при параллельном движении предметов труда резко сокращается
где
2. Продолжительность обработки партии при параллельном движении предметов труда резко сокращается
где
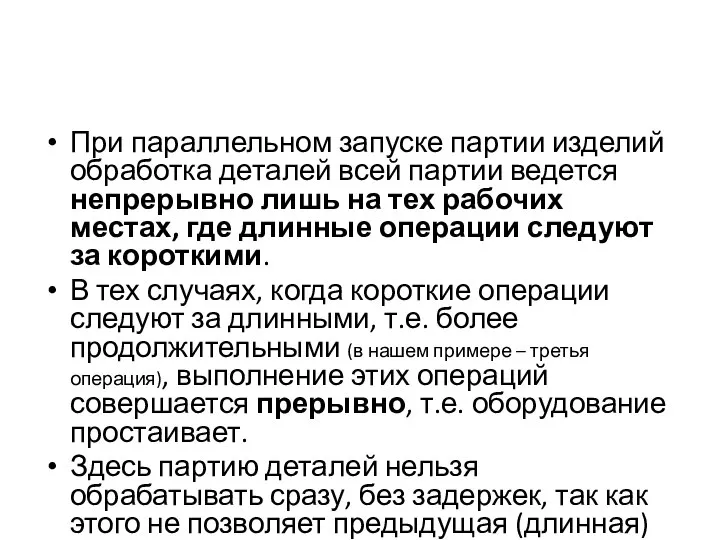
При параллельном запуске партии изделий обработка деталей всей партии ведется непрерывно
При параллельном запуске партии изделий обработка деталей всей партии ведется непрерывно
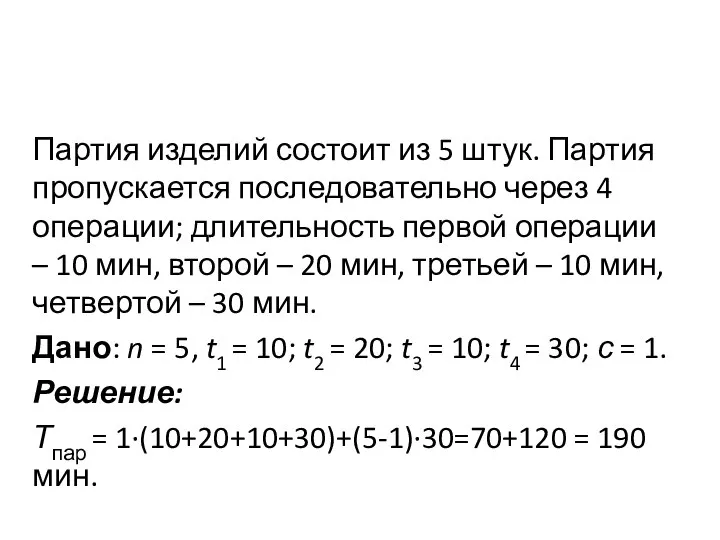
Партия изделий состоит из 5 штук. Партия пропускается последовательно через 4
Партия изделий состоит из 5 штук. Партия пропускается последовательно через 4
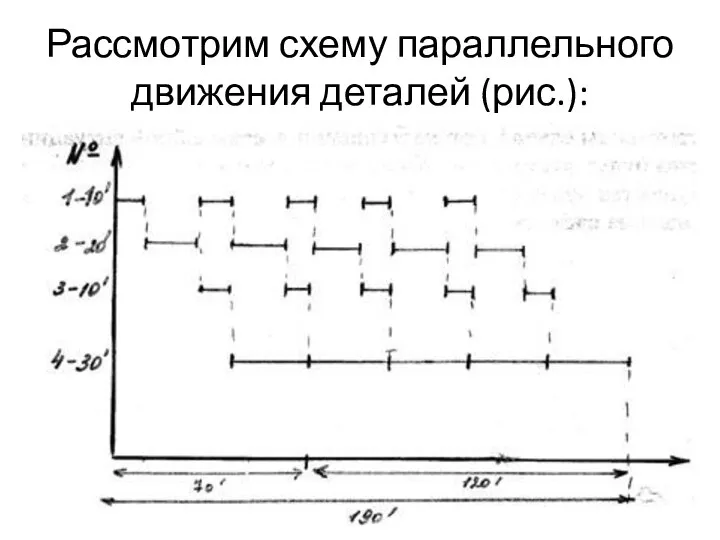
Рассмотрим схему параллельного движения деталей (рис.):
Рассмотрим схему параллельного движения деталей (рис.):
3. Параллельно-последовательный способ движения материалов
Чтобы ликвидировать перерывы в обработке отдельных деталей
3. Параллельно-последовательный способ движения материалов
Чтобы ликвидировать перерывы в обработке отдельных деталей
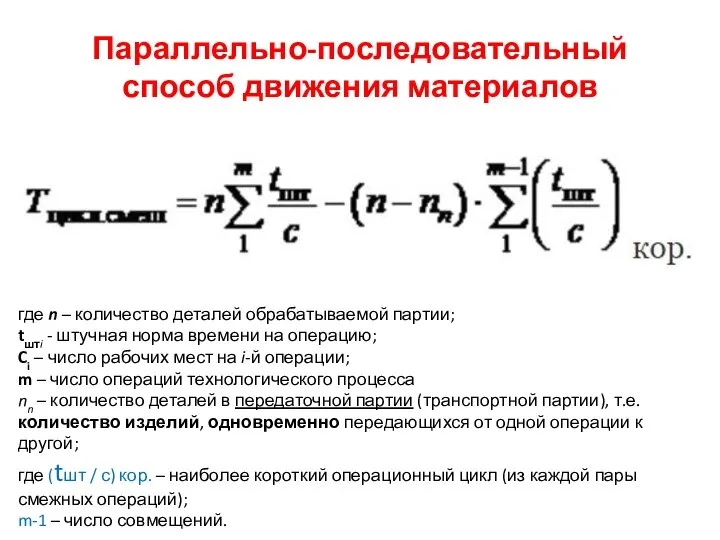
Параллельно-последовательный способ движения материалов
где n – количество деталей обрабатываемой партии;
tштi -
Параллельно-последовательный способ движения материалов
где n – количество деталей обрабатываемой партии;
tштi -
Если последующая операция является более продолжительной, чем предыдущая, или равна ей
Если последующая операция является более продолжительной, чем предыдущая, или равна ей
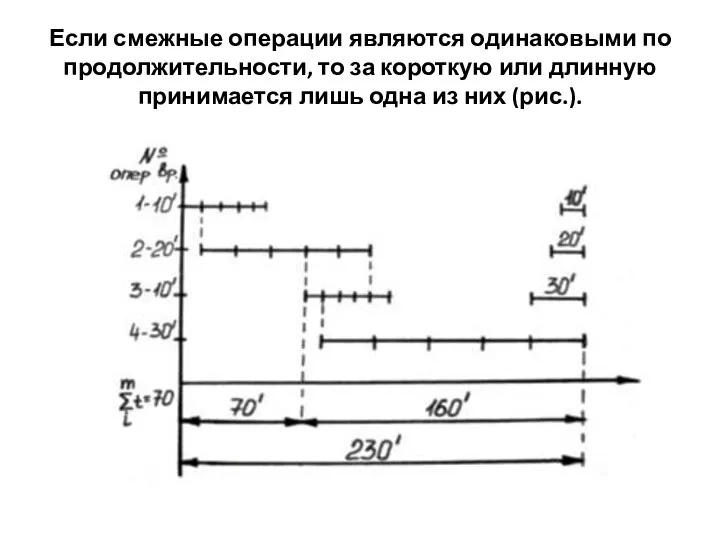
Если смежные операции являются одинаковыми по продолжительности, то за короткую или
Если смежные операции являются одинаковыми по продолжительности, то за короткую или
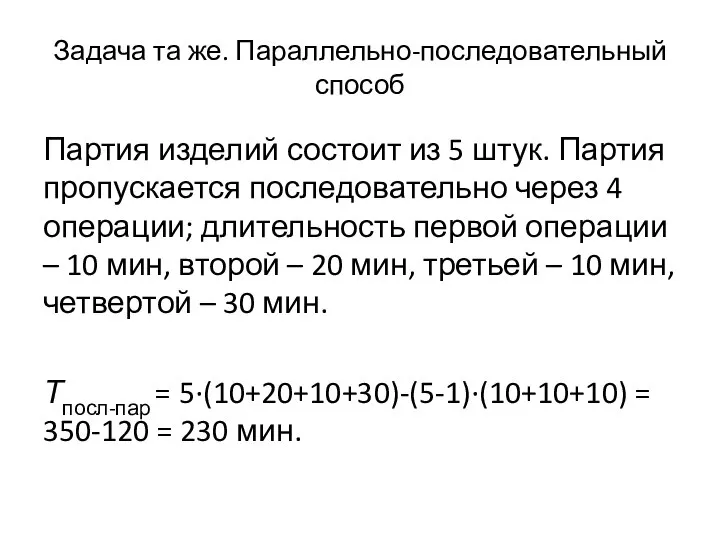
Задача та же. Параллельно-последовательный способ
Партия изделий состоит из 5 штук.
Задача та же. Параллельно-последовательный способ
Партия изделий состоит из 5 штук.
1) Снижение трудоёмкости изготовления продукции за счет совершенствования технологичности изготавливаемой конструкции,
1) Снижение трудоёмкости изготовления продукции за счет совершенствования технологичности изготавливаемой конструкции,
На машиностроительном заводе производственный процесс включает:
подготовку материалов и заготовок для последующей
На машиностроительном заводе производственный процесс включает:
подготовку материалов и заготовок для последующей
Задачи
1. Определить длительность цикла обработки 50 деталей при последовательном, параллельном и
Задачи
1. Определить длительность цикла обработки 50 деталей при последовательном, параллельном и
Задачи
3. Партия деталей в 200 штук обрабатывается при параллельно-последовательном движении её
Задачи
3. Партия деталей в 200 штук обрабатывается при параллельно-последовательном движении её
Задачи
5. Дана партия заготовок, состоящая из 5 штук. Партия пропускается через
Задачи
5. Дана партия заготовок, состоящая из 5 штук. Партия пропускается через
Задачи
8. Определить длительность технологического цикла обработки партии изделий из 180 шт.
Задачи
8. Определить длительность технологического цикла обработки партии изделий из 180 шт.
 Классификация предприятий
Классификация предприятий Comparative analysis of the budgets of the two countries: the UK and Russia
Comparative analysis of the budgets of the two countries: the UK and Russia Характеристики региональных интеграционных блоков с участием Франции
Характеристики региональных интеграционных блоков с участием Франции Экономическое регулирование деятельности автотуризма
Экономическое регулирование деятельности автотуризма Потребление как образ жизни современного человека
Потребление как образ жизни современного человека Формирование комфортной городской среды
Формирование комфортной городской среды Экономика Казахстана после обретения независимости
Экономика Казахстана после обретения независимости Эффективность предприятия
Эффективность предприятия Становлення та розвиток банківської системи України
Становлення та розвиток банківської системи України Система национальных счетов. ВВП. ВНП
Система национальных счетов. ВВП. ВНП Презентация Пассивные операции банка ВТБ 24
Презентация Пассивные операции банка ВТБ 24 Экономическая сфера
Экономическая сфера Риск и неопределённость проектных решений
Риск и неопределённость проектных решений Практика-7 ARMA-модели. Лаговые модели. Эндогенность и IV-регрессия
Практика-7 ARMA-модели. Лаговые модели. Эндогенность и IV-регрессия Равновесие в экономике, модель AD-AS
Равновесие в экономике, модель AD-AS Государственная и муниципальная собственность в системе отношений собственности
Государственная и муниципальная собственность в системе отношений собственности Оптимизация бюджета капиталовложений
Оптимизация бюджета капиталовложений Предмет и метод экономической теории. (Тема 1)
Предмет и метод экономической теории. (Тема 1) Мастер- класс: " Планируем на перспективу"
Мастер- класс: " Планируем на перспективу" Анализ внешней торговли регионов. Методическое обеспечение
Анализ внешней торговли регионов. Методическое обеспечение Азиатско-Тихоокеанское экономическое сотрудничество (АТЭС)
Азиатско-Тихоокеанское экономическое сотрудничество (АТЭС) Определение автокорреляции
Определение автокорреляции Метод оценки экономической эффективности.CI
Метод оценки экономической эффективности.CI Ринок ресурсів в Україні. Попит фірми на ресурси
Ринок ресурсів в Україні. Попит фірми на ресурси Экономика. Лекция 1
Экономика. Лекция 1 Сравнительный анализ монополии и совершенной конкуренции
Сравнительный анализ монополии и совершенной конкуренции Eurozone debt crisis
Eurozone debt crisis Экспортно-импортные операции в логистических системах на примере ООО Логистическая компания Веста
Экспортно-импортные операции в логистических системах на примере ООО Логистическая компания Веста