- Виды сборки. Виды соединений и технология их сборки

Содержание
- 2. ВИДЫ СБОРКИ Виды сборки изделий систематизируются по следующим основным признакам:
- 3. объект сборки последовательность сборки точность сборки уровень механизации и автоматизации процесса сборки подвижность изделия при сборке
- 4. По объекту сборки сборка подразделяется на: узловую общую
- 5. Сборка поршня с шатуном и кольцами, коленчатого вала с маховиком и сцеплением, головки цилиндров с клапанными
- 6. Сборка агрегатов из узлов, сборка автомобиля из агрегатов и узлов — примеры общей сборки.
- 7. По последовательности сборки выделяют: последовательную - сборочные операции выполняются одна за другой параллельную - операции выполняются
- 8. По уровню механизация и автоматизации процесса сборку разделяют на: ручную механизированную автоматизированную автоматическую
- 9. По состоянию объекта сборки выделяют: стационарную (неподвижную) подвижную сборку с непрерывным или периодическим перемещением собираемого изделия
- 10. По организации производства выделяют: Типовую поточную Групповую (поточную и непоточную) Единичную —наиболее распространенный на существующих АРП
- 11. ТЕХНОЛОГИЯ СБОРКИ СОЕДИНЕНИЙ РАЗНЫХ ВИДОВ При сборке выделяют следующие группы и виды соединений:
- 12. по сохранению целостности при разборке разъемные неразъемные
- 13. по возможности относительного перемещения составных частей: подвижные неподвижные
- 14. по методу образования: резьбовые прессовые шлицевые шпоночные сварные клепаные комбинированные
- 15. по форме сопрягаемых поверхностей: цилиндрические плоские конические винтовые профильные
- 16. Соединения обозначаются соответствующим сочетанием терминов, если они содержат в себе несколько признаков, к примеру: неподвижные разъемные
- 17. В конструкции автомобилей наиболее распространенными соединениями являются:
- 18. Разъемные подвижные (поршень — цилиндр, вал — подшипник скольжения, плунжер — гильза)
- 19. Зубчатые и шлицевые
- 20. Разъемные неподвижные (резьбовые, прессовые и шпоночные)
- 21. Неразъемные неподвижные (сварные, паяные, клепаные, клееные)
- 22. Неразъемные подвижные — радиальные шариковые подшипники качения
- 23. Сборка резьбовых соединений При сборке резьбовых соединений должны быть обеспечены:
- 24. отсутствие перекосов торца гайки или головки болта по отношению к поверхности сопрягаемой детали, так как перекос
- 25. Сборка прессовых соединений Под воздействием следующих факторов формируется качество сборки прессовых соединений:
- 26. значения натяга, материала сопрягаемых деталей, геометрических размеров, формы и шероховатости поверхностей, соосности деталей, прилагаемого усилия запрессовывания,
- 27. Сборка соединений с подшипниками качения При запрессовке подшипников качения с помощью оправок необходимо, чтобы усилие запрессовки
- 28. Сборка зубчатых передач Перед сборкой зубчатой пары, для обеспечения плавности работы пары, на специальном приспособлении устанавливают
- 29. Для правильного зацепления зубчатых цилиндрических колес нужно, чтобы оси валов лежали в одной плоскости и были
- 30. При сборке конической пары редуктора заключительной операцией является регулировка зацепления путем осевого перемещения ведущей шестерни (вперед-назад)
- 32. Скачать презентацию
ВИДЫ СБОРКИ
Виды сборки изделий систематизируются по следующим основным признакам:
ВИДЫ СБОРКИ
Виды сборки изделий систематизируются по следующим основным признакам:
объект сборки
последовательность сборки
точность сборки
уровень механизации и автоматизации процесса сборки
подвижность изделия при
объект сборки
последовательность сборки
точность сборки
уровень механизации и автоматизации процесса сборки
подвижность изделия при
По объекту сборки сборка подразделяется на:
узловую
общую
По объекту сборки сборка подразделяется на:
узловую
общую

Сборка поршня с шатуном и кольцами, коленчатого вала с маховиком и
Сборка поршня с шатуном и кольцами, коленчатого вала с маховиком и

Сборка агрегатов из узлов, сборка автомобиля из агрегатов и узлов —
Сборка агрегатов из узлов, сборка автомобиля из агрегатов и узлов —
По последовательности сборки выделяют:
последовательную - сборочные операции выполняются одна за другой
параллельную
По последовательности сборки выделяют:
последовательную - сборочные операции выполняются одна за другой
параллельную

По уровню механизация и автоматизации процесса сборку разделяют на:
ручную
механизированную
автоматизированную
автоматическую
По уровню механизация и автоматизации процесса сборку разделяют на:
ручную
механизированную
автоматизированную
автоматическую

По состоянию объекта сборки выделяют:
стационарную (неподвижную)
подвижную сборку с непрерывным или периодическим
По состоянию объекта сборки выделяют:
стационарную (неподвижную)
подвижную сборку с непрерывным или периодическим
По организации производства выделяют:
Типовую
поточную
Групповую
(поточную и непоточную)
Единичную —наиболее распространенный на
По организации производства выделяют:
Типовую
поточную
Групповую
(поточную и непоточную)
Единичную —наиболее распространенный на

ТЕХНОЛОГИЯ СБОРКИ СОЕДИНЕНИЙ РАЗНЫХ ВИДОВ
При сборке выделяют следующие группы и виды
ТЕХНОЛОГИЯ СБОРКИ СОЕДИНЕНИЙ РАЗНЫХ ВИДОВ
При сборке выделяют следующие группы и виды

по сохранению целостности при разборке
разъемные неразъемные
по сохранению целостности при разборке
разъемные неразъемные

по возможности относительного перемещения составных частей:
подвижные неподвижные
по возможности относительного перемещения составных частей:
подвижные неподвижные

по методу образования:
резьбовые прессовые
шлицевые шпоночные
сварные клепаные
комбинированные
по методу образования:
резьбовые прессовые
шлицевые шпоночные
сварные клепаные
комбинированные

по форме сопрягаемых поверхностей:
цилиндрические плоские конические винтовые
профильные
по форме сопрягаемых поверхностей:
цилиндрические плоские конические винтовые
профильные
Соединения обозначаются соответствующим сочетанием терминов, если они содержат в себе несколько

В конструкции автомобилей наиболее распространенными соединениями являются:
В конструкции автомобилей наиболее распространенными соединениями являются:

Разъемные подвижные
(поршень — цилиндр, вал — подшипник скольжения, плунжер —
Разъемные подвижные
(поршень — цилиндр, вал — подшипник скольжения, плунжер —

Зубчатые и шлицевые
Зубчатые и шлицевые

Разъемные неподвижные
(резьбовые, прессовые и шпоночные)
Разъемные неподвижные
(резьбовые, прессовые и шпоночные)
Неразъемные неподвижные
(сварные, паяные, клепаные, клееные)
Неразъемные неподвижные
(сварные, паяные, клепаные, клееные)

Неразъемные подвижные
— радиальные шариковые подшипники качения
Неразъемные подвижные
— радиальные шариковые подшипники качения

Сборка резьбовых соединений
При сборке резьбовых соединений должны быть обеспечены:
Сборка резьбовых соединений
При сборке резьбовых соединений должны быть обеспечены:
отсутствие перекосов торца гайки или головки болта по отношению к поверхности
отсутствие перекосов торца гайки или головки болта по отношению к поверхности

Сборка прессовых соединений
Под воздействием следующих факторов формируется качество сборки прессовых соединений:
Сборка прессовых соединений
Под воздействием следующих факторов формируется качество сборки прессовых соединений:
значения натяга,
материала сопрягаемых деталей,
геометрических размеров,
формы и шероховатости поверхностей,
соосности деталей,
прилагаемого усилия запрессовывания,
наличия
значения натяга,
материала сопрягаемых деталей,
геометрических размеров,
формы и шероховатости поверхностей,
соосности деталей,
прилагаемого усилия запрессовывания,
наличия
Сборка соединений с подшипниками качения
При запрессовке подшипников качения с помощью оправок
Сборка соединений с подшипниками качения
При запрессовке подшипников качения с помощью оправок
Сборка зубчатых передач
Перед сборкой зубчатой пары, для обеспечения плавности работы пары,
Сборка зубчатых передач
Перед сборкой зубчатой пары, для обеспечения плавности работы пары,
Для правильного зацепления зубчатых цилиндрических колес нужно, чтобы оси валов лежали
Для правильного зацепления зубчатых цилиндрических колес нужно, чтобы оси валов лежали
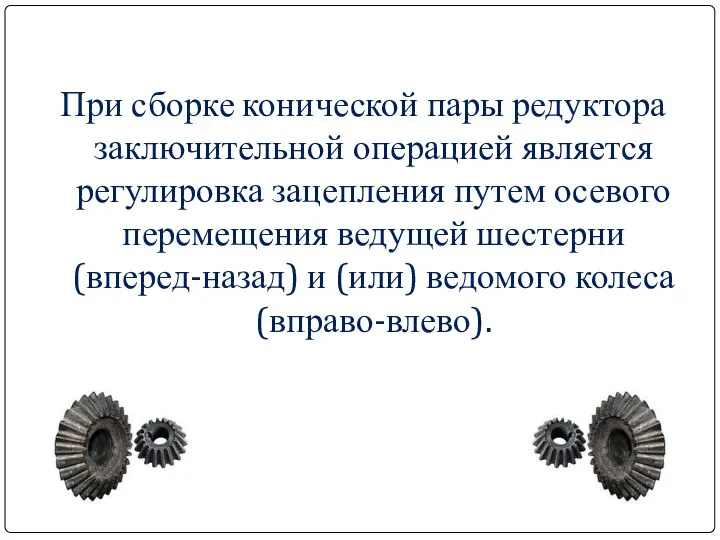
При сборке конической пары редуктора заключительной операцией является регулировка зацепления путем
При сборке конической пары редуктора заключительной операцией является регулировка зацепления путем
 Распределение газовых молекул по скоростям и энергиям (Тема 2)
Распределение газовых молекул по скоростям и энергиям (Тема 2) Первое начало термодинамики
Первое начало термодинамики Оптика. Лазеры
Оптика. Лазеры Диагностика ходовой части и рулевого управления
Диагностика ходовой части и рулевого управления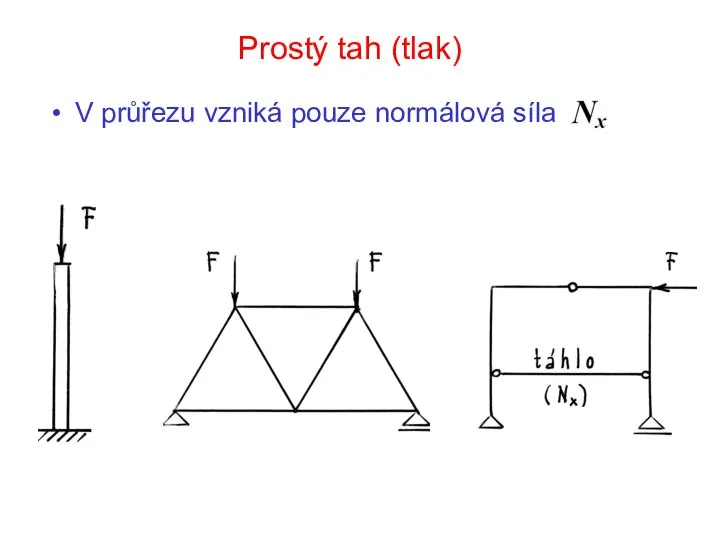 Prostý tah (tlak)
Prostý tah (tlak) Гамма-излучение
Гамма-излучение Презентация по физике "Преломление света" - скачать бесплатно
Презентация по физике "Преломление света" - скачать бесплатно Матроиды структуры токов и напряжений
Матроиды структуры токов и напряжений Конструкциялық материалдардың беріктік және созымдылық физикасы
Конструкциялық материалдардың беріктік және созымдылық физикасы Представление аналогового сигнала в дискретной форме
Представление аналогового сигнала в дискретной форме Подготовил ученик 8 «А» класса МОУ СОШ № 7 г.о.Новокуйбышевска Самарская область Шлыков Влад. «Исследование электромагнитного из
Подготовил ученик 8 «А» класса МОУ СОШ № 7 г.о.Новокуйбышевска Самарская область Шлыков Влад. «Исследование электромагнитного из Теоретическая (техническая) механика. Статика
Теоретическая (техническая) механика. Статика Что изучает физика. Физические термины
Что изучает физика. Физические термины Система кондиционирования воздуха
Система кондиционирования воздуха Оптические приборы
Оптические приборы История паровых машин
История паровых машин Настройка автомодели для дрифтинга
Настройка автомодели для дрифтинга Атомные электростанции
Атомные электростанции Плоская система произвольно расположенных сил. Статика
Плоская система произвольно расположенных сил. Статика Урок физики в 7 классе Коваленко МГ
Урок физики в 7 классе Коваленко МГ Влияние радиоактивных излучений на живые организмы
Влияние радиоактивных излучений на живые организмы Импульс тела. Закон сохранения импульса. Причины введения импульса
Импульс тела. Закон сохранения импульса. Причины введения импульса Магнитооптика ферромагнетиков
Магнитооптика ферромагнетиков Основные постулаты квантовой теории
Основные постулаты квантовой теории Міцносні характеристики ґрунту. Умова міцності в точці ґрунтового масиву. (Лекція 7)
Міцносні характеристики ґрунту. Умова міцності в точці ґрунтового масиву. (Лекція 7) Спектры . спектральный анализ. Спектральные аппараты
Спектры . спектральный анализ. Спектральные аппараты Выпускная квалификационная работа: Система термостатирования тканей человека
Выпускная квалификационная работа: Система термостатирования тканей человека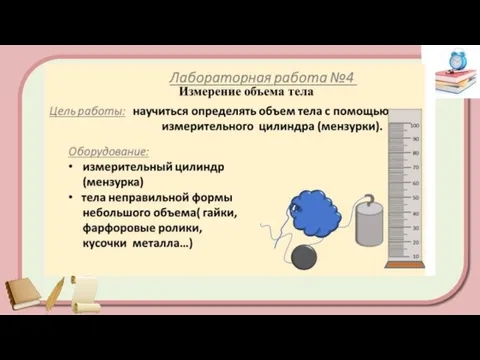 Измерение объема тела
Измерение объема тела