- Технологические методы производства деталей машин из ПКМ, содержащих дисперсные наполнители

Содержание
- 2. 1 этап: начало XX века История применения дисперсно-наполненных полимерных материалов Связан с разработкой ракетного топлива, которое
- 3. История применения дисперсно-наполненных полимерных материалов Связан с массовым применением полимеров в быту, когда для придания им
- 4. Основные цели создания дисперсно-наполненных полимеров Наполнитель используется, как вспомогательный материал Снижение стоимости получаемых деталей; - Возможность
- 5. Факторы, влияющие на выбор технологии изготовления деталей из дисперсно-наполненных полимеров Свойства используемого полимера (физическое состояние, вязкость
- 6. Методы производства дисперснонаполненных ПКМ на основе термопластичных связующих Технологические методы производства деталей машин из ПКМ, содержащих
- 7. Основные классы термопластичных материалов, используемых при производстве дисперсно наполненных ПКМ [Производство изделий из полимерных материалов: Учеб.
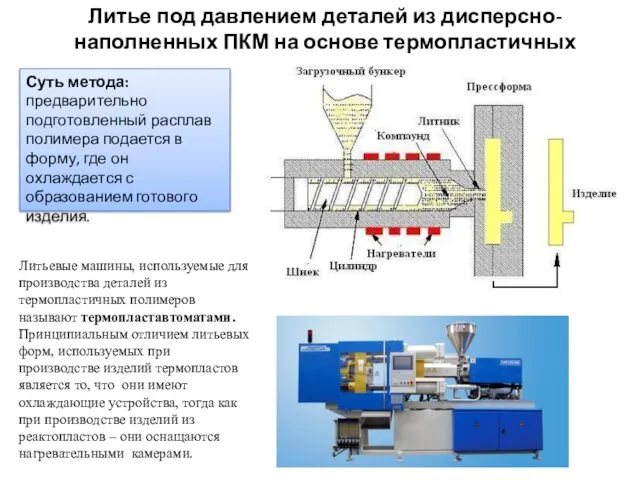
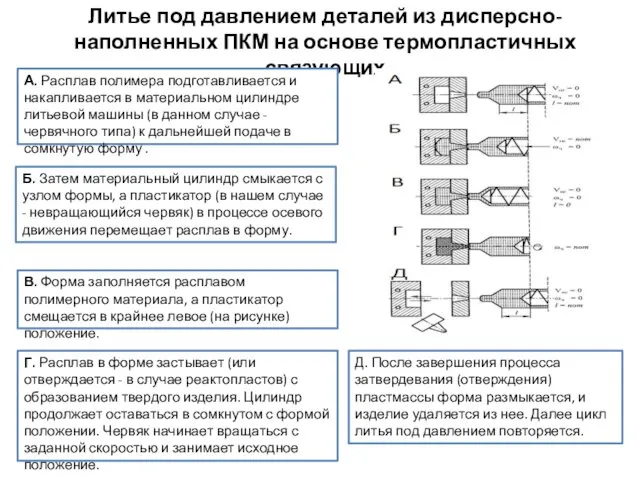
- 8. Литье под давлением деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих Суть метода: предварительно подготовленный расплав
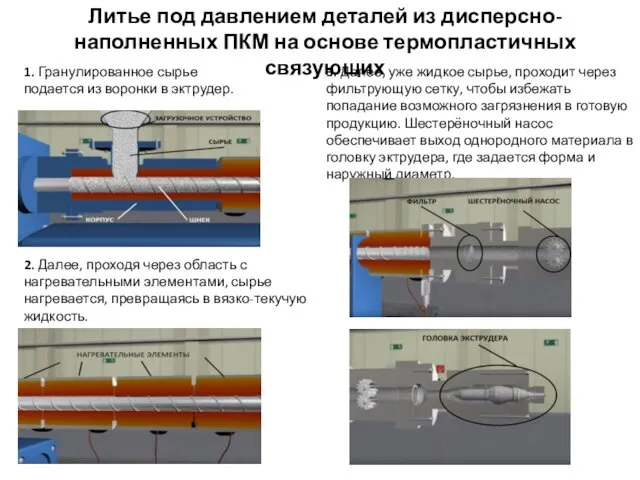
- 9. Литье под давлением деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих 1. Гранулированное сырье подается из
- 10. Литье под давлением деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих А. Расплав полимера подготавливается и
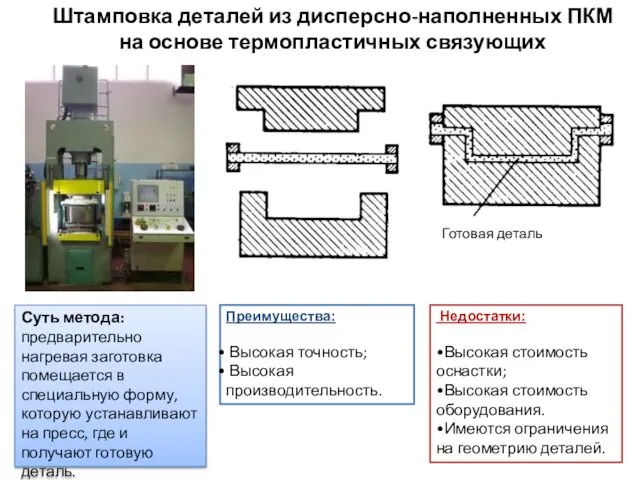
- 11. Преимущества: Высокая точность; Высокая производительность; Низкие затраты ручного труда; Универсальность по типам (химической природе) полимера; Возможность
- 12. Литье газонаполненных полимеров на основе термопластичных связующих Суть метода: при литье с газом уплотнение полимера происходит
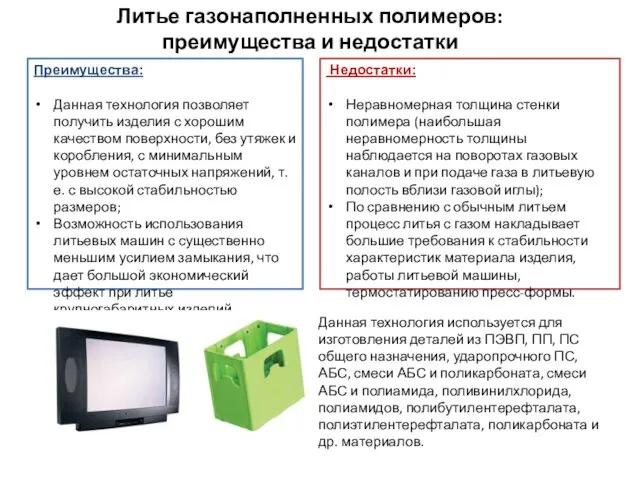
- 13. Литье газонаполненных полимеров: преимущества и недостатки Преимущества: Данная технология позволяет получить изделия с хорошим качеством поверхности,
- 14. Литье под давлением со вспениванием деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих В результате применения
- 15. Литье под давлением со вспениванием: преимущества и недостатки Преимущества: Возможность изготавливать сложные толстостенные изделия без усадочных
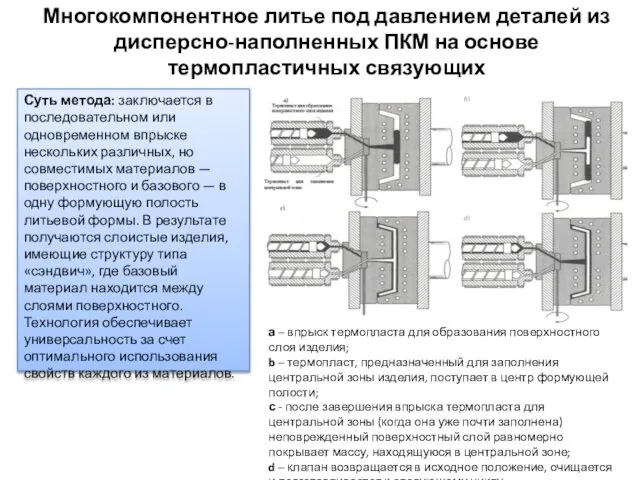
- 16. Многокомпонентное литье под давлением деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих Суть метода: заключается в
- 17. Варианты технологии многокомпонентного литья под давлением 1. Технология перемещения заготовки переносом – предварительно изготовленная в оформляющей
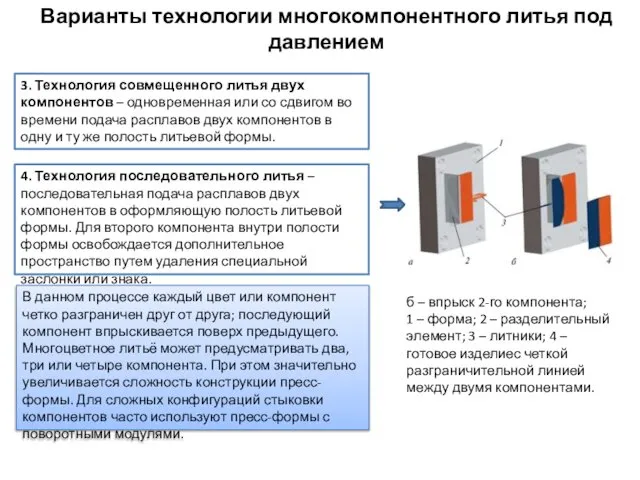
- 18. Варианты технологии многокомпонентного литья под давлением 3. Технология совмещенного литья двух компонентов – одновременная или со
- 19. Многокомпонентное литье под давлением: преимущества и недостатки Недостатки: Необходимость использования более сложных литьевых форм и узлов
- 20. Штамповка деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих Готовая деталь Суть метода: предварительно нагревая заготовка
- 21. Экструзионно-выдувное формование деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих Суть метода: первоначально получают трубную заготовку,
- 22. Экструзионно-выдувное формование: преимущества и недостатки Недостатки: Высокая стоимость оснастки; Высокая стоимость оборудования; Готовые изделия нуждаются в
- 23. Ротационное формование деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих Суть метода: материал помещается в форму,
- 24. Ротационное формование: преимущества и недостатки Недостатки: Ограничения на геометрические формы получаемых изделий; Высокая стоимость оборудования. Преимущества:
- 25. Вакуумформование деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих Суть метода: процесс формования деталей проводится за
- 26. Вакуумформование: преимущества и недостатки Недостатки: Наличие ограничений на форму получаемых изделий. Преимущества: Возможность автоматизации; Метод может
- 27. Пневмоформование деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих Суть метода: процесс формования деталей проводится сжатым
- 28. Пневмоформование: преимущества и недостатки Недостатки: Наличие ограничений на форму получаемых изделий. Преимущества: Низкая энергоемкость; Простота ТП;
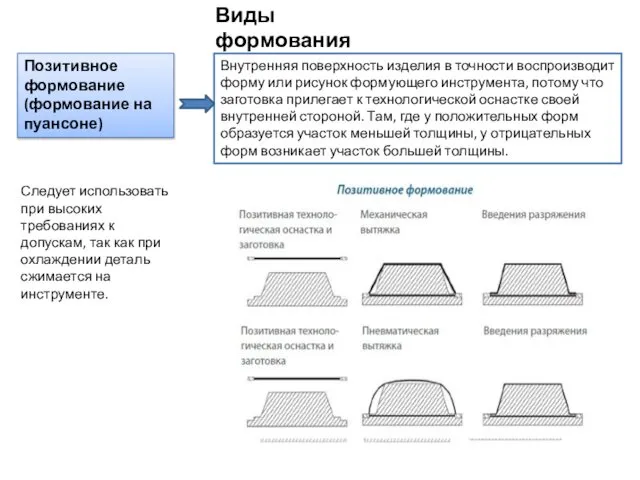
- 29. Виды формования Позитивное формование (формование на пуансоне) Внутренняя поверхность изделия в точности воспроизводит форму или рисунок
- 30. Виды формования Если необходимо получить изделие с хорошей внутренней поверхностью, то рекомендуется формование на пуансоне. Если
- 31. Зависимость величины индекса текучести расплава от метода формования изделий из ПКМ
- 32. Основные классы термореактивных материалов, используемых при производстве дисперсно наполненных ПКМ
- 33. Премиксом (формовочным компаундом) называют полуфабрикат, используемый при производстве изделий из дисперсно-наполненных ПКМ. Премикс представляет собой тестообразную
- 34. Технологии прессования деталей из дисперсно-наполненных ПКМ на основе термореактивных связующих Особенности технологии прессования деталей из термореактивных
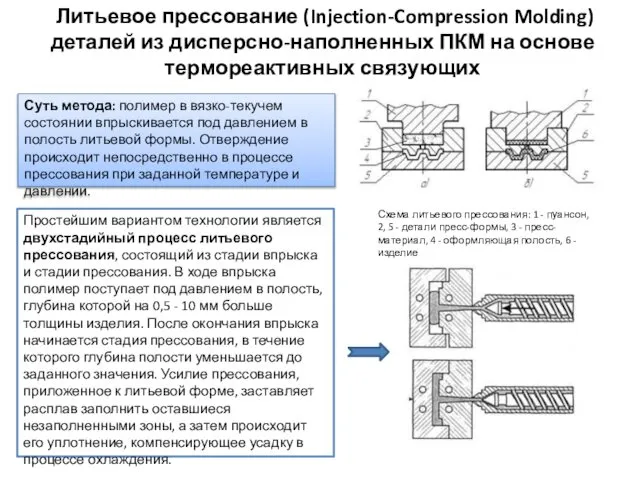
- 35. Литьевое прессование (Injection-Compression Molding) деталей из дисперсно-наполненных ПКМ на основе термореактивных связующих Суть метода: полимер в
- 36. Литьевое прессование: преимущества и недостатки Недостатки: Ограниченный выбор полимеров, поскольку они должны быстро отверждаться при температуре
- 37. Суть метода: полимер в виде порошка или таблеток загружается в пресс форму. Растекание по внутренней поверхности
- 38. Суть метода: полимер в виде гранул (порошка) предварительно подогревается и подается в форму, где он отверждается
- 39. Основные научные проблемы, связанные с изготовлением деталей из дисперсно наполненных полимеров. Равномерность распределения наполнителя в термопластичном
- 41. Скачать презентацию
1 этап:
начало XX века
История применения дисперсно-наполненных полимерных материалов
Связан с разработкой
1 этап:
начало XX века
История применения дисперсно-наполненных полимерных материалов
Связан с разработкой
История применения дисперсно-наполненных полимерных материалов
Связан с массовым применением полимеров в быту,
История применения дисперсно-наполненных полимерных материалов
Связан с массовым применением полимеров в быту,
Основные цели создания дисперсно-наполненных полимеров
Наполнитель используется, как вспомогательный материал
Снижение стоимости получаемых
Основные цели создания дисперсно-наполненных полимеров
Наполнитель используется, как вспомогательный материал
Снижение стоимости получаемых
Факторы, влияющие на выбор технологии изготовления деталей из дисперсно-наполненных полимеров
Свойства используемого
Факторы, влияющие на выбор технологии изготовления деталей из дисперсно-наполненных полимеров
Свойства используемого
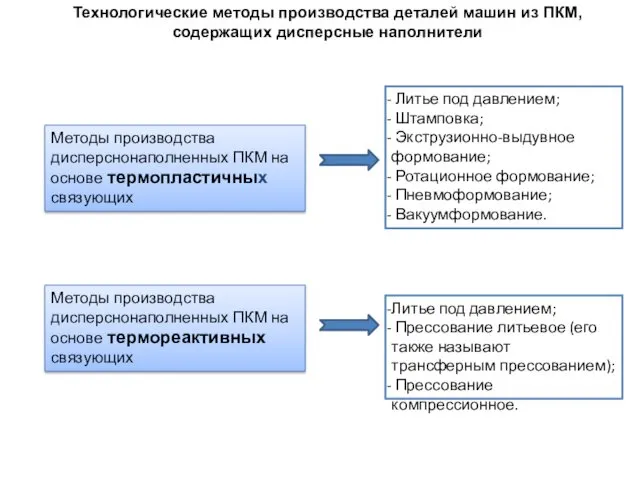
Методы производства дисперснонаполненных ПКМ на основе термопластичных связующих
Технологические методы производства деталей
Методы производства дисперснонаполненных ПКМ на основе термопластичных связующих
Технологические методы производства деталей
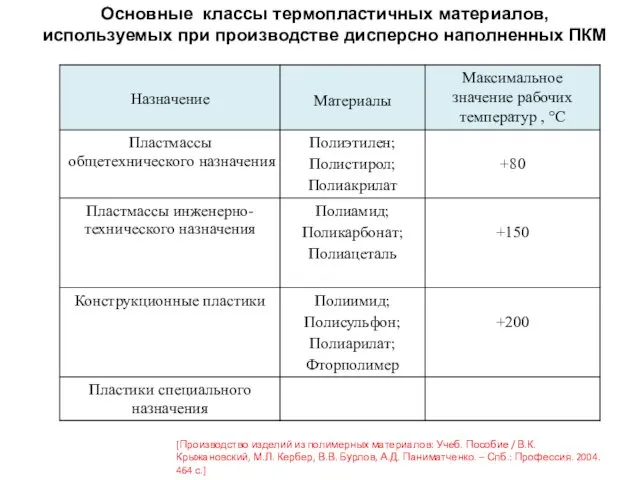
Основные классы термопластичных материалов, используемых при производстве дисперсно наполненных ПКМ
[Производство изделий
Основные классы термопластичных материалов, используемых при производстве дисперсно наполненных ПКМ
[Производство изделий
Литье под давлением деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих
Суть
Литье под давлением деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих
Суть
Литье под давлением деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих
1.
Литье под давлением деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих
1.
Литье под давлением деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих
А.
Литье под давлением деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих
А.

Преимущества:
Высокая точность;
Высокая производительность;
Низкие затраты ручного труда;
Универсальность по
Преимущества:
Высокая точность;
Высокая производительность;
Низкие затраты ручного труда;
Универсальность по
Литье газонаполненных полимеров на основе термопластичных связующих
Суть метода: при литье с
Литье газонаполненных полимеров на основе термопластичных связующих
Суть метода: при литье с
Литье газонаполненных полимеров:
преимущества и недостатки
Преимущества:
Данная технология позволяет получить изделия с
Литье газонаполненных полимеров:
преимущества и недостатки
Преимущества:
Данная технология позволяет получить изделия с
Литье под давлением со вспениванием деталей из дисперсно-наполненных ПКМ на основе
Литье под давлением со вспениванием деталей из дисперсно-наполненных ПКМ на основе
Литье под давлением со вспениванием:
преимущества и недостатки
Преимущества:
Возможность изготавливать сложные толстостенные
Литье под давлением со вспениванием:
преимущества и недостатки
Преимущества:
Возможность изготавливать сложные толстостенные
Многокомпонентное литье под давлением деталей из дисперсно-наполненных ПКМ на основе термопластичных
Многокомпонентное литье под давлением деталей из дисперсно-наполненных ПКМ на основе термопластичных

Варианты технологии многокомпонентного литья под давлением
1. Технология перемещения заготовки переносом –
Варианты технологии многокомпонентного литья под давлением
1. Технология перемещения заготовки переносом –
Варианты технологии многокомпонентного литья под давлением
3. Технология совмещенного литья двух компонентов
Варианты технологии многокомпонентного литья под давлением
3. Технология совмещенного литья двух компонентов

Многокомпонентное литье под давлением: преимущества и недостатки
Недостатки:
Необходимость использования более сложных литьевых
Многокомпонентное литье под давлением: преимущества и недостатки
Недостатки:
Необходимость использования более сложных литьевых
Штамповка деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих
Готовая деталь
Суть метода:
Штамповка деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих
Готовая деталь
Суть метода:
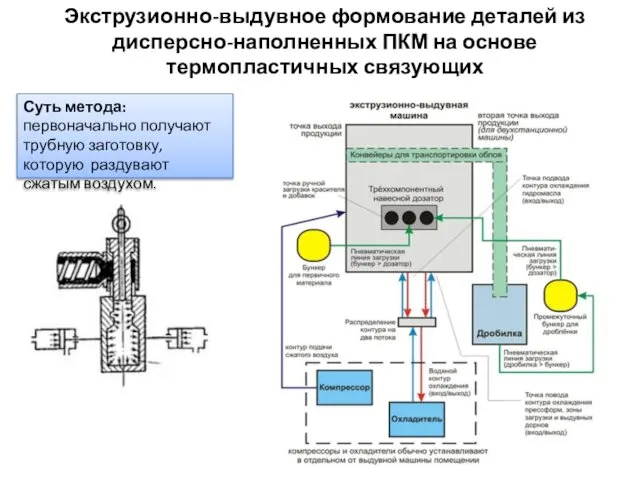
Экструзионно-выдувное формование деталей из
дисперсно-наполненных ПКМ на основе термопластичных связующих
Суть метода:
Экструзионно-выдувное формование деталей из
дисперсно-наполненных ПКМ на основе термопластичных связующих
Суть метода:
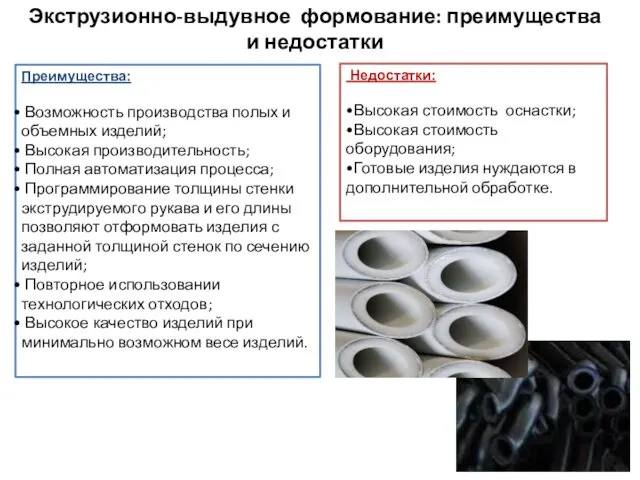
Экструзионно-выдувное формование: преимущества и недостатки
Недостатки:
Высокая стоимость оснастки;
Высокая стоимость оборудования;
Готовые изделия нуждаются
Экструзионно-выдувное формование: преимущества и недостатки
Недостатки:
Высокая стоимость оснастки;
Высокая стоимость оборудования;
Готовые изделия нуждаются
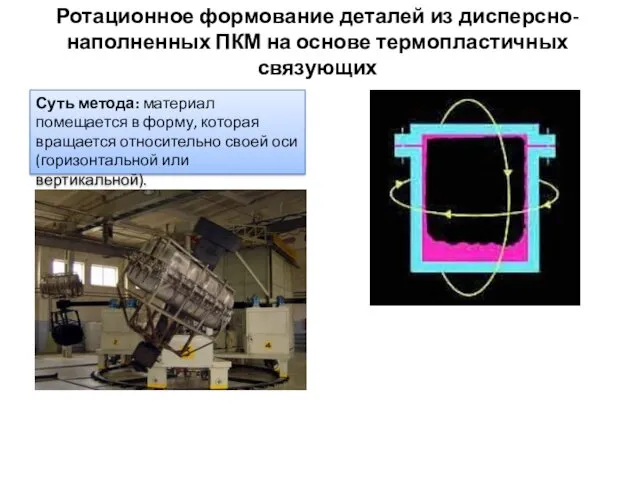
Ротационное формование деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих
Суть метода:
Ротационное формование деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих
Суть метода:

Ротационное формование: преимущества и недостатки
Недостатки:
Ограничения на геометрические формы получаемых изделий;
Высокая
Ротационное формование: преимущества и недостатки
Недостатки:
Ограничения на геометрические формы получаемых изделий;
Высокая

Вакуумформование деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих
Суть метода: процесс
Вакуумформование деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих
Суть метода: процесс

Вакуумформование: преимущества и недостатки
Недостатки:
Наличие ограничений на форму получаемых изделий.
Преимущества:
Возможность автоматизации;
Вакуумформование: преимущества и недостатки
Недостатки:
Наличие ограничений на форму получаемых изделий.
Преимущества:
Возможность автоматизации;

Пневмоформование деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих
Суть метода:
Пневмоформование деталей из дисперсно-наполненных ПКМ на основе термопластичных связующих
Суть метода:
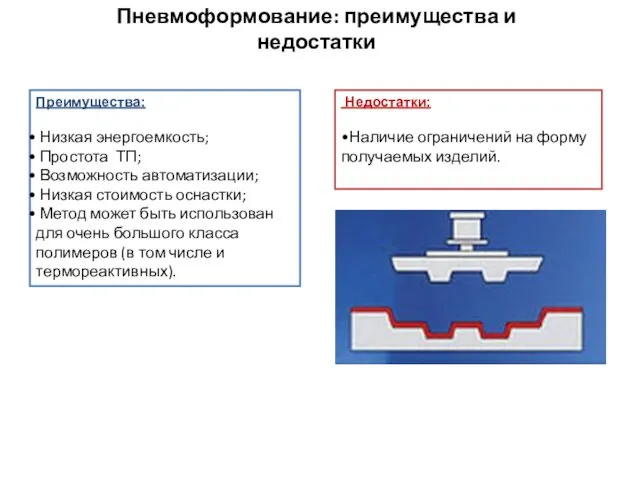
Пневмоформование: преимущества и недостатки
Недостатки:
Наличие ограничений на форму получаемых изделий.
Преимущества:
Низкая энергоемкость;
Пневмоформование: преимущества и недостатки
Недостатки:
Наличие ограничений на форму получаемых изделий.
Преимущества:
Низкая энергоемкость;
Виды формования
Позитивное формование (формование на пуансоне)
Внутренняя поверхность изделия в точности воспроизводит
Виды формования
Позитивное формование (формование на пуансоне)
Внутренняя поверхность изделия в точности воспроизводит

Виды формования
Если необходимо получить изделие с хорошей внутренней поверхностью, то
Виды формования
Если необходимо получить изделие с хорошей внутренней поверхностью, то
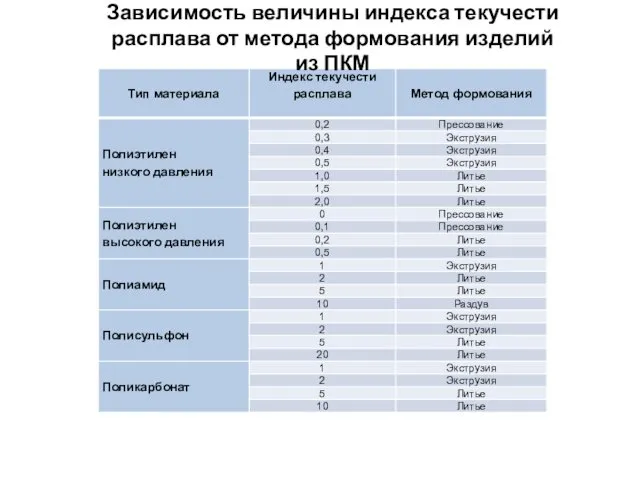
Зависимость величины индекса текучести расплава от метода формования изделий из ПКМ
Зависимость величины индекса текучести расплава от метода формования изделий из ПКМ
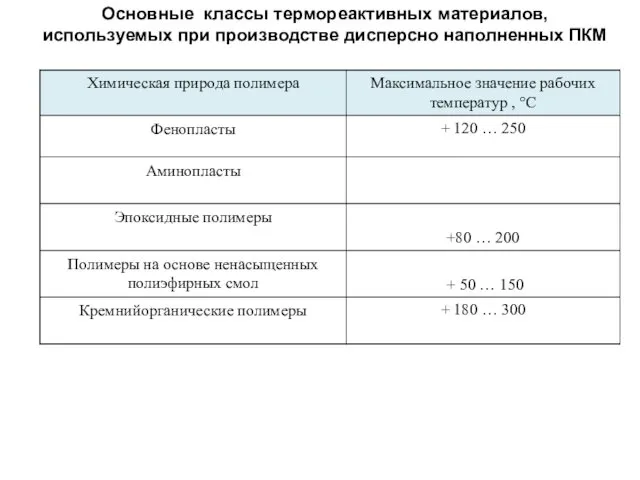
Основные классы термореактивных материалов, используемых при производстве дисперсно наполненных ПКМ
Основные классы термореактивных материалов, используемых при производстве дисперсно наполненных ПКМ
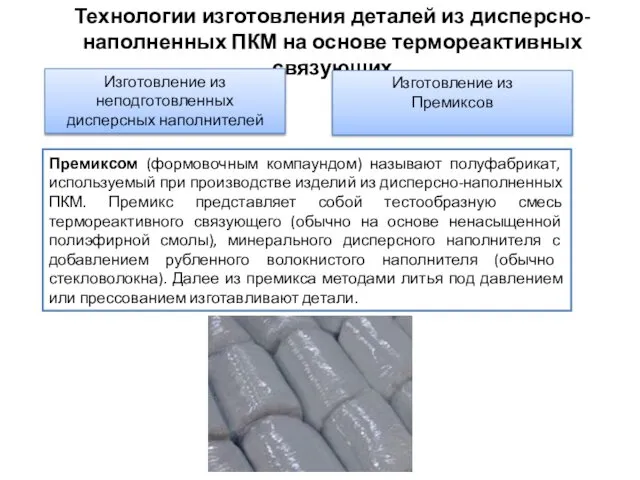
Премиксом (формовочным компаундом) называют полуфабрикат, используемый при производстве изделий из дисперсно-наполненных
Премиксом (формовочным компаундом) называют полуфабрикат, используемый при производстве изделий из дисперсно-наполненных
Технологии прессования деталей из дисперсно-наполненных ПКМ на основе термореактивных связующих
Особенности технологии
Технологии прессования деталей из дисперсно-наполненных ПКМ на основе термореактивных связующих
Особенности технологии
Литьевое прессование (Injection-Compression Molding) деталей из дисперсно-наполненных ПКМ на основе
Литьевое прессование (Injection-Compression Molding) деталей из дисперсно-наполненных ПКМ на основе
Литьевое прессование: преимущества и недостатки
Недостатки:
Ограниченный выбор полимеров, поскольку они должны
Литьевое прессование: преимущества и недостатки
Недостатки:
Ограниченный выбор полимеров, поскольку они должны

Суть метода: полимер в виде порошка или таблеток загружается в пресс
Суть метода: полимер в виде порошка или таблеток загружается в пресс

Суть метода: полимер в виде гранул (порошка) предварительно подогревается и подается
Суть метода: полимер в виде гранул (порошка) предварительно подогревается и подается
Основные научные проблемы, связанные с изготовлением деталей из дисперсно наполненных полимеров.
Равномерность
Основные научные проблемы, связанные с изготовлением деталей из дисперсно наполненных полимеров.
Равномерность
 Підготувала Бендюк Вікторія,10-Б
Підготувала Бендюк Вікторія,10-Б  Карбоновые кислоты
Карбоновые кислоты Электрохимические цепи
Электрохимические цепи Системы эвтектического типа
Системы эвтектического типа Липиды. Тема 10
Липиды. Тема 10 Хімічні добавки. Е-числа Підготували учні 7-В(г) класу Лучечко Анна Ванівська Галина Вчитель: Глуховецька Оксана Вікторівна
Хімічні добавки. Е-числа Підготували учні 7-В(г) класу Лучечко Анна Ванівська Галина Вчитель: Глуховецька Оксана Вікторівна  Природные источники углеводородов и их переработка
Природные источники углеводородов и их переработка  Кейс № 4.1 одежда для металла
Кейс № 4.1 одежда для металла Статья двумя способами. Приготовление катализатора
Статья двумя способами. Приготовление катализатора Неорганические вяжущие вещества. (Лекция 6)
Неорганические вяжущие вещества. (Лекция 6) Положение металлов в ПСХЭ Д.И. Менделеева. Общие физические свойства металлов
Положение металлов в ПСХЭ Д.И. Менделеева. Общие физические свойства металлов Оксокислоти. Номенклатура
Оксокислоти. Номенклатура Алкадиены. Строение, изомерия, номенклатура, физические и химические свойства
Алкадиены. Строение, изомерия, номенклатура, физические и химические свойства Чи шкідливі пральні порошки для здоров’я?
Чи шкідливі пральні порошки для здоров’я?  Гидроксилпроизводные углеводородов
Гидроксилпроизводные углеводородов Відходи хімічного синтезу: утворення та попередження
Відходи хімічного синтезу: утворення та попередження Коллоидно-химические свойства и методы определения дисперсности НДС. Лекция 3
Коллоидно-химические свойства и методы определения дисперсности НДС. Лекция 3 Группа рассеянных химических элементов
Группа рассеянных химических элементов Свойства неметаллов и их соединений
Свойства неметаллов и их соединений Презентация по химии Строение электронных оболочек атомов.
Презентация по химии Строение электронных оболочек атомов.  Устойчивость дисперсных систем
Устойчивость дисперсных систем Азотсодержащие и гетероциклические соединения. Низкомолекулярные биологическиактивные соединения
Азотсодержащие и гетероциклические соединения. Низкомолекулярные биологическиактивные соединения Презентація на тему «Вологість повітря» Солоділової Катерини 10-Б
Презентація на тему «Вологість повітря» Солоділової Катерини 10-Б Химические реакции с участием макромолекул
Химические реакции с участием макромолекул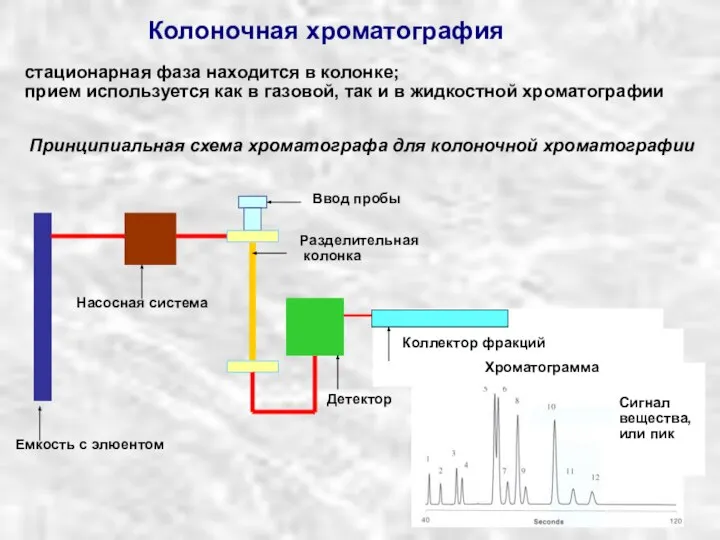 Колоночная хроматография
Колоночная хроматография Аттестационная работа. Химия в нашей жизни
Аттестационная работа. Химия в нашей жизни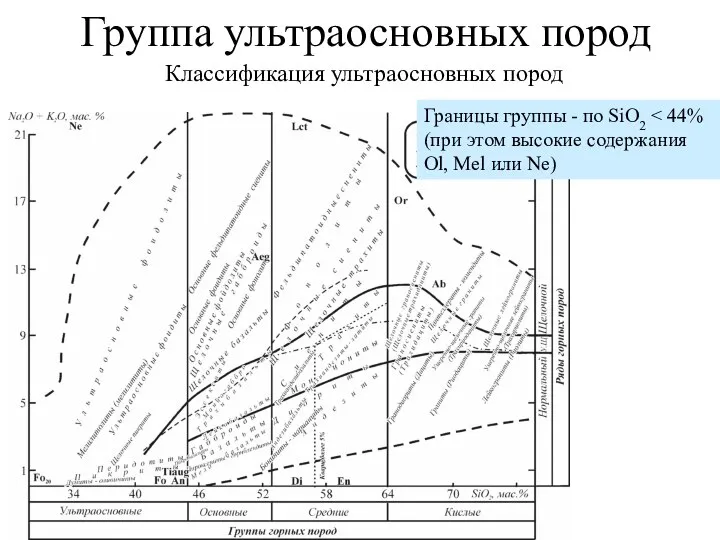 Группа ультраосновных пород
Группа ультраосновных пород Коррозия, как источник загрязнения окружающей среды
Коррозия, как источник загрязнения окружающей среды