- Системы автоматизированного проектирования технологических процессов

Содержание
- 2. НЕОБХОДИМОСТЬ АВТОМАТИЗАЦИИ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ машины и приборы становятся из года в год все сложнее. Приборы
- 3. ПРЕДПОСЫЛКИ ДЛЯ ВНЕДРЕНИЯ САПР ТП Наличие достаточно развитой теории автоматизированного проектирования. Наличие технических средств. Наличие автоматизированных
- 4. ВОЗМОЖНОСТЬ АВТОМАТИЗАЦИИ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ оформление технологической документации (маршрутные, операционные карты и другие документы). Это не
- 5. МОДЕЛИРОВАНИЕ СТРУКТУРЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Структура технологического процесса может быть рассмотрена на трех уровнях: уровень маршрута; уровень
- 6. Следование является антирефлексивным, антисимметричным, антитранзитивным отношением. Антирефлексивность следует из того, что за какой-то операцией не может
- 7. Граф имеет линейную структуру, т.к. объект воздействия один и заготовка последовательно обрабатывается, начиная с операции О1.
- 8. Для сборочных процессов структура ТП обычно может быть записана в виде графа типа дерево, так как
- 9. Структура операции -это граф, в котором вершины отображают переходы, а отношения между вершинами являются отношениями следования.
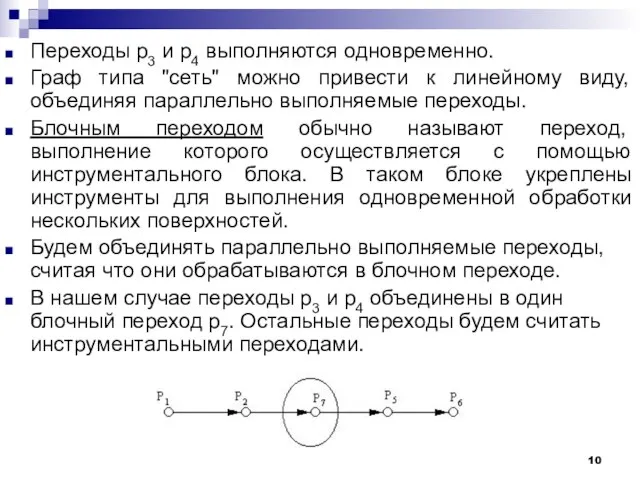
- 10. Переходы p3 и p4 выполняются одновременно. Граф типа "сеть" можно привести к линейному виду, объединяя параллельно
- 11. На рисунке показан линейный граф, к которому приведен граф операции типа "сеть". Если возникают трудности с
- 12. Пример использования псевдоперехода для записи структуры операции На рисунке показано, что после одновременного выполнения переходов p3
- 13. Способы хранения в памяти ЭВМ структуры технологического процесса Результатом проектирования структуры является комплекс графов следования, соответствующих
- 14. Матрица смежности Матрица смежности имеет размерность n x n, где n - число вершин. Если элемент
- 15. Номера вершин получены путем последовательной нумерации вершин. На самом деле номера вершин (номера операций или переходов)
- 16. Если структура выражена в виде матрицы смежности с битовыми строками, то ее суммарный объем памяти составит
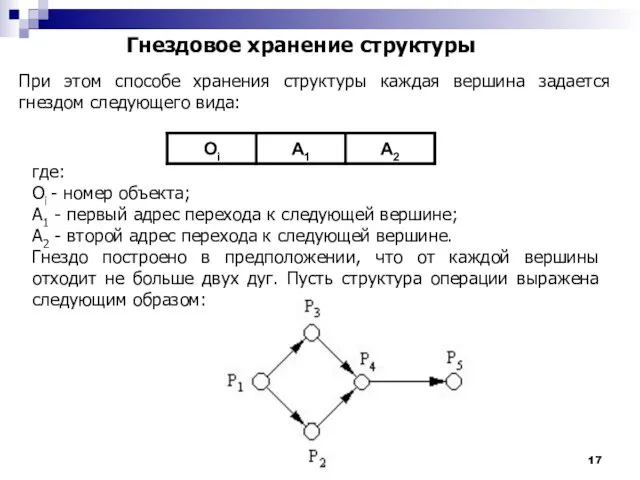
- 17. Гнездовое хранение структуры При этом способе хранения структуры каждая вершина задается гнездом следующего вида: где: Оi
- 18. Тогда хранение структуры с помощью гнезд можно выразить следующим способом: Каждое гнездо состоит из 3х слов.
- 19. Матрица смежности с битовым заданием строк и хранение гнездами занимают одинаковый объем памяти, однако гнездовой способ
- 20. Рассмотрим следующий пример. Пусть задана следующая структура операции: В данном случае двухадресными гнездами не обойтись. Можно
- 21. В этом графе из всех вершин выходит не более 2-х дуг за счет введения псевдопереходов рn1
- 22. Линейная форма записи структуры технологического процесса является разновидностью списка вершин и отличается от списка вершин наличием
- 23. Линейная форма структуры операции Коды для столбца с типом перехода: 2 - инструментальный переход; 3 -
- 24. Как видно из этой таблицы, структура операции зафиксирована полностью, включая блочный переход. Эта таблица требует V=24
- 25. Линейная форма Пример записи структуры сборочного процесса в линейной форме. Пусть структура сборочного технологического процесса на
- 26. Структура операции В этой таблице код 1 означает, что данная вершина - это операция, код 6
- 27. При проектировании маршрутно-операционной технологии необходимо фиксировать структуру процесса, как на уровне маршрута, так и на уровне
- 28. Вывод Запись структуры технологического процесса в линейной форме является предпочтительной, так как: позволяет фиксировать любой тип
- 29. Оптимизация технологических процессов Ранее было показано, что с помощью САПР ТП необходимо проектировать оптимальные по какому
- 30. Система проектирования ТП имеет многоуровневый характер, поэтому различают три уровня оптимизации: уровень маршрута; уровень операции; уровень
- 31. Оптимизация на уровне маршрута и операции является структурной, так как связана в основном с выбором структуры
- 32. Поисковые методы оптимизации используются, так как не накладывают особых ограничений на критерий оптимизации и область существования
- 33. Как видно из рисунка выбор оптимального варианта ТП методом случайного поиска предполагает проектирование случайной последовательности вариантов
- 34. Сложность применения алгоритмов случайного поиска заключается в большой вариантности технологических процессов, что в сочетании в сочетании
- 35. Типизация технологических решений применительно к условиям предприятия позволяет резко сократить количество генерируемых вариантов за счет использования
- 36. При использовании метода случайного поиска принятие решения на каком либо уровне ( выбор вершины на j-ом
- 37. Сложность применения этой методики заключается в том, что обычно невозможна точная оценка полученных на j-ом уровне
- 38. Если система оценок на каком-либо уровне слабо формализована, то необходимо вмешательство технолога в процесс автоматизированного проектирования,
- 39. Оптимизация процессов на уровне маршрута Пример 1 Пусть среднее время проектирования технологического процесса на простую деталь
- 40. Пример 2 Для указанного выше примера будем считать приведенную стоимость процесса:
- 41. Уровни автоматизации
- 43. Скачать презентацию
НЕОБХОДИМОСТЬ АВТОМАТИЗАЦИИ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
машины и приборы становятся из года
НЕОБХОДИМОСТЬ АВТОМАТИЗАЦИИ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
машины и приборы становятся из года
ПРЕДПОСЫЛКИ ДЛЯ ВНЕДРЕНИЯ САПР ТП
Наличие достаточно развитой теории автоматизированного проектирования.
ПРЕДПОСЫЛКИ ДЛЯ ВНЕДРЕНИЯ САПР ТП
Наличие достаточно развитой теории автоматизированного проектирования.

ВОЗМОЖНОСТЬ АВТОМАТИЗАЦИИ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
оформление технологической документации (маршрутные, операционные карты
ВОЗМОЖНОСТЬ АВТОМАТИЗАЦИИ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
оформление технологической документации (маршрутные, операционные карты
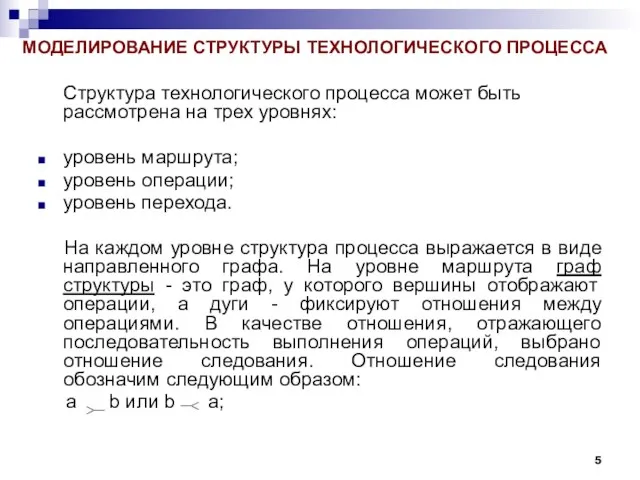
МОДЕЛИРОВАНИЕ СТРУКТУРЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Структура технологического процесса может быть рассмотрена на
МОДЕЛИРОВАНИЕ СТРУКТУРЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Структура технологического процесса может быть рассмотрена на

Следование является антирефлексивным, антисимметричным, антитранзитивным отношением.
Антирефлексивность следует из того, что за
Следование является антирефлексивным, антисимметричным, антитранзитивным отношением.
Антирефлексивность следует из того, что за

Граф имеет линейную структуру, т.к. объект воздействия один и заготовка
Граф имеет линейную структуру, т.к. объект воздействия один и заготовка

Для сборочных процессов структура ТП обычно может быть записана в виде
Для сборочных процессов структура ТП обычно может быть записана в виде
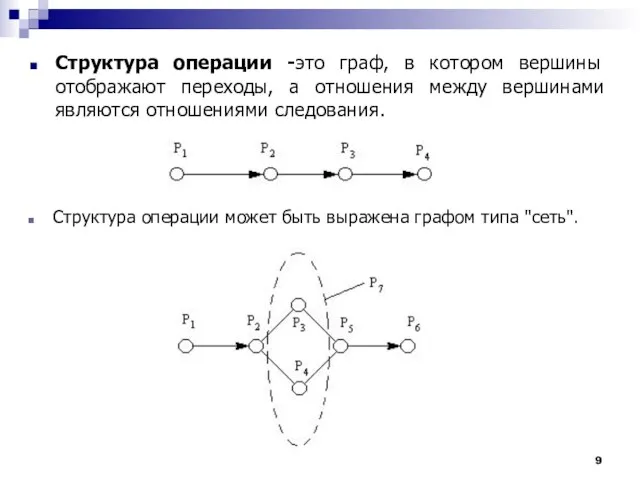
Структура операции -это граф, в котором вершины отображают переходы, а отношения
Структура операции -это граф, в котором вершины отображают переходы, а отношения
Переходы p3 и p4 выполняются одновременно.
Граф типа "сеть" можно привести
Переходы p3 и p4 выполняются одновременно.
Граф типа "сеть" можно привести

На рисунке показан линейный граф, к которому приведен граф операции типа
На рисунке показан линейный граф, к которому приведен граф операции типа

Пример использования псевдоперехода для записи структуры операции
На рисунке показано, что после
Пример использования псевдоперехода для записи структуры операции
На рисунке показано, что после

Способы хранения в памяти ЭВМ структуры технологического процесса
Результатом проектирования структуры является
Способы хранения в памяти ЭВМ структуры технологического процесса
Результатом проектирования структуры является

Матрица смежности
Матрица смежности имеет размерность n x n, где n -
Матрица смежности
Матрица смежности имеет размерность n x n, где n -

Номера вершин получены путем последовательной нумерации вершин. На самом деле
Номера вершин получены путем последовательной нумерации вершин. На самом деле

Если структура выражена в виде матрицы смежности с битовыми строками,
Если структура выражена в виде матрицы смежности с битовыми строками,
Гнездовое хранение структуры
При этом способе хранения структуры каждая вершина задается гнездом
Гнездовое хранение структуры
При этом способе хранения структуры каждая вершина задается гнездом

Тогда хранение структуры с помощью гнезд можно выразить следующим способом:
Каждое гнездо
Тогда хранение структуры с помощью гнезд можно выразить следующим способом:
Каждое гнездо

Матрица смежности с битовым заданием строк и хранение гнездами занимают одинаковый
Матрица смежности с битовым заданием строк и хранение гнездами занимают одинаковый

Рассмотрим следующий пример. Пусть задана следующая структура операции:
В данном случае двухадресными
Рассмотрим следующий пример. Пусть задана следующая структура операции:
В данном случае двухадресными

В этом графе из всех вершин выходит не более 2-х
В этом графе из всех вершин выходит не более 2-х

Линейная форма записи структуры технологического процесса является разновидностью списка вершин
Линейная форма записи структуры технологического процесса является разновидностью списка вершин

Линейная форма структуры операции
Коды для столбца с типом перехода:
2 - инструментальный
Линейная форма структуры операции
Коды для столбца с типом перехода:
2 - инструментальный

Как видно из этой таблицы, структура операции зафиксирована полностью, включая
Как видно из этой таблицы, структура операции зафиксирована полностью, включая

Линейная форма
Пример записи структуры сборочного процесса в линейной форме.
Пусть структура сборочного
Линейная форма
Пример записи структуры сборочного процесса в линейной форме.
Пусть структура сборочного

Структура операции
В этой таблице код 1 означает, что данная вершина -
Структура операции
В этой таблице код 1 означает, что данная вершина -

При проектировании маршрутно-операционной технологии необходимо фиксировать структуру процесса, как на
При проектировании маршрутно-операционной технологии необходимо фиксировать структуру процесса, как на

Вывод
Запись структуры технологического процесса в линейной форме является предпочтительной, так
Вывод
Запись структуры технологического процесса в линейной форме является предпочтительной, так

Оптимизация технологических процессов
Ранее было показано, что с помощью САПР ТП
Оптимизация технологических процессов
Ранее было показано, что с помощью САПР ТП

Система проектирования ТП имеет многоуровневый характер, поэтому различают три уровня оптимизации:
Система проектирования ТП имеет многоуровневый характер, поэтому различают три уровня оптимизации:

Оптимизация на уровне маршрута и операции является структурной, так как
Оптимизация на уровне маршрута и операции является структурной, так как

Поисковые методы оптимизации используются, так как не накладывают особых ограничений
Поисковые методы оптимизации используются, так как не накладывают особых ограничений

Как видно из рисунка выбор оптимального варианта ТП методом случайного
Как видно из рисунка выбор оптимального варианта ТП методом случайного

Сложность применения алгоритмов случайного поиска заключается в большой вариантности технологических
Сложность применения алгоритмов случайного поиска заключается в большой вариантности технологических

Типизация технологических решений применительно к условиям предприятия позволяет резко сократить
Типизация технологических решений применительно к условиям предприятия позволяет резко сократить

При использовании метода случайного поиска принятие решения на каком либо
При использовании метода случайного поиска принятие решения на каком либо

Сложность применения этой методики заключается в том, что обычно невозможна
Сложность применения этой методики заключается в том, что обычно невозможна
Если система оценок на каком-либо уровне слабо формализована, то необходимо
Если система оценок на каком-либо уровне слабо формализована, то необходимо

Оптимизация процессов на уровне маршрута
Пример 1
Пусть среднее время проектирования технологического процесса
Оптимизация процессов на уровне маршрута
Пример 1
Пусть среднее время проектирования технологического процесса

Пример 2
Для указанного выше примера будем считать приведенную стоимость процесса:
Пример 2
Для указанного выше примера будем считать приведенную стоимость процесса:

Уровни автоматизации
Уровни автоматизации
 Протокол ARP
Протокол ARP  Локальные сети Информатика 8 класс. Автор Сметанин А.В.
Локальные сети Информатика 8 класс. Автор Сметанин А.В. Информатика 7-й класс
Информатика 7-й класс  Инженерная графика 10 - 11 класс
Инженерная графика 10 - 11 класс Программное обеспечение DetectorsManager и Netvision Traffic
Программное обеспечение DetectorsManager и Netvision Traffic Искусственный интеллект для поддержания ментального здоровья
Искусственный интеллект для поддержания ментального здоровья Аудио-визуальная стимуляция мозга
Аудио-визуальная стимуляция мозга Презентация "MS OFFICE В ШКОЛЕ" - скачать презентации по Информатике
Презентация "MS OFFICE В ШКОЛЕ" - скачать презентации по Информатике Табличний процесор
Табличний процесор Symbol Manipulation and Intentionality
Symbol Manipulation and Intentionality Metasploit. Базовый алгоритм работы с Metasploit Framework
Metasploit. Базовый алгоритм работы с Metasploit Framework Представление числовой информации с помощью систем счисления (1). 8 класс
Представление числовой информации с помощью систем счисления (1). 8 класс Microsoft Access
Microsoft Access  Целостность данных
Целостность данных Компьютеры будущего для людей с ограниченными возможностями здоровья
Компьютеры будущего для людей с ограниченными возможностями здоровья Измерение информации
Измерение информации IT образование для школьников
IT образование для школьников Как отличить настоящего гуля SSS+ ранга
Как отличить настоящего гуля SSS+ ранга Введение в информатику
Введение в информатику Представление информации
Представление информации Презентация на тему "Магистрально-модульный принцип построения компьютера"
Презентация на тему "Магистрально-модульный принцип построения компьютера" Задание участникам в рамках запроса предложений на разработку, наполнение и производство корпоративного журнала МТС Запросто
Задание участникам в рамках запроса предложений на разработку, наполнение и производство корпоративного журнала МТС Запросто Методика создания ЭИС
Методика создания ЭИС Взаимодействие процессов: сокеты
Взаимодействие процессов: сокеты Аналіз вимірювання ПЗ. Регресійний аналіз. (Лекція 11)
Аналіз вимірювання ПЗ. Регресійний аналіз. (Лекція 11) Процессоры фирм Intel и AMD
Процессоры фирм Intel и AMD  Лекция 5. Основы классификации, структурирования и кодирования информации
Лекция 5. Основы классификации, структурирования и кодирования информации Google
Google