- Эволюционное движение в сторону MES. Центра информационных технологий и консалтинга ПАРУС

Содержание
- 2. Опыт в сфере машиностроения Опыт проведения бизнес - сессий
- 3. Бизнес-сессия как инструмент эффективного запуска проекта Архитектура системы управления производственным предприятием Интеграция с системами CAD/PDM/PLM Управление
- 4. Бизнес-сессия Бизнес-сессия (БС) – особый метод решения задач и проблем, а также совершенствования бизнеса компании с
- 5. Как БС решает проблемы заказчика? В рамках бизнес-сессии создается модельный аналог проблемного узла, через введение структуры
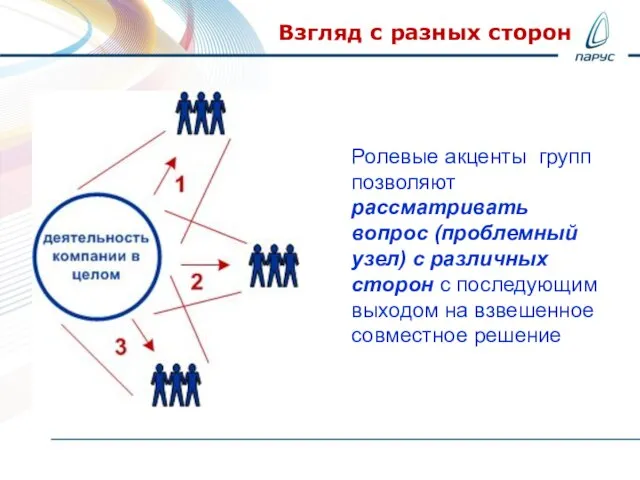
- 6. Взгляд с разных сторон Ролевые акценты групп позволяют рассматривать вопрос (проблемный узел) с различных сторон с
- 7. В бизнес-сессии организуется управление двумя типами конфликтов: Конфликт интересов Конфликт представлений Типы противостояния (конфликта) Конфликт интересов
- 8. Конфликт интересов. Выдвижение своего предложения (договора). Затруднение в согласовании предложения. Идентификация (отождествление) с позицией другого. Коррекция
- 9. Этапы бизнес-сессии Первый этап: Анализ затруднений и проблем (каждая группа проводит анализ в соответствии со своим
- 10. Функциональная структура АС САПР ТП Производственная программа Маршрутные листы Управление производством «ПАРУС» Заказы подразделений (ПКИ под
- 11. АС - Нормативно-справочная информация Номенклатура Изделий и ДСЕ CAD 3D сборки 1. Выгрузка в форматах: Excel,
- 12. АС - Нормативно-справочная информация Номенклатура Изделий и ДСЕ Текущая версия 3D сборки 1. Выгрузка в форматах:
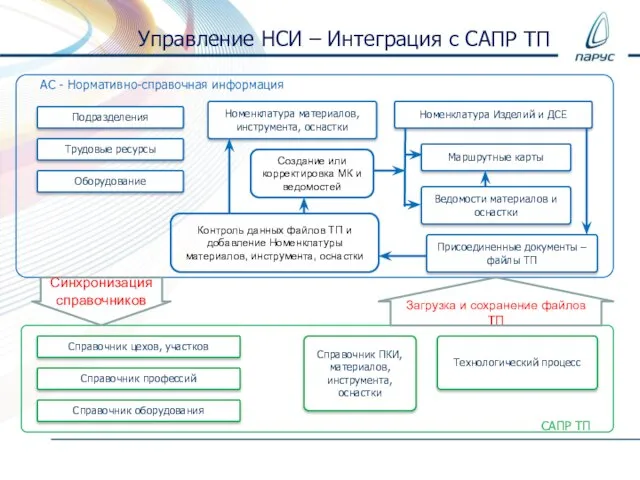
- 13. АС - Нормативно-справочная информация Номенклатура Изделий и ДСЕ САПР ТП Справочник ПКИ, материалов, инструмента, оснастки Управление
- 14. АС - Нормативно-справочная информация Управление персоналом Управление НСИ – Взаимодействие с ИС предприятия Штатные должности Штатные
- 15. Первый этап – анализ текущего состояния на предприятии автоматизации технологической подготовки производства. От результата анализа зависит
- 16. Второй этап – внедрение САПР ТП или интеграция с существующим САПР ТП и интеграция с CAD/PDM/PLM
- 17. Третий этап – «Создание АС» Настройка и расширение функциональности АС в соответствии ТЗ, обучение пользователей АС
- 19. Скачать презентацию

Опыт в сфере машиностроения
Опыт проведения бизнес - сессий
Опыт в сфере машиностроения
Опыт проведения бизнес - сессий
Бизнес-сессия как инструмент эффективного запуска проекта
Архитектура системы управления производственным предприятием
Интеграция с
Бизнес-сессия как инструмент эффективного запуска проекта
Архитектура системы управления производственным предприятием
Интеграция с

Бизнес-сессия
Бизнес-сессия (БС) – особый метод решения задач и проблем, а также
Бизнес-сессия
Бизнес-сессия (БС) – особый метод решения задач и проблем, а также

Как БС решает проблемы заказчика?
В рамках бизнес-сессии создается модельный аналог
Как БС решает проблемы заказчика?
В рамках бизнес-сессии создается модельный аналог
Взгляд с разных сторон
Ролевые акценты групп позволяют рассматривать вопрос (проблемный узел)
Взгляд с разных сторон
Ролевые акценты групп позволяют рассматривать вопрос (проблемный узел)
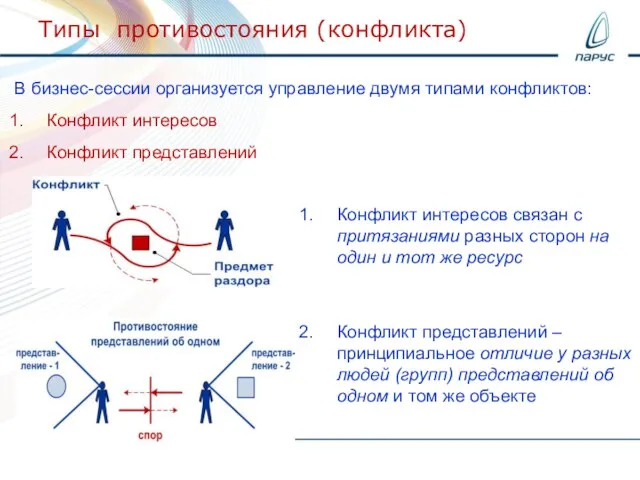
В бизнес-сессии организуется управление двумя типами конфликтов:
Конфликт интересов
Конфликт представлений
Типы противостояния (конфликта)
Конфликт
В бизнес-сессии организуется управление двумя типами конфликтов:
Конфликт интересов
Конфликт представлений
Типы противостояния (конфликта)
Конфликт
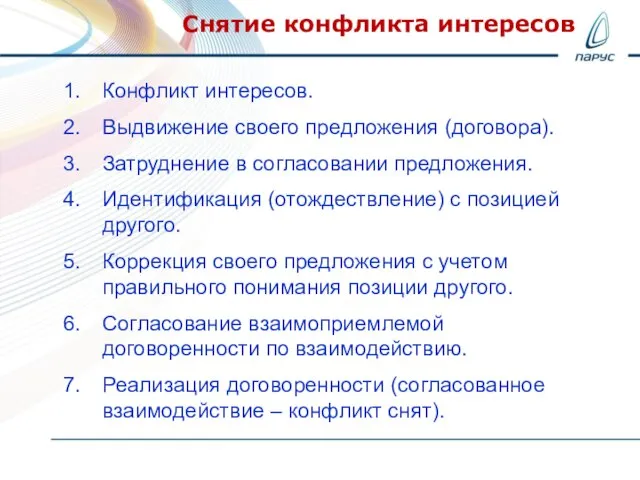
Конфликт интересов.
Выдвижение своего предложения (договора).
Затруднение в согласовании предложения.
Идентификация (отождествление) с позицией
Конфликт интересов.
Выдвижение своего предложения (договора).
Затруднение в согласовании предложения.
Идентификация (отождествление) с позицией
Этапы бизнес-сессии
Первый этап: Анализ затруднений и проблем (каждая группа проводит анализ
Этапы бизнес-сессии
Первый этап: Анализ затруднений и проблем (каждая группа проводит анализ
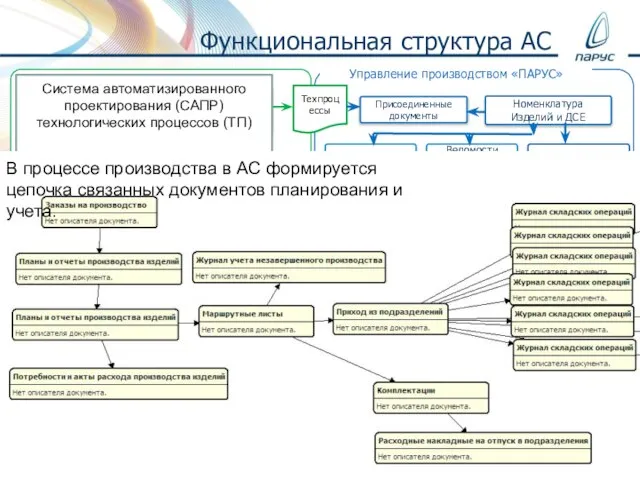
Функциональная структура АС
САПР ТП
Производственная программа
Маршрутные листы
Управление производством «ПАРУС»
Заказы подразделений
(ПКИ под
Функциональная структура АС
САПР ТП
Производственная программа
Маршрутные листы
Управление производством «ПАРУС»
Заказы подразделений
(ПКИ под

АС - Нормативно-справочная информация
Номенклатура Изделий и ДСЕ
CAD
3D сборки
1. Выгрузка в
АС - Нормативно-справочная информация
Номенклатура Изделий и ДСЕ
CAD
3D сборки
1. Выгрузка в

АС - Нормативно-справочная информация
Номенклатура Изделий и ДСЕ
Текущая версия 3D сборки
1.
АС - Нормативно-справочная информация
Номенклатура Изделий и ДСЕ
Текущая версия 3D сборки
1.
АС - Нормативно-справочная информация
Номенклатура Изделий и ДСЕ
САПР ТП
Справочник ПКИ, материалов,
АС - Нормативно-справочная информация
Номенклатура Изделий и ДСЕ
САПР ТП
Справочник ПКИ, материалов,

АС - Нормативно-справочная информация
Управление персоналом
Управление НСИ – Взаимодействие с ИС предприятия
Штатные
АС - Нормативно-справочная информация
Управление персоналом
Управление НСИ – Взаимодействие с ИС предприятия
Штатные
Первый этап – анализ текущего состояния на предприятии автоматизации технологической подготовки
Второй этап – внедрение САПР ТП или интеграция с существующим САПР
Второй этап – внедрение САПР ТП или интеграция с существующим САПР
Третий этап – «Создание АС»
Настройка и расширение функциональности АС в
Третий этап – «Создание АС»
Настройка и расширение функциональности АС в
 Project: Global Social Media Plan // October Topic: Halloween 2 Subline: Happy Halloween from Volkswagen! Format: Image
Project: Global Social Media Plan // October Topic: Halloween 2 Subline: Happy Halloween from Volkswagen! Format: Image Брендовая сеть Zara
Брендовая сеть Zara Новый тарифный план для детей Ринг Динг
Новый тарифный план для детей Ринг Динг Группа предприятий Линия 7
Группа предприятий Линия 7 Акция Здравствуй, лето!
Акция Здравствуй, лето! Управление продажами (психология коммерции)
Управление продажами (психология коммерции) Ваша мебель. Салон-магазин мягкой и корпусной мебели
Ваша мебель. Салон-магазин мягкой и корпусной мебели ОФД. Касса для бизнеса. Билайн
ОФД. Касса для бизнеса. Билайн Папа Карло. Деревянные игрушки
Папа Карло. Деревянные игрушки Кружка Баррель 400мл
Кружка Баррель 400мл Освещение ванных комнат и SPA помещений
Освещение ванных комнат и SPA помещений Подарки с продуктами Greenway
Подарки с продуктами Greenway Использование социальных сетей в маркетинговой деятельности коммерческих банков
Использование социальных сетей в маркетинговой деятельности коммерческих банков Перечень автотранспорта АО ЮТЭК-Югорск, предлагаемого к продаже
Перечень автотранспорта АО ЮТЭК-Югорск, предлагаемого к продаже Анализ рынка косметики и парфюмерии премиум класса. Перспективы развития
Анализ рынка косметики и парфюмерии премиум класса. Перспективы развития SEO эффективное продвижение
SEO эффективное продвижение App logo Store logo EDGE company
App logo Store logo EDGE company ARTA_SMM_urok_2_2_Prodvizhenie_off-_i_onlayn_VK_Instagram
ARTA_SMM_urok_2_2_Prodvizhenie_off-_i_onlayn_VK_Instagram Сущность, цели, основные принципы и функции маркетинга. Тема 1
Сущность, цели, основные принципы и функции маркетинга. Тема 1 Портфолио. Биография. Направления работы. Контакты
Портфолио. Биография. Направления работы. Контакты Like Game. Настольная игра миллионеров
Like Game. Настольная игра миллионеров Ценностное предложение для целевой аудитории
Ценностное предложение для целевой аудитории Маркетинг 4 пи. Четыре фактора успеха компании
Маркетинг 4 пи. Четыре фактора успеха компании Создание дизайна упаковки для варенья La Tia Fina
Создание дизайна упаковки для варенья La Tia Fina Starcontentsite
Starcontentsite Интернет для бизнеса. Акционный тариф ОЖН. Технологии возможностей
Интернет для бизнеса. Акционный тариф ОЖН. Технологии возможностей Как навсегда обогнать конкурентов. Презентаци
Как навсегда обогнать конкурентов. Презентаци Продажи. Must have для продавцов
Продажи. Must have для продавцов