Ампулаларды этикеттеу. Ампулалар өндірісінде кешенді механизациялау және автоматтандыру проблемалары
- Ампулаларды этикеттеу. Ампулалар өндірісінде кешенді механизациялау және автоматтандыру проблемалары

Содержание
- 2. Жоспар Кіріспе Негізгі бөлім Шаншуға арналған ерітінділерді ампулаларда босату ерекшелігі; Ампулаларға жазу түсіретін Симхович машинасы; Ампулалар
- 3. Инъекциялық ерітінді Инъекциялық ерітінді – бір немесе бірнеше дәрілік заттарды еріту жолымен алынған, парентеральды қолдануға арналған
- 4. Орамдауышқа ауыспалы деректерді (шығарылған күні, серия нөмірі және т. б.) енгізе отырып, ампулаға өзі желімделетін орамдауыштарды
- 5. Техникалық сипаттамалары : Орамдауыштардың өлшемдері: биіктігі — 18 мм, ұзындығы 28 мм. лентаның биіктігі — 20
- 6. Жұмыс істеу принципі Ампулалар арнайы латокқа тиеледі, содан кейін лактоктан тік қалыпта беретін үстелге түсіріледі. Ампула
- 7. Ампулаларға жазу түсіру жартылай автоматтарда жүргізіледі. 1 - корпус 2 - реттегіш қондырғы 3 - ванна
- 8. Бункерге ампулаларды салып, бергіш барабан көмегімен офсетті цилиндрге жібереді. Бұл офсетті цилиндрге жазбаның әріптері мен сандары
- 9. Дайын ампулалар ұялары бар қораптарға салынып оралады. Қораптың бетіне препараттың аты, саны және ерітіндінің концентрациясы көрсетілген,
- 10. Инъекциялық дәрілік сауыттарды орау перспективалары полиэтилен бөтелкелер BFS-Blow-Fiil-Seal Қаптар ( + ) термиялық стерильдеуге болады, (
- 11. Дайын өнімді таңбалау, орамдау (ампулалар) 1.Картон қораптар гофрированными қағаз бөгеттермен 2.Картон қораптар полимерлік ұяшығы бар-конструктор ампулалар
- 12. Таңбаланған қаптамада: Препараттың саудалық атауы Ампуладағы белсенді заттың құрамы номиналдық көлемі қолдану және енгізу тәсілі (ішкі)
- 13. BFS технологиясы Негізгі кемшіліктері: ұсақ үгінділер, сыну , үлкен салмақ, қолдану алдында қосымша цикл , резеңке
- 14. Артықшылықтары Көмірқышқыл газының салыстырмалы төмен шығарындыларынан тұратын технологияның экологиялық қауіпсіздігі және өндірісте одан әрі өңдеуге жарамды
- 15. Дәстүрлі орау технологиясымен салыстырғанда аз шығындар мен үлкен өнімділік Дайын өнімнің стерильділігінің жоғары деңгейі қамтамасыз етіледі
- 16. Орамдау дз шынының құрамдас бөліктерін ерітіп, оның коррозиясын тудыруы мүмкін(шыны силикаттар мен металл оксидтері қоспасының қатты
- 18. Жарамсыз ампулалардағы ерітінділерді қайта өңдеу Ампулдау процессінің барлық сатыларында жарамсыз болған ампулаларды жинстырып, жек лотоктарға салады
- 19. Еңбек өнімділігін арттыру дайындау, құрастыру, өңдеу, көліктік және қосалқы жұмыстарды қоса алғанда, дәнекерленген құрылымдарды дайындаудың барлық
- 20. Дәнекерлеу өндірісін кешенді автоматтандыру жүйесі дәнекерлеу процестерін автоматтандыру, дайындау, құрастыру, термиялық, бақылау, Көліктік және басқа да
- 22. Ерітіндінің атауы мен концентрациясы тікелей ампулада басылады. Осы мақсатта жетілдірілген Симхович машинасын қолданады (33-сурет). Тексерілген ампулалармен
- 23. Сауыттарға этикеткаларды жапсыруға арналған Машина НЕ-10.Marcopack таңбалау машиналары
- 24. Ампулаға өзі жабысатын затбелгіні салу машинасы
- 25. Қорытынды Өнеркәсіптік процестерді автоматтандыру мәселесі Жекелеген салалардағы жинақтау жұмыстары жұмсалған энергияның жалпы санының 20-50% көрсеткішіне жетуі
- 27. Скачать презентацию
Жоспар
Кіріспе
Негізгі бөлім
Шаншуға арналған ерітінділерді ампулаларда босату ерекшелігі;
Ампулаларға жазу түсіретін Симхович машинасы;
Ампулалар
Жоспар
Кіріспе
Негізгі бөлім
Шаншуға арналған ерітінділерді ампулаларда босату ерекшелігі;
Ампулаларға жазу түсіретін Симхович машинасы;
Ампулалар
Инъекциялық ерітінді
Инъекциялық ерітінді – бір немесе бірнеше дәрілік заттарды еріту жолымен
Инъекциялық ерітінді
Инъекциялық ерітінді – бір немесе бірнеше дәрілік заттарды еріту жолымен
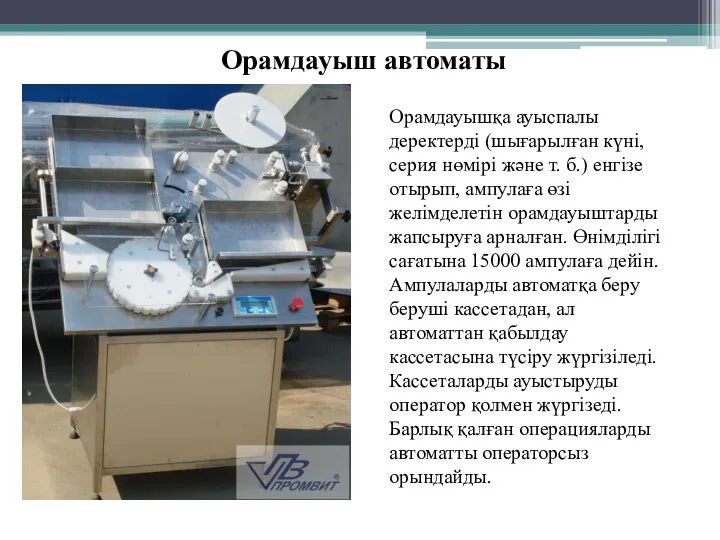
Орамдауышқа ауыспалы деректерді (шығарылған күні, серия нөмірі және т. б.) енгізе
Орамдауышқа ауыспалы деректерді (шығарылған күні, серия нөмірі және т. б.) енгізе

Техникалық сипаттамалары :
Орамдауыштардың өлшемдері: биіктігі — 18 мм, ұзындығы 28 мм.
Техникалық сипаттамалары :
Орамдауыштардың өлшемдері: биіктігі — 18 мм, ұзындығы 28 мм.
Жұмыс істеу принципі
Ампулалар арнайы латокқа тиеледі, содан кейін лактоктан тік қалыпта
Жұмыс істеу принципі
Ампулалар арнайы латокқа тиеледі, содан кейін лактоктан тік қалыпта
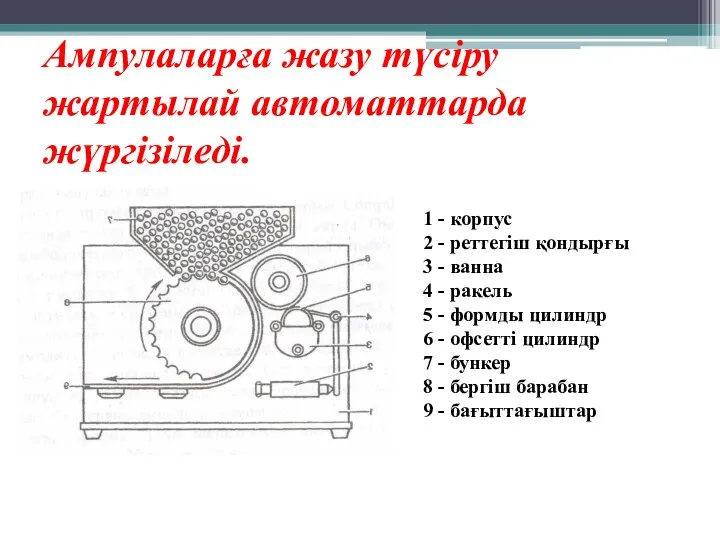
Ампулаларға жазу түсіру жартылай автоматтарда жүргізіледі.
1 - корпус
2 - реттегіш қондырғы
Ампулаларға жазу түсіру жартылай автоматтарда жүргізіледі.
1 - корпус
2 - реттегіш қондырғы
Бункерге ампулаларды салып, бергіш барабан көмегімен офсетті цилиндрге жібереді. Бұл офсетті
Бункерге ампулаларды салып, бергіш барабан көмегімен офсетті цилиндрге жібереді. Бұл офсетті
Дайын ампулалар ұялары бар қораптарға салынып оралады. Қораптың бетіне препараттың аты,
Дайын ампулалар ұялары бар қораптарға салынып оралады. Қораптың бетіне препараттың аты,
Инъекциялық дәрілік сауыттарды орау перспективалары
полиэтилен бөтелкелер BFS-Blow-Fiil-Seal
Қаптар
( + ) термиялық
Инъекциялық дәрілік сауыттарды орау перспективалары
полиэтилен бөтелкелер BFS-Blow-Fiil-Seal
Қаптар
( + ) термиялық
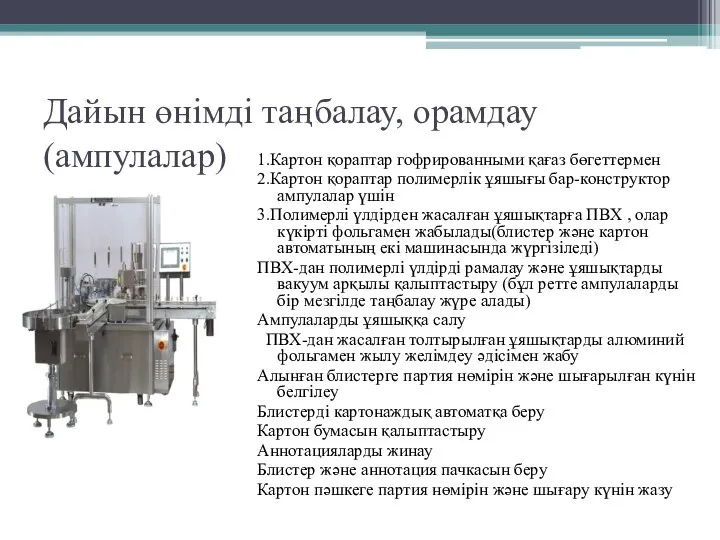
Дайын өнімді таңбалау, орамдау (ампулалар)
1.Картон қораптар гофрированными қағаз бөгеттермен
2.Картон қораптар полимерлік
Дайын өнімді таңбалау, орамдау (ампулалар)
1.Картон қораптар гофрированными қағаз бөгеттермен
2.Картон қораптар полимерлік
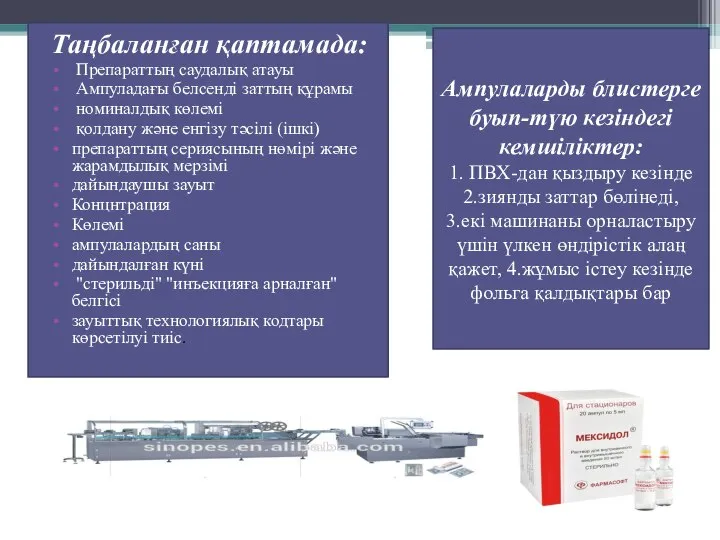
Таңбаланған қаптамада:
Препараттың саудалық атауы
Ампуладағы белсенді заттың құрамы
номиналдық көлемі
Таңбаланған қаптамада:
Препараттың саудалық атауы
Ампуладағы белсенді заттың құрамы
номиналдық көлемі
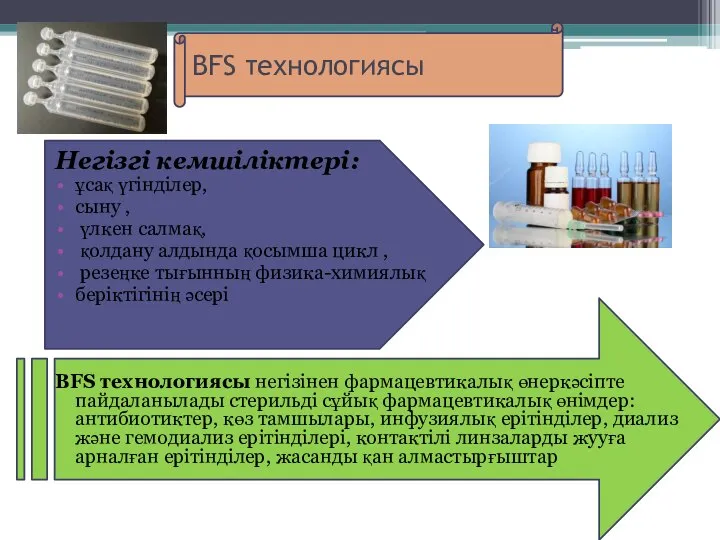
BFS технологиясы
Негізгі кемшіліктері:
ұсақ үгінділер,
сыну ,
үлкен салмақ,
қолдану
BFS технологиясы
Негізгі кемшіліктері:
ұсақ үгінділер,
сыну ,
үлкен салмақ,
қолдану
Артықшылықтары
Көмірқышқыл газының салыстырмалы төмен шығарындыларынан тұратын технологияның экологиялық қауіпсіздігі және
Артықшылықтары
Көмірқышқыл газының салыстырмалы төмен шығарындыларынан тұратын технологияның экологиялық қауіпсіздігі және
Дәстүрлі орау технологиясымен салыстырғанда аз шығындар мен үлкен өнімділік
Дайын өнімнің стерильділігінің
Дайын өнімнің стерильділігінің
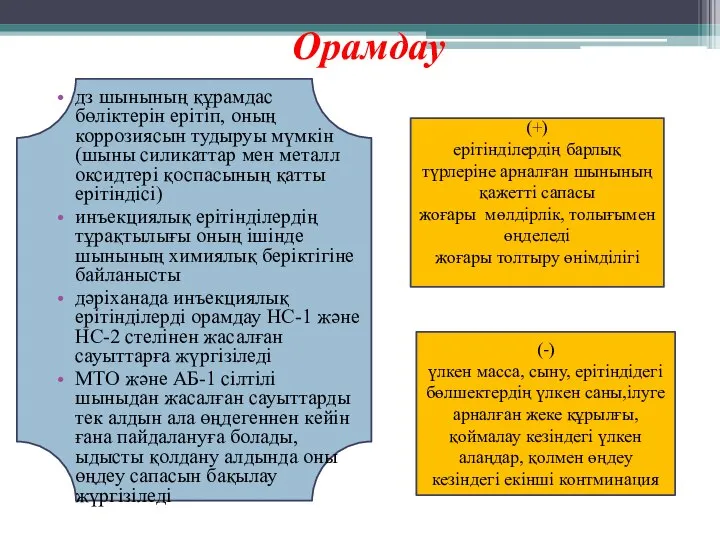
Орамдау
дз шынының құрамдас бөліктерін ерітіп, оның коррозиясын тудыруы мүмкін(шыны силикаттар мен
Орамдау
дз шынының құрамдас бөліктерін ерітіп, оның коррозиясын тудыруы мүмкін(шыны силикаттар мен
Жарамсыз ампулалардағы ерітінділерді қайта өңдеу
Ампулдау процессінің барлық сатыларында жарамсыз болған ампулаларды
Жарамсыз ампулалардағы ерітінділерді қайта өңдеу
Ампулдау процессінің барлық сатыларында жарамсыз болған ампулаларды
Еңбек өнімділігін арттыру дайындау, құрастыру, өңдеу, көліктік және қосалқы жұмыстарды
Еңбек өнімділігін арттыру дайындау, құрастыру, өңдеу, көліктік және қосалқы жұмыстарды
Дәнекерлеу өндірісін кешенді автоматтандыру жүйесі дәнекерлеу процестерін автоматтандыру, дайындау, құрастыру,
Дәнекерлеу өндірісін кешенді автоматтандыру жүйесі дәнекерлеу процестерін автоматтандыру, дайындау, құрастыру,
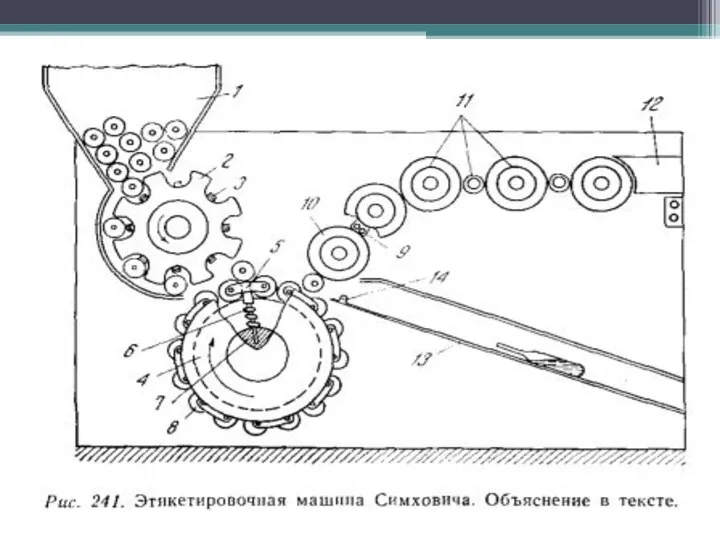
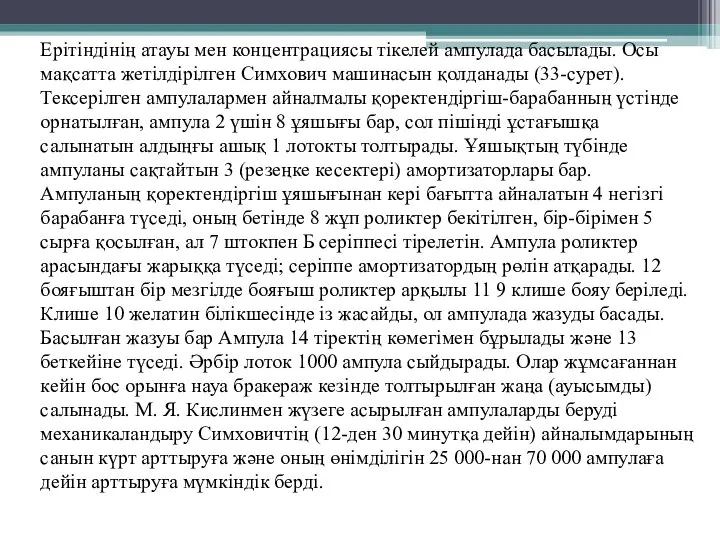
Ерітіндінің атауы мен концентрациясы тікелей ампулада басылады. Осы мақсатта жетілдірілген Симхович
Ерітіндінің атауы мен концентрациясы тікелей ампулада басылады. Осы мақсатта жетілдірілген Симхович

Сауыттарға этикеткаларды жапсыруға арналған Машина НЕ-10.Marcopack таңбалау машиналары
Сауыттарға этикеткаларды жапсыруға арналған Машина НЕ-10.Marcopack таңбалау машиналары

Ампулаға өзі жабысатын затбелгіні салу машинасы
Ампулаға өзі жабысатын затбелгіні салу машинасы

Қорытынды
Өнеркәсіптік процестерді автоматтандыру мәселесі Жекелеген салалардағы жинақтау жұмыстары жұмсалған энергияның жалпы
Қорытынды
Өнеркәсіптік процестерді автоматтандыру мәселесі Жекелеген салалардағы жинақтау жұмыстары жұмсалған энергияның жалпы
 Акушерское кровотечение
Акушерское кровотечение Эндокринная система
Эндокринная система Кровообращение. Вопросы и ответы
Кровообращение. Вопросы и ответы Роль первичной и вторичной профилактики в сохранении здоровья детей
Роль первичной и вторичной профилактики в сохранении здоровья детей Врожденная непроходимость желудочно-кишечного тракта
Врожденная непроходимость желудочно-кишечного тракта Профилактика резус-изоиммунизации
Профилактика резус-изоиммунизации Уланулар. Интенсивті терапиясы
Уланулар. Интенсивті терапиясы Гипофизарный нанизм
Гипофизарный нанизм Что такое темперамент
Что такое темперамент Заболевания сетчатки и зрительного нерва
Заболевания сетчатки и зрительного нерва Дене және сезім мүшелерінің ақауы бар науқастармен арақатынас құру
Дене және сезім мүшелерінің ақауы бар науқастармен арақатынас құру Доброкачественные новообразования дыхательных путей и уха: эпидемиология и классификация
Доброкачественные новообразования дыхательных путей и уха: эпидемиология и классификация ВІЛ – вірус іммунодефіциту людини
ВІЛ – вірус іммунодефіциту людини Топ 10 открытий в области биологии и медицины
Топ 10 открытий в области биологии и медицины Недержание мочи у женщин
Недержание мочи у женщин Психологическое консультирование. Версия 2. Методическое пособие
Психологическое консультирование. Версия 2. Методическое пособие Недостаточность общего кровообращения. Сердечная недостаточность
Недостаточность общего кровообращения. Сердечная недостаточность Острые хирургические заболевания органов брюшной полости
Острые хирургические заболевания органов брюшной полости Kodeks karny wykonawczy
Kodeks karny wykonawczy Доклад по состоянию здоровья школьников от поступления до завершения школы
Доклад по состоянию здоровья школьников от поступления до завершения школы Особенности ухода и медицинского обслуживания новорожденных и матерей при ранней выписке из роддома
Особенности ухода и медицинского обслуживания новорожденных и матерей при ранней выписке из роддома Bacillus Major Reference Works
Bacillus Major Reference Works Медична допомога при кровотечі
Медична допомога при кровотечі Диагностика геморрагических диатезов у детей
Диагностика геморрагических диатезов у детей Областной медицинский центр репродукции человека. Запорожский областной центр. Коллектив кафедри та матеріальна база
Областной медицинский центр репродукции человека. Запорожский областной центр. Коллектив кафедри та матеріальна база Треугольник болезни и инфекционное окно
Треугольник болезни и инфекционное окно Ключ к успеху
Ключ к успеху Современные методы диагностики аллергических заболеваний
Современные методы диагностики аллергических заболеваний