- Дефекты сварных швов

Содержание
- 2. Дефект это: каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией Другими словами, это несоответствие показателей качества
- 3. Классификация дефектов По причинам и времени появления: технологические - возникшие в процессе изготовления (к ним относятся
- 4. Технологические дефекты разделяются на Дефекты подготовки и сборки Дефекты сварки
- 5. Дефекты подготовки и сборки неправильный угол скоса кромок неправильная величина притупления непостоянство зазора между свариваемыми кромками
- 6. Дефекты сварки изменения формы и размеров отдельных элементов и всей сварной конструкции вследствие сварочных деформаций несовершенства
- 7. Классификация дефектов - несплошностей По расположению внутренние наружные подповерхностные сквозные компактные протяжённые плоские объёмные По форме
- 8. Классификация дефектов в сварных соединениях исходя из их природы и причин их образования
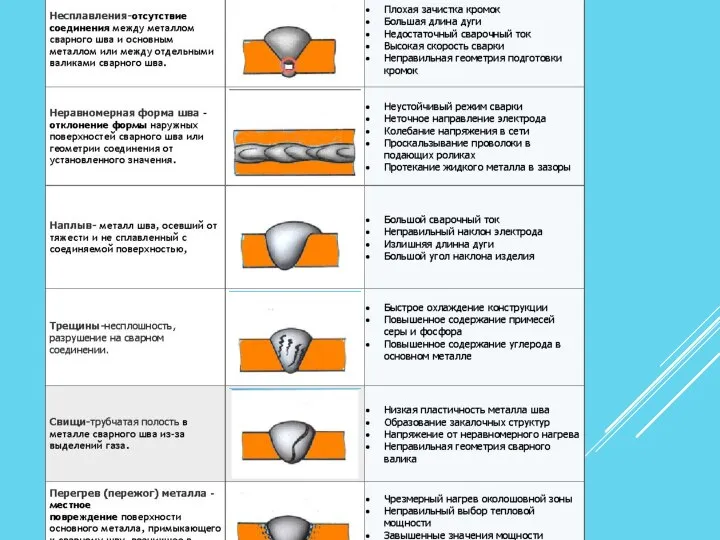
- 9. Наименование дефекта: Несплошность сварного соединения Определение: Обобщённое наименование всех нарушений сплошности и формы сварного соединения (трещина,
- 10. Наименование дефекта: трещина Определение: Дефект сварного соединения в виде разрыва металла в сварном шве и прилегающих
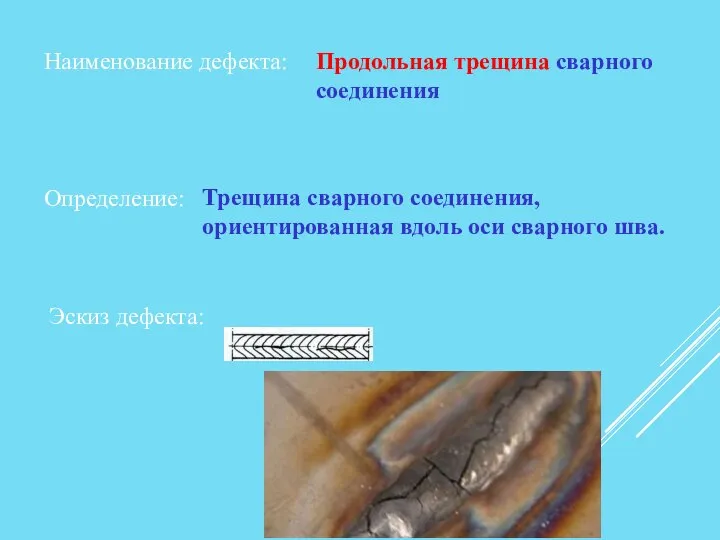
- 11. Наименование дефекта: Продольная трещина сварного соединения Определение: Трещина сварного соединения, ориентированная вдоль оси сварного шва. Эскиз
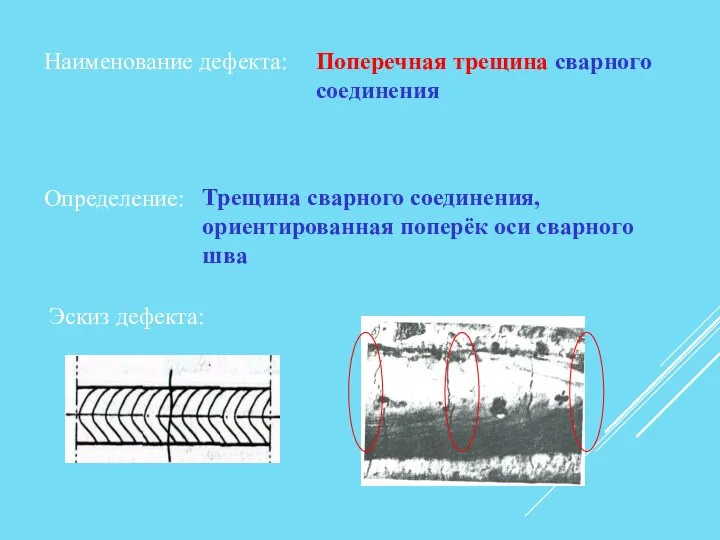
- 12. Наименование дефекта: Поперечная трещина сварного соединения Определение: Трещина сварного соединения, ориентированная поперёк оси сварного шва Эскиз
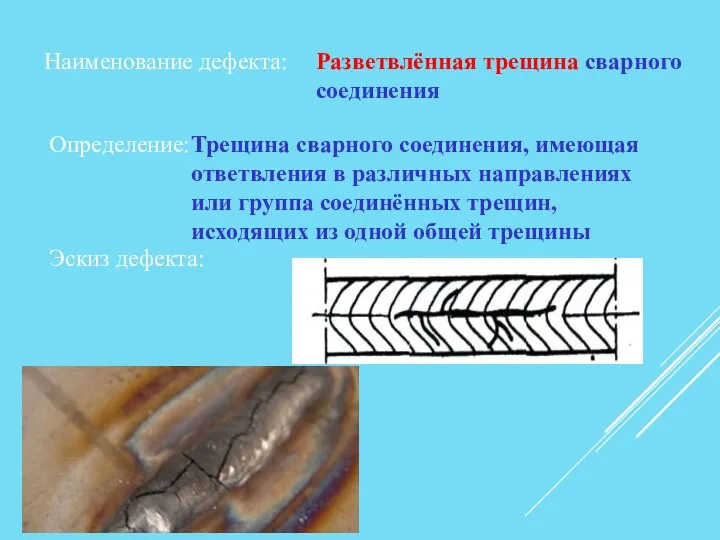
- 13. Наименование дефекта: Разветвлённая трещина сварного соединения Определение: Трещина сварного соединения, имеющая ответвления в различных направлениях или
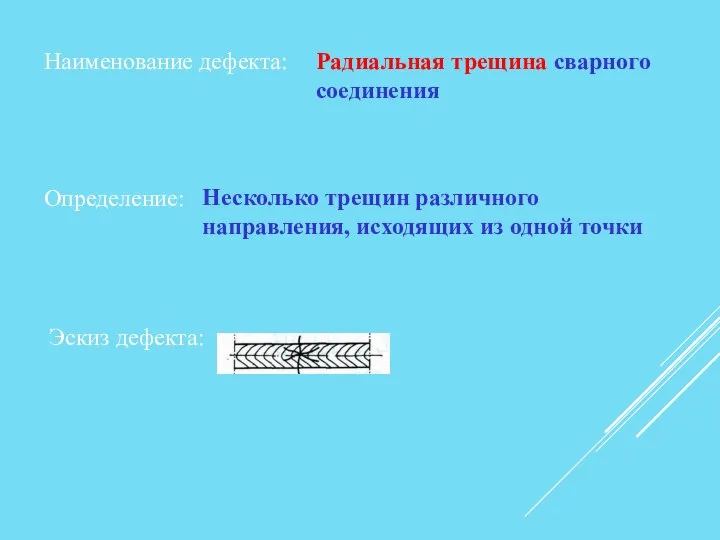
- 14. Наименование дефекта: Радиальная трещина сварного соединения Определение: Несколько трещин различного направления, исходящих из одной точки Эскиз
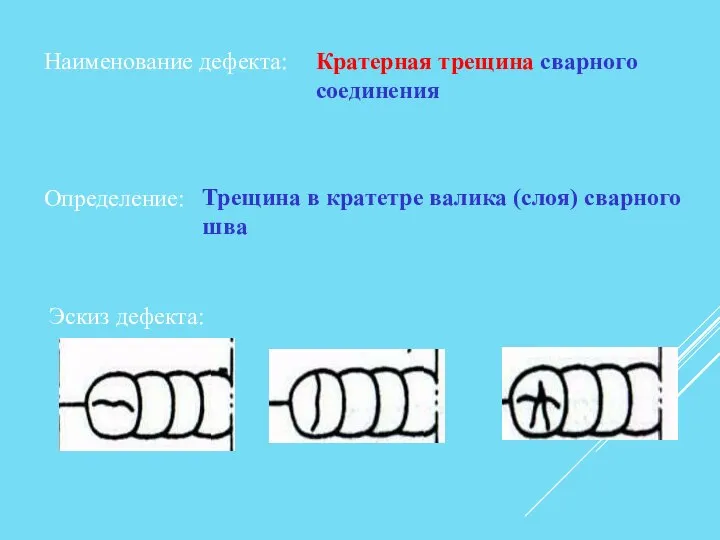
- 15. Наименование дефекта: Кратерная трещина сварного соединения Определение: Трещина в кратетре валика (слоя) сварного шва Эскиз дефекта:
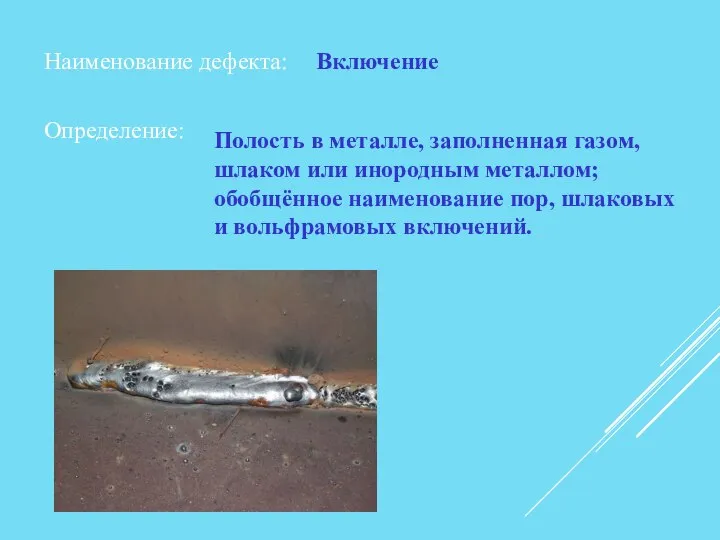
- 16. Наименование дефекта: Включение Определение: Полость в металле, заполненная газом, шлаком или инородным металлом; обобщённое наименование пор,
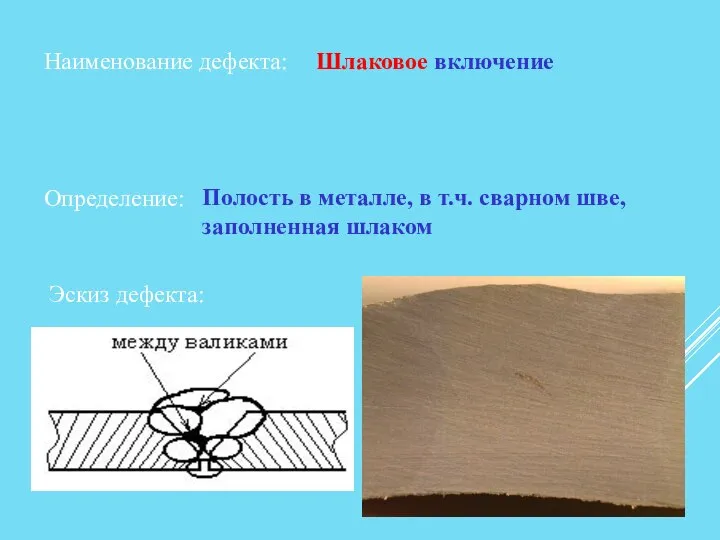
- 17. Наименование дефекта: Шлаковое включение Определение: Полость в металле, в т.ч. сварном шве, заполненная шлаком Эскиз дефекта:
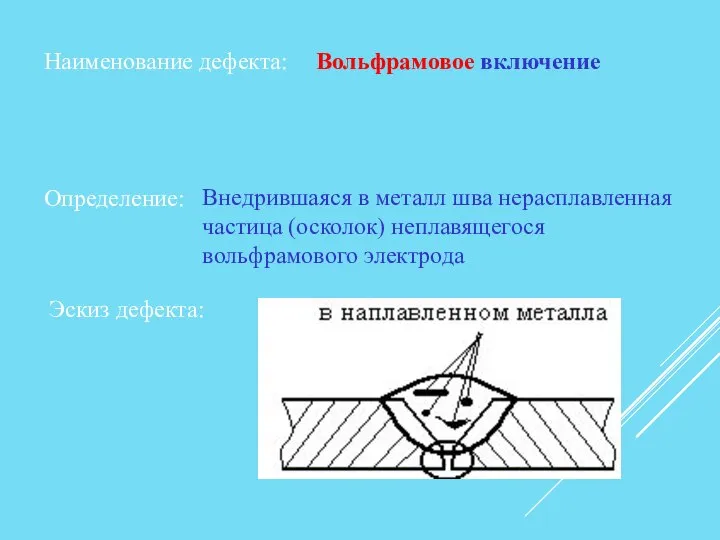
- 18. Наименование дефекта: Вольфрамовое включение Определение: Внедрившаяся в металл шва нерасплавленная частица (осколок) неплавящегося вольфрамового электрода Эскиз
- 19. Наименование дефекта: Оксидное включение Определение: Окисл металла, попавший в металл шва во время затвердевания .
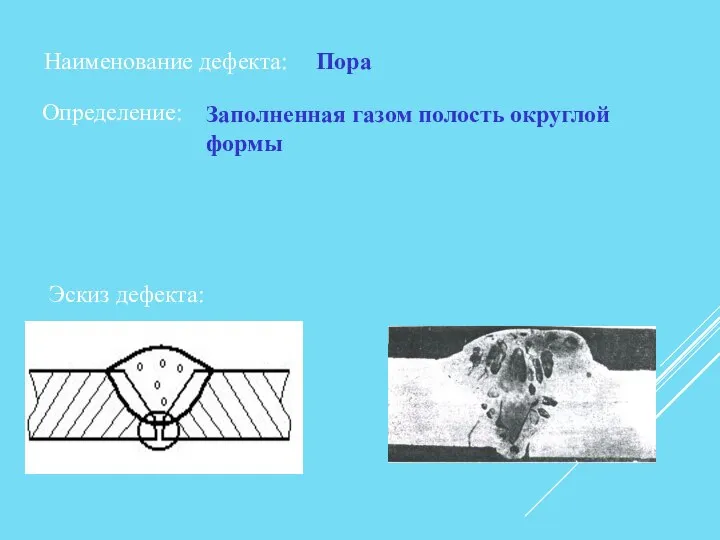
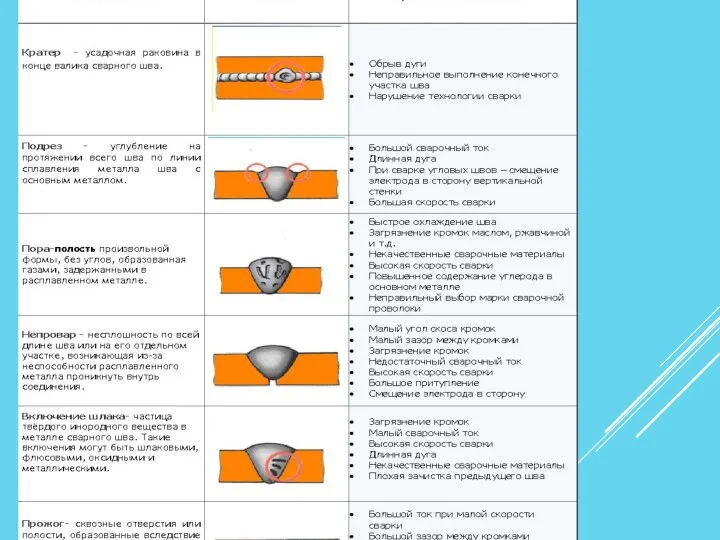
- 20. Наименование дефекта: Пора Определение: Заполненная газом полость округлой формы Эскиз дефекта:
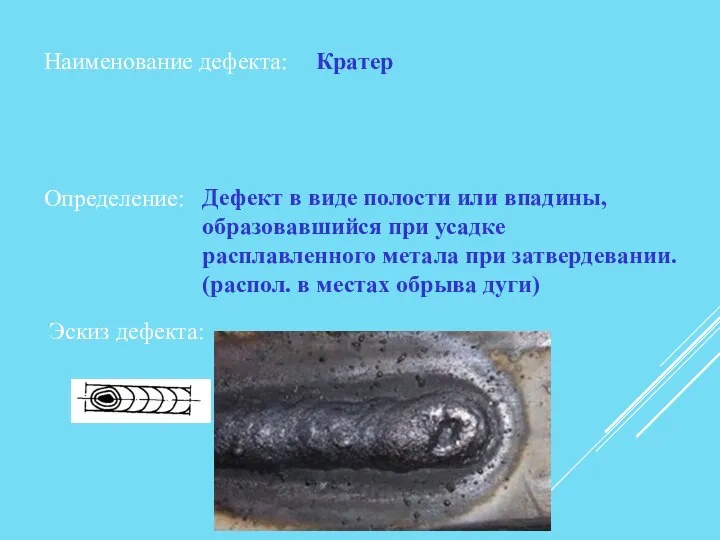
- 21. Наименование дефекта: Кратер Определение: Дефект в виде полости или впадины, образовавшийся при усадке расплавленного метала при
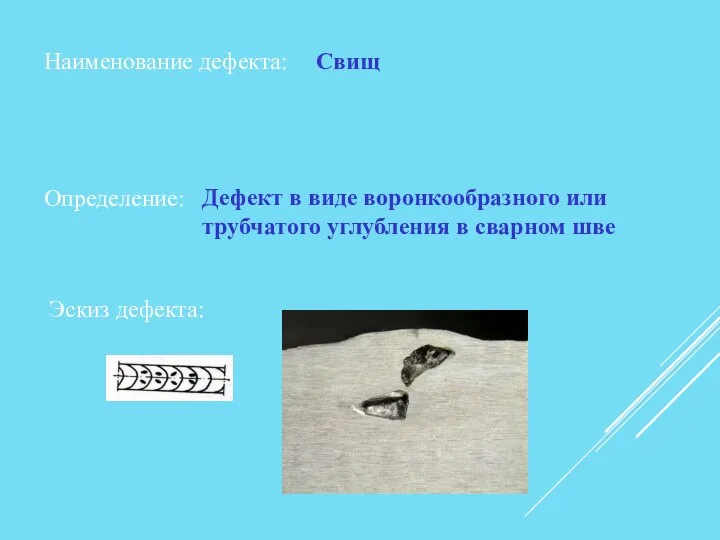
- 22. Наименование дефекта: Свищ Определение: Дефект в виде воронкообразного или трубчатого углубления в сварном шве Эскиз дефекта:
- 23. Наименование дефекта: Подрез Определение: Острое конусообразное углубление на границе поверхности сварного шва с основным металлом Эскиз
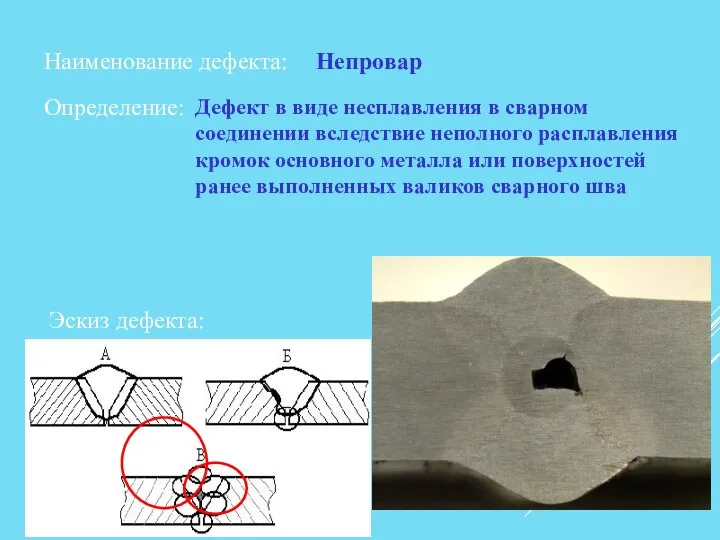
- 24. Наименование дефекта: Непровар Определение: Дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок основного
- 25. Наименование дефекта: Наплыв Определение: Дефект в виде металла, натекшего в процессе сварки на поверхность сваренных деталей
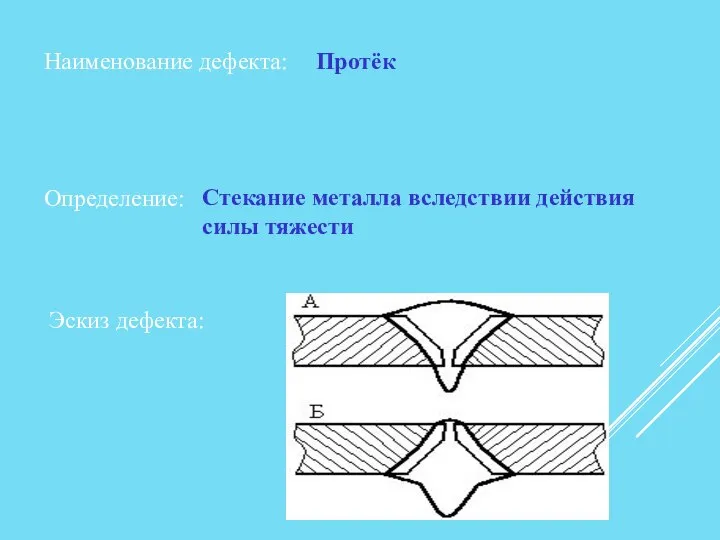
- 26. Наименование дефекта: Протёк Определение: Стекание металла вследствии действия силы тяжести Эскиз дефекта:
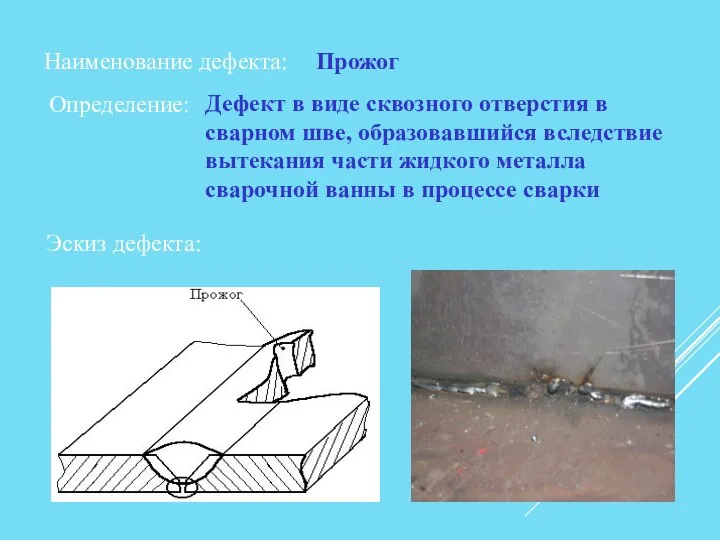
- 27. Наименование дефекта: Прожог Определение: Дефект в виде сквозного отверстия в сварном шве, образовавшийся вследствие вытекания части
- 30. ухудшении механических свойств сварных соединений вследствие ослабления рабочего сечения, концентрации напряжений и возможного перехода от одноосного
- 31. Пример влияния дефектов несплошностей и включений на прочность сварных соединений
- 32. Прочность сварного соединения оценивают по величине напряжений (σ), возникающих в нём под воздействием внешней приложенной нагрузки
- 33. Классификация методов контроля
- 34. По характеру воздействия на материал или изделие Разрушающие методы контроля Неразрушающие методы контроля
- 35. К разрушающим методам контроля относят: механические испытания металлографические исследования испытания на межкристаллитную коррозию испытания на коррозию
- 36. Преимущества разрушающих методов контроля: дает возможность получить количественные характеристики качества соединения (например, прочность соединения на растяжение)
- 37. К неразрушающим методам контроля относят: акустические методы вихретоковые методы магнитные методы оптические методы проникающими веществами (капиллярные
- 39. Скачать презентацию
Дефект
это:
каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией
Другими словами, это
Дефект
это:
каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией
Другими словами, это
Классификация дефектов
По причинам и времени появления:
технологические - возникшие в процессе
Классификация дефектов
По причинам и времени появления:
технологические - возникшие в процессе
Технологические дефекты разделяются на
Дефекты подготовки и сборки
Дефекты сварки
Технологические дефекты разделяются на
Дефекты подготовки и сборки
Дефекты сварки
Дефекты подготовки и сборки
неправильный угол скоса кромок
неправильная величина
Дефекты подготовки и сборки
неправильный угол скоса кромок
неправильная величина
Дефекты сварки
изменения формы и размеров отдельных элементов и всей сварной
Дефекты сварки
изменения формы и размеров отдельных элементов и всей сварной
Классификация дефектов - несплошностей
По расположению
внутренние
наружные
подповерхностные
сквозные
компактные
протяжённые
плоские
объёмные
По форме и остроте
мелкие
Классификация дефектов - несплошностей
По расположению
внутренние
наружные
подповерхностные
сквозные
компактные
протяжённые
плоские
объёмные
По форме и остроте
мелкие
Классификация дефектов в сварных
соединениях исходя из их природы и причин
Классификация дефектов в сварных
соединениях исходя из их природы и причин
Наименование дефекта:
Несплошность сварного соединения
Определение:
Обобщённое наименование всех нарушений сплошности и
Наименование дефекта:
Несплошность сварного соединения
Определение:
Обобщённое наименование всех нарушений сплошности и

Наименование дефекта:
трещина
Определение:
Дефект сварного соединения в виде разрыва металла в
Наименование дефекта:
трещина
Определение:
Дефект сварного соединения в виде разрыва металла в
Наименование дефекта:
Продольная трещина сварного соединения
Определение:
Трещина сварного соединения, ориентированная вдоль
Наименование дефекта:
Продольная трещина сварного соединения
Определение:
Трещина сварного соединения, ориентированная вдоль
Наименование дефекта:
Поперечная трещина сварного соединения
Определение:
Трещина сварного соединения, ориентированная поперёк
Наименование дефекта:
Поперечная трещина сварного соединения
Определение:
Трещина сварного соединения, ориентированная поперёк
Наименование дефекта:
Разветвлённая трещина сварного соединения
Определение:
Трещина сварного соединения, имеющая ответвления
Наименование дефекта:
Разветвлённая трещина сварного соединения
Определение:
Трещина сварного соединения, имеющая ответвления
Наименование дефекта:
Радиальная трещина сварного соединения
Определение:
Несколько трещин различного направления, исходящих
Наименование дефекта:
Радиальная трещина сварного соединения
Определение:
Несколько трещин различного направления, исходящих
Наименование дефекта:
Кратерная трещина сварного соединения
Определение:
Трещина в кратетре валика (слоя)
Наименование дефекта:
Кратерная трещина сварного соединения
Определение:
Трещина в кратетре валика (слоя)
Наименование дефекта:
Включение
Определение:
Полость в металле, заполненная газом, шлаком или инородным
Наименование дефекта:
Включение
Определение:
Полость в металле, заполненная газом, шлаком или инородным
Наименование дефекта:
Шлаковое включение
Определение:
Полость в металле, в т.ч. сварном шве,
Наименование дефекта:
Шлаковое включение
Определение:
Полость в металле, в т.ч. сварном шве,
Наименование дефекта:
Вольфрамовое включение
Определение:
Внедрившаяся в металл шва нерасплавленная частица (осколок)
Наименование дефекта:
Вольфрамовое включение
Определение:
Внедрившаяся в металл шва нерасплавленная частица (осколок)
Наименование дефекта:
Оксидное включение
Определение:
Окисл металла, попавший в металл шва во
Наименование дефекта:
Оксидное включение
Определение:
Окисл металла, попавший в металл шва во
Наименование дефекта:
Пора
Определение:
Заполненная газом полость округлой формы
Эскиз дефекта:
Наименование дефекта:
Пора
Определение:
Заполненная газом полость округлой формы
Эскиз дефекта:
Наименование дефекта:
Кратер
Определение:
Дефект в виде полости или впадины, образовавшийся при
Наименование дефекта:
Кратер
Определение:
Дефект в виде полости или впадины, образовавшийся при
Наименование дефекта:
Свищ
Определение:
Дефект в виде воронкообразного или трубчатого углубления в
Наименование дефекта:
Свищ
Определение:
Дефект в виде воронкообразного или трубчатого углубления в

Наименование дефекта:
Подрез
Определение:
Острое конусообразное углубление на границе поверхности сварного шва с
Наименование дефекта:
Подрез
Определение:
Острое конусообразное углубление на границе поверхности сварного шва с
Наименование дефекта:
Непровар
Определение:
Дефект в виде несплавления в сварном соединении вследствие неполного
Наименование дефекта:
Непровар
Определение:
Дефект в виде несплавления в сварном соединении вследствие неполного

Наименование дефекта:
Наплыв
Определение:
Дефект в виде металла, натекшего в процессе сварки
Наименование дефекта:
Наплыв
Определение:
Дефект в виде металла, натекшего в процессе сварки
Наименование дефекта:
Протёк
Определение:
Стекание металла вследствии действия силы тяжести
Эскиз дефекта:
Наименование дефекта:
Протёк
Определение:
Стекание металла вследствии действия силы тяжести
Эскиз дефекта:
Наименование дефекта:
Прожог
Определение:
Дефект в виде сквозного отверстия в сварном шве, образовавшийся
Наименование дефекта:
Прожог
Определение:
Дефект в виде сквозного отверстия в сварном шве, образовавшийся
ухудшении механических свойств сварных соединений вследствие ослабления рабочего сечения, концентрации
ухудшении механических свойств сварных соединений вследствие ослабления рабочего сечения, концентрации
Пример влияния дефектов несплошностей и включений на прочность сварных соединений
Пример влияния дефектов несплошностей и включений на прочность сварных соединений
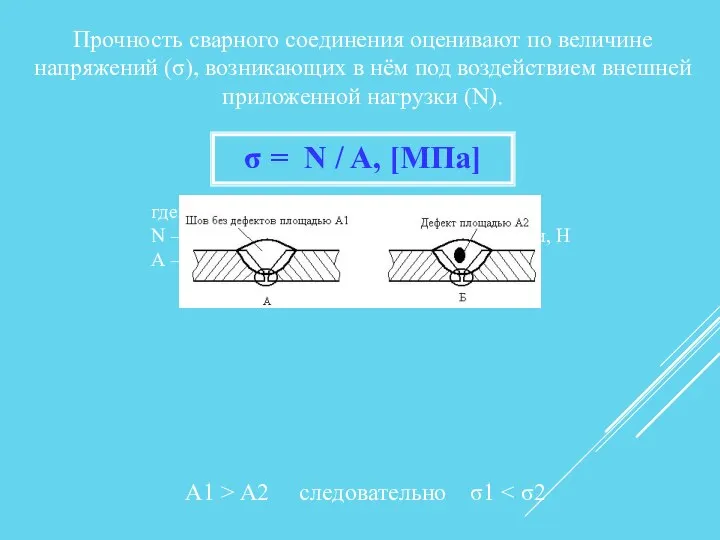
Прочность сварного соединения оценивают по величине напряжений (σ), возникающих в нём
Прочность сварного соединения оценивают по величине напряжений (σ), возникающих в нём
Классификация методов контроля
Классификация методов контроля
По характеру воздействия на материал или изделие
Разрушающие методы контроля
Неразрушающие методы
По характеру воздействия на материал или изделие
Разрушающие методы контроля
Неразрушающие методы
К разрушающим методам контроля относят:
механические испытания
металлографические исследования
К разрушающим методам контроля относят:
механические испытания
металлографические исследования
Преимущества разрушающих методов контроля:
дает возможность получить количественные характеристики качества соединения
Преимущества разрушающих методов контроля:
дает возможность получить количественные характеристики качества соединения
К неразрушающим методам контроля относят:
акустические методы
вихретоковые методы
К неразрушающим методам контроля относят:
акустические методы
вихретоковые методы
 20170404_sosulki
20170404_sosulki Lenovo erasure Google account SOP for S1La40_160530 (1)
Lenovo erasure Google account SOP for S1La40_160530 (1) Цели, задачи, гипотеза индивидуального проекта
Цели, задачи, гипотеза индивидуального проекта Логическая структура дисков
Логическая структура дисков Дмитрий 13 лет
Дмитрий 13 лет Энергосбережение
Энергосбережение эмблема
эмблема Первому курсу ПМиФИ
Первому курсу ПМиФИ Електропоїзд Skoda EJ 675
Електропоїзд Skoda EJ 675 Белек
Белек Повторение изученного в 5 классе. Синтаксис и пунктуация
Повторение изученного в 5 классе. Синтаксис и пунктуация Походный реквизит
Походный реквизит zanyatie_po_foto
zanyatie_po_foto Mass Media
Mass Media НПЗ Барабинский 45 Руб
НПЗ Барабинский 45 Руб Долгострой2022-22 новый (1)
Долгострой2022-22 новый (1) Типовые технологические процессы обслуживания бытовых машин и приборов
Типовые технологические процессы обслуживания бытовых машин и приборов Городской смотр-конкурс школьных музеев, комнат и уголков боевой славы на лучшую экспозицию, посвященную 75-летию
Городской смотр-конкурс школьных музеев, комнат и уголков боевой славы на лучшую экспозицию, посвященную 75-летию Переходные процессы в электроприводах
Переходные процессы в электроприводах Поле чудес Сказки А.С.Пушкина
Поле чудес Сказки А.С.Пушкина Життя починається із здоров'я
Життя починається із здоров'я традом ковалась победа
традом ковалась победа Гринблок. Строительство индивидуальных жилых домов
Гринблок. Строительство индивидуальных жилых домов инженерные коммуникации в доме 8 класс
инженерные коммуникации в доме 8 класс Место и роль прокатного производства в металлургии
Место и роль прокатного производства в металлургии Строение ткани: ткацкие переплетения
Строение ткани: ткацкие переплетения Объемно-пространственная структура объектов ландшафтной архитектуры
Объемно-пространственная структура объектов ландшафтной архитектуры Космодесант
Космодесант