- Методы неразрушающего контроля

Содержание
- 2. Методы неразрушающего контроля
- 3. Основные понятия и определения Контроль – проверка соответствия продукции или процесса, от которого зависит качество продукции,
- 4. Разрешающая способность различных методов НК
- 5. Шкала электромагнитных волн Свет – электромагнитное излучение в диапазоне длин волн от 380 нм до 760
- 6. Визуальные методы контроля
- 7. Визуально-измерительный контроль (ВИК)
- 8. а — непрерывный (сплошной), или сплошной; б — линейчатый; в — полосовой; г - смешанный .
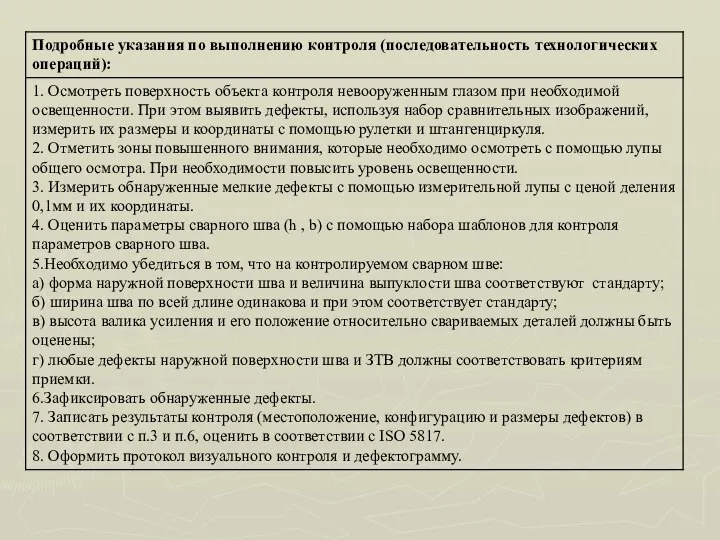
- 9. ИНСТРУКЦИЯ по визуальному и измерительному контролю РД 03-606-03
- 10. Схема проведения ВИК Для выполнения контроля должен быть обеспечен достаточный обзор для глаз специалиста. Подлежащая контролю
- 12. Допустимая погрешность измерения при измерительном контроле
- 13. Радиационные методы контроля Источник: Сварка и резка материалов: Учеб. пособие / М.Д. Банов, Ю.В. Казаков, М.Г.
- 14. Радиационный метод (РК) Радиационные методы контроля основаны на регистрации и анализе ионизирующего излучения при его взаимодействии
- 15. Методы радиационного контроля классифицируются прежде всего по виду (и источнику) ионизирующего излучения и по виду детектора
- 16. Получают рентгеновское излучение в рентгеновских трубках. Испускаемые с накаленного катода электроны под действием высокого напряжения разгоняются
- 17. Существуют различные схемы и большое количество марок рентгеновских аппаратов, как стационарных, так и переносных. В последнее
- 18. γ-излучение – это фотонное излучение с длиной волны 1*10-13...4*10-12м, возникающее при распаде радиоактивных изотопов, источником γ-излучения
- 19. В зависимости от методов детектирования (обнаружения и регистрации) ионизирующего изучения различают внутренней структуры изделия происходит на
- 20. Радиоскопия основана на просвечивании контролируемых объектов ионизирующим излучением, преобразовании прошедшего излучения в светотеневое или электронное изображение
- 21. Радиография Флуоресцентные экраны представляют собой пластмассовую или картонную подложку, на которую нанесен слой люминофора - вещества,
- 22. Подготовка к просвечиванию при радиографии 1. Предварительный осмотр сварного соединения и очистка его от шлака, масла
- 23. В отличие от радиографического и радиоскопического методов при радиометрии объект просвечивается узким пучком излучения. Если в
- 24. Акустические методы контроля Источник: Сварка и резка материалов: Учеб. пособие / М.Д. Банов, Ю.В. Казаков, М.Г.
- 25. Пассивные методы основаны на исследовании упругих волн, возникающих в контролируемом изделии во время или по окончании
- 26. Акустические колебания - это механические колебания среды. При акустическом контроле обычно используют колебания с частотой 0,5...25
- 27. Параметры ультразвуковой (УЗ) волны λ-длина волны [мм] f – частота [МГц] с- скорость [м/с]- const A-
- 28. Отражение и преломление на границе двух сред. Падающая на границу двух сред плоская волна частично проходит,
- 29. Методы УЗК
- 30. Методы УЗК признаком обнаружения дефекта служит уменьшение интенсивности (амплитуды) ультразвуковой волны, прошедшей от излучающего пьезопреобразователя к
- 31. Методы УЗК признаком обнаружения дефекта является уменьшение интенсивности (амплитуды) ультразвуковой волны, отраженной от противоположной поверхности изделия.
- 32. Методы УЗК признаком обнаружения дефекта является прием эхо-сигнала, отраженного от дефекта. При зеркально-теневом и эхо-методе возможно
- 33. Методы УЗК Зеркальный эхо импульсный метод Метод использует сигналы, зеркально отраженные от донной поверхности изделия и
- 34. Методы УЗК Излучатель озвучивает дефект поперечной УЗ волной. Часть падающего пучка отражается зеркально в виде поперечной
- 35. Методы УЗК Резонансный метод Условие резонанса Изменяя частоту возбуждаемых колебаний добиваются резонанса в изделии, что используется
- 36. Измеряемые параметры дефектов. Признаком дефекта является появление на экране перемещающегося в такт перемещению ПЭП эхо-сигнала. После
- 37. Преимущества УЗК: возможность контроля большой толщины (для толщины свыше 80 мм это наиболее надежный способ), меньшие
- 38. Магнитные методы контроля Источник: Сварка и резка материалов: Учеб. пособие / М.Д. Банов, Ю.В. Казаков, М.Г.
- 39. Магнитные методы контроля Магнитные методы контроля применяются для ферромагнитных материалов. Они основаны на измерении и анализе
- 40. Изделия контролируют в наложенном постоянном или переменном магнитном поле либо после намагничивания в остаточном поле. Намагничивают
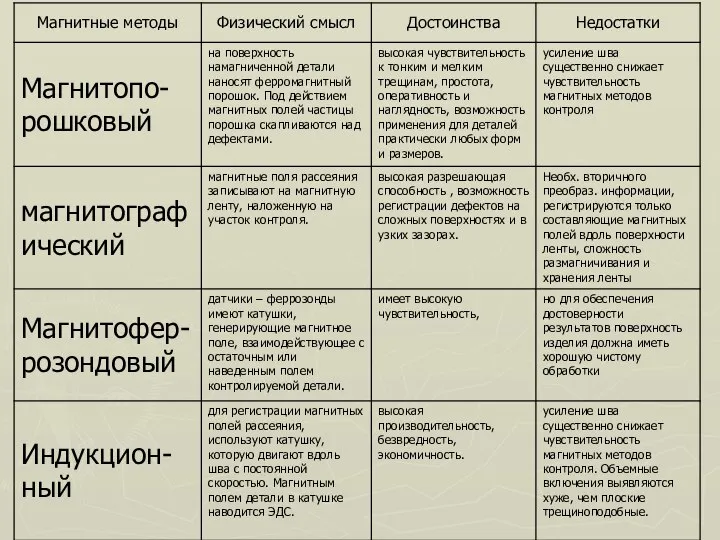
- 41. Магнитопорошковый метод на поверхность намагниченной детали наносят ферромагнитный порошок. Под действием магнитных полей частицы порошка скапливаются
- 42. магнитографический метод магнитные поля рассеяния записывают на магнитную ленту, наложенную на участок контроля. Магнитные ленты состоят
- 43. магнитоферрозондовый метод используются датчики - феррозонды. Они имеют катушки, генерирующие магнитное поле, взаимодействующее с остаточным или
- 44. Индукционный метод для регистрации магнитных полей рассеяния, образующихся около дефектов в намагниченной детали, используют катушку, которую
- 45. Достоинства магнитных методов: высокая производительность, безвредность, экономичность. Недостатки магнитных методов : усиление шва существенно снижает чувствительность
- 47. Вихретоковые методы контроля
- 48. Вихретоковые методы контроля (ранее назывались электромагнитными) могут применяться для электропроводных материалов. При воздействии переменного электромагнитного поля,
- 49. Контроль проникающими веществами Источник: Сварка и резка материалов: Учеб. пособие / М.Д. Банов, Ю.В. Казаков, М.Г.
- 50. Контроль проникающими веществами Контроль проникающими веществами включает две группы методов: капиллярные и методы контроля течеисканием. Капиллярные
- 51. Схема капиллярного контроля а - нанесение индикаторной жидкости; б - удаление ее излишков; в - нанесение
- 52. Методы контроля течеисканием применяются для обнаружения сквозных дефектов. Для многих изделий (сосуды, замкнутые объемы) важнейшим эксплуатационным
- 53. В гидравлических методах в качестве проникающего вещества используется жидкость, обычно вода, которая подается под давлением с
- 54. Пневматические испытания производятся давлением воздуха, равным 1... 1,2 рабочего давления. Разновидностью пневматических испытаний является манометрический метод,
- 55. Вакуумные методы основаны на перепаде давления, создаваемого откачкой воздуха из изделия. К ним относятся манометрический метод,
- 56. Метод химической индикации течей заключается в том, что на контролируемые стыки сосуда наносят индикаторную массу, пасту
- 57. Метод контроля керосином (бензином или спиртом) основан на высокой проникающей способности керосина или другого пенетранта, например
- 58. Газоаналитические методы (контроль с помощью течеискателей) заключаются в следующем: с одной стороны сварного шва в замкнутом
- 59. Галогенными течеискателями дефекты определяют по изменению ионного тока при пропускании через промежуток анод-коллектор платинового диода газов,
- 61. Скачать презентацию

Методы неразрушающего контроля
Методы неразрушающего контроля
Основные понятия и определения
Контроль – проверка соответствия продукции или процесса, от
Основные понятия и определения
Контроль – проверка соответствия продукции или процесса, от
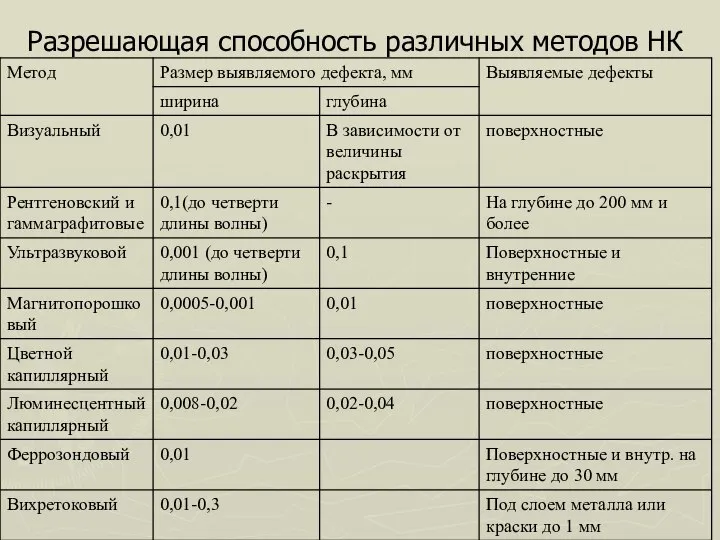
Разрешающая способность различных методов НК
Разрешающая способность различных методов НК
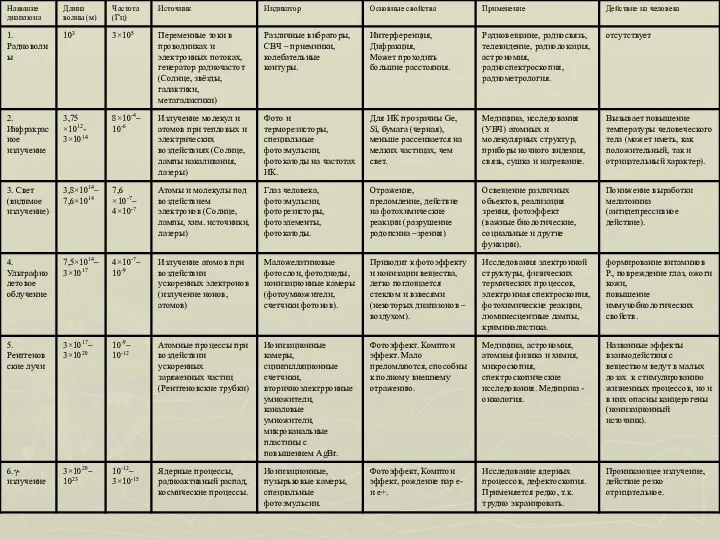
Шкала электромагнитных волн
Свет – электромагнитное излучение в диапазоне длин волн от
Шкала электромагнитных волн
Свет – электромагнитное излучение в диапазоне длин волн от
Визуальные методы контроля
Визуальные методы контроля
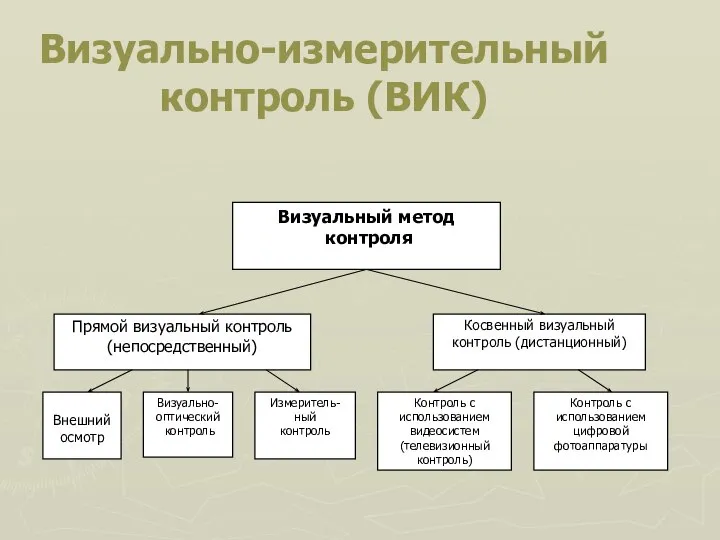
Визуально-измерительный контроль (ВИК)
Визуально-измерительный контроль (ВИК)
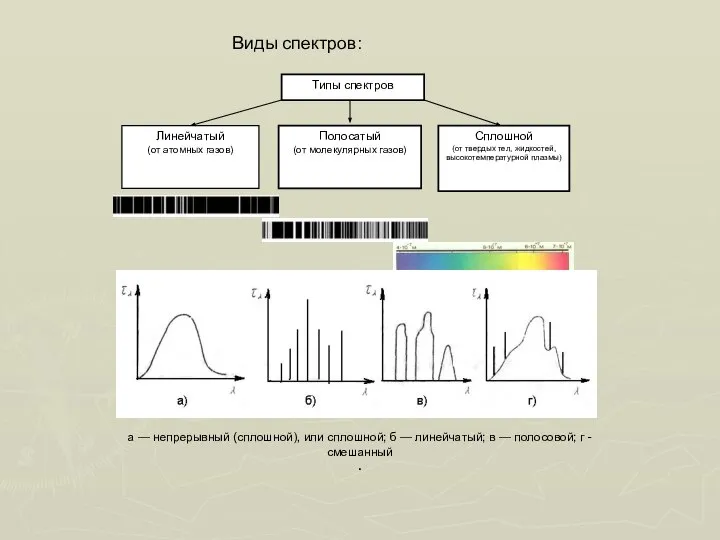
а — непрерывный (сплошной), или сплошной; б — линейчатый; в —
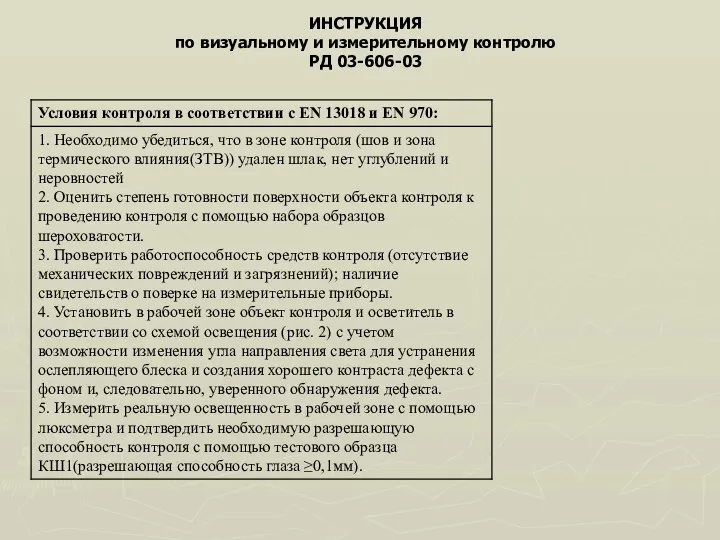
ИНСТРУКЦИЯ
по визуальному и измерительному контролю
РД 03-606-03
ИНСТРУКЦИЯ
по визуальному и измерительному контролю
РД 03-606-03
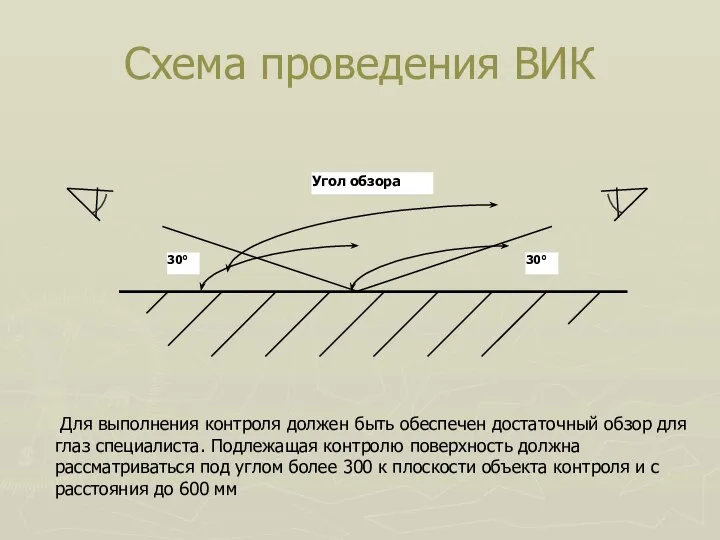
Схема проведения ВИК
Для выполнения контроля должен быть обеспечен достаточный обзор
Схема проведения ВИК
Для выполнения контроля должен быть обеспечен достаточный обзор
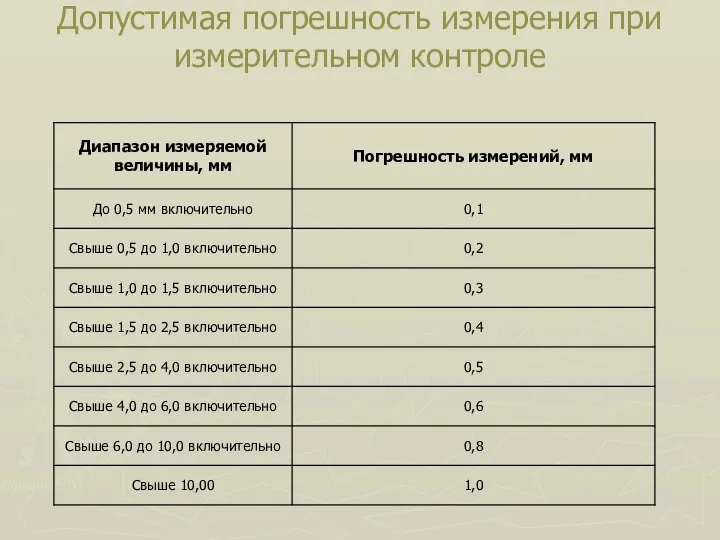
Допустимая погрешность измерения при измерительном контроле
Допустимая погрешность измерения при измерительном контроле
Радиационные методы контроля
Источник: Сварка и резка материалов: Учеб. пособие / М.Д.
Радиационные методы контроля
Источник: Сварка и резка материалов: Учеб. пособие / М.Д.
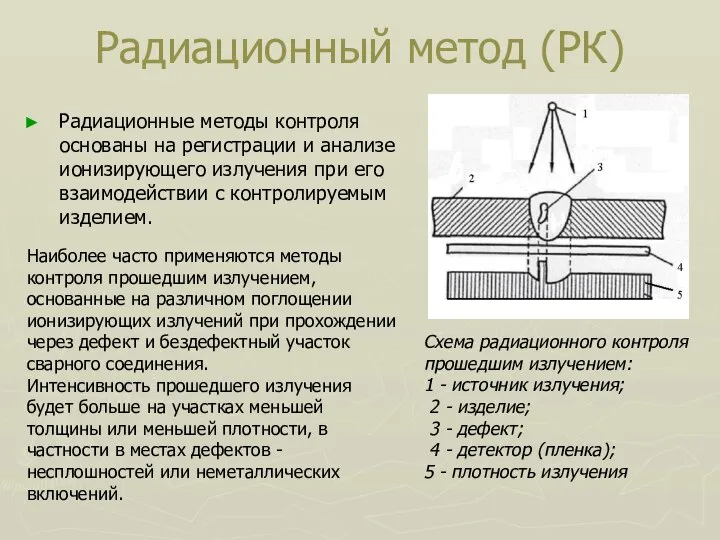
Радиационный метод (РК)
Радиационные методы контроля основаны на регистрации и анализе ионизирующего
Радиационный метод (РК)
Радиационные методы контроля основаны на регистрации и анализе ионизирующего
Методы радиационного контроля классифицируются прежде всего по виду (и источнику) ионизирующего
Методы радиационного контроля классифицируются прежде всего по виду (и источнику) ионизирующего
Получают рентгеновское излучение в рентгеновских трубках. Испускаемые с накаленного катода электроны
Получают рентгеновское излучение в рентгеновских трубках. Испускаемые с накаленного катода электроны
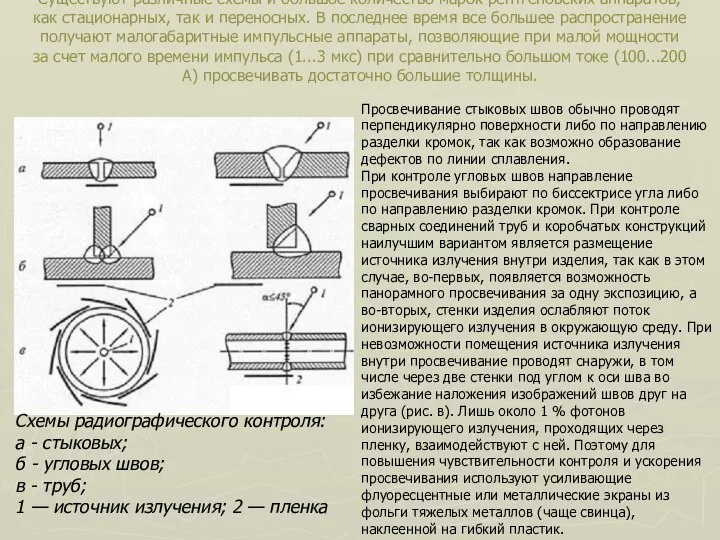
Существуют различные схемы и большое количество марок рентгеновских аппаратов, как стационарных,
Существуют различные схемы и большое количество марок рентгеновских аппаратов, как стационарных,
γ-излучение – это фотонное излучение с длиной волны 1*10-13...4*10-12м, возникающее при
γ-излучение – это фотонное излучение с длиной волны 1*10-13...4*10-12м, возникающее при
В зависимости от методов детектирования (обнаружения и регистрации) ионизирующего изучения различают
внутренней
В зависимости от методов детектирования (обнаружения и регистрации) ионизирующего изучения различают
внутренней
Радиоскопия основана на просвечивании контролируемых объектов ионизирующим излучением, преобразовании прошедшего излучения
Радиоскопия основана на просвечивании контролируемых объектов ионизирующим излучением, преобразовании прошедшего излучения
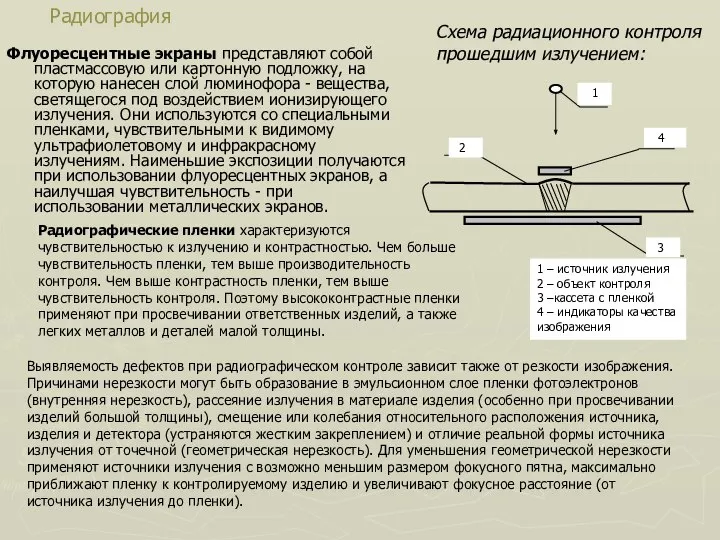
Радиография
Флуоресцентные экраны представляют собой пластмассовую или картонную подложку, на которую нанесен
Радиография
Флуоресцентные экраны представляют собой пластмассовую или картонную подложку, на которую нанесен
Подготовка к просвечиванию при радиографии
1. Предварительный осмотр сварного соединения и очистка
Подготовка к просвечиванию при радиографии
1. Предварительный осмотр сварного соединения и очистка
В отличие от радиографического и радиоскопического методов при радиометрии объект просвечивается
В отличие от радиографического и радиоскопического методов при радиометрии объект просвечивается
Акустические методы контроля
Источник: Сварка и резка материалов: Учеб. пособие / М.Д.
Акустические методы контроля
Источник: Сварка и резка материалов: Учеб. пособие / М.Д.
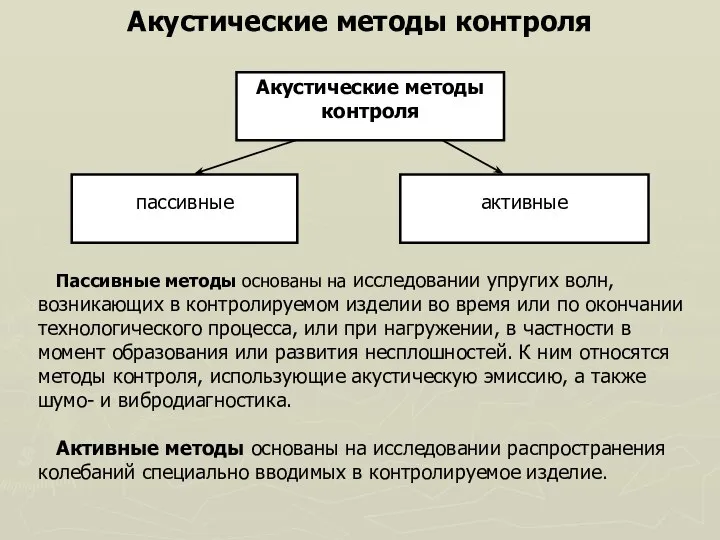
Пассивные методы основаны на исследовании упругих волн, возникающих в контролируемом изделии
Пассивные методы основаны на исследовании упругих волн, возникающих в контролируемом изделии
Акустические колебания - это механические колебания среды. При акустическом контроле обычно
Акустические колебания - это механические колебания среды. При акустическом контроле обычно
![Параметры ультразвуковой (УЗ) волны λ-длина волны [мм] f – частота [МГц]](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/695856/slide-26.jpg)
Параметры ультразвуковой (УЗ) волны
λ-длина волны [мм]
f – частота [МГц]
с- скорость [м/с]-
Параметры ультразвуковой (УЗ) волны
λ-длина волны [мм]
f – частота [МГц]
с- скорость [м/с]-
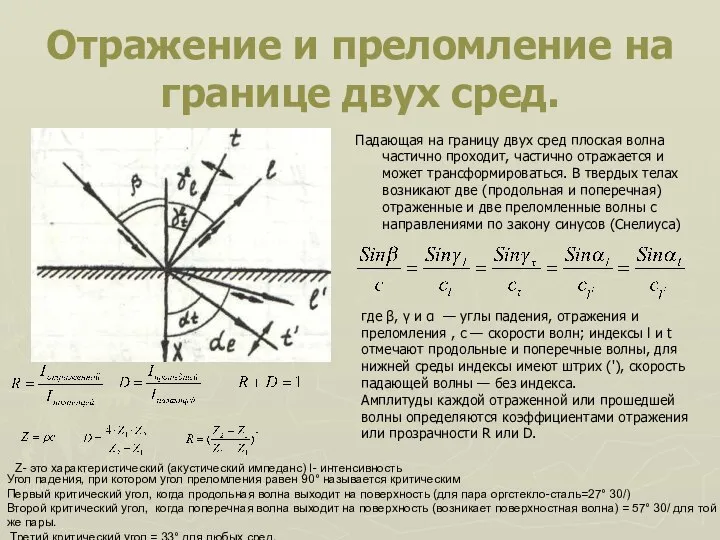
Отражение и преломление на границе двух сред.
Падающая на границу двух сред
Отражение и преломление на границе двух сред.
Падающая на границу двух сред
Методы УЗК
Методы УЗК
Методы УЗК
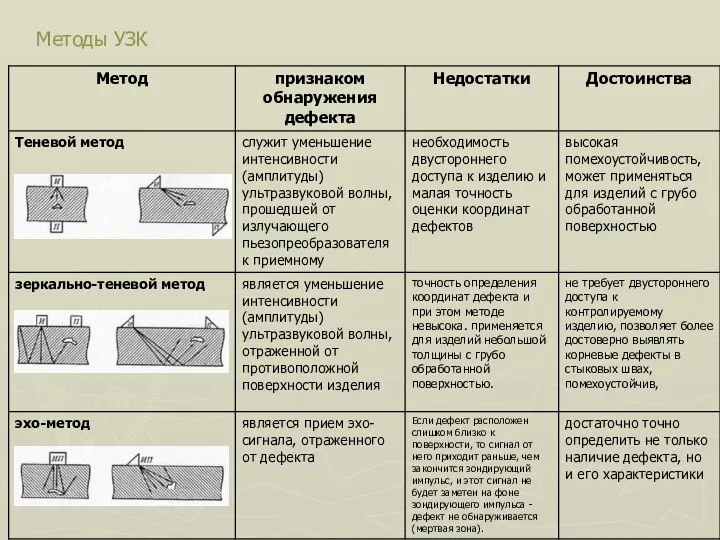
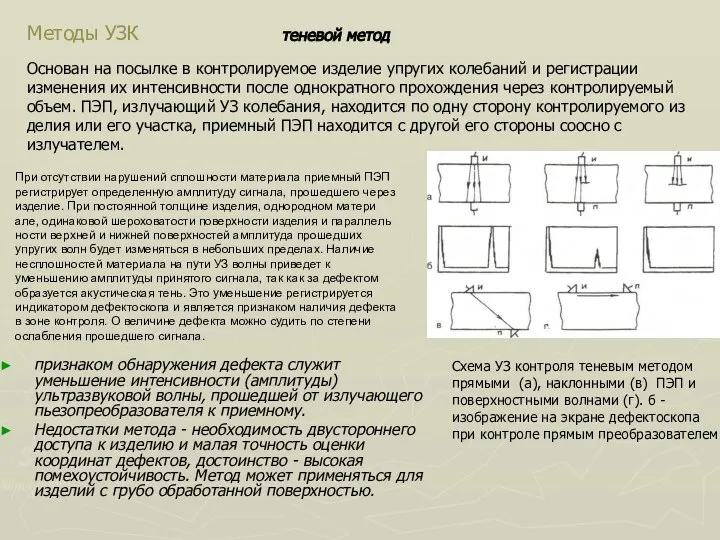
признаком обнаружения дефекта служит уменьшение интенсивности (амплитуды) ультразвуковой волны, прошедшей
Методы УЗК
признаком обнаружения дефекта служит уменьшение интенсивности (амплитуды) ультразвуковой волны, прошедшей
Методы УЗК
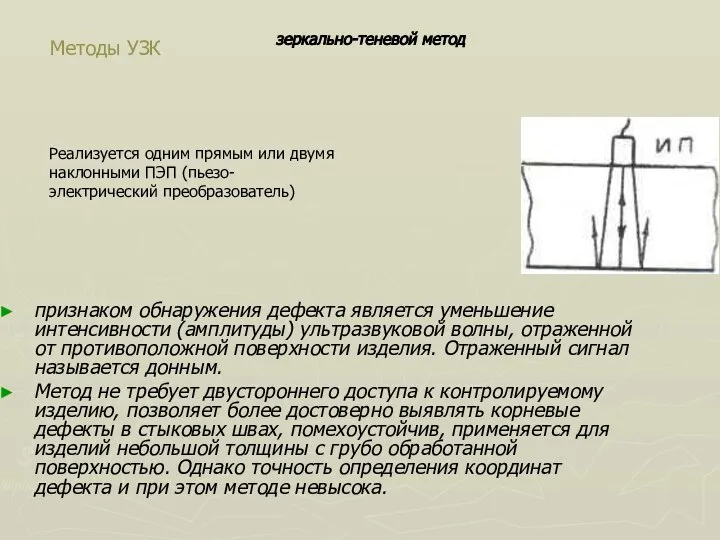
признаком обнаружения дефекта является уменьшение интенсивности (амплитуды) ультразвуковой волны, отраженной
Методы УЗК
признаком обнаружения дефекта является уменьшение интенсивности (амплитуды) ультразвуковой волны, отраженной
Методы УЗК
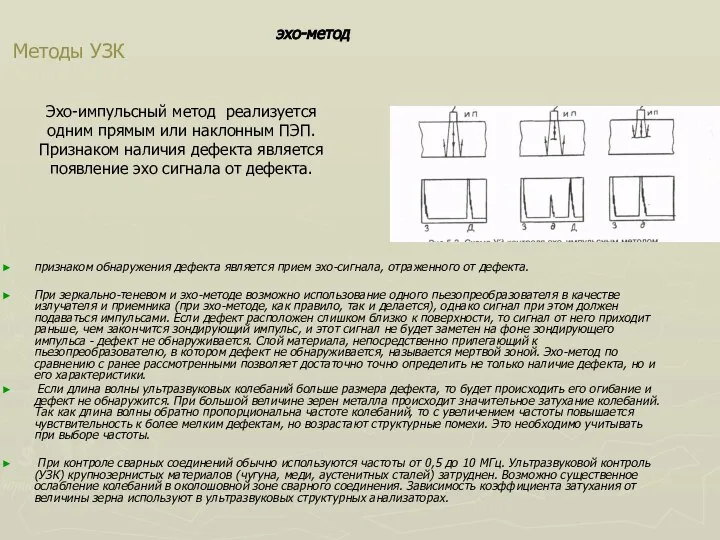
признаком обнаружения дефекта является прием эхо-сигнала, отраженного от дефекта.
При
Методы УЗК
признаком обнаружения дефекта является прием эхо-сигнала, отраженного от дефекта.
При
Методы УЗК
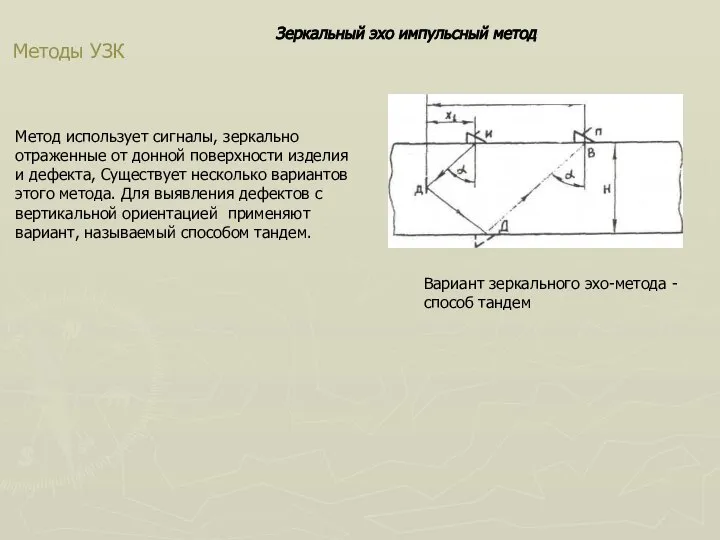
Зеркальный эхо импульсный метод
Метод использует сигналы, зеркально отраженные от
Методы УЗК
Зеркальный эхо импульсный метод
Метод использует сигналы, зеркально отраженные от
Методы УЗК
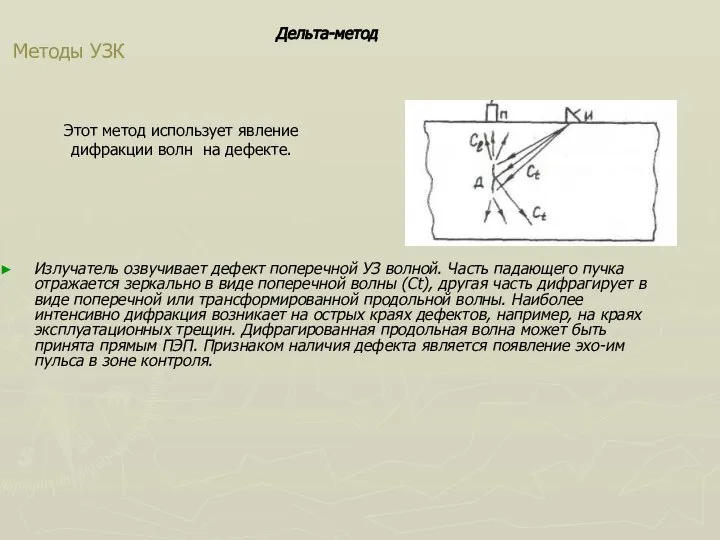
Излучатель озвучивает дефект поперечной УЗ волной. Часть падающего пучка отражается
Методы УЗК
Излучатель озвучивает дефект поперечной УЗ волной. Часть падающего пучка отражается
Методы УЗК
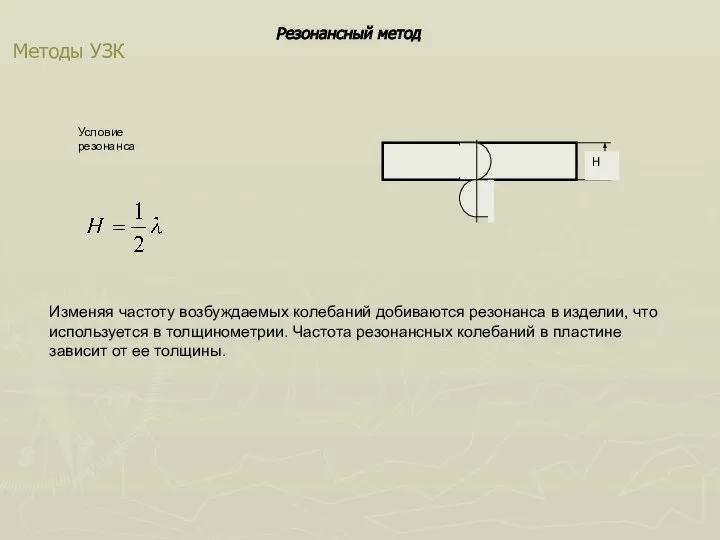
Резонансный метод
Условие резонанса
Изменяя частоту возбуждаемых колебаний добиваются резонанса в
Методы УЗК
Резонансный метод
Условие резонанса
Изменяя частоту возбуждаемых колебаний добиваются резонанса в
Измеряемые параметры дефектов.
Признаком дефекта является появление на экране перемещающегося в такт
Измеряемые параметры дефектов.
Признаком дефекта является появление на экране перемещающегося в такт
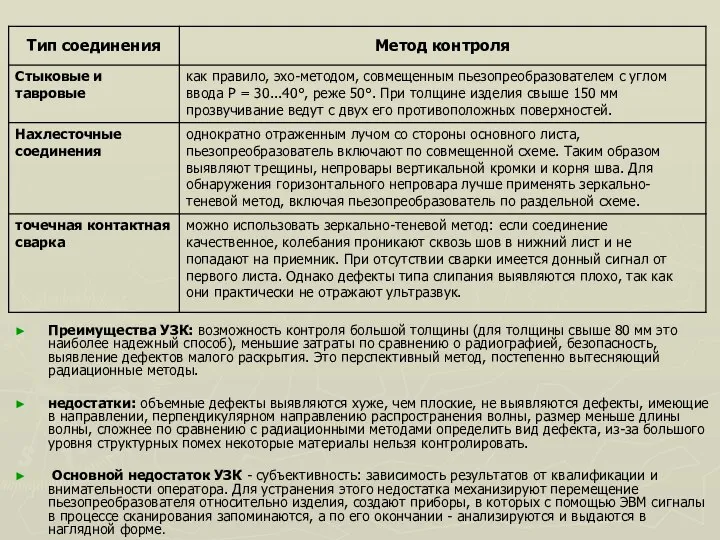
Преимущества УЗК: возможность контроля большой толщины (для толщины свыше 80 мм
Преимущества УЗК: возможность контроля большой толщины (для толщины свыше 80 мм
Магнитные методы контроля
Источник: Сварка и резка материалов: Учеб. пособие / М.Д.
Магнитные методы контроля
Источник: Сварка и резка материалов: Учеб. пособие / М.Д.
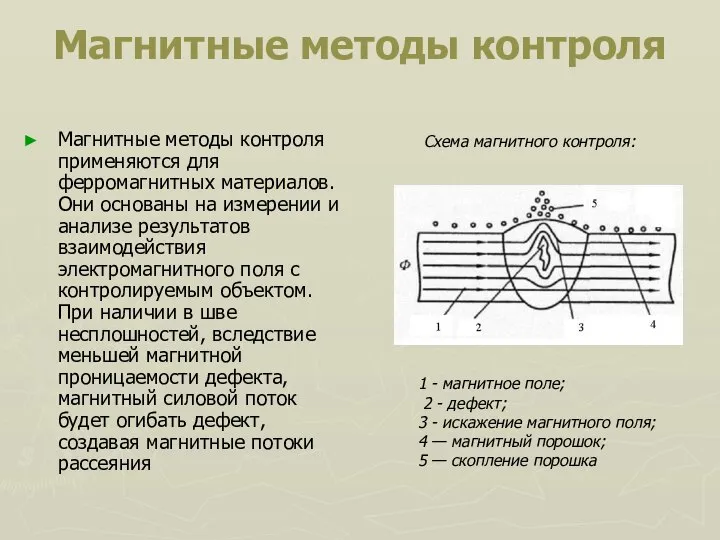
Магнитные методы контроля
Магнитные методы контроля применяются для ферромагнитных материалов. Они основаны
Магнитные методы контроля
Магнитные методы контроля применяются для ферромагнитных материалов. Они основаны
Изделия контролируют в наложенном постоянном или переменном магнитном поле либо после
Изделия контролируют в наложенном постоянном или переменном магнитном поле либо после
Магнитопорошковый метод
на поверхность намагниченной детали наносят ферромагнитный порошок. Под действием магнитных
Магнитопорошковый метод
на поверхность намагниченной детали наносят ферромагнитный порошок. Под действием магнитных
магнитографический метод
магнитные поля рассеяния записывают на магнитную ленту, наложенную на участок
магнитографический метод
магнитные поля рассеяния записывают на магнитную ленту, наложенную на участок

магнитоферрозондовый метод
используются датчики - феррозонды. Они имеют катушки, генерирующие магнитное поле,
магнитоферрозондовый метод
используются датчики - феррозонды. Они имеют катушки, генерирующие магнитное поле,
Индукционный метод
для регистрации магнитных полей рассеяния, образующихся около дефектов в намагниченной
Индукционный метод
для регистрации магнитных полей рассеяния, образующихся около дефектов в намагниченной
Достоинства магнитных методов: высокая производительность, безвредность, экономичность.
Недостатки магнитных методов : усиление
Достоинства магнитных методов: высокая производительность, безвредность, экономичность.
Недостатки магнитных методов : усиление

Вихретоковые методы контроля
Вихретоковые методы контроля
Вихретоковые методы контроля
(ранее назывались электромагнитными) могут применяться для электропроводных материалов. При
Вихретоковые методы контроля
(ранее назывались электромагнитными) могут применяться для электропроводных материалов. При
Контроль проникающими веществами
Источник: Сварка и резка материалов: Учеб. пособие / М.Д.
Контроль проникающими веществами
Источник: Сварка и резка материалов: Учеб. пособие / М.Д.
Контроль проникающими веществами
Контроль проникающими веществами включает две группы методов: капиллярные и
Контроль проникающими веществами
Контроль проникающими веществами включает две группы методов: капиллярные и
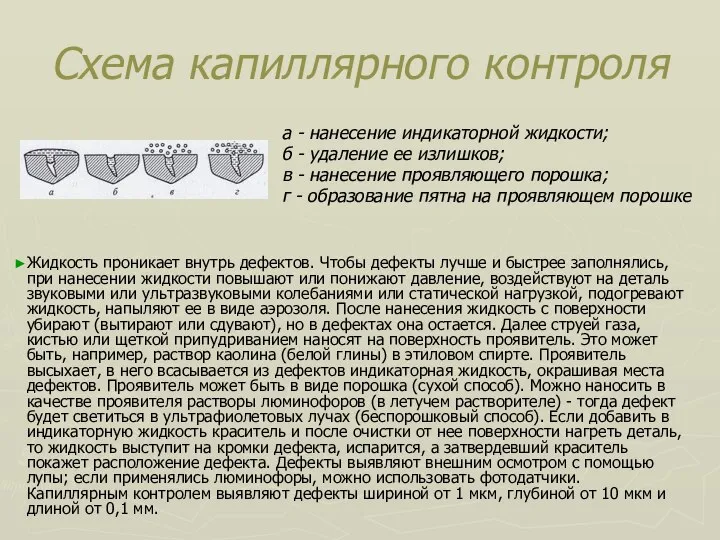
Схема капиллярного контроля
а - нанесение индикаторной жидкости;
б - удаление ее излишков;
Схема капиллярного контроля
а - нанесение индикаторной жидкости;
б - удаление ее излишков;
Методы контроля течеисканием
применяются для обнаружения сквозных дефектов. Для многих изделий (сосуды,
Методы контроля течеисканием
применяются для обнаружения сквозных дефектов. Для многих изделий (сосуды,
В гидравлических методах в качестве проникающего вещества используется жидкость, обычно вода,
В гидравлических методах в качестве проникающего вещества используется жидкость, обычно вода,
Пневматические испытания производятся давлением воздуха, равным 1... 1,2 рабочего давления. Разновидностью
Пневматические испытания производятся давлением воздуха, равным 1... 1,2 рабочего давления. Разновидностью
Вакуумные методы основаны на перепаде давления, создаваемого откачкой воздуха из изделия.
Вакуумные методы основаны на перепаде давления, создаваемого откачкой воздуха из изделия.
Метод химической индикации течей заключается в том, что на контролируемые стыки
Метод химической индикации течей заключается в том, что на контролируемые стыки
Метод контроля керосином (бензином или спиртом) основан на высокой проникающей способности
Метод контроля керосином (бензином или спиртом) основан на высокой проникающей способности
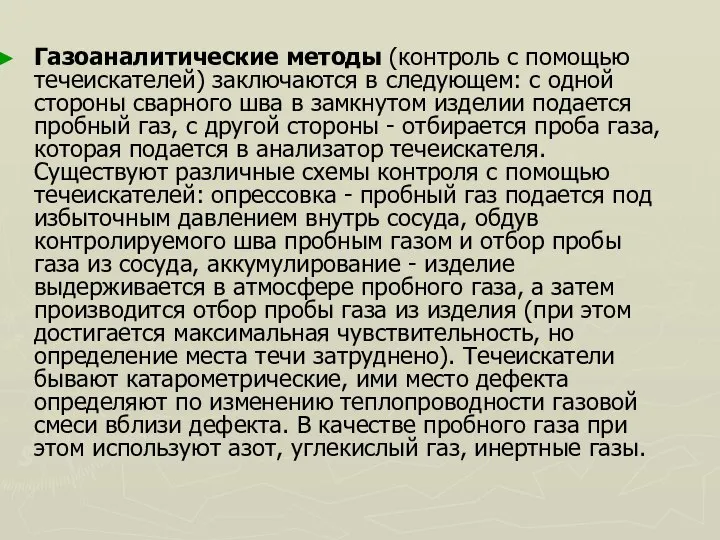
Газоаналитические методы (контроль с помощью течеискателей) заключаются в следующем: с одной
Газоаналитические методы (контроль с помощью течеискателей) заключаются в следующем: с одной
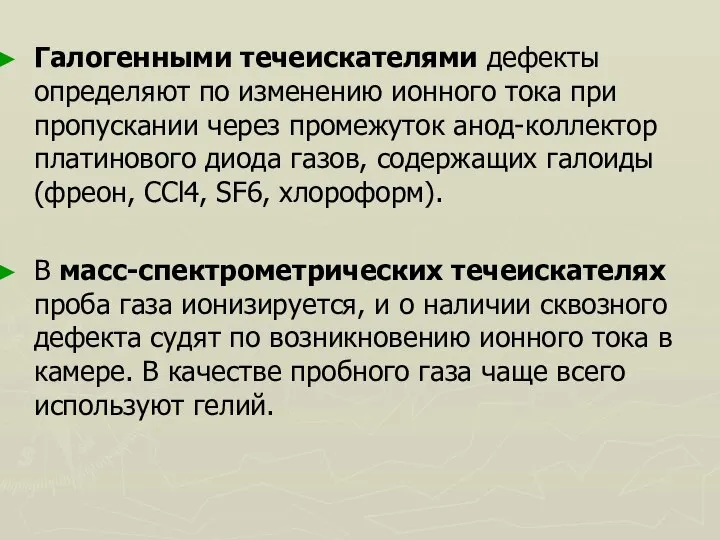
Галогенными течеискателями дефекты определяют по изменению ионного тока при пропускании через
Галогенными течеискателями дефекты определяют по изменению ионного тока при пропускании через
 Соизучение языка и культуры в овладении иностранным языком в средней общеобразовательной школе
Соизучение языка и культуры в овладении иностранным языком в средней общеобразовательной школе Производство и передача электрической энергии
Производство и передача электрической энергии Общезначимость этики. Добродетель, удовольствие или преодоление страданий как высшая цель. Религиозная этика
Общезначимость этики. Добродетель, удовольствие или преодоление страданий как высшая цель. Религиозная этика yogaandhealth-120208104354-phpapp01
yogaandhealth-120208104354-phpapp01 Испытания электронных средств. Термины, определения, классификация
Испытания электронных средств. Термины, определения, классификация Фальцеосадочная машина F 300-2 PLUS
Фальцеосадочная машина F 300-2 PLUS Викторина на тему: Правила ТБ на площадке
Викторина на тему: Правила ТБ на площадке Наука о живой природе
Наука о живой природе Измельчительно-режущее оборудование на предприятиях общественного питания
Измельчительно-режущее оборудование на предприятиях общественного питания Конкурс № 5
Конкурс № 5 Урок №3 Міфи
Урок №3 Міфи II – IV вв. от Иринея до Евагрия
II – IV вв. от Иринея до Евагрия Размещения в крыт вагонах фург
Размещения в крыт вагонах фург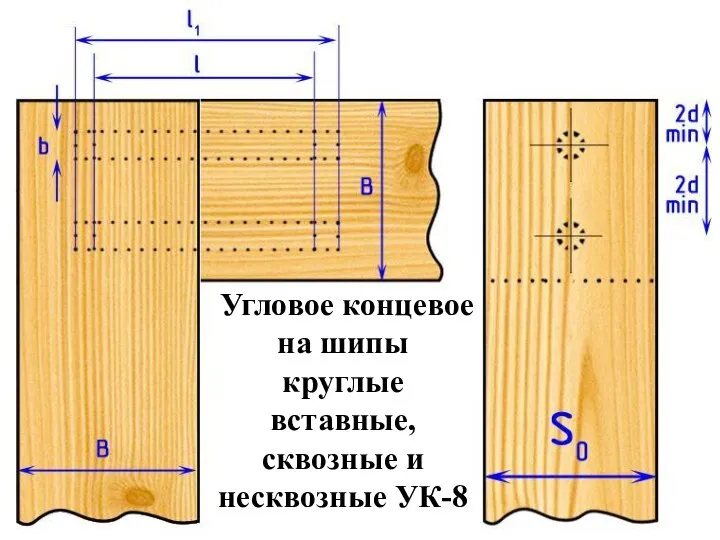 УК соединения
УК соединения Картофелеочистительные машины
Картофелеочистительные машины Модернизация шиномонтажного участка
Модернизация шиномонтажного участка Геометрическая красоты орнаментального искусства
Геометрическая красоты орнаментального искусства Система Протон
Система Протон Начало начал: как правильно знакомить ребенка с пищей
Начало начал: как правильно знакомить ребенка с пищей Материалы для строительства. Керамика. Природный камень
Материалы для строительства. Керамика. Природный камень Родословная Мустаковых
Родословная Мустаковых Молюсь і вірю
Молюсь і вірю Модуль последовательного периферийного интерфейса SPI и I2C. Лекция 15
Модуль последовательного периферийного интерфейса SPI и I2C. Лекция 15 Пространственное крепление плоских деревянных конструкций
Пространственное крепление плоских деревянных конструкций Кто ты из Гравити Фолз?
Кто ты из Гравити Фолз? Услуги почтовой связи Почта России
Услуги почтовой связи Почта России Підвищення ефективності функціонування систем бездротового радіозв’язку шляхом застосування систем Мімо
Підвищення ефективності функціонування систем бездротового радіозв’язку шляхом застосування систем Мімо Александр Львович Блок. Александра Андреевна Бекетова. Ксения Садовская
Александр Львович Блок. Александра Андреевна Бекетова. Ксения Садовская