- Обучение Печатный Дом Пенза. Тема 9

Содержание
- 2. У каждого цвета есть свой угол растровой точки.
- 3. Растровое изображение
- 4. Выщипывание-отрыв волокон или частиц поверхности бумаги в процессе печатания Причина: Повышенная липкость офсетной резины из-за неправильного
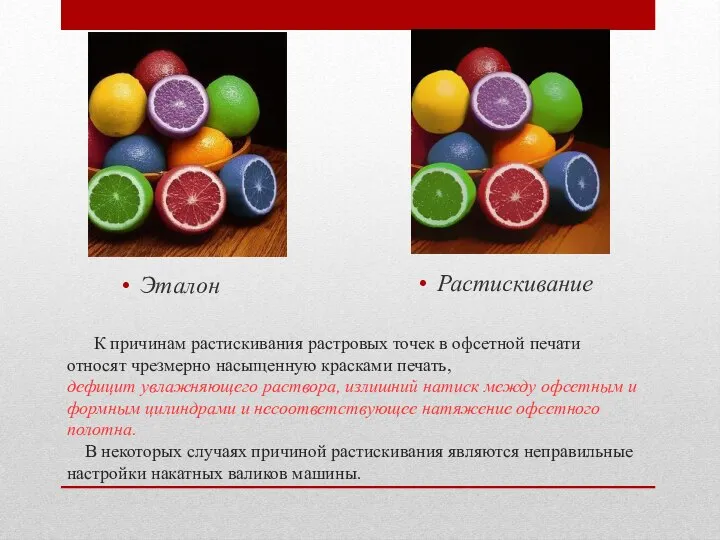
- 5. Растискивание – это самый распространённый тип искажения растровых точек в офсетной печати. Под растискиванием понимается увеличение
- 6. К причинам растискивания растровых точек в офсетной печати относят чрезмерно насыщенную красками печать, дефицит увлажняющего раствора,
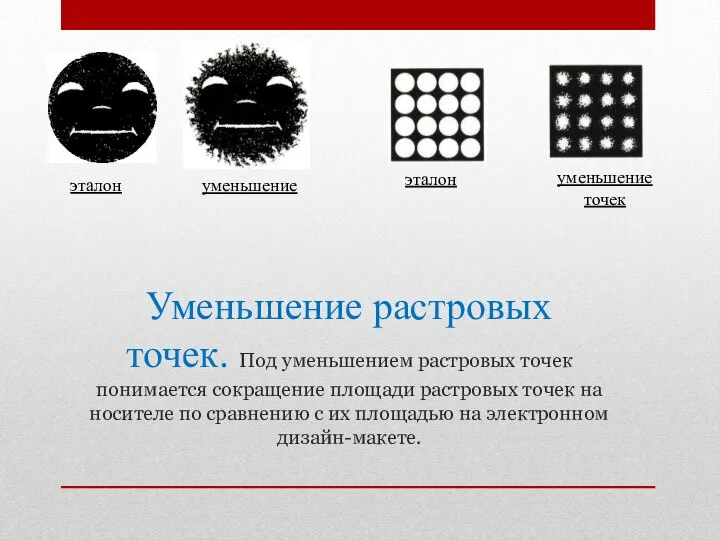
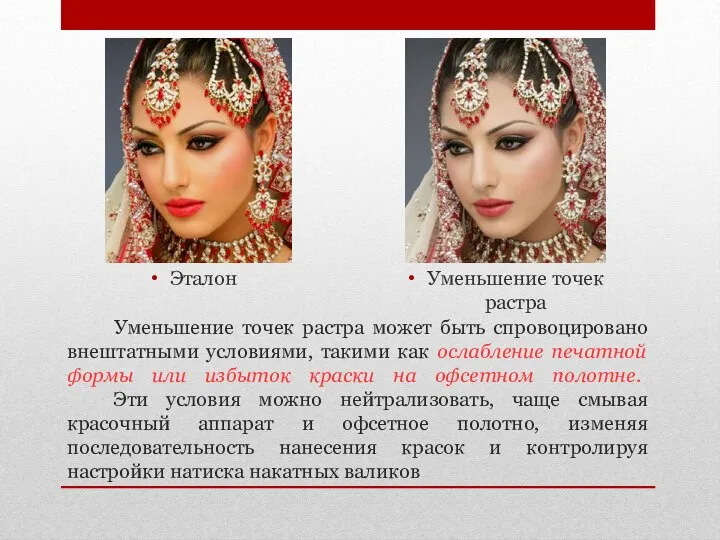
- 7. Уменьшение растровых точек. Под уменьшением растровых точек понимается сокращение площади растровых точек на носителе по сравнению
- 8. Уменьшение точек растра может быть спровоцировано внештатными условиями, такими как ослабление печатной формы или избыток краски
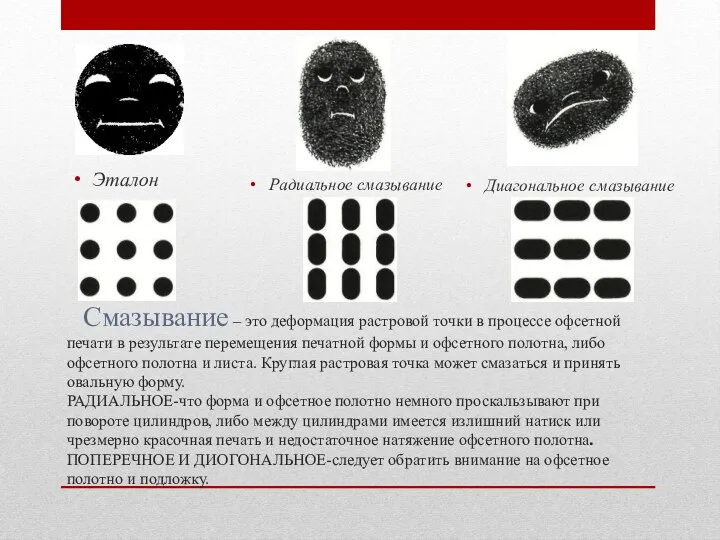
- 9. Смазывание – это деформация растровой точки в процессе офсетной печати в результате перемещения печатной формы и
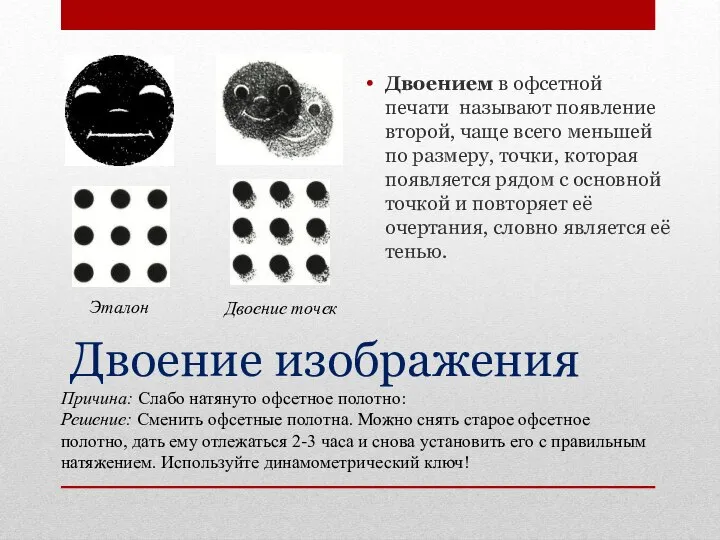
- 10. Двоение изображения Двоением в офсетной печати называют появление второй, чаще всего меньшей по размеру, точки, которая
- 11. Причина: Очень большое давление между офсетным и печатным цилиндром: Решение: Проверить зазоры между цилиндрами, возвышение формы
- 12. Проблема: Загибание краев бумаги. Печатный лист теряет плоскостность. Причина: Плохой микроклимат в помещении: Решение: Контролируйте влажность
- 13. Проблема: Зажиривание (тенение) формы. Появление вуали, красочных пятен или полос на печатных оттисках в процессе печатания.
- 14. Муар
- 15. Проблема: Замедленное высыхание краски на оттисках. Причина: Высокая кислотность увлажняющего раствора. Решение: Добавить в краску до
- 16. Проблема: Меление. Осыпание краски или “сползание” красочного слоя с высохшего оттиска под действием легкого трения. Причина:
- 18. Скачать презентацию
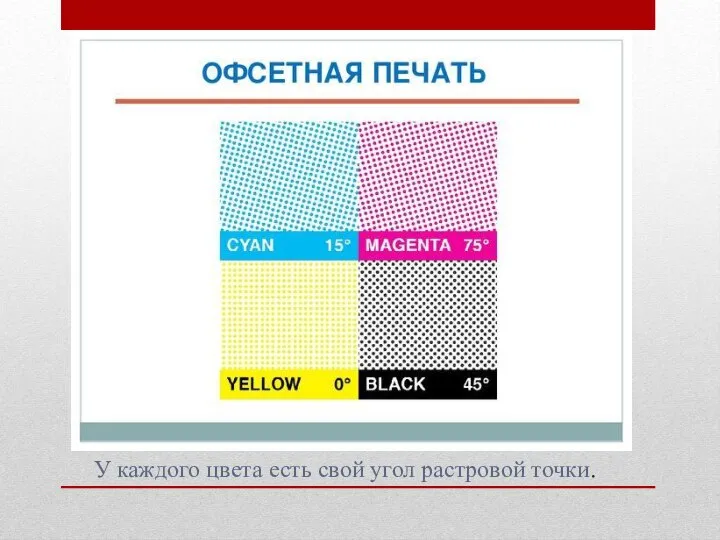
У каждого цвета есть свой угол растровой точки.
У каждого цвета есть свой угол растровой точки.
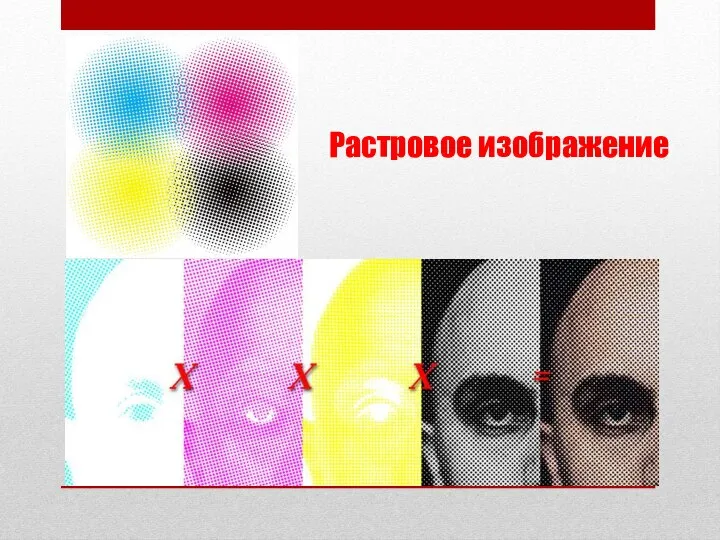
Растровое изображение
Растровое изображение
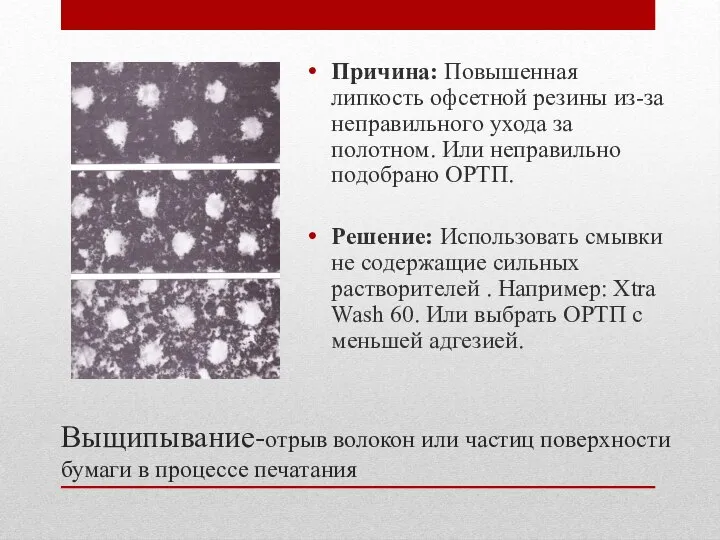
Выщипывание-отрыв волокон или частиц поверхности бумаги в процессе печатания
Причина: Повышенная
Выщипывание-отрыв волокон или частиц поверхности бумаги в процессе печатания
Причина: Повышенная
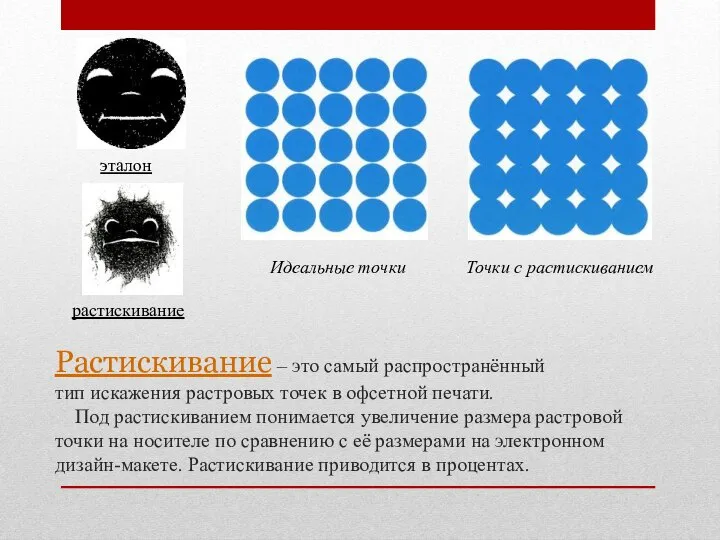
Растискивание – это самый распространённый тип искажения растровых точек в офсетной печати. Под
Растискивание – это самый распространённый тип искажения растровых точек в офсетной печати. Под
К причинам растискивания растровых точек в офсетной печати относят чрезмерно
К причинам растискивания растровых точек в офсетной печати относят чрезмерно
Уменьшение растровых точек. Под уменьшением растровых точек понимается сокращение площади растровых
Уменьшение растровых точек. Под уменьшением растровых точек понимается сокращение площади растровых
Уменьшение точек растра может быть спровоцировано внештатными условиями, такими как
Уменьшение точек растра может быть спровоцировано внештатными условиями, такими как
Смазывание – это деформация растровой точки в процессе офсетной печати
Смазывание – это деформация растровой точки в процессе офсетной печати
Двоение изображения
Двоением в офсетной печати называют появление второй, чаще всего меньшей
Двоение изображения
Двоением в офсетной печати называют появление второй, чаще всего меньшей
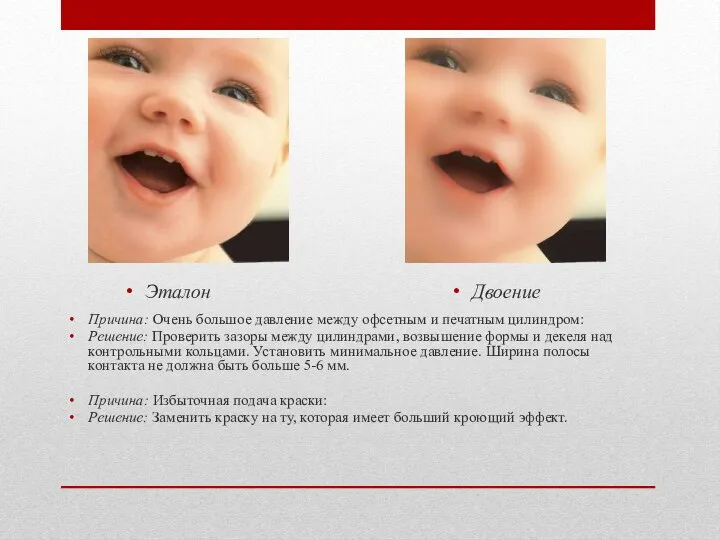
Причина: Очень большое давление между офсетным и печатным цилиндром:
Решение: Проверить зазоры между цилиндрами,
Причина: Очень большое давление между офсетным и печатным цилиндром:
Решение: Проверить зазоры между цилиндрами,
Проблема: Загибание краев бумаги. Печатный лист теряет плоскостность.
Причина: Плохой микроклимат в помещении:
Решение: Контролируйте влажность
Проблема: Загибание краев бумаги. Печатный лист теряет плоскостность.
Причина: Плохой микроклимат в помещении:
Решение: Контролируйте влажность
Проблема: Зажиривание (тенение) формы. Появление вуали, красочных пятен или полос на печатных
Проблема: Зажиривание (тенение) формы. Появление вуали, красочных пятен или полос на печатных
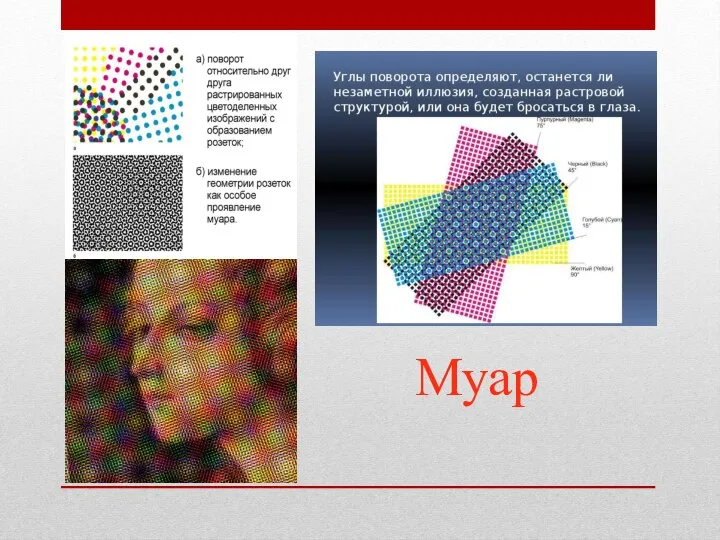
Муар
Муар
Проблема: Замедленное высыхание краски на оттисках.
Причина: Высокая кислотность увлажняющего раствора.
Решение: Добавить в краску до
Проблема: Замедленное высыхание краски на оттисках.
Причина: Высокая кислотность увлажняющего раствора.
Решение: Добавить в краску до
Проблема: Меление. Осыпание краски или “сползание” красочного слоя с высохшего оттиска под
Проблема: Меление. Осыпание краски или “сползание” красочного слоя с высохшего оттиска под
 20130326_stalingradskaya_bitva_0
20130326_stalingradskaya_bitva_0 бирка зимние фантазии
бирка зимние фантазии Первое чудо Иисуса Христа
Первое чудо Иисуса Христа Процессуальные особенности рассмотрения трудовых споров
Процессуальные особенности рассмотрения трудовых споров Лекция_6_муж_здоровье,_инсулинорезистентность
Лекция_6_муж_здоровье,_инсулинорезистентность Основные товарные группы (количество моделей в SS2022)
Основные товарные группы (количество моделей в SS2022) История военного знамени в разные эпохи
История военного знамени в разные эпохи 20121222_prezentaciya_po_teme_samoobrazovaniya
20121222_prezentaciya_po_teme_samoobrazovaniya Система выравнивания крупноформатной плитки (СВП): инновационная технология укладки. Лекция 18
Система выравнивания крупноформатной плитки (СВП): инновационная технология укладки. Лекция 18 Пешеход на дороге
Пешеход на дороге Топливные генераторы
Топливные генераторы Технологія отримання міді
Технологія отримання міді Kljuka pr
Kljuka pr Введение. Классификация строительных материалов
Введение. Классификация строительных материалов Проектирование в дизайне среды. Дизайн мышление как метод проектирования
Проектирование в дизайне среды. Дизайн мышление как метод проектирования Basic cross sections
Basic cross sections Гарвардский университет
Гарвардский университет Крепление скважин
Крепление скважин Селфи с книгой
Селфи с книгой volkova_ebnacproekty_i_reshaem_vmeste_2022
volkova_ebnacproekty_i_reshaem_vmeste_2022 Технология сварки с импульсным деформированием. (Лекция 19)
Технология сварки с импульсным деформированием. (Лекция 19) საშინაო დავალება: № 14
საშინაო დავალება: № 14 Сточные воды НГМ. Отходы бурения
Сточные воды НГМ. Отходы бурения Об актуальных задачах и рациональной концепции прикладного моделирования транспортных систем
Об актуальных задачах и рациональной концепции прикладного моделирования транспортных систем Электроника NexGen
Электроника NexGen Установки для обжига рыхлозернистых материалов
Установки для обжига рыхлозернистых материалов Prilozhenie_2_Obrazets_prezentatsii
Prilozhenie_2_Obrazets_prezentatsii Параллельные архитектуры. Классификация параллельных систем по Флинну
Параллельные архитектуры. Классификация параллельных систем по Флинну