- Определение программы цеха

Содержание
- 2. Производительность позиционного пресса Пчас зависит главным образом от цикла его работы: Пчас= где l, b, h
- 3. t = tскл + tвсп , tскл - время склеивания, мин; зависит главным образом от вида
- 4. Для прессов проходного типа формула расчета часовой производительности, м3, имеет вид: Пчас = 60 V b
- 5. Годовая программа зависит от сменности работы оборудования: Пгод = Пчас Тэфф Эффективный годовой фонд рабочего времени
- 6. Расчет потребности в пиломатериалах Наиболее простым и наглядным методом расчета потребности в пиломатериалах является метод определения
- 7. Рассмотрим расчет пооперационных коэффициентов потерь на примере производства клеёного щита. 1) Первичная торцовка на заданную длину.
- 8. Поперечно - продольно - поперечная схема раскроя является оптимальной для продукции, склеиваемой из реек. При этой
- 9. Припуски по длине делянок дощатого щита
- 10. Коэффициент выхода черновых заготовок из досок: где l - заданная длина щита, мм; Δl - припуск
- 11. В среднем из доски выпиливается n заготовок К д - коэффициент использования длины доски, учитывающий потери
- 12. а б H B 2 1 Схемы получения чистовых заготовок (делянок) из черновых заготовок при строжке
- 13. Размеры делянок при известных размерах поперечного сечения доски можно рассчитать по формулам: при раскрое по схеме
- 14. При раздельных операциях продольного раскроя и фрезерования коэффициент выхода нестроганых реек из черновых заготовок Р2 составит
- 15. При работе с толстыми досками (Н>40 мм) операции фрезерования и продольного раскроя совмещаются в одном станке,
- 16. 3) Отбраковка и торцовка реек (досок). Потери древесины на этом участке не могут быть подсчитаны аналитически,
- 17. Для хвойных обрезных досок можно считать, что полезный выход составляет 67% (Р4 = 0,67), а отпад
- 18. 4) Склеивание щитов. На данном участке не происходит механической обработки древесины, однако возможны потери из-за брака
- 19. 5)Послепрессовая обработка щитов. Щит, вышедший из пресса, требует обработки по длине с помощью опиливания, по ширине
- 20. Припуск по ширине может быть сведен к минимуму за счет приклеивания последней рейки малой ширины, дополняющей
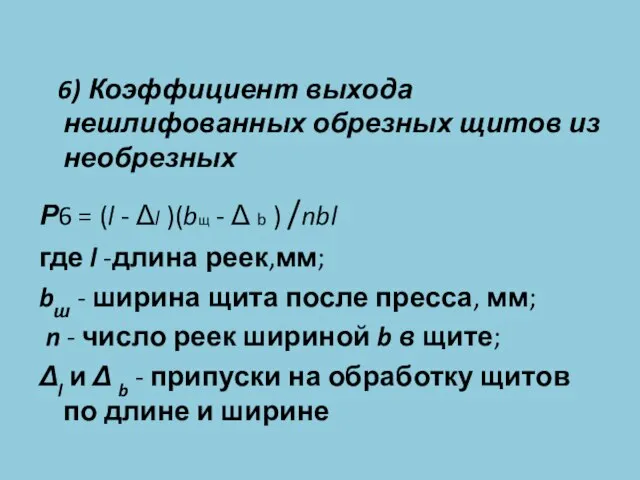
- 21. 6) Коэффициент выхода нешлифованных обрезных щитов из необрезных Р6 = (l - Δl )(bщ - Δ
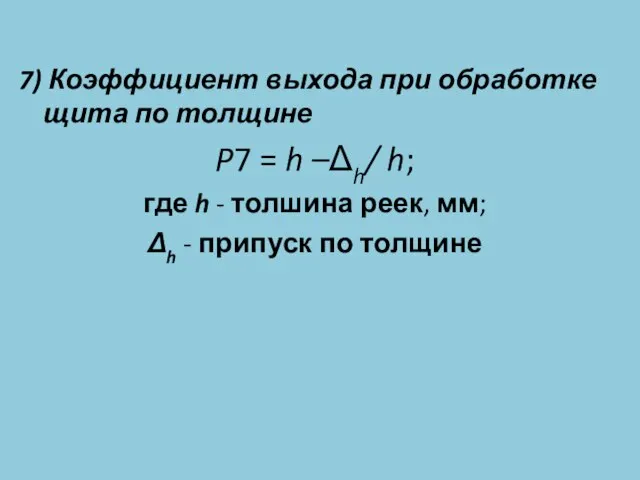
- 22. 7) Коэффициент выхода при обработке щита по толщине P7 = h –Δh/ h; где h -
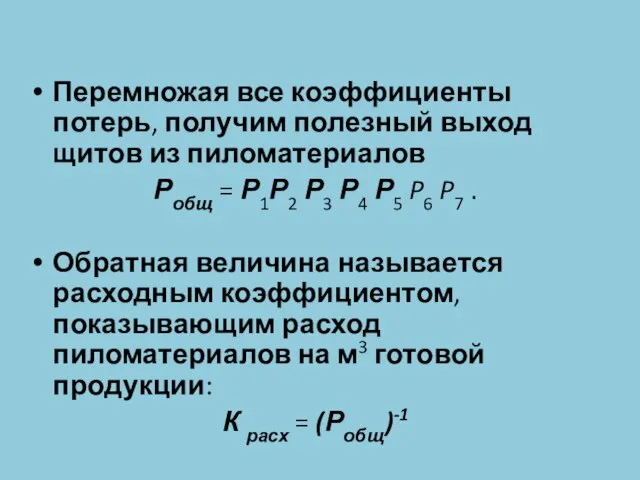
- 23. Перемножая все коэффициенты потерь, получим полезный выход щитов из пиломатериалов Робщ = Р1Р2 Р3 Р4 Р5
- 24. Для обрезных хвойных пиломатериалов эта величина колеблется в пределах 2,5 - 3,0 м3/м3, а для необрезных
- 25. При известном расходном коэффициенте легко находится потребность в сухих пиломатериалах на программу М выпуска продукции: Qпм
- 26. Расчет объёмов вторичного сырья При известном объёме перерабатываемых пиломатериалов можно определить конкретный объём вторичного сырья, образующегося
- 27. Пооперационные потери древесины в производстве реечных щитов
- 28. Здесь Qi - объём отходов в плите, м3. Наиболее эффективными путями повышения полезного выхода продукции являются
- 29. Расчет потребности в оборудовании Потребность в оборудовании рассчитывается по аналогичной методике. Число станков можно определить по
- 30. Qчас = М/Тэф , М - программа предприятия; обычно принимается равной годовой производитель-ности головного оборудования, м3;
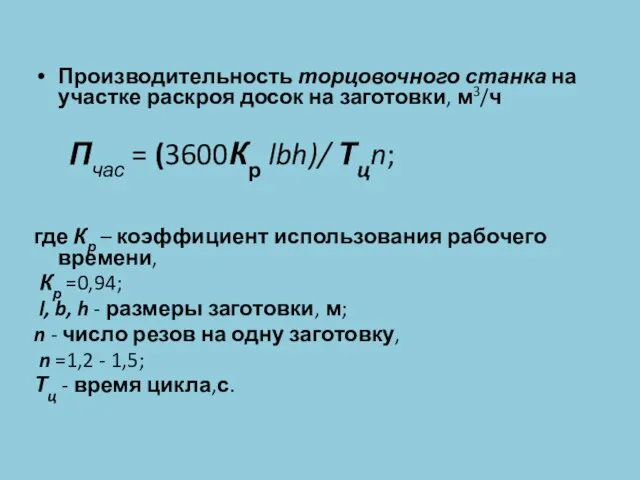
- 31. Производительность торцовочного станка на участке раскроя досок на заготовки, м3/ч Пчас = (3600Кр lbh)/ Тцn; где
- 32. Тц = 60 / N р , где Nр - число резов в минуту, Nр =
- 33. Производительность проходных станков (прирезных, продольно - фрезерных, шлифовальных) зависит от скорости подачи заготовки V (м/мин): Пчас
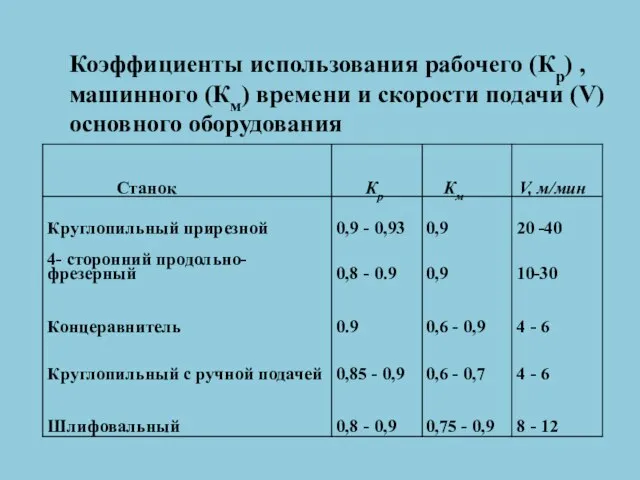
- 34. Коэффициенты использования рабочего (Кр) , машинного (Км) времени и скорости подачи (V) основного оборудования
- 36. Скачать презентацию

Производительность позиционного пресса Пчас зависит главным образом от цикла его
Производительность позиционного пресса Пчас зависит главным образом от цикла его
t = tскл + tвсп ,
tскл - время склеивания, мин; зависит
t = tскл + tвсп ,
tскл - время склеивания, мин; зависит
Для прессов проходного типа формула расчета часовой производительности, м3, имеет
Для прессов проходного типа формула расчета часовой производительности, м3, имеет
Годовая программа зависит от сменности работы оборудования:
Пгод = Пчас Тэфф
Эффективный годовой
Годовая программа зависит от сменности работы оборудования:
Пгод = Пчас Тэфф
Эффективный годовой
Расчет потребности в пиломатериалах
Наиболее простым и наглядным методом расчета потребности в
Расчет потребности в пиломатериалах
Наиболее простым и наглядным методом расчета потребности в

Рассмотрим расчет пооперационных коэффициентов потерь на примере производства клеёного щита.
Рассмотрим расчет пооперационных коэффициентов потерь на примере производства клеёного щита.
Поперечно - продольно - поперечная схема раскроя является оптимальной для продукции,
Поперечно - продольно - поперечная схема раскроя является оптимальной для продукции,
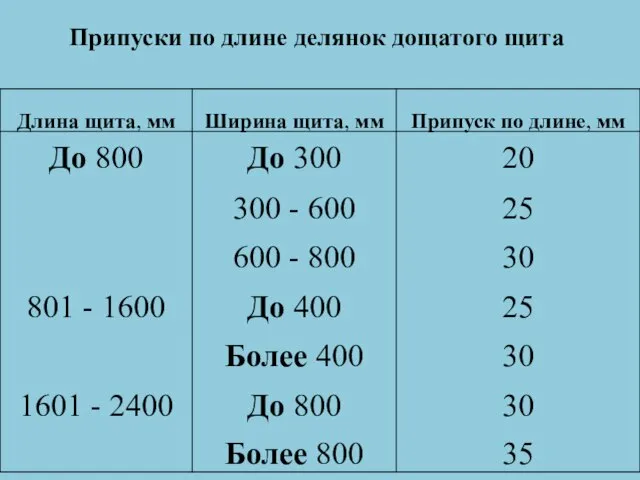
Припуски по длине делянок дощатого щита
Припуски по длине делянок дощатого щита

Коэффициент выхода черновых заготовок из досок:
где l - заданная длина щита,
Коэффициент выхода черновых заготовок из досок:
где l - заданная длина щита,

В среднем из доски выпиливается n заготовок
К д - коэффициент использования
В среднем из доски выпиливается n заготовок
К д - коэффициент использования

а
б
H
B
2
1
Схемы получения чистовых заготовок (делянок) из черновых заготовок при строжке
а
б
H
B
2
1
Схемы получения чистовых заготовок (делянок) из черновых заготовок при строжке

Размеры делянок при известных размерах поперечного сечения доски можно рассчитать
Размеры делянок при известных размерах поперечного сечения доски можно рассчитать
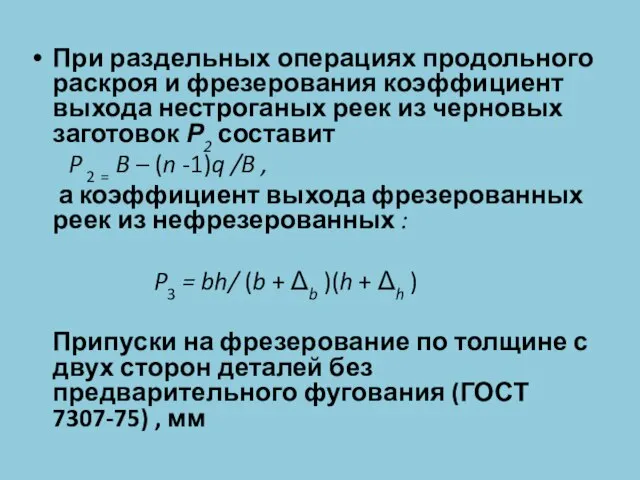
При раздельных операциях продольного раскроя и фрезерования коэффициент выхода нестроганых реек
При раздельных операциях продольного раскроя и фрезерования коэффициент выхода нестроганых реек
При работе с толстыми досками (Н>40 мм) операции фрезерования и продольного
При работе с толстыми досками (Н>40 мм) операции фрезерования и продольного
3) Отбраковка и торцовка реек (досок).
Потери древесины на этом участке
3) Отбраковка и торцовка реек (досок).
Потери древесины на этом участке
Для хвойных обрезных досок можно считать, что полезный выход составляет 67%
Для хвойных обрезных досок можно считать, что полезный выход составляет 67%
4) Склеивание щитов.
На данном участке не происходит механической обработки древесины,
4) Склеивание щитов.
На данном участке не происходит механической обработки древесины,
5)Послепрессовая обработка щитов.
Щит, вышедший из пресса, требует обработки по длине
5)Послепрессовая обработка щитов.
Щит, вышедший из пресса, требует обработки по длине
Припуск по ширине может быть сведен к минимуму за счет приклеивания
Припуск по ширине может быть сведен к минимуму за счет приклеивания
6) Коэффициент выхода нешлифованных обрезных щитов из необрезных
Р6 = (l
6) Коэффициент выхода нешлифованных обрезных щитов из необрезных
Р6 = (l
7) Коэффициент выхода при обработке щита по толщине
P7 = h –Δh/
7) Коэффициент выхода при обработке щита по толщине
P7 = h –Δh/
Перемножая все коэффициенты потерь, получим полезный выход щитов из пиломатериалов
Робщ =
Перемножая все коэффициенты потерь, получим полезный выход щитов из пиломатериалов
Робщ =

Для обрезных хвойных пиломатериалов эта величина колеблется в пределах 2,5 -
Для обрезных хвойных пиломатериалов эта величина колеблется в пределах 2,5 -
При известном расходном коэффициенте легко находится потребность в сухих пиломатериалах на
При известном расходном коэффициенте легко находится потребность в сухих пиломатериалах на

Расчет объёмов вторичного сырья
При известном объёме перерабатываемых пиломатериалов можно определить
Расчет объёмов вторичного сырья
При известном объёме перерабатываемых пиломатериалов можно определить
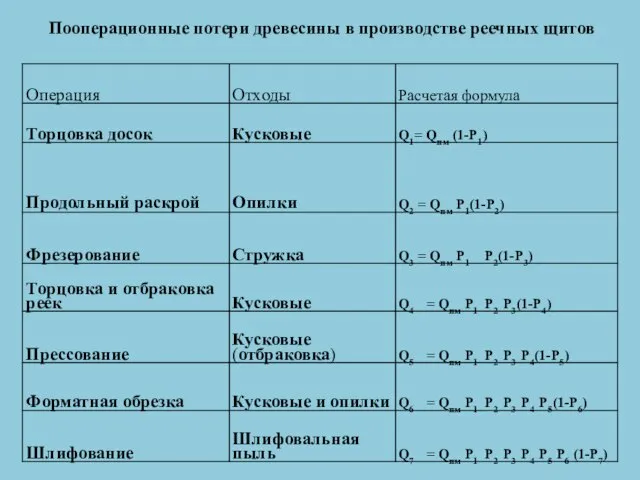
Пооперационные потери древесины в производстве реечных щитов
Пооперационные потери древесины в производстве реечных щитов
Здесь Qi - объём отходов в плите, м3.
Наиболее эффективными путями
Здесь Qi - объём отходов в плите, м3.
Наиболее эффективными путями
Расчет потребности в оборудовании
Потребность в оборудовании рассчитывается по аналогичной методике.
Число
Расчет потребности в оборудовании
Потребность в оборудовании рассчитывается по аналогичной методике.
Число
Qчас = М/Тэф ,
М - программа предприятия; обычно принимается равной
Qчас = М/Тэф ,
М - программа предприятия; обычно принимается равной
Производительность торцовочного станка на участке раскроя досок на заготовки, м3/ч
Пчас
Производительность торцовочного станка на участке раскроя досок на заготовки, м3/ч
Пчас

Тц = 60 / N р ,
где Nр -
Тц = 60 / N р ,
где Nр -

Производительность проходных станков (прирезных, продольно - фрезерных, шлифовальных) зависит от скорости
Производительность проходных станков (прирезных, продольно - фрезерных, шлифовальных) зависит от скорости
Коэффициенты использования рабочего (Кр) , машинного (Км) времени и скорости подачи
Коэффициенты использования рабочего (Кр) , машинного (Км) времени и скорости подачи
 Внимательный взгляд на ад. Оспариваемое учение о вечном наказании
Внимательный взгляд на ад. Оспариваемое учение о вечном наказании Проблема отношений к сайтам знакомств
Проблема отношений к сайтам знакомств Автомульти
Автомульти 20161117_konkurs_kabineta_nvp
20161117_konkurs_kabineta_nvp Общие сведения о бетонных и железобетонных конструкциях
Общие сведения о бетонных и железобетонных конструкциях Обмерные работы
Обмерные работы Распределение времени и повседневный порядок жизни военнослужащих Российской армии
Распределение времени и повседневный порядок жизни военнослужащих Российской армии 20141214_sibirskie_chteniya
20141214_sibirskie_chteniya Методы конструктивного моделирования швейных изделий. Детали изделий
Методы конструктивного моделирования швейных изделий. Детали изделий DIPLOM
DIPLOM Николай Рубцов
Николай Рубцов Транзисторные ключи
Транзисторные ключи Импульсная модуляция. Преобразования. Сущность ИКМ непрерывных сигналов. Цифровые методы модуляции сигналов
Импульсная модуляция. Преобразования. Сущность ИКМ непрерывных сигналов. Цифровые методы модуляции сигналов Введение технологического процесса на установках I и II категории
Введение технологического процесса на установках I и II категории Особенности восприятия соматической фразеологии. На материале китайского и русского языков
Особенности восприятия соматической фразеологии. На материале китайского и русского языков Формирование сквозных металлизированных отверстий в арсенид-галлиевых СВЧ МИС
Формирование сквозных металлизированных отверстий в арсенид-галлиевых СВЧ МИС Техника безопасности при физических тренировках в домашних условиях
Техника безопасности при физических тренировках в домашних условиях Alfat_Gaptulkhaev
Alfat_Gaptulkhaev Білімді мыңды жығады
Білімді мыңды жығады Развитие эволюционного учения со времен Дарвина до наших дней
Развитие эволюционного учения со времен Дарвина до наших дней Звіт відділу збуту ТМ Дмитрук КВІТЕНЬ 2015 р
Звіт відділу збуту ТМ Дмитрук КВІТЕНЬ 2015 р Shopping
Shopping Ильдорф
Ильдорф Люстры. Цвет арматуры - бронза
Люстры. Цвет арматуры - бронза Шлифовка лакокрасочного покрытия на машине
Шлифовка лакокрасочного покрытия на машине Культура Западной Европы в раннее средневековье
Культура Западной Европы в раннее средневековье Ответственность родителей за формирование правовой культуры детей
Ответственность родителей за формирование правовой культуры детей Шмальгаузен Іван Іванович
Шмальгаузен Іван Іванович