- Отказы в колонне стабилизации бензина установки кат-крекинга

Содержание
- 2. Колонна находится в секции абсорбции и газофракционирования, блоке стабилизации и разделения газовой «головки» установки каталитического крекинга
- 3. Назначение аппарата Аппарат предназначен для расфракционирования насыщенного абсорбента - нестабильного бензина с получением «головки» стабилизации и
- 4. Характеристика рабочей среды Среда аппарата - бензин, газовая «головка» стабилизации, содержание S до 0,1 % вес.
- 5. Виды отказов колонны Основными видами износа рассматриваемой колонны является забивка и коррозия ее элементов. Корпус и
- 6. Коррозионное влияние Главными агрессивными составляющими сырья являются сернистые соединения. Электрохимической коррозии подвержены участки, на которых возможны
- 7. Эрозионное влияние Эрозионный износ корпуса является следствием воздействия сильных струй жидкости и паровых потоков, содержащих абразивные
- 8. Термическое влияние Термическим износом называется процесс разрушения поверхностей деталей вследствие нагрева до температуры размягчения металла. Разрушение
- 9. Также отдельные элементы и колонна в целом могут отказать из-за негерметичности фланцевых соединений и некачественной сварки
- 10. Негерметичность фланцев В результате неисправной работы фланцевого соединения может происходить утечка газовых или жидких фаз. Также
- 11. Дефекты сварных швов Возникновение различных механических повреждений в зоне сварных швов (наплыв, свищи, трещины и т.д.)
- 13. Скачать презентацию

Колонна находится в секции абсорбции и газофракционирования, блоке стабилизации и разделения
Колонна находится в секции абсорбции и газофракционирования, блоке стабилизации и разделения
Назначение аппарата
Аппарат предназначен для расфракционирования насыщенного абсорбента - нестабильного бензина с
Назначение аппарата
Аппарат предназначен для расфракционирования насыщенного абсорбента - нестабильного бензина с
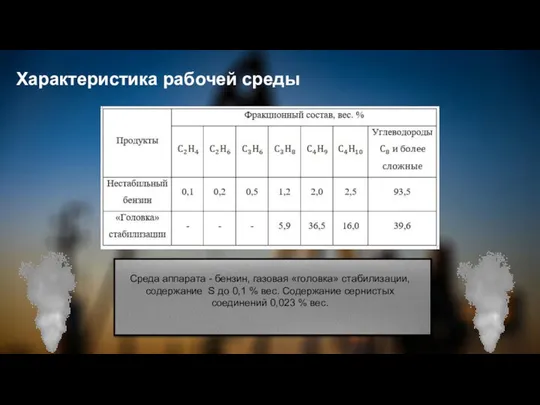
Характеристика рабочей среды
Среда аппарата - бензин, газовая «головка» стабилизации, содержание S
Характеристика рабочей среды
Среда аппарата - бензин, газовая «головка» стабилизации, содержание S
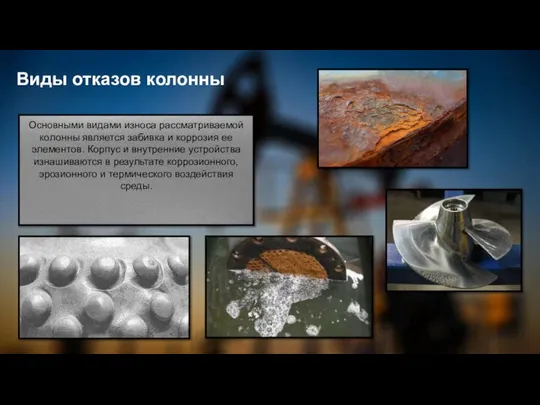
Виды отказов колонны
Основными видами износа рассматриваемой колонны является забивка и коррозия
Виды отказов колонны
Основными видами износа рассматриваемой колонны является забивка и коррозия
Коррозионное влияние
Главными агрессивными составляющими сырья являются сернистые соединения. Электрохимической коррозии подвержены
Коррозионное влияние
Главными агрессивными составляющими сырья являются сернистые соединения. Электрохимической коррозии подвержены
Эрозионное влияние
Эрозионный износ корпуса является следствием воздействия сильных струй жидкости и
Эрозионное влияние
Эрозионный износ корпуса является следствием воздействия сильных струй жидкости и
Термическое влияние
Термическим износом называется процесс разрушения поверхностей деталей вследствие нагрева до температуры
Термическое влияние
Термическим износом называется процесс разрушения поверхностей деталей вследствие нагрева до температуры
Также отдельные элементы и колонна в целом могут отказать из-за негерметичности
Также отдельные элементы и колонна в целом могут отказать из-за негерметичности
Негерметичность фланцев
В результате неисправной работы фланцевого соединения может происходить утечка газовых
Негерметичность фланцев
В результате неисправной работы фланцевого соединения может происходить утечка газовых
Дефекты сварных швов
Возникновение различных механических повреждений в зоне сварных швов (наплыв,
Дефекты сварных швов
Возникновение различных механических повреждений в зоне сварных швов (наплыв,
 Материал для повторения
Материал для повторения Промышленные образцы. художественно-конструкторские решения изделий промышленного или кустарно-ремесленного производства
Промышленные образцы. художественно-конструкторские решения изделий промышленного или кустарно-ремесленного производства Story telling (фотографии)
Story telling (фотографии) 20130211_razvitie_nauki_v_1_polovine_20_veka
20130211_razvitie_nauki_v_1_polovine_20_veka Робот – помощник
Робот – помощник Халық лайф сақтандыру компаниясы
Халық лайф сақтандыру компаниясы Airbus and Boeing
Airbus and Boeing 20131223_prez.urok23._oktyabr
20131223_prez.urok23._oktyabr Роль нефтегазового рынка в военной стратегии XX века
Роль нефтегазового рынка в военной стратегии XX века Темы для подготовки докладов на заседания СНК
Темы для подготовки докладов на заседания СНК Образ разведчика в современной отечественной литературе
Образ разведчика в современной отечественной литературе сентября 3 класс
сентября 3 класс Главный выключатель ВОВ - 25 - 4м
Главный выключатель ВОВ - 25 - 4м Вторичные энергетические ресурсы
Вторичные энергетические ресурсы Основные направления развития малоэнергоемких почвообрабатывающих машин на основе бионики
Основные направления развития малоэнергоемких почвообрабатывающих машин на основе бионики Логические основы компьютера
Логические основы компьютера Личность индидивид
Личность индидивид Устройство территории севооборотов ООО Суворовское Красноармейского района Саратовской области
Устройство территории севооборотов ООО Суворовское Красноармейского района Саратовской области Мечеть Кааба в Мекке
Мечеть Кааба в Мекке 20121218_psihologo-pedagogicheskoe_obespechenie_processa_adaptacii_uchashchihsya_15_klass_novaya_0
20121218_psihologo-pedagogicheskoe_obespechenie_processa_adaptacii_uchashchihsya_15_klass_novaya_0 Деяния святых апостолов, книга без аминь
Деяния святых апостолов, книга без аминь Basinçli hava si̇stemi̇
Basinçli hava si̇stemi̇ Prezentatsia (1)
Prezentatsia (1) Мы - против курения
Мы - против курения Создание модели машины для подметания дорог
Создание модели машины для подметания дорог семинар+АИИС+КУЭ
семинар+АИИС+КУЭ 20161219_ekonomika_._9_klass
20161219_ekonomika_._9_klass 20141011_viktorina_olimpiyskiy_kaleydoskop
20141011_viktorina_olimpiyskiy_kaleydoskop