- Проблемы ceramics

Содержание
- 2. 1985 1987 1989 1990 1991 1993 1995 1997 1999 DUCERAM MK - первая керамика с надежной
- 3. Verarbeitungsfehler und ihre Folgen Возникающие в процессе работы и пути их устранения Проблемы с керамикой
- 4. Основные проблемы: Трещины Разрывы Отслоения Возникновение пузырей Проблемы с цветом
- 5. 1. Вызванные силами сжатия 2.Термического характера ТРЕЩИНЫ Есть несколько причин, которые могут вызвать трещины в керамике
- 6. Силы растяжения 1. Несогласованность КТР сплава и керамики Неправильный выбор сплава Неправильный режим обжига ( скорость
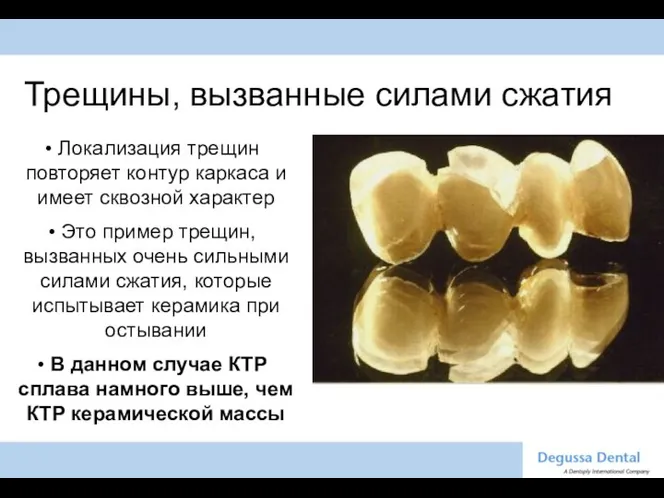
- 7. Трещины, вызванные силами сжатия Локализация трещин повторяет контур каркаса и имеет сквозной характер Это пример трещин,
- 8. Рекомендации по устранению проблемы Обжиг керамики проводят снова, на более высокой температуре ( + 20 ),
- 9. Трещины, вызванные силами растяжения Трещины располагаются в разных направлениях и по всей поверхности В данном случае
- 10. Быстрая программа обжига Быстрая программа обжига для Duceragold KISS and Symbio проводится по режиму второго дентина
- 11. Локальный перегрев при обработке 2. Причины термического характера
- 12. режим преднагрева неправильная сепарация моделировочная жидкость толстый слой керамики Некоторые причины, вызывающие разрывы в керамике керамика
- 13. Базовые рекомендации... использовать правильный режим предварительной сушки не ставить очень влажную керамику в печь более тщательно
- 14. 3. Сколы отсутствие адгезии КТР термические причины механические причины Причины сколов
- 15. 1.Адгезия ... неправильная подготовка каркаса ... неправильный режим обжига Пескоструйная обработка, оксидация, пескоструйная обработка, нанесение опака
- 16. Подготовка поверхности каркас, обработанный песком 50 µm Al2O3 каркас, обработанный песком 250 µm Al2O3, неправильно! правильно
- 17. Al2O3
- 18. Знать КТР используемого сплава ! 2. КТР сплава Сколы – как частный случай несогласованности КТР сплава
- 19. Обрабатывать керамику не допуская перегрева 3. Причины термического характера Сколы как результат локального перегрева ... Локальный
- 20. Соблюдать требования к моделировке каркаса Соблюдать рекомендованную толщину 4. Причины механического характера ... Недостаточная стабильность каркаса
- 21. Ошибки литья Режим обжига Неправильная подготовка каркаса 5. Пузыри в керамике В 90% случаях причиной возникновения
- 22. Загрязнение сплава посторонними включениями 1.Ошибки в подготовке каркаса
- 23. Обработка каркаса при высоких оборотах и чрезмерном давлении . 1.Ошибки в подготовке каркаса
- 24. Отрегулировать режим предварительной сушки 2. Режим обжига Неправильный обжиг опакового слоя также влияет на появление пузырей
- 25. Внедрившаяся песчинка Al2O3 также может быть причиной появления пузырей в керамике 3. Посторонние включения Посторонние включения
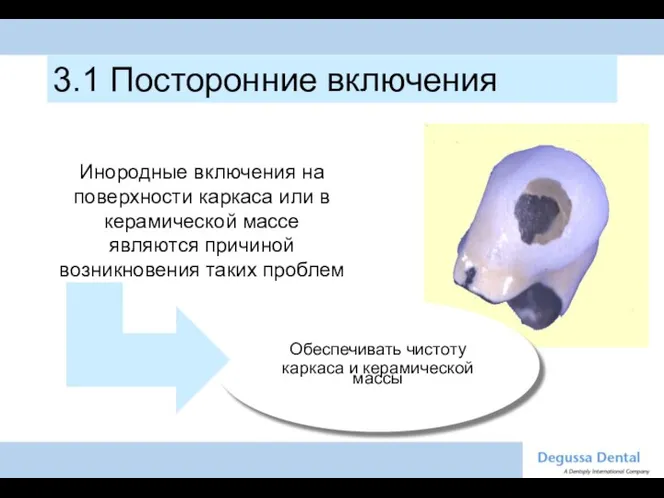
- 26. Обеспечивать чистоту каркаса и керамической массы Инородные включения на поверхности каркаса или в керамической массе являются
- 27. Микрофотография среза дефектного сплава (700x). Отчетливо видны поверхностные газовые включения в сплаве. 4.Дефект сплава
- 28. Соблюдайте рекомендации производителя 5. Ошибки в работе Так же несоблюдение определенных правил и рекомендаций по использованию
- 29. 7. Pastenopakergesetze Общие рекомендации для работы с пастообразным опаком 1. Поверхность должна быть полностью сухой после
- 30. 7. Pastenopakergesetze Общие рекомендации для работы с пастообразным опаком 6. Слой опак-пасты должен быть достаточно сухой
- 31. 10 самых общих причин возникновения проблем со сплавами металлов в работе лаборатории Перегрев металла, из-за чего
- 32. 10 самых общих причин возникновения проблем со сплавами металлов в работе лаборатории . Окончательная обработка металлического
- 33. 4.Проблемы цветопередачи Возможные причины 1.Ошибки наслоения 2.Ошибки режима обжига 3.Настройка печи не соответствует рекомендуемым
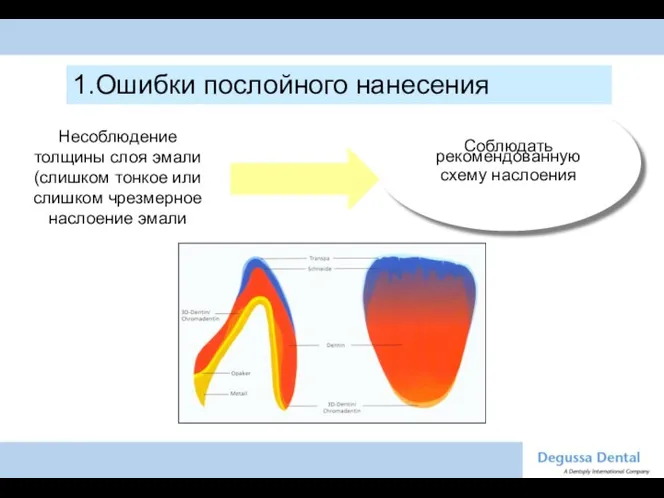
- 34. Соблюдать рекомендованную схему наслоения 1.Ошибки послойного нанесения Несоблюдение толщины слоя эмали (слишком тонкое или слишком чрезмерное
- 35. Увеличить время выдержки при конечной температуре Отрегулировать конечную температуру 2. Ошибки режимов обжига Другие причины которые
- 36. 3. Настройки печи не соответствуют рекомендуемым Цвет керамики так же напрямую зависит от настроек печи. Ошибки
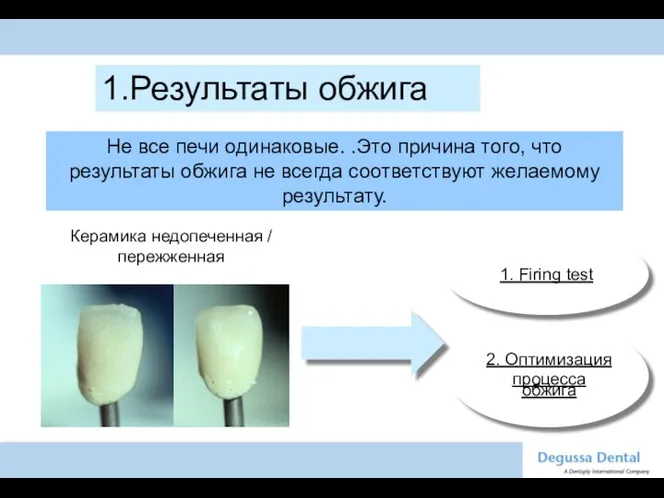
- 37. 2. Оптимизация процесса обжига 1. Firing test 1.Результаты обжига Не все печи одинаковые. .Это причина того,
- 38. 1.1 Результаты обжига Различные результаты обжига могут быть и из-за ... ... Неправильного положения объекта в
- 39. FIRING TEST Тест обжиг таблетки из Transpa Clear Недостаточно температуры или выдержки Оптимальноl После обжига
- 40. 2.Недостаточный вакуум 1.Недостаточно интегрального тепла 6. Керамика не имеет прозрачности Есть две причины, которые могут вызывать
- 41. Отрегулировать включение вакуума Заменить вакуумную помпу 2.ВАКУУМ Очень важное значение имеет режим вакуума. Для керамики Duceram
- 43. Скачать презентацию
1985
1987
1989
1990
1991
1993
1995
1997
1999
DUCERAM MK - первая керамика с надежной гарантией
стабильности цвета при
1985
1987
1989
1990
1991
1993
1995
1997
1999
DUCERAM MK - первая керамика с надежной гарантией
стабильности цвета при

Verarbeitungsfehler und ihre Folgen
Возникающие в процессе работы и пути их устранения
Проблемы
Verarbeitungsfehler und ihre Folgen
Возникающие в процессе работы и пути их устранения
Проблемы
Основные проблемы:
Трещины
Разрывы
Отслоения
Возникновение пузырей
Проблемы с цветом
Основные проблемы:
Трещины
Разрывы
Отслоения
Возникновение пузырей
Проблемы с цветом

1. Вызванные силами сжатия
2.Термического характера
ТРЕЩИНЫ
Есть несколько причин, которые могут вызвать трещины
1. Вызванные силами сжатия
2.Термического характера
ТРЕЩИНЫ
Есть несколько причин, которые могут вызвать трещины
Силы растяжения
1. Несогласованность КТР сплава и керамики
Неправильный выбор сплава
Неправильный
Силы растяжения
1. Несогласованность КТР сплава и керамики
Неправильный выбор сплава
Неправильный
Трещины, вызванные силами сжатия
Локализация трещин повторяет контур каркаса и имеет
Трещины, вызванные силами сжатия
Локализация трещин повторяет контур каркаса и имеет
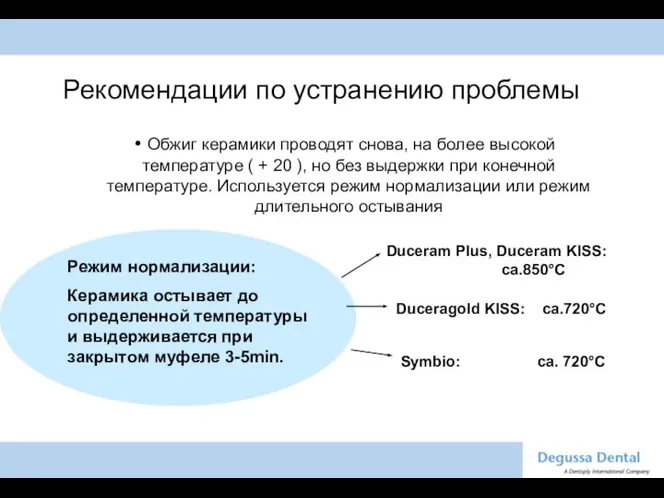
Рекомендации по устранению проблемы
Обжиг керамики проводят снова, на более высокой
Рекомендации по устранению проблемы
Обжиг керамики проводят снова, на более высокой
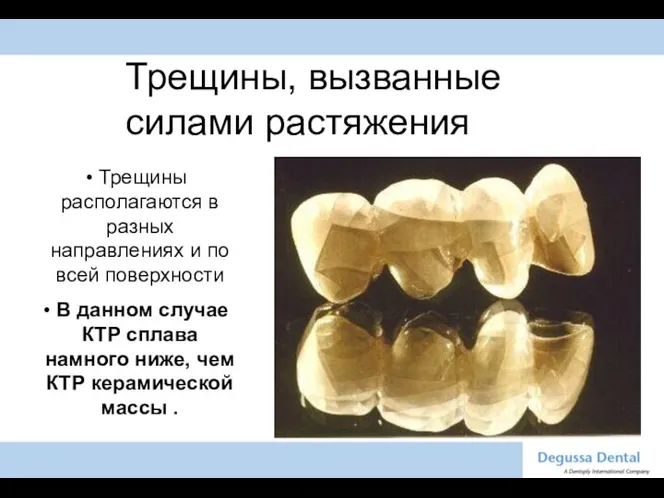
Трещины, вызванные силами растяжения
Трещины располагаются в разных направлениях и по
Трещины, вызванные силами растяжения
Трещины располагаются в разных направлениях и по
Быстрая программа обжига
Быстрая программа обжига для Duceragold KISS and Symbio
проводится
Быстрая программа обжига для Duceragold KISS and Symbio
проводится
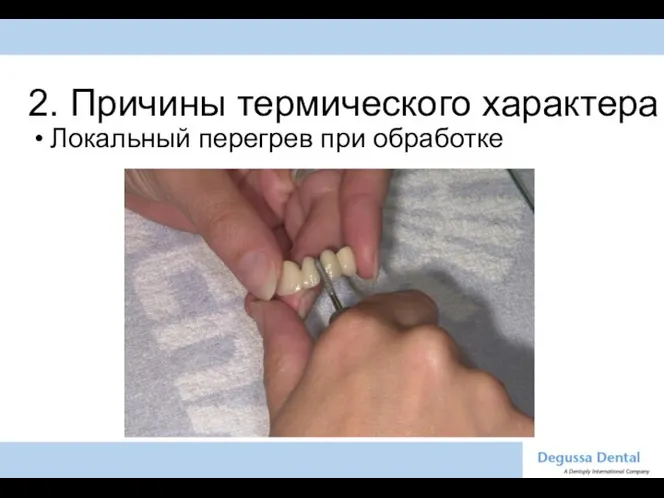
Локальный перегрев при обработке
2. Причины термического характера
Локальный перегрев при обработке
2. Причины термического характера

режим преднагрева
неправильная
сепарация
моделировочная жидкость
толстый слой керамики
Некоторые причины, вызывающие разрывы
неправильная
сепарация
моделировочная жидкость
толстый слой керамики
Некоторые причины, вызывающие разрывы
Базовые рекомендации...
использовать правильный режим предварительной сушки
не ставить очень влажную
Базовые рекомендации...
использовать правильный режим предварительной сушки
не ставить очень влажную

3. Сколы
отсутствие
адгезии
КТР
термические
причины
механические
причины
Причины сколов
3. Сколы
отсутствие
адгезии
КТР
термические
причины
механические
причины
Причины сколов
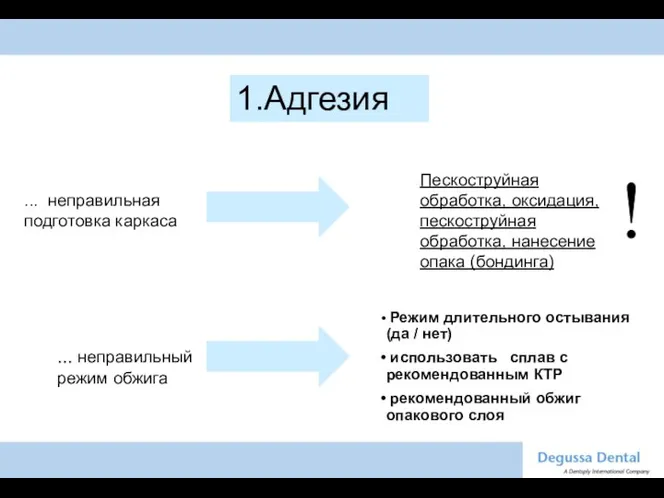
1.Адгезия
... неправильная подготовка каркаса
... неправильный режим обжига
Пескоструйная обработка, оксидация, пескоструйная
1.Адгезия
... неправильная подготовка каркаса
... неправильный режим обжига
Пескоструйная обработка, оксидация, пескоструйная
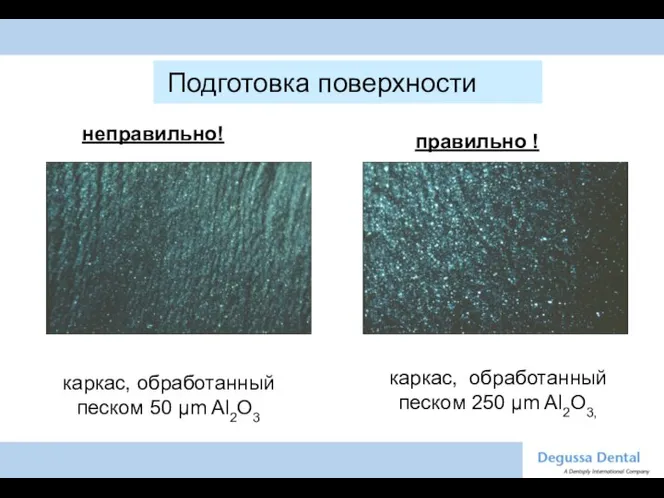
Подготовка поверхности
каркас, обработанный песком 50 µm Al2O3
каркас, обработанный песком 250
Подготовка поверхности
каркас, обработанный песком 50 µm Al2O3
каркас, обработанный песком 250
Al2O3
Al2O3
Знать КТР используемого
сплава !
2. КТР сплава
Сколы – как частный случай несогласованности
сплава !
2. КТР сплава
Сколы – как частный случай несогласованности
Обрабатывать керамику
не допуская перегрева
3. Причины термического характера
Сколы как результат локального
не допуская перегрева
3. Причины термического характера
Сколы как результат локального
Соблюдать требования
к моделировке каркаса
Соблюдать
рекомендованную
толщину
4. Причины механического характера
... Недостаточная
к моделировке каркаса
Соблюдать
рекомендованную
толщину
4. Причины механического характера
... Недостаточная
Ошибки литья
Режим обжига
Неправильная
подготовка каркаса
5. Пузыри в керамике
В 90% случаях причиной
Режим обжига
Неправильная
подготовка каркаса
5. Пузыри в керамике
В 90% случаях причиной
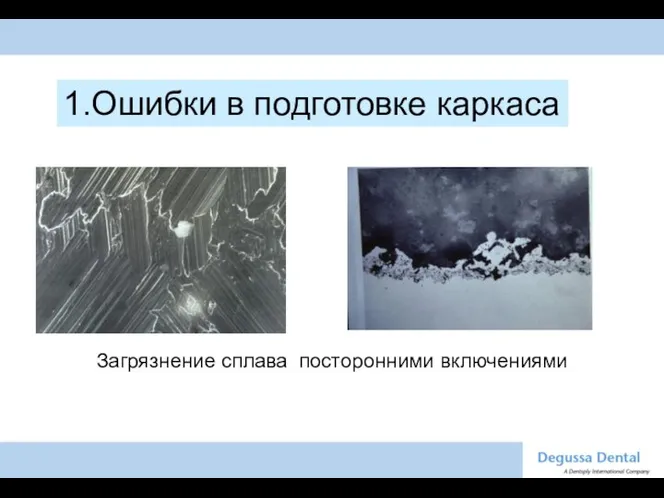
Загрязнение сплава посторонними включениями
1.Ошибки в подготовке каркаса
Загрязнение сплава посторонними включениями
1.Ошибки в подготовке каркаса
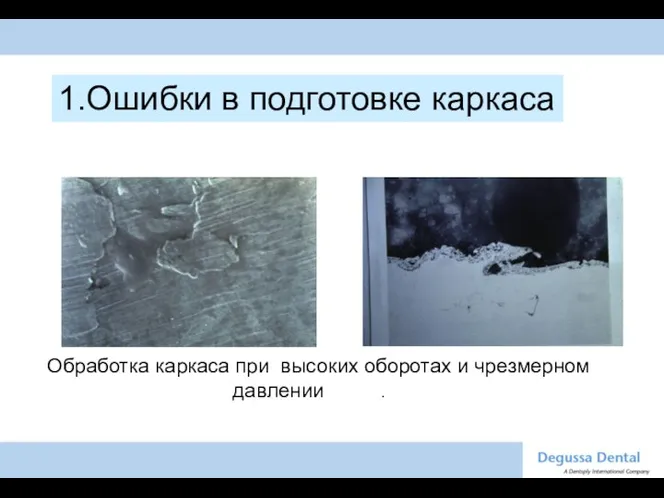
Обработка каркаса при высоких оборотах и чрезмерном давлении .
1.Ошибки в
Обработка каркаса при высоких оборотах и чрезмерном давлении .
1.Ошибки в
Отрегулировать режим
предварительной сушки
2. Режим обжига
Неправильный обжиг опакового слоя также влияет
предварительной сушки
2. Режим обжига
Неправильный обжиг опакового слоя также влияет
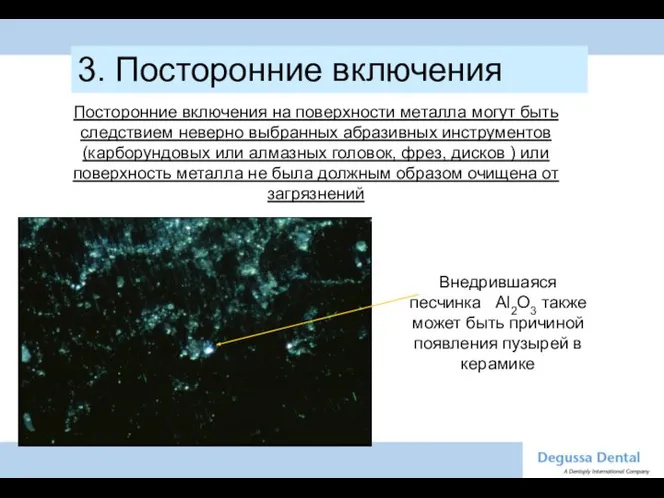
Внедрившаяся песчинка Al2O3 также может быть причиной появления пузырей в керамике
3.
Внедрившаяся песчинка Al2O3 также может быть причиной появления пузырей в керамике
3.
Обеспечивать чистоту
каркаса и керамической массы
Инородные включения на поверхности каркаса или
каркаса и керамической массы
Инородные включения на поверхности каркаса или
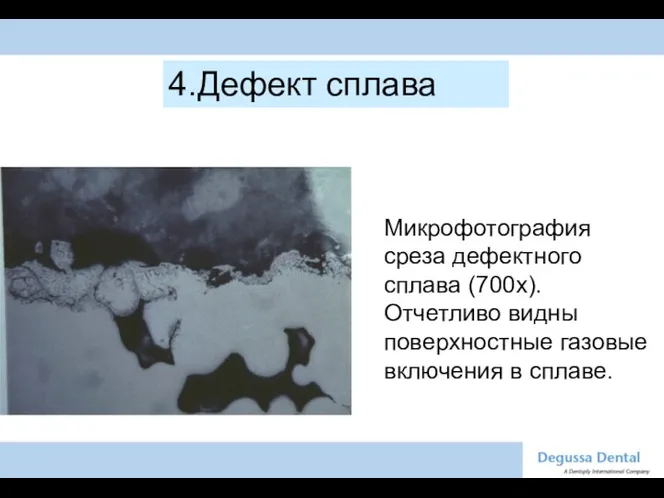
Микрофотография среза дефектного сплава (700x). Отчетливо видны поверхностные газовые включения в
Микрофотография среза дефектного сплава (700x). Отчетливо видны поверхностные газовые включения в
Соблюдайте рекомендации
производителя
5. Ошибки в работе
Так же несоблюдение определенных правил и
производителя
5. Ошибки в работе
Так же несоблюдение определенных правил и
7. Pastenopakergesetze
Общие рекомендации для работы с пастообразным опаком
1. Поверхность должна
7. Pastenopakergesetze
Общие рекомендации для работы с пастообразным опаком
1. Поверхность должна
7. Pastenopakergesetze
Общие рекомендации для работы с пастообразным опаком
6. Слой
7. Pastenopakergesetze
Общие рекомендации для работы с пастообразным опаком
6. Слой
10 самых общих причин возникновения проблем со сплавами металлов в работе
10 самых общих причин возникновения проблем со сплавами металлов в работе
10 самых общих причин возникновения проблем со сплавами металлов в работе
10 самых общих причин возникновения проблем со сплавами металлов в работе
4.Проблемы цветопередачи
Возможные причины
1.Ошибки наслоения
2.Ошибки режима обжига
3.Настройка печи
не соответствует
рекомендуемым
4.Проблемы цветопередачи
Возможные причины
1.Ошибки наслоения
2.Ошибки режима обжига
3.Настройка печи
не соответствует
рекомендуемым
Соблюдать рекомендованную
схему наслоения
1.Ошибки послойного нанесения
Несоблюдение толщины слоя эмали (слишком тонкое или
схему наслоения
1.Ошибки послойного нанесения
Несоблюдение толщины слоя эмали (слишком тонкое или
Увеличить время выдержки
при конечной температуре
Отрегулировать
конечную температуру
2. Ошибки режимов обжига
Другие
при конечной температуре
Отрегулировать
конечную температуру
2. Ошибки режимов обжига
Другие
3. Настройки печи не соответствуют рекомендуемым
Цвет керамики так же напрямую зависит
3. Настройки печи не соответствуют рекомендуемым
Цвет керамики так же напрямую зависит
2. Оптимизация
процесса обжига
1. Firing test
1.Результаты обжига
Не все печи одинаковые. .Это
процесса обжига
1. Firing test
1.Результаты обжига
Не все печи одинаковые. .Это
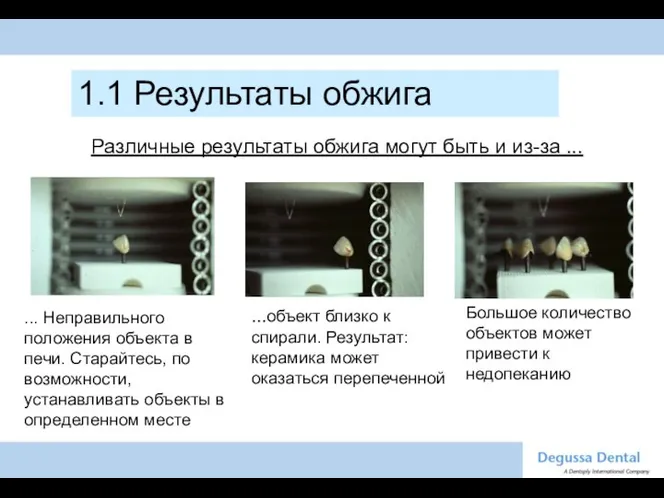
1.1 Результаты обжига
Различные результаты обжига могут быть и из-за ...
... Неправильного
1.1 Результаты обжига
Различные результаты обжига могут быть и из-за ...
... Неправильного
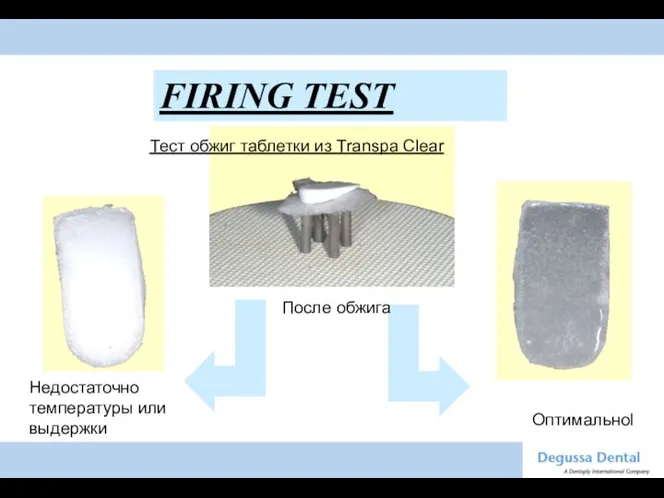
FIRING TEST
Тест обжиг таблетки из Transpa Clear
Недостаточно температуры или
FIRING TEST
Тест обжиг таблетки из Transpa Clear
Недостаточно температуры или
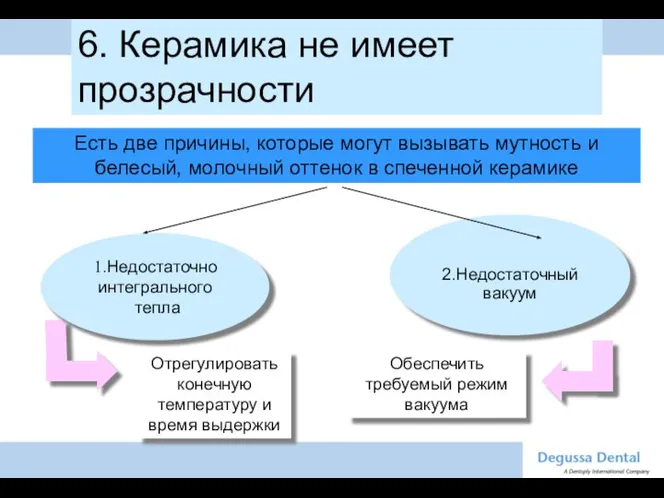
2.Недостаточный
вакуум
1.Недостаточно
интегрального
тепла
6. Керамика не имеет прозрачности
Есть две причины,
вакуум
1.Недостаточно
интегрального
тепла
6. Керамика не имеет прозрачности
Есть две причины,
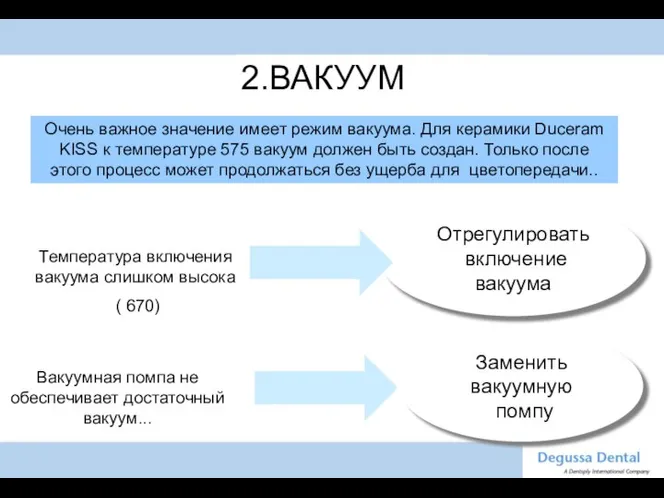
Отрегулировать
включение вакуума
Заменить вакуумную
помпу
2.ВАКУУМ
Очень важное значение имеет режим вакуума. Для
Отрегулировать
включение вакуума
Заменить вакуумную
помпу
2.ВАКУУМ
Очень важное значение имеет режим вакуума. Для
 Памятка СТК. Кампейн
Памятка СТК. Кампейн БСП с повторяющ союзами Ганжин
БСП с повторяющ союзами Ганжин testovoe_zadanie_po_10_teme
testovoe_zadanie_po_10_teme Перегруппировка в статистике
Перегруппировка в статистике Виртуальная экскурсия по памятным местам ВОВ г. Новоалтайска
Виртуальная экскурсия по памятным местам ВОВ г. Новоалтайска Лукьяненко Ю. А. РОО Аргимоз_Комплекс мер_пункт проката развивающего, игрового, реабилитационного оборудования
Лукьяненко Ю. А. РОО Аргимоз_Комплекс мер_пункт проката развивающего, игрового, реабилитационного оборудования Молодцов Даниил, Агрономия , 820891,Икт
Молодцов Даниил, Агрономия , 820891,Икт Однокоренные слова, корень слова
Однокоренные слова, корень слова Стираем границы. Международный молодежный конкурс научных проектов. Шаблон
Стираем границы. Международный молодежный конкурс научных проектов. Шаблон Система автоматической замены аккумулятора для трехколесного автоматического робота
Система автоматической замены аккумулятора для трехколесного автоматического робота Русский язык – это интересно!
Русский язык – это интересно! Мир мандалы
Мир мандалы Кабеленесущая система OSTEC
Кабеленесущая система OSTEC Миллионер. Игра
Миллионер. Игра Od osoby, która cię kocha
Od osoby, która cię kocha Стали. Их классификации и маркировка
Стали. Их классификации и маркировка Универсальный солдат Великой Отечественной
Универсальный солдат Великой Отечественной Архитектура Москвы XIV-XV вв. Основание Кремля Юрием Долгоруким
Архитектура Москвы XIV-XV вв. Основание Кремля Юрием Долгоруким Разметка заготовки
Разметка заготовки Молния 26.08.2022 Опрокидывание спула
Молния 26.08.2022 Опрокидывание спула Театр - средство развития творческих способностей детей дошкольного возраста
Театр - средство развития творческих способностей детей дошкольного возраста Копилка игра
Копилка игра Наша полиция нас бережёт
Наша полиция нас бережёт Гендерные практики социализации шведов
Гендерные практики социализации шведов 20160707_na_lesnoy_polyane
20160707_na_lesnoy_polyane Организация ТО и ремонта на универсальных и специализированных постах
Организация ТО и ремонта на универсальных и специализированных постах Перспективы использования российского нефтедобывающего оборудования ПАО НК Роснефть
Перспективы использования российского нефтедобывающего оборудования ПАО НК Роснефть Жидкий гелий
Жидкий гелий