- Разработка поточной схемы комплексной переработки чкаловской нефти

Содержание
- 2. Цель работы: В данном проекте разработана поточная схема комплексной переработки Первомайской нефти на нефтеперерабатывающем заводе с
- 3. Характеристика Чкаловской нефти Таблица 1 – Физико-химическая характеристика нефти
- 4. Таблица 2 – Потенциальное содержание фракций (в % вес) Чкаловской нефти по ИТК
- 5. Рисунок 1 – Кривая разгонки Чкаловской нефти По кривой ИТК выход бензиновых дистиллятов (28-200 ̊С) составляет
- 6. Определение шифра нефти Чкаловская нефть с массовой долей серы 0,04 % (класс 1); с плотностью при
- 7. Выбор и обоснование варианта переработки нефти на НПЗ По результатам атмосферно-вакуумной разгонки, выход бензиновых дистиллятов (28-200
- 8. Блочная схема производства Рисунок 1 – Схема переработки Чкаловской нефти
- 9. Материальный баланс НПЗ Таблица 3 – Материальный баланс по заводу
- 10. Заключение При разработке поточной схемы НПЗ были использованы первичные процессы – ЭЛОУ, перегонка нефти на АТ
- 12. Скачать презентацию
Цель работы:
В данном проекте разработана поточная схема комплексной переработки Первомайской нефти
Цель работы:
В данном проекте разработана поточная схема комплексной переработки Первомайской нефти
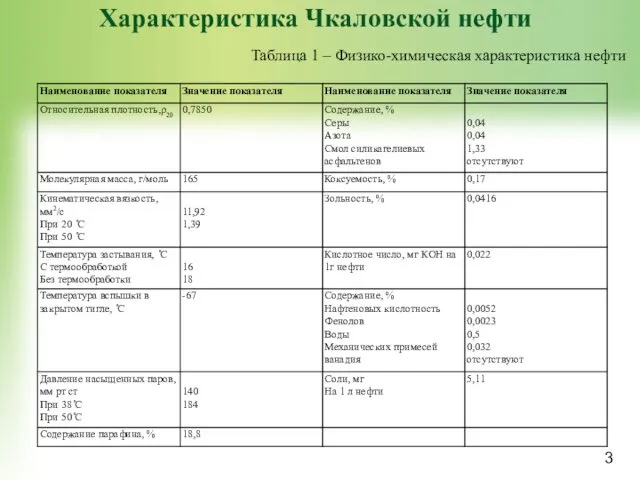
Характеристика Чкаловской нефти
Таблица 1 – Физико-химическая характеристика нефти
Характеристика Чкаловской нефти
Таблица 1 – Физико-химическая характеристика нефти
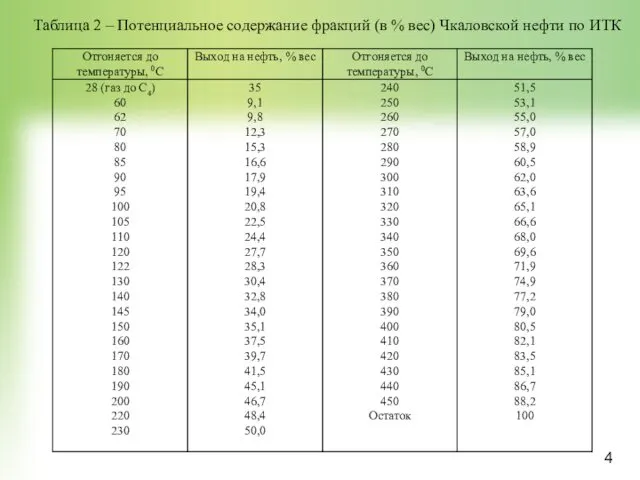
Таблица 2 – Потенциальное содержание фракций (в % вес) Чкаловской нефти
Таблица 2 – Потенциальное содержание фракций (в % вес) Чкаловской нефти
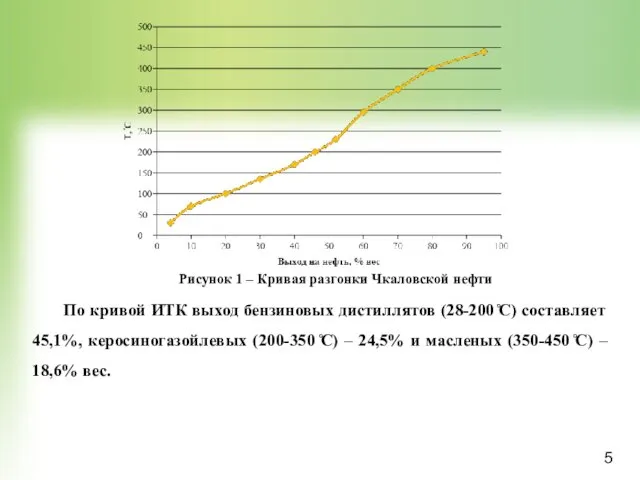
Рисунок 1 – Кривая разгонки Чкаловской нефти
По кривой ИТК выход бензиновых
Рисунок 1 – Кривая разгонки Чкаловской нефти
По кривой ИТК выход бензиновых
Определение шифра нефти
Чкаловская нефть с массовой долей серы 0,04 % (класс
Определение шифра нефти
Чкаловская нефть с массовой долей серы 0,04 % (класс
Выбор и обоснование варианта переработки нефти на НПЗ
По результатам атмосферно-вакуумной разгонки,
Выбор и обоснование варианта переработки нефти на НПЗ
По результатам атмосферно-вакуумной разгонки,
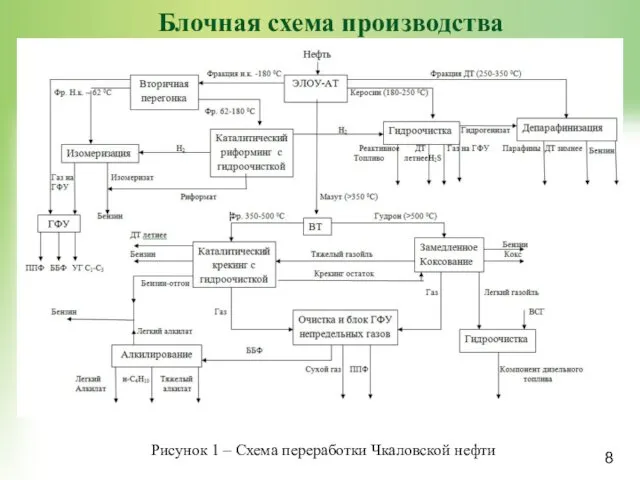
Блочная схема производства
Рисунок 1 – Схема переработки Чкаловской нефти
Блочная схема производства
Рисунок 1 – Схема переработки Чкаловской нефти
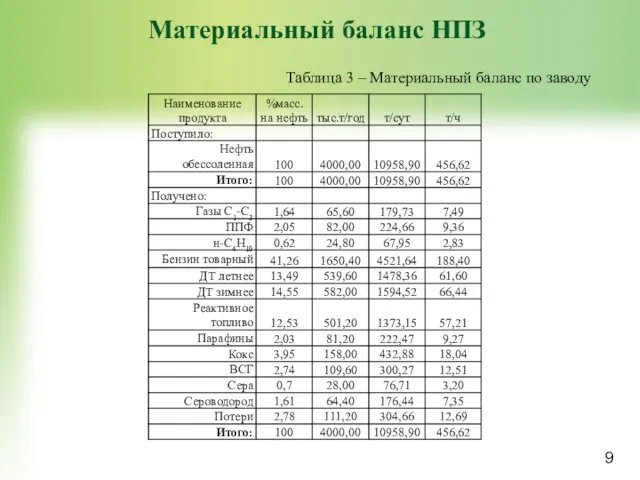
Материальный баланс НПЗ
Таблица 3 – Материальный баланс по заводу
Материальный баланс НПЗ
Таблица 3 – Материальный баланс по заводу
Заключение
При разработке поточной схемы НПЗ были использованы первичные процессы – ЭЛОУ,
Заключение
При разработке поточной схемы НПЗ были использованы первичные процессы – ЭЛОУ,
 Общая характеристика авиационных приборов (АП) и систем как объектов моделирования
Общая характеристика авиационных приборов (АП) и систем как объектов моделирования Анализ деятельности центра фото- видеофиксации ГКУВО Служба ГО, ПБ и ЧС Владимирской области за 10 месяцев 2017 года
Анализ деятельности центра фото- видеофиксации ГКУВО Служба ГО, ПБ и ЧС Владимирской области за 10 месяцев 2017 года Физкультура
Физкультура Politologia_Lektsia_3
Politologia_Lektsia_3 Типы яхт, классов и их назначения
Типы яхт, классов и их назначения Containers and quantities
Containers and quantities АВР монтажная схема
АВР монтажная схема GPS Calibration and Test Rig for Sea-bouy application
GPS Calibration and Test Rig for Sea-bouy application Система автоматичного керування електроприводом барабанного кульового млина з мінімізацією споживаної електроенергії
Система автоматичного керування електроприводом барабанного кульового млина з мінімізацією споживаної електроенергії Ворк – викторина для тунеядцев
Ворк – викторина для тунеядцев 20140120_mify_drevney_gretsii-_obobshchenie
20140120_mify_drevney_gretsii-_obobshchenie Эскизный проект. Строительство группы одноэтажных многоквартирных жилых домов в с. Чапланово
Эскизный проект. Строительство группы одноэтажных многоквартирных жилых домов в с. Чапланово sport
sport iamo001_2022-04-20_12-40-14
iamo001_2022-04-20_12-40-14 La Tomatina
La Tomatina 20160410_rekomendatsii_dlya_roditeley_po_razvitiyu_melkoy_motoriki
20160410_rekomendatsii_dlya_roditeley_po_razvitiyu_melkoy_motoriki Моя будущая профессия – учитель
Моя будущая профессия – учитель Заварзина_214_2бригада
Заварзина_214_2бригада Egypt
Egypt Епархиальный фестиваль-конкурс фольклорного творчества свет рождествеской звезды
Епархиальный фестиваль-конкурс фольклорного творчества свет рождествеской звезды (4) what other animals do you know
(4) what other animals do you know Происхождение и сущность сознания
Происхождение и сущность сознания Системы охлаждения компьютера
Системы охлаждения компьютера Какие бывают легковые автомобили
Какие бывают легковые автомобили Решение кроссворда
Решение кроссворда Утро праздничного дня
Утро праздничного дня Сатирические образы человека
Сатирические образы человека Бюро переводчиков
Бюро переводчиков