- Сварка под слоем флюса будущего. Новое поколение источников питания

Содержание
- 2. Overview Вступление Традиционное оборудование для АДФ Режимы сварки Оборудование нового поколения Разработка технологии сварки Снижение затрать
- 3. Market Demands Ниже стоимость производства⇨ Увеличение производительности Увеличение качества Использование материалов с более высокими механическими свойствами⇨
- 4. Стандартное оборудование
- 5. Параметры АДФ сварки Однодуговой Однодуговой Прямая полярность Порошковая проволока Iron powder Long Stick Out Narrow gap
- 6. 125 145 190 225
- 7. Подготовка кромок – путь к снижению затрат
- 8. Узкощелевая или зауженная Зауженная разделка: Больше расстояние между кромками и радиус кривизны в вершине Больше угол
- 9. Узкощелевая разделка Преимущества: Меньше объем стыка Сниженное потребление сварчоных материалов Выше производительность Недостатки: Сложный процесс сварки
- 10. Следующее поколение источников питания для АДФ Последние разработки в области сварочного оборудования Самая высокая производительность на
- 11. Влияние тока, напряжения и скорости сварки на проплавления при АДФ
- 12. AC/DC сварка на переменном токе Иникально в индустрии Переменный ток для большего контроля Выше производительность наплавки
- 13. время Ток, напряжение или мощность Отрицательная составляющая Уровень тока => НАПЛАВКА Положительная составляющая Уровень тока=> ПРОПЛАВЛЕНИЕ
- 14. Баланс тока
- 15. DC Offset – Смещение эпюры Смещение эпорю – чувствительный параметр Обычно изменяется от 0 до -10%.
- 16. Waveform Control Technology 70% Положительно Проплавление = 9,8 мм 50% Положительно Проплавление = 8,8 мм 30%
- 17. Производительность наплавки
- 18. Power Wave® AC/DC 1000® SD Инверторный источник питания Эффективность энергопотребления DC+, DC- & AC (3 фазы)
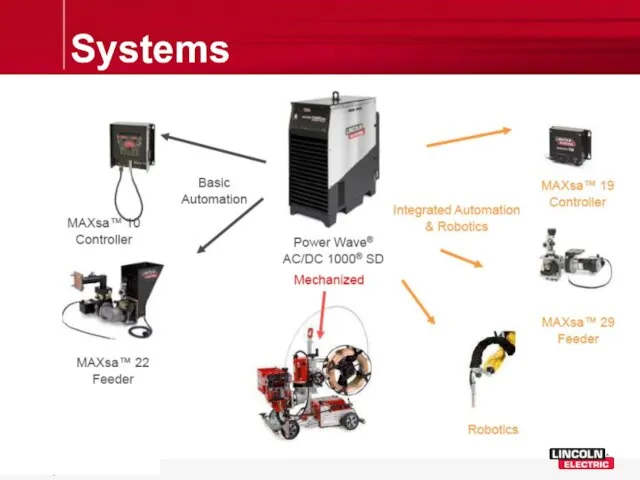
- 19. Systems
- 20. Конфигурации дуг Tandem Многодуговая система до 6 дуг Комбинации однодуговой системы с Twin-Arc Холодная присадка Ведущая
- 21. Многодуговая сварка Power Wave AC/DC 1000 SD может использоваться в системах до 6 дуг Возможность управления
- 22. Пример из практики: Сварка труб Компания: Herstaco Tube Welding B.V. Адрес: Nijverheidsweg 24, Middelburg, Нидерланды Тип
- 23. Пример из практики: Сварка труб ø 1060 x 35 мм Equipment Заполнение Облицовка Скорость сварки Время
- 24. Herstako cost reduction result based on labor rate (€35,-/hr 350 Балок x 4 шва = 1400
- 25. Разработан режим в замен 9-ти проходов однодуговым процессом: Тандем-сварка в два прохода. Экономия – более 50%
- 26. Оптимизация режимов
- 27. Оригинальные режимы Ударная вязкость: 27Дж при -20ºC Скорость сварки = 530 мм/мин Ø4.0 мм
- 28. Powerwave технология Возможности Тандем-сварки Преимущества: CV & CC режимы (CC предпочтительно). Короткое расстояние между проволоками (одна
- 29. Procedure development
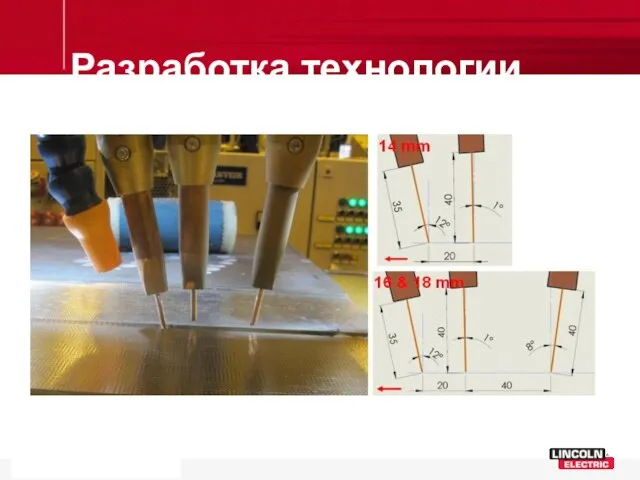
- 30. Разработка технологии
- 31. Разработка технологии
- 32. Разработка технологии
- 33. Разработка технологии
- 34. Режимы сварки
- 35. Разработка технологии
- 36. Подготовка кромок для 3-х дуговоого процесса
- 37. Разработка технологии
- 38. Разработка технологии
- 39. impact@-40 C: 68 Joule
- 40. impact@-40 C: 130 Joule
- 41. Производительность наплавки Summary; Traditional tandem, 2x4.0mm -20 C and 21kg/hr Powerwave 1x4.0mm/2x2.4mm -50 C and 35
- 42. Three ways to save energy + reduce weld-time Экономия с PW AC/DC 1000
- 43. Idle consumption Increased machine efficiency Process efficiency Энергопотребленеи PW AC/DC 1000 SD кода аппарат включен, но
- 44. PW1000 AC/DC КПД 86% Cos f 0.95 AC 1200 КПД 80% Cos f 0.81 DC-1000 КПД
- 45. 50º Производство сосудов Сталь: 09Г2С Проволока LNS 133 2.4 мм Флюс 960 Диаметр Ø1250 мм DC1000
- 46. Анализ качества Advanced analysis tool for calculating overall “quality” of a weld based on deviation of
- 48. Production Monitoring История стыков Диагностика
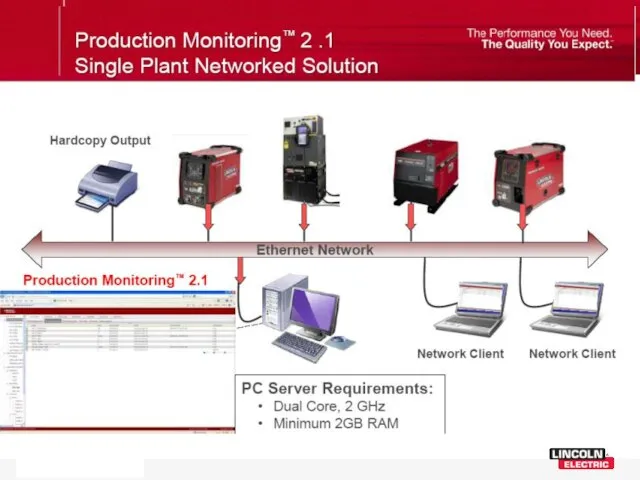
- 49. Arc Link - TCP/IP All components communicate via a network using Arc Link over TCP/IP Protocol
- 50. Применение – Трубные заводы Прямошовные трубы Перевод производства со стандартной системы 3- и 4-х дуговой на
- 52. Установка STT + АДФ Power Wave
- 53. Роботизированная сварка с применением робота
- 54. Робот для АДФ
- 55. Робот для АДФ
- 56. Выводы Разработана новая технология для АДФ: Инверторная технология Waveform control Экрономия Энергопотребление Выше производительность наплавки –
- 57. Выводы/Преимущества Последнее поколение трансформаторов, применяемых в аппаратах серии Power Wave AC/DC 1000 SD Цифровое подключение для
- 59. Спасибо! Вопросы?
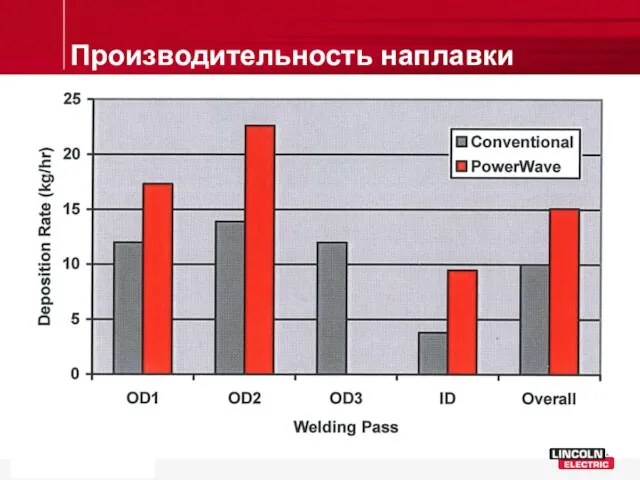
- 60. Производительность наплавки
- 61. Тепловложение
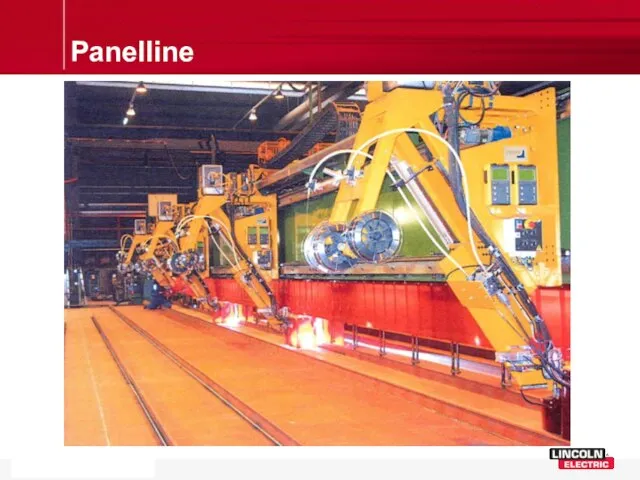
- 63. Panel line
- 64. Panelline
- 66. Скачать презентацию
Overview
Вступление
Традиционное оборудование для АДФ
Режимы сварки
Оборудование нового поколения
Разработка технологии сварки
Снижение затрать на
Overview
Вступление
Традиционное оборудование для АДФ
Режимы сварки
Оборудование нового поколения
Разработка технологии сварки
Снижение затрать на

Market Demands
Ниже стоимость производства⇨
Увеличение производительности
Увеличение качества
Использование материалов с более высокими механическими
Market Demands
Ниже стоимость производства⇨
Увеличение производительности
Увеличение качества
Использование материалов с более высокими механическими

Стандартное оборудование
Стандартное оборудование
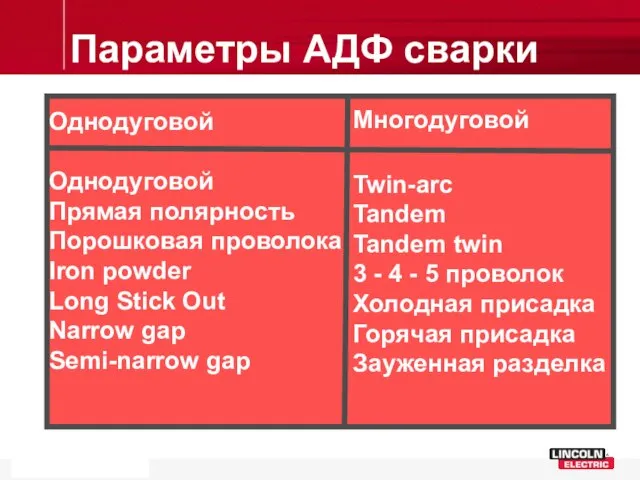
Параметры АДФ сварки
Однодуговой
Однодуговой
Прямая полярность
Порошковая проволока
Iron powder
Long Stick Out
Narrow gap
Semi-narrow gap
Многодуговой
Twin-arc
Tandem
Tandem twin
3
Параметры АДФ сварки
Однодуговой
Однодуговой
Прямая полярность
Порошковая проволока
Iron powder
Long Stick Out
Narrow gap
Semi-narrow gap
Многодуговой
Twin-arc
Tandem
Tandem twin
3
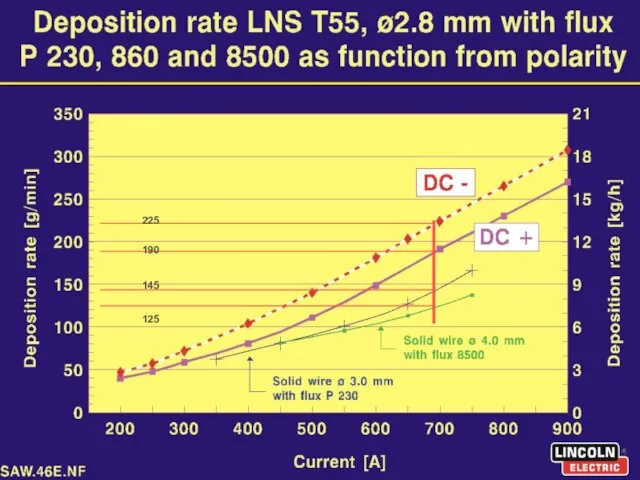
125
145
190
225
125
145
190
225
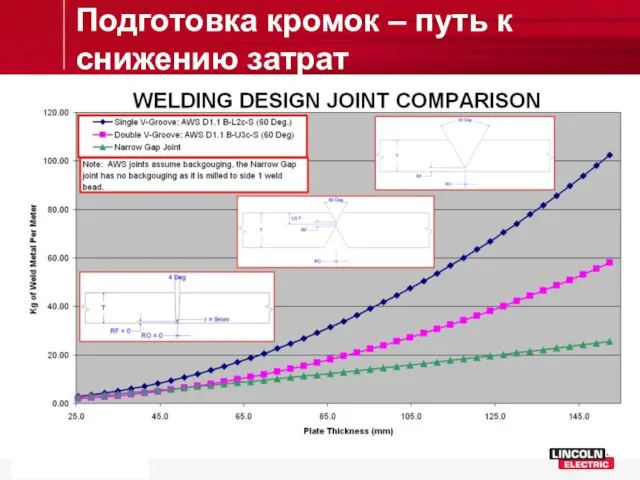
Подготовка кромок – путь к снижению затрат
Подготовка кромок – путь к снижению затрат
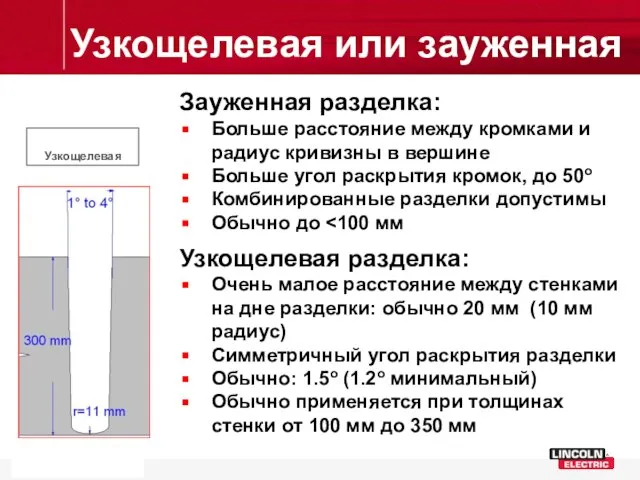
Узкощелевая или зауженная
Зауженная разделка:
Больше расстояние между кромками и радиус кривизны в
Узкощелевая или зауженная
Зауженная разделка:
Больше расстояние между кромками и радиус кривизны в
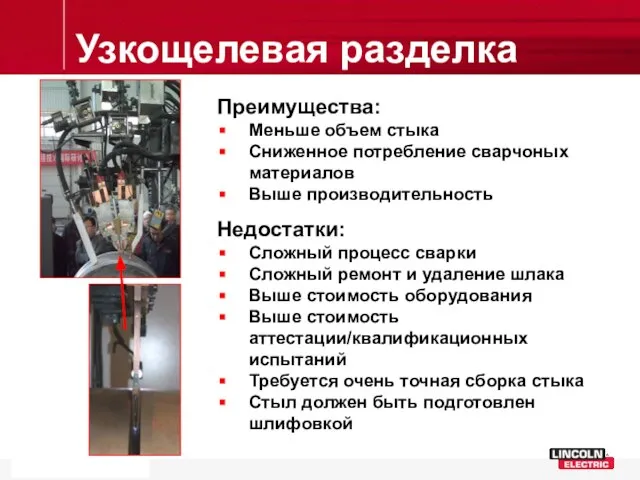
Узкощелевая разделка
Преимущества:
Меньше объем стыка
Сниженное потребление сварчоных материалов
Выше производительность
Недостатки:
Сложный процесс сварки
Сложный ремонт
Узкощелевая разделка
Преимущества:
Меньше объем стыка
Сниженное потребление сварчоных материалов
Выше производительность
Недостатки:
Сложный процесс сварки
Сложный ремонт
Следующее поколение источников питания для АДФ
Последние разработки в области сварочного оборудования
Самая
Следующее поколение источников питания для АДФ
Последние разработки в области сварочного оборудования
Самая
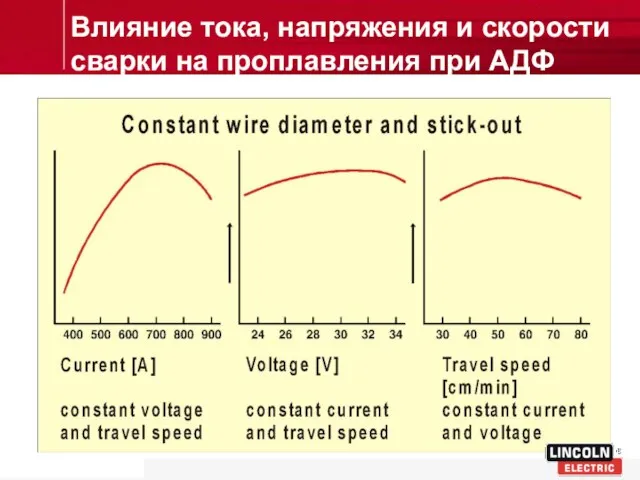
Влияние тока, напряжения и скорости сварки на проплавления при АДФ
Влияние тока, напряжения и скорости сварки на проплавления при АДФ
AC/DC сварка на переменном токе
Иникально в индустрии
Переменный ток для большего контроля
Выше
AC/DC сварка на переменном токе
Иникально в индустрии
Переменный ток для большего контроля
Выше

время
Ток, напряжение или мощность
Отрицательная составляющая
Уровень тока => НАПЛАВКА
Положительная составляющая
Уровень тока=>
время
Ток, напряжение или мощность
Отрицательная составляющая
Уровень тока => НАПЛАВКА
Положительная составляющая
Уровень тока=>
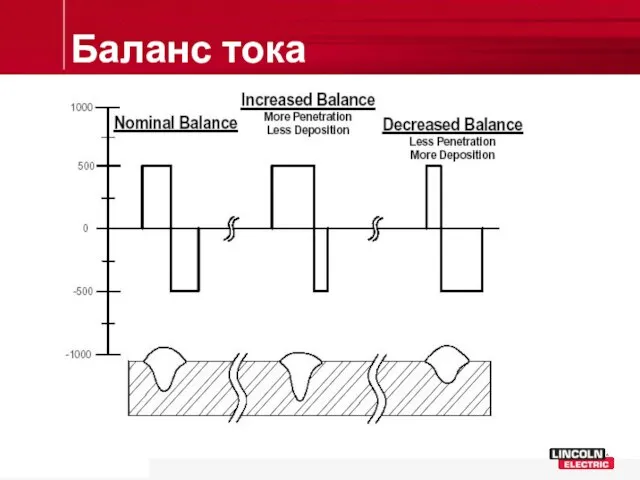
Баланс тока
Баланс тока

DC Offset – Смещение эпюры
Смещение эпорю – чувствительный параметр
Обычно изменяется от
DC Offset – Смещение эпюры
Смещение эпорю – чувствительный параметр
Обычно изменяется от
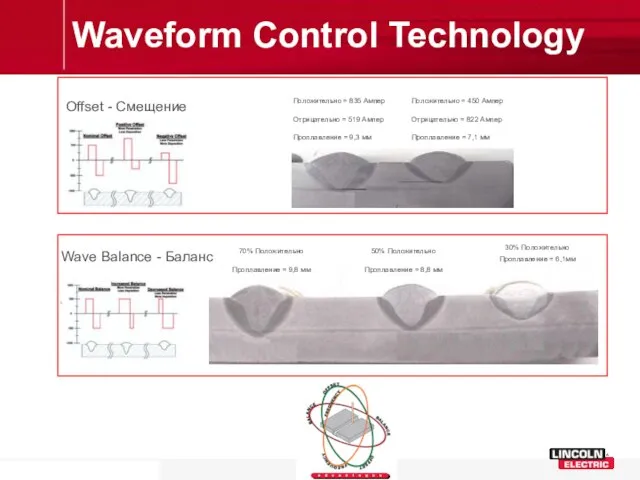
Waveform Control Technology
70% Положительно
Проплавление = 9,8 мм
50% Положительно
Проплавление = 8,8 мм
30%
Waveform Control Technology
70% Положительно
Проплавление = 9,8 мм
50% Положительно
Проплавление = 8,8 мм
30%
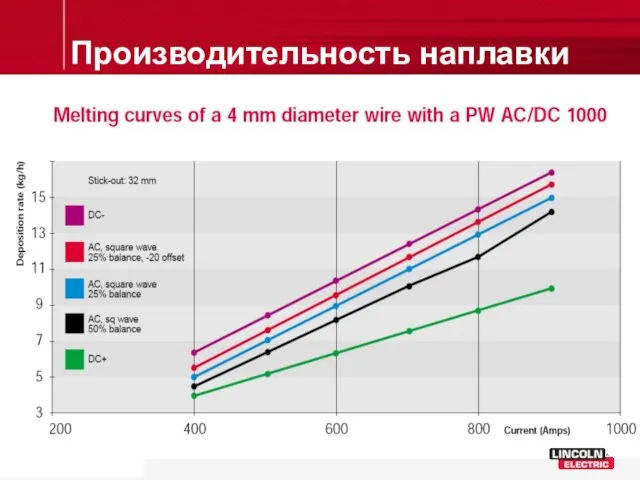
Производительность наплавки
Производительность наплавки

Power Wave® AC/DC 1000® SD
Инверторный источник питания
Эффективность энергопотребления
DC+, DC- & AC
Power Wave® AC/DC 1000® SD
Инверторный источник питания
Эффективность энергопотребления
DC+, DC- & AC
Systems
Systems
Конфигурации дуг
Tandem
Многодуговая система до 6 дуг
Комбинации однодуговой системы с Twin-Arc
Холодная присадка
Ведущая
Конфигурации дуг
Tandem
Многодуговая система до 6 дуг
Комбинации однодуговой системы с Twin-Arc
Холодная присадка
Ведущая

Многодуговая сварка
Power Wave AC/DC 1000 SD может использоваться в системах до
Многодуговая сварка
Power Wave AC/DC 1000 SD может использоваться в системах до

Пример из практики: Сварка труб
Компания: Herstaco Tube Welding B.V.
Адрес: Nijverheidsweg 24,
Пример из практики: Сварка труб
Компания: Herstaco Tube Welding B.V.
Адрес: Nijverheidsweg 24,

Пример из практики: Сварка труб
ø 1060 x 35 мм
Equipment
Заполнение
Облицовка
Скорость сварки
Время сварки
Традиционное
DC-1000
500/520
Пример из практики: Сварка труб
ø 1060 x 35 мм
Equipment
Заполнение
Облицовка
Скорость сварки
Время сварки
Традиционное
DC-1000
500/520
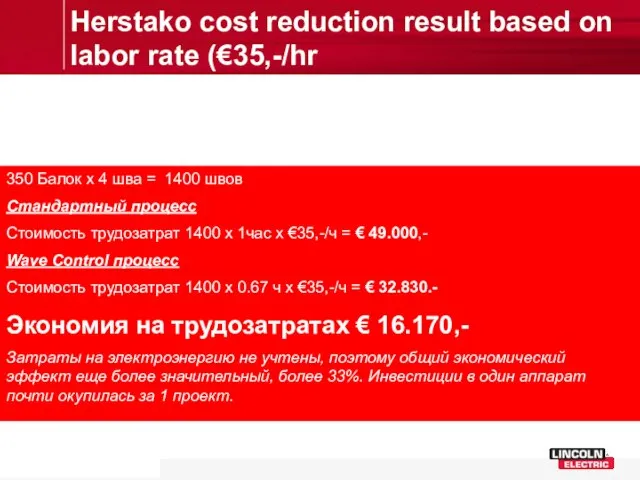
Herstako cost reduction result based on labor rate (€35,-/hr
350 Балок x
Herstako cost reduction result based on labor rate (€35,-/hr
350 Балок x
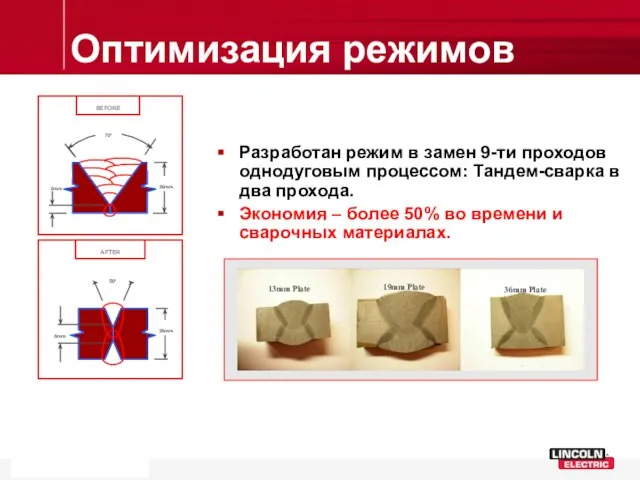
Разработан режим в замен 9-ти проходов однодуговым процессом: Тандем-сварка в два
Разработан режим в замен 9-ти проходов однодуговым процессом: Тандем-сварка в два
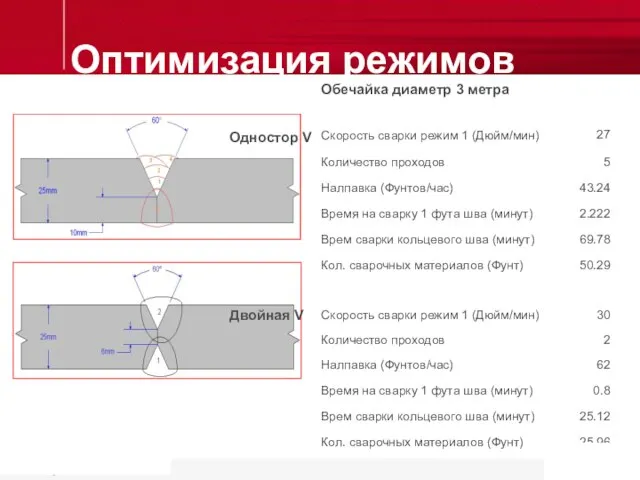
Оптимизация режимов
Оптимизация режимов

Оригинальные режимы
Ударная вязкость: 27Дж при -20ºC
Скорость сварки = 530 мм/мин
Оригинальные режимы
Ударная вязкость: 27Дж при -20ºC
Скорость сварки = 530 мм/мин
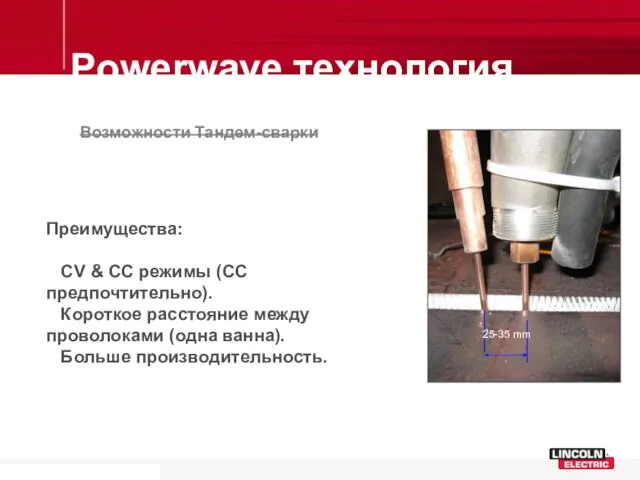
Powerwave технология
Возможности Тандем-сварки
Преимущества:
CV & CC режимы (CC предпочтительно).
Powerwave технология
Возможности Тандем-сварки
Преимущества:
CV & CC режимы (CC предпочтительно).
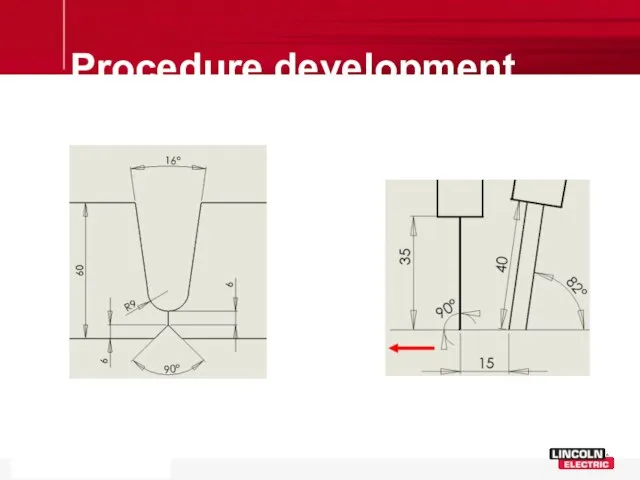
Procedure development
Procedure development

Разработка технологии
Разработка технологии

Разработка технологии
Разработка технологии

Разработка технологии
Разработка технологии

Разработка технологии
Разработка технологии
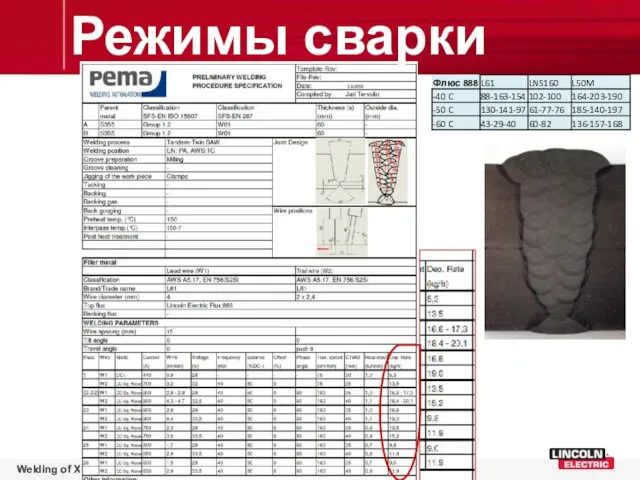
Режимы сварки
Режимы сварки

Разработка технологии
Разработка технологии

Подготовка кромок для 3-х дуговоого процесса
Подготовка кромок для 3-х дуговоого процесса
Разработка технологии
Разработка технологии

Разработка технологии
Разработка технологии
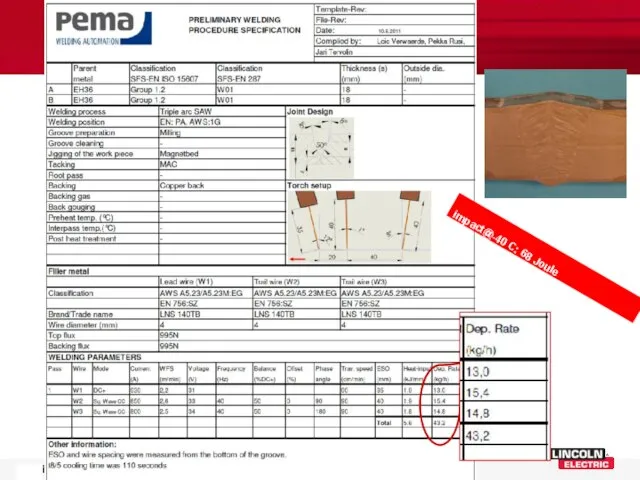
impact@-40 C: 68 Joule
impact@-40 C: 68 Joule
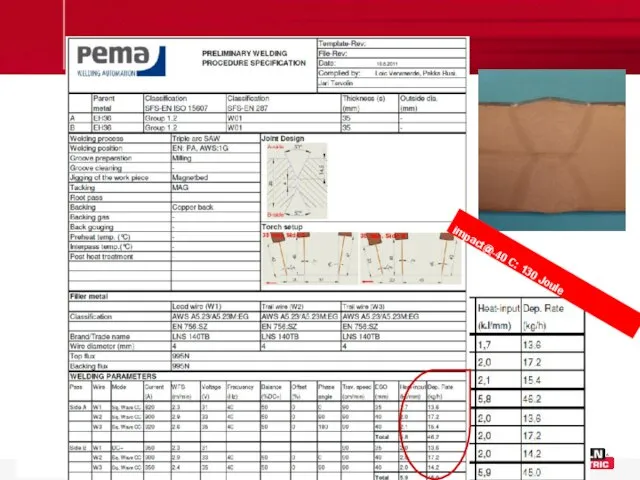
impact@-40 C: 130 Joule
impact@-40 C: 130 Joule
Производительность наплавки
Summary;
Traditional tandem, 2x4.0mm -20 C and 21kg/hr
Powerwave 1x4.0mm/2x2.4mm -50 C
Производительность наплавки
Summary;
Traditional tandem, 2x4.0mm -20 C and 21kg/hr
Powerwave 1x4.0mm/2x2.4mm -50 C

Three ways to save energy
+ reduce weld-time
Экономия с PW
Three ways to save energy
+ reduce weld-time
Экономия с PW

Idle consumption
Increased machine efficiency
Process efficiency
Энергопотребленеи PW AC/DC 1000 SD кода аппарат
Idle consumption
Increased machine efficiency
Process efficiency
Энергопотребленеи PW AC/DC 1000 SD кода аппарат
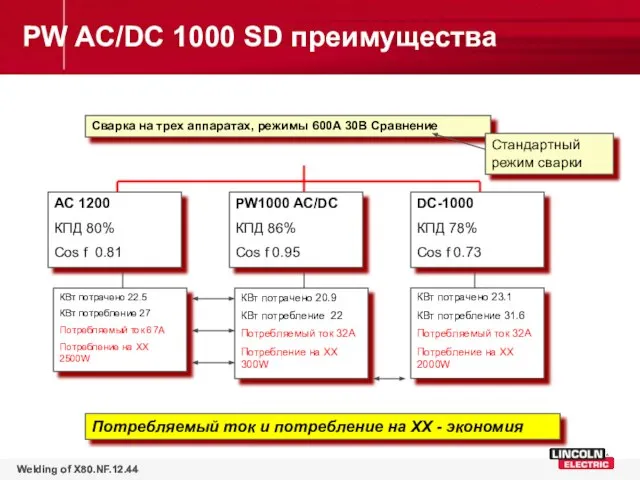
PW1000 AC/DC
КПД 86%
Cos f 0.95
AC 1200
КПД 80%
Cos f 0.81
DC-1000
КПД 78%
Cos
PW1000 AC/DC
КПД 86%
Cos f 0.95
AC 1200
КПД 80%
Cos f 0.81
DC-1000
КПД 78%
Cos
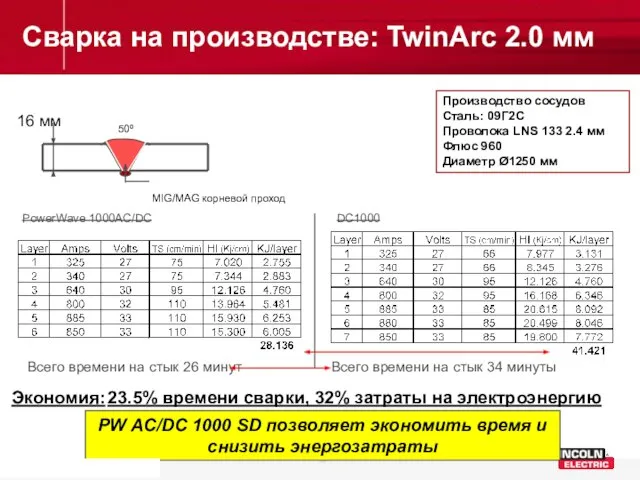
50º
Производство сосудов
Сталь: 09Г2С
Проволока LNS 133 2.4 мм
Флюс 960
Диаметр Ø1250 мм
DC1000
16 мм
PowerWave
50º
Производство сосудов
Сталь: 09Г2С
Проволока LNS 133 2.4 мм
Флюс 960
Диаметр Ø1250 мм
DC1000
16 мм
PowerWave

Анализ качества
Advanced analysis tool for calculating overall “quality”
of a weld based
Анализ качества
Advanced analysis tool for calculating overall “quality”
of a weld based
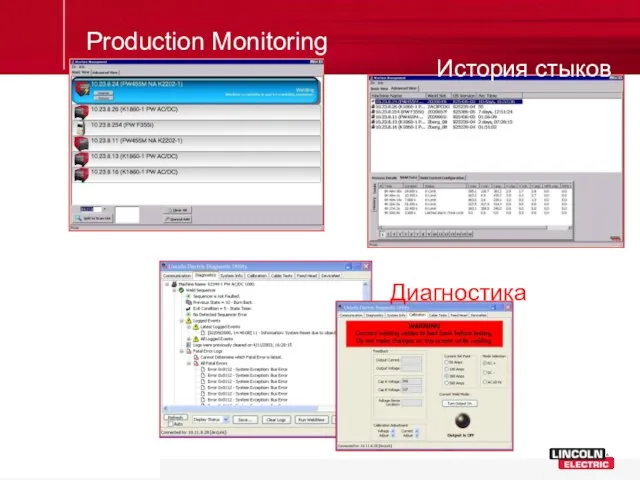
Production Monitoring
История стыков
Диагностика
Production Monitoring
История стыков
Диагностика
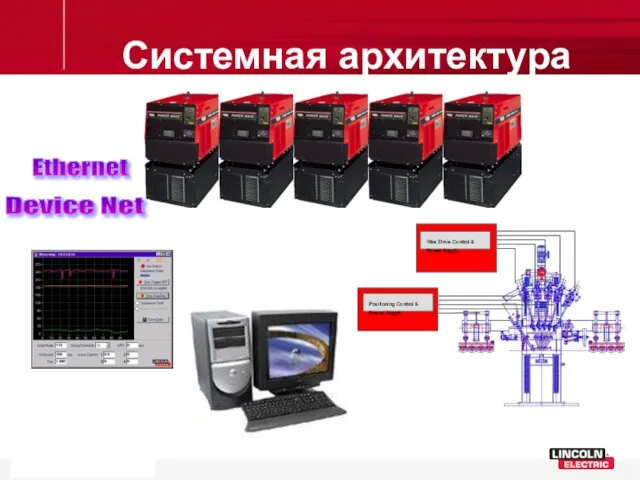
Arc Link - TCP/IP
All components communicate via a network using Arc
Arc Link - TCP/IP
All components communicate via a network using Arc

Применение – Трубные заводы
Прямошовные трубы
Перевод производства со стандартной системы 3- и
Применение – Трубные заводы
Прямошовные трубы
Перевод производства со стандартной системы 3- и


Установка STT + АДФ Power Wave
Установка STT + АДФ Power Wave

Роботизированная сварка с применением робота
Роботизированная сварка с применением робота

Робот для АДФ
Робот для АДФ
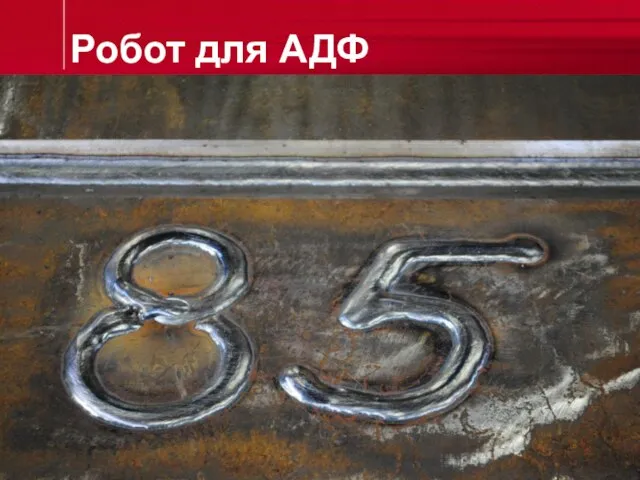
Робот для АДФ
Робот для АДФ
Выводы
Разработана новая технология для АДФ:
Инверторная технология
Waveform control
Экрономия
Энергопотребление
Выше производительность наплавки – до
Выводы
Разработана новая технология для АДФ:
Инверторная технология
Waveform control
Экрономия
Энергопотребление
Выше производительность наплавки – до
Выводы/Преимущества
Последнее поколение трансформаторов, применяемых в аппаратах серии Power Wave AC/DC 1000
Выводы/Преимущества
Последнее поколение трансформаторов, применяемых в аппаратах серии Power Wave AC/DC 1000


Спасибо! Вопросы?
Спасибо! Вопросы?
Производительность наплавки
Производительность наплавки
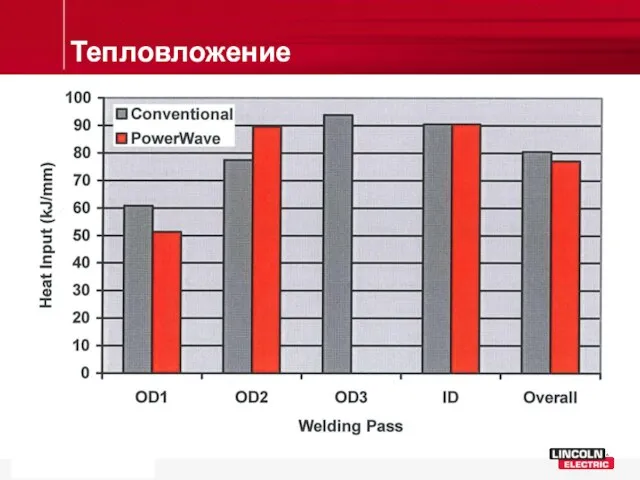
Тепловложение
Тепловложение


Panel line
Panel line
Panelline
Panelline
 Шестнадцатифакторный личностный опросник Кеттелла (16 PF)
Шестнадцатифакторный личностный опросник Кеттелла (16 PF) Занятие по астрологии №5. Тема Система Домов
Занятие по астрологии №5. Тема Система Домов Презентация Коррупция
Презентация Коррупция Классы радиоуправляемых автомоделей
Классы радиоуправляемых автомоделей Конвергентні послуги (FMC)
Конвергентні послуги (FMC) Цифровые устройства и микропроцессоры. Тема 2. Основы схемотехники и элементная база цифровых электронных устройств
Цифровые устройства и микропроцессоры. Тема 2. Основы схемотехники и элементная база цифровых электронных устройств Виктория Сергеевна, 29+
Виктория Сергеевна, 29+ 4-00--1_new_260121 ТОКМАКОВА
4-00--1_new_260121 ТОКМАКОВА 20171021_normy_lit_yaz
20171021_normy_lit_yaz Инструкция Проверяющего Открытая проверка Аудит корпоративного стиля отделений ВТБ
Инструкция Проверяющего Открытая проверка Аудит корпоративного стиля отделений ВТБ Затопление жилища (5 класс)
Затопление жилища (5 класс) Новые стеклообразные материалы и методы их синтеза. Методы осаждения аморфной фазы из растворов
Новые стеклообразные материалы и методы их синтеза. Методы осаждения аморфной фазы из растворов Русские народные куклы
Русские народные куклы Протекторная защита
Протекторная защита The main highlights and achievements 2016
The main highlights and achievements 2016 Презентация
Презентация Проект отделения обогащения в производстве калийных удобрений с расчетом ленточного вакуум-фильтра
Проект отделения обогащения в производстве калийных удобрений с расчетом ленточного вакуум-фильтра Дикие и домашние - все такие важные
Дикие и домашние - все такие важные Стипендиальное обеспечение и материальная поддержка МГПУ
Стипендиальное обеспечение и материальная поддержка МГПУ Устройство статора бесколлекторной машины
Устройство статора бесколлекторной машины Мы в душах строим храм!
Мы в душах строим храм! What can animal do
What can animal do Регистры. Лекция 7
Регистры. Лекция 7 Игры со смешариками
Игры со смешариками Айметдинов Ильнур Рифкатович. Портфолио
Айметдинов Ильнур Рифкатович. Портфолио 20140111_razrabotka_razdela_obrazovatelnoy_programmy_istoriya_rossii_8_klass
20140111_razrabotka_razdela_obrazovatelnoy_programmy_istoriya_rossii_8_klass Каталог щитов управления
Каталог щитов управления Атомная энергетика и ЮУАЭС. Вид ЮУАЭС на сегодняшний день
Атомная энергетика и ЮУАЭС. Вид ЮУАЭС на сегодняшний день