- Сварка полуавтоматом

Содержание
- 3. Инертными называют газы, не способные к химическим реакциям и практически не растворимые в металлах. Поэтому их
- 4. Сварочный механизированный аппарат для сварки МИГ/МАГ
- 5. Механизм подачи электродной проволоки
- 8. Для механизированной сварки плавящимся электродом в защитных газах (МИГ/МАГ) используются два типа механизмов подачи: с 2-х
- 9. Ролики различаются глубиной канавки в зависимости от диаметра проволоки. Номинальный диаметр электродной проволоки для данного ролика
- 10. Механизмы подачи изготавливают нескольких типов: в едином корпусе с источником питания (для компактности) размещаемыми на источнике
- 11. Механизм подачи электродной проволоки может быть также вмонтирован в горелку. При этом электродная проволока проталкивается стандартным
- 12. В некоторых механизмах подачи бобина для электродной проволоки размещается снаружи.
- 13. Пульт управления
- 14. Сварочная горелка – предназначена для направления в зону дуги электродной проволоки, подвода к ней сварочного тока,
- 15. Токоподводящие наконечники предназначены для подвода тока сварки к электродной проволоки. Они бывают самой разной конструкции и
- 16. К параметрам режима сварки в углекислом газе относятся: род тока и полярность, диаметр электродной проволоки, сила
- 18. Род и полярность тока Сварку обычно выполняют на постоянном токе обратной полярности. Иногда возможна сварка на
- 19. Диаметр электродной проволоки Выбирают в пределах 0,5-3,0 мм в зависимости от толщины свариваемого материала и положения
- 20. Сварочный ток Устанавливают в зависимости от диаметра электрода и толщины свариваемого металла. Сила тока определяет глубину
- 21. Напряжение на дуге С ростом напряжения на дуге глубина проплавления уменьшается, а ширина шва и разбрызгивание
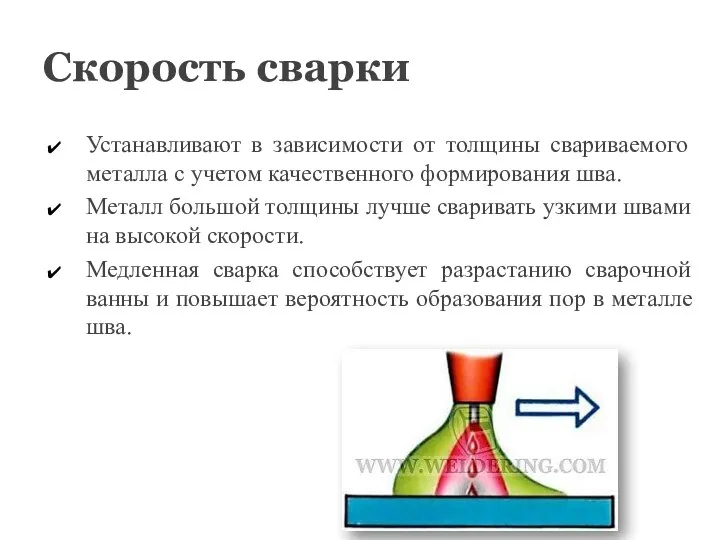
- 22. Скорость сварки Устанавливают в зависимости от толщины свариваемого металла с учетом качественного формирования шва. Металл большой
- 23. Расход защитного газа Определяют в зависимости от диаметра проволоки и силы сварочного тока. Для улучшения газовой
- 24. Вылет электрода Расстояние от точки токоподвода до горна сварочной проволоки. С увеличением вылета ухудшаются устойчивость горения
- 25. Выпуск электрода Расстояние от сопла горелки до торца сварочной проволоки. С увеличением выпуска ухудшается газовая зашита
- 27. Скачать презентацию


Инертными называют газы, не способные к химическим реакциям и практически не
Инертными называют газы, не способные к химическим реакциям и практически не

Сварочный механизированный аппарат для сварки МИГ/МАГ
Сварочный механизированный аппарат для сварки МИГ/МАГ

Механизм подачи электродной проволоки
Механизм подачи электродной проволоки



Для механизированной сварки плавящимся электродом в защитных газах (МИГ/МАГ) используются два
Для механизированной сварки плавящимся электродом в защитных газах (МИГ/МАГ) используются два

Ролики различаются глубиной канавки в зависимости от диаметра проволоки.
Номинальный диаметр
Ролики различаются глубиной канавки в зависимости от диаметра проволоки.
Номинальный диаметр

Механизмы подачи изготавливают нескольких типов:
в едином корпусе с источником питания (для
Механизмы подачи изготавливают нескольких типов:
в едином корпусе с источником питания (для

Механизм подачи электродной проволоки может быть также вмонтирован в горелку.
При
Механизм подачи электродной проволоки может быть также вмонтирован в горелку.
При

В некоторых механизмах подачи бобина для электродной проволоки размещается снаружи.
В некоторых механизмах подачи бобина для электродной проволоки размещается снаружи.

Пульт управления
Пульт управления

Сварочная горелка – предназначена для направления в зону дуги электродной проволоки, подвода
Сварочная горелка – предназначена для направления в зону дуги электродной проволоки, подвода

Токоподводящие наконечники предназначены для подвода тока сварки к электродной проволоки.
Они
Токоподводящие наконечники предназначены для подвода тока сварки к электродной проволоки.
Они

К параметрам режима сварки в углекислом газе относятся:
род тока и
К параметрам режима сварки в углекислом газе относятся:
род тока и


Род и полярность тока
Сварку обычно выполняют на постоянном токе обратной полярности.
Род и полярность тока
Сварку обычно выполняют на постоянном токе обратной полярности.

Диаметр электродной проволоки
Выбирают в пределах 0,5-3,0 мм в зависимости от толщины
Диаметр электродной проволоки
Выбирают в пределах 0,5-3,0 мм в зависимости от толщины

Сварочный ток
Устанавливают в зависимости от диаметра электрода и толщины свариваемого металла.
Сварочный ток
Устанавливают в зависимости от диаметра электрода и толщины свариваемого металла.

Напряжение на дуге
С ростом напряжения на дуге глубина проплавления уменьшается, а
Напряжение на дуге
С ростом напряжения на дуге глубина проплавления уменьшается, а
Скорость сварки
Устанавливают в зависимости от толщины свариваемого металла с учетом качественного
Скорость сварки
Устанавливают в зависимости от толщины свариваемого металла с учетом качественного

Расход защитного газа
Определяют в зависимости от диаметра проволоки и силы сварочного
Расход защитного газа
Определяют в зависимости от диаметра проволоки и силы сварочного

Вылет электрода
Расстояние от точки токоподвода до горна сварочной проволоки.
С увеличением
Вылет электрода
Расстояние от точки токоподвода до горна сварочной проволоки.
С увеличением

Выпуск электрода
Расстояние от сопла горелки до торца сварочной проволоки.
С увеличением
Выпуск электрода
Расстояние от сопла горелки до торца сварочной проволоки.
С увеличением
 Шина USB (Universal Serial Interface)
Шина USB (Universal Serial Interface) Физико-механические свойства горных пород
Физико-механические свойства горных пород Способы выявл.интер и способн
Способы выявл.интер и способн Производственная практика
Производственная практика Safety in Grinding
Safety in Grinding Назначение, устройство и регулировки шнека жатки
Назначение, устройство и регулировки шнека жатки Шумометрия скважин
Шумометрия скважин Лозоплетение
Лозоплетение Лекция № 4. Трёхфазная система электроснабжения
Лекция № 4. Трёхфазная система электроснабжения Методы производства используемые при производстве синтетических наркотиков
Методы производства используемые при производстве синтетических наркотиков Evaluacion del impacto del fenomeno del niño en el rio chillon entre los distritos de puente piedra y los olivos
Evaluacion del impacto del fenomeno del niño en el rio chillon entre los distritos de puente piedra y los olivos Береги здоровье смолоду
Береги здоровье смолоду Использование водохранилищ
Использование водохранилищ Оборудования для изготовления очков
Оборудования для изготовления очков Процессы и операции формообразования. Процессы, завершающие металлургический цикл: прессование, волочение
Процессы и операции формообразования. Процессы, завершающие металлургический цикл: прессование, волочение Провода в РЭА
Провода в РЭА Системы водоснабжения и канализации: конструкция и элементы
Системы водоснабжения и канализации: конструкция и элементы БАННЕР2
БАННЕР2 Mineralized-Drill. мінералізована полімерна бурова промивальна рідина для буріння у нестійких відкладах гірських порід
Mineralized-Drill. мінералізована полімерна бурова промивальна рідина для буріння у нестійких відкладах гірських порід Презентация1
Презентация1 Родительское собрание 1 классы
Родительское собрание 1 классы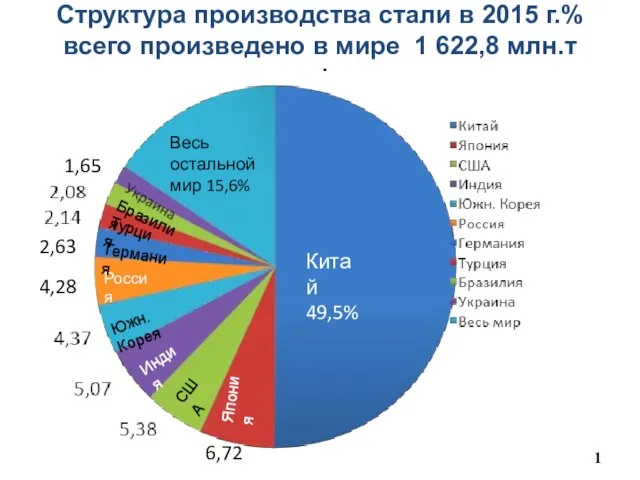 Структура производства стали в 2015 году, %. Производство стали в мире по способам производства, млн.тонн
Структура производства стали в 2015 году, %. Производство стали в мире по способам производства, млн.тонн 20150425_istoriya_pesni_v_zemlyanke_mudretsov
20150425_istoriya_pesni_v_zemlyanke_mudretsov 20141126_katolicheskaya_tserkov_i_eretiki
20141126_katolicheskaya_tserkov_i_eretiki 20111129_2kl_viktorina
20111129_2kl_viktorina 5 things a friend can do
5 things a friend can do 20141001_granatovyy_braslet
20141001_granatovyy_braslet Современные измерительные приборы
Современные измерительные приборы