- Техника покраски поверхностей (малярные работы)

Содержание
- 2. Для обычных конвенциональных распылителей с высоким давлением на выходе расстояние (L) до поверхности должно составлять не
- 3. Траектория движения краскопульта Окрашивание ведется горизонтальными движениями: первый проход слева направо, следующий — справа налево и
- 4. Степень перекрытия факела или «Оverlap» и скорость движения краскопульта Стандартом считается перекрытие одного прохода другим на
- 5. Начало движения и включение краскопульта Начинайте движение пистолета немного в стороне от верхнего левого края детали
- 6. Покраска наружных и внутренних углов Существует пару правил, которые следует соблюдать при окрашивании участков с углами
- 7. Покраска длинных (широких) поверхностей Не пытайтесь окрасить слишком длинную поверхность за один раз по всей длине
- 9. Скачать презентацию
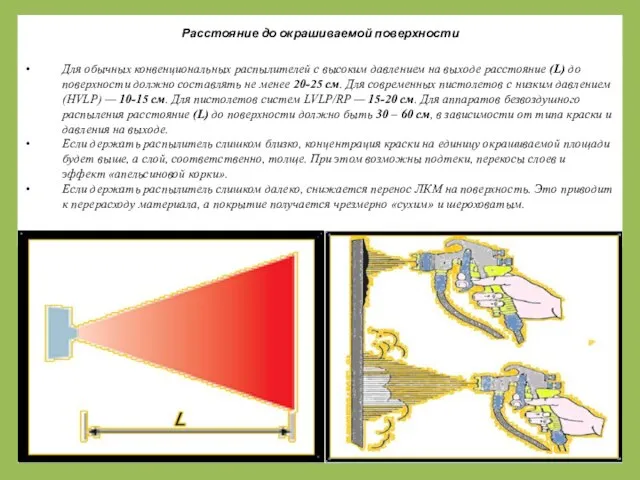
Для обычных конвенциональных распылителей с высоким давлением на выходе расстояние (L) до
Для обычных конвенциональных распылителей с высоким давлением на выходе расстояние (L) до

Траектория движения краскопульта
Окрашивание ведется горизонтальными движениями: первый проход слева направо, следующий
Траектория движения краскопульта
Окрашивание ведется горизонтальными движениями: первый проход слева направо, следующий
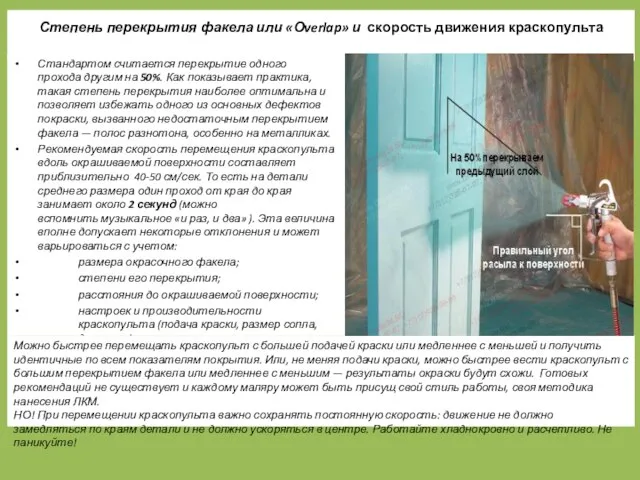
Степень перекрытия факела или «Оverlap» и скорость движения краскопульта
Стандартом считается перекрытие одного
Степень перекрытия факела или «Оverlap» и скорость движения краскопульта
Стандартом считается перекрытие одного

Начало движения и включение краскопульта
Начинайте движение пистолета немного в стороне от
Начало движения и включение краскопульта
Начинайте движение пистолета немного в стороне от
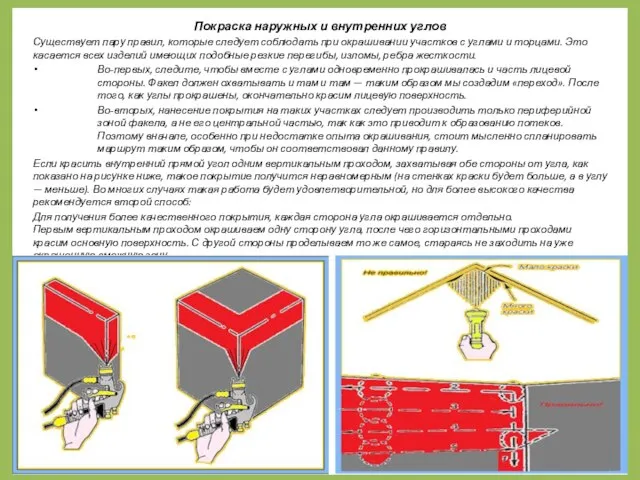
Покраска наружных и внутренних углов
Существует пару правил, которые следует соблюдать при
Покраска наружных и внутренних углов
Существует пару правил, которые следует соблюдать при

Покраска длинных (широких) поверхностей
Не пытайтесь окрасить слишком длинную поверхность за один
Покраска длинных (широких) поверхностей
Не пытайтесь окрасить слишком длинную поверхность за один
 Исследование энергосберегающих режимов работы автоматизированного электропривода переменного тока
Исследование энергосберегающих режимов работы автоматизированного электропривода переменного тока Плод духа
Плод духа Подготовка к тесту
Подготовка к тесту irz
irz Технологические процессы технического обслуживания и ремонта ТиТТМО
Технологические процессы технического обслуживания и ремонта ТиТТМО Комплексное использование древесины
Комплексное использование древесины Архитектура процессора i8086
Архитектура процессора i8086 ПОРАЖЕНИЕ ОПРНО-ДВИГАТЕЛЬНОГО АППАРАТА ПРИ ИНФЕКЦИОННЫХ ЗАБОЛЕВАНИЯХ
ПОРАЖЕНИЕ ОПРНО-ДВИГАТЕЛЬНОГО АППАРАТА ПРИ ИНФЕКЦИОННЫХ ЗАБОЛЕВАНИЯХ Инвертор инструкции Operating Instructions
Инвертор инструкции Operating Instructions Семенов Д, Задание 2, Э-Б16-4-8
Семенов Д, Задание 2, Э-Б16-4-8 20140106_pazl_odezhda
20140106_pazl_odezhda Презентация ЭЛСИ ЭП_Собеседование с соискателем
Презентация ЭЛСИ ЭП_Собеседование с соискателем Неводные колеры
Неводные колеры Одноклеточные и многоклеточные организмы
Одноклеточные и многоклеточные организмы 24 февраля исполняется 130 лет со дня рождения Константина Александровича Федина
24 февраля исполняется 130 лет со дня рождения Константина Александровича Федина Реакторы токоограничивающие
Реакторы токоограничивающие Electric car
Electric car Бизнес-план Шмелькова
Бизнес-план Шмелькова Wortschatzerweiterung durch Übernahme aus anderen Sprachsystemen (Entlehnungen)
Wortschatzerweiterung durch Übernahme aus anderen Sprachsystemen (Entlehnungen) Организация поточного строительства
Организация поточного строительства ФФЯ собрание с 1 курсом
ФФЯ собрание с 1 курсом Гимн картфака
Гимн картфака Изготовление табурета по чертежу
Изготовление табурета по чертежу Схемотехника телевизионных устройств и устройств отображения информации. (Лекция 7)
Схемотехника телевизионных устройств и устройств отображения информации. (Лекция 7) مشروع إال رسول هللا
مشروع إال رسول هللا ТП ФЛ (2) (1)
ТП ФЛ (2) (1) Руководство по поиску и устранению дефектов пластмассовых крышек и кронен - пробок
Руководство по поиску и устранению дефектов пластмассовых крышек и кронен - пробок Руководство_пользователя_для_онлайн_курса_ГПА
Руководство_пользователя_для_онлайн_курса_ГПА