- Технологичность конструкции изделия

Содержание
- 2. Разделы Понятие о технологичности конструкции изделия. Показатели технологичности конструкции изделия. Отработка конструкции изделия на технологичность. Технологичность
- 3. Различают производственную, эксплуатационную и ремонтную технологичность. Производственная ТКИ заключается в сокращении средств и времени на конструкторскую
- 4. Главные факторы, определяющие требования к ТКИ следующие: - вид изделия, характеризующий главные конструктивные и технологические признаки,
- 6. Качественная оценка характеризует технологичность конструкции обобщенно, на основе опыта исполнителя. Качественной оценке при сравнении вариантов конструкции
- 7. Количественная оценка ТКИ производится с помощью системы, включающей следующие показатели: - базовые (исходные) показатели технологичности, которые
- 8. Трудоемкость изготовления изделия Абсолютная трудоемкость Та , затраченная на изготовление, монтаж вне предприятия изготовителя, ТЛО, ТО
- 9. Уровень технологичности конструкции по трудоемкости Кут=Таи / Тби , где Таи – достигнутая трудоемкость изготовления изделия;
- 10. Себестоимость изделия Для оценки ТКИ используются показатели: Sт = Sм+Sз+Sм.р. , где Sм – стоимость материалов,
- 11. Уровень технологичности конструкции по себестоимости Кус=Sт / Sб.т. , где Sт – достигнутая технологическая себестоимость, Sб.т.
- 12. Материалоемкость изделия характеризует количество материала, затраченного на производство изделия и его эксплуатацию в единицах массы. Подразделяется
- 13. Удельная материалоемкость Кум=М / Р , где М – сухая масса изделия, Р – номинальное значение
- 14. Коэффициентом Кпр.м.i применяемости материала оценивается унификация материалов; Кпр.м.i =Ni / N , где Ni – норма
- 15. Энергоемкость изделия характеризует количество топливно-энергетических ресурсов, затраченных на его изготовление, монтаж вне предприятия изготовителя, ТЛО, ТО,
- 16. ТКИ обеспечивается следующими мероприятиями: - отработкой конструкции на технологичность на всех стадиях разработки изделия и (в
- 17. Под технологичностью конструкции подразумевается степень соответствия детали производственным условиям, позволяющим применять технологические процессы обработки, обеспечивающие изготовление
- 18. Коэффициент конструктивной преемственности Кпр=nзаим / nо ; где nзаим – количество заимствованных из ранее обрабатываемых деталей
- 19. Коэффициент конструктивной повторяемости kповт =nдет / nо ; где nдет – количество деталей данного наименования в
- 20. Материал детали выбирают так, чтобы обеспечить: - получение поверхности необходимой шероховатости с помощью простых способов обработки,
- 21. Методы расчета базовых показателей - метод прямых аналогий; - метод корреляционных зависимостей; - многофакторный метод (метод
- 22. По методу прямых аналогий вычисление базового показателя производится непосредственно по значению показателя аналога. Сб – проектируемого
- 23. Метод корреляционных зависимостей дает хорошие результаты, когда на основе статистических данных установлены корреляционные связи между техническими
- 24. Многофакторный метод позволяет учитывать влияние различных факторов на значение показателя технологичности. Число факторов варьируется в зависимости
- 25. К корректирующим коэффициентам относят: - коэффициент, учитывающий сложность изделия; - коэффициент, учитывающий снижение трудоемкости изготовления; -
- 26. Коэффициент сложности Ксл= , при Кб>Ка Ксл= , при Кб где α и β - экспериментальные
- 27. Коэффициент снижения трудоемкости , где Кп.т. – планируемый рост производительности труда, t – период времени от
- 28. Коэффициент программы выпуска где Nб, Nа - программа выпуска базового и существующего изделия, γ - показатель
- 29. Коэффициент продолжительности выпуска где t n.б., t n.а. - число лет выпуска проектируемого и существующего изделия,
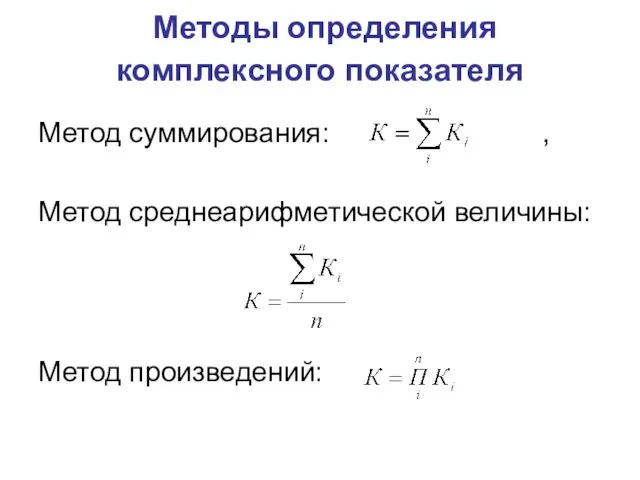
- 30. Методы определения комплексного показателя Метод суммирования: , Метод среднеарифметической величины: Метод произведений:
- 32. Скачать презентацию
Разделы
Понятие о технологичности конструкции изделия.
Показатели технологичности конструкции изделия.
Отработка конструкции изделия на
Разделы
Понятие о технологичности конструкции изделия.
Показатели технологичности конструкции изделия.
Отработка конструкции изделия на
Различают производственную, эксплуатационную и ремонтную технологичность.
Производственная ТКИ заключается в
Различают производственную, эксплуатационную и ремонтную технологичность.
Производственная ТКИ заключается в
Главные факторы, определяющие требования к ТКИ следующие:
- вид изделия,
Главные факторы, определяющие требования к ТКИ следующие:
- вид изделия,

Качественная оценка характеризует технологичность конструкции обобщенно, на основе опыта исполнителя.
Качественная оценка характеризует технологичность конструкции обобщенно, на основе опыта исполнителя.
Количественная оценка ТКИ производится с помощью системы, включающей следующие показатели:
-
Количественная оценка ТКИ производится с помощью системы, включающей следующие показатели:
-
Трудоемкость изготовления изделия
Абсолютная трудоемкость Та , затраченная на изготовление, монтаж
Трудоемкость изготовления изделия
Абсолютная трудоемкость Та , затраченная на изготовление, монтаж
Уровень технологичности конструкции по трудоемкости
Кут=Таи / Тби ,
где
Уровень технологичности конструкции по трудоемкости
Кут=Таи / Тби ,
где
Себестоимость изделия
Для оценки ТКИ используются показатели:
Sт = Sм+Sз+Sм.р.
Себестоимость изделия
Для оценки ТКИ используются показатели:
Sт = Sм+Sз+Sм.р.
Уровень технологичности конструкции по себестоимости
Кус=Sт / Sб.т. ,
где
Уровень технологичности конструкции по себестоимости
Кус=Sт / Sб.т. ,
где
Материалоемкость изделия
характеризует количество материала, затраченного на производство изделия и его
Материалоемкость изделия
характеризует количество материала, затраченного на производство изделия и его
Удельная материалоемкость
Кум=М / Р ,
где М – сухая масса изделия,
Удельная материалоемкость
Кум=М / Р ,
где М – сухая масса изделия,
Коэффициентом Кпр.м.i применяемости материала оценивается унификация материалов;
Кпр.м.i =Ni
Коэффициентом Кпр.м.i применяемости материала оценивается унификация материалов;
Кпр.м.i =Ni
Энергоемкость изделия
характеризует количество топливно-энергетических ресурсов, затраченных на его изготовление,
Энергоемкость изделия
характеризует количество топливно-энергетических ресурсов, затраченных на его изготовление,
ТКИ обеспечивается следующими мероприятиями:
- отработкой конструкции на технологичность на всех стадиях
ТКИ обеспечивается следующими мероприятиями:
- отработкой конструкции на технологичность на всех стадиях
Под технологичностью конструкции подразумевается степень соответствия детали производственным условиям, позволяющим
Под технологичностью конструкции подразумевается степень соответствия детали производственным условиям, позволяющим
Коэффициент конструктивной преемственности
Кпр=nзаим / nо ;
где nзаим –
Коэффициент конструктивной преемственности
Кпр=nзаим / nо ;
где nзаим –
Коэффициент конструктивной повторяемости
kповт =nдет / nо ;
где nдет –
Коэффициент конструктивной повторяемости
kповт =nдет / nо ;
где nдет –
Материал детали выбирают так, чтобы обеспечить:
- получение поверхности необходимой шероховатости с
Материал детали выбирают так, чтобы обеспечить:
- получение поверхности необходимой шероховатости с
Методы расчета базовых показателей
- метод прямых аналогий;
- метод корреляционных зависимостей;
- многофакторный
Методы расчета базовых показателей
- метод прямых аналогий;
- метод корреляционных зависимостей;
- многофакторный
По методу прямых аналогий вычисление базового показателя производится непосредственно по значению
По методу прямых аналогий вычисление базового показателя производится непосредственно по значению
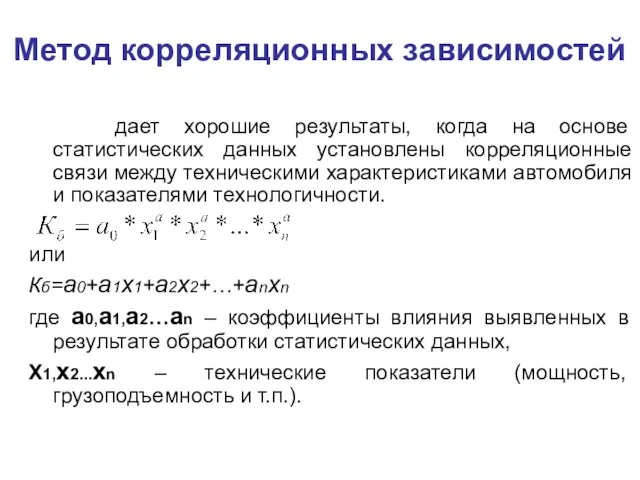
Метод корреляционных зависимостей
дает хорошие результаты, когда на основе статистических данных
Метод корреляционных зависимостей
дает хорошие результаты, когда на основе статистических данных
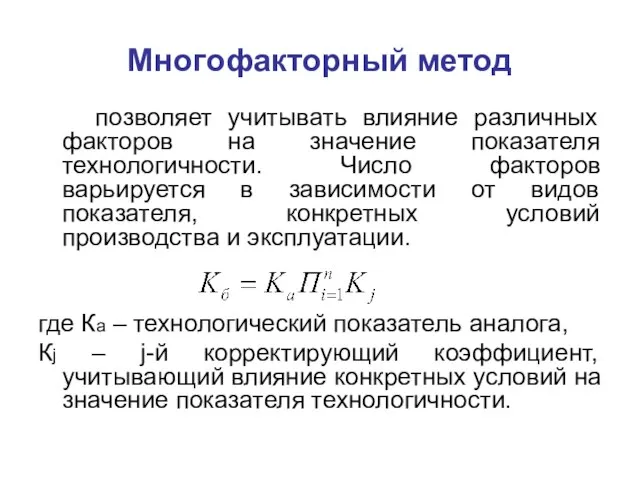
Многофакторный метод
позволяет учитывать влияние различных факторов на значение показателя технологичности.
Многофакторный метод
позволяет учитывать влияние различных факторов на значение показателя технологичности.
К корректирующим коэффициентам относят:
- коэффициент, учитывающий сложность изделия;
- коэффициент, учитывающий снижение
К корректирующим коэффициентам относят:
- коэффициент, учитывающий сложность изделия;
- коэффициент, учитывающий снижение
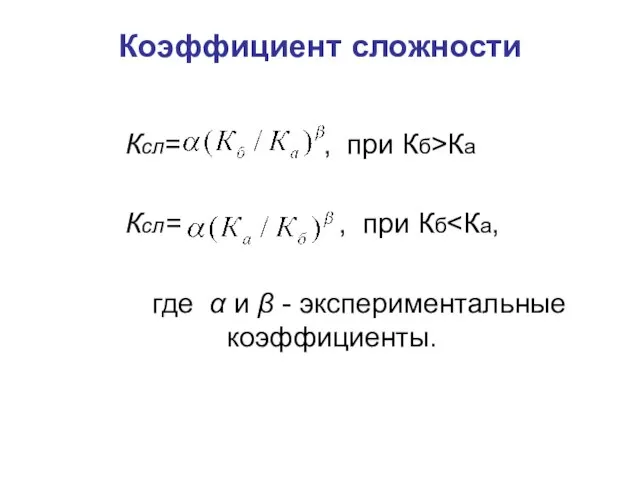
Коэффициент сложности
Ксл= , при Кб>Ка
Ксл= , при
Коэффициент сложности
Ксл= , при Кб>Ка
Ксл= , при
Коэффициент снижения трудоемкости
,
где Кп.т. – планируемый рост производительности труда,
Коэффициент снижения трудоемкости
,
где Кп.т. – планируемый рост производительности труда,
Коэффициент программы выпуска
где Nб, Nа - программа выпуска базового и
Коэффициент программы выпуска
где Nб, Nа - программа выпуска базового и
Коэффициент продолжительности выпуска
где t n.б., t n.а. - число лет выпуска
Коэффициент продолжительности выпуска
где t n.б., t n.а. - число лет выпуска
Методы определения комплексного показателя
Метод суммирования: ,
Метод среднеарифметической величины:
Метод
Методы определения комплексного показателя
Метод суммирования: ,
Метод среднеарифметической величины:
Метод
 Пудель аппликация по мотивам стихотворения С.Я. Маршака
Пудель аппликация по мотивам стихотворения С.Я. Маршака Ко дню семьи, любви и верности
Ко дню семьи, любви и верности Выпускная квалификационная работа формирование представлений о времени у старшего дошкольного возраста с недостатками
Выпускная квалификационная работа формирование представлений о времени у старшего дошкольного возраста с недостатками Часовня великомученицы Екатерины г. Череповец, территория Азотного комплекса АО Апатит
Часовня великомученицы Екатерины г. Череповец, территория Азотного комплекса АО Апатит 20150330_klub_vesyolye_gnomy
20150330_klub_vesyolye_gnomy ИЗО - Космические фантазии
ИЗО - Космические фантазии Что-то пошло не так
Что-то пошло не так Гаджеты в нашей жизни
Гаджеты в нашей жизни Беслан
Беслан 20150618_gorodskoy_seminar_13.11.13_igry
20150618_gorodskoy_seminar_13.11.13_igry Анализ и совершенствование формирования кадровой политики в организации
Анализ и совершенствование формирования кадровой политики в организации f9d7-99c3f2c7
f9d7-99c3f2c7 Скважинная добыча нефти
Скважинная добыча нефти 20161204_ot_obychaya_k_zakonu
20161204_ot_obychaya_k_zakonu День знаний
День знаний Этапы строительства скважины
Этапы строительства скважины 20161028_na_puti_k_zhiznennomu_uspekhu
20161028_na_puti_k_zhiznennomu_uspekhu Подкрестье СДК
Подкрестье СДК Компания Виртуальная Реальность
Компания Виртуальная Реальность Противоречивый характер виртуального образа
Противоречивый характер виртуального образа Технология разливки стали слябовой МНЛЗ в условиях ККЦ ОАО ММК
Технология разливки стали слябовой МНЛЗ в условиях ККЦ ОАО ММК сентября
сентября Основы радиотехнических методов получения и передачи информации
Основы радиотехнических методов получения и передачи информации Почему подснежник занесли в Красную книгу растений?
Почему подснежник занесли в Красную книгу растений? Родительское собрание
Родительское собрание Про Байшеву Марию. Фотоальбом
Про Байшеву Марию. Фотоальбом 20160120_9_klass_drevnerusskaya_literatura
20160120_9_klass_drevnerusskaya_literatura Развитие социального интеллекта у подростков
Развитие социального интеллекта у подростков