- Технология холодной сварки. (Лекция 14)

Содержание
- 2. СОДЕРЖАНИЕ ЛЕКЦИИ №14 Тема 14. Технология холодной сварки. Разновидности процессов сварки. Особенности образования соединений. Сварка однородных
- 3. Особенности процесса Холодная сварка – сварка давлением при значительной пластической деформации без нагрева свариваемых частей внешними
- 4. Значение и необходимость пластической деформации в зоне контакта хорошо иллюстрируются опытом академика К. К. Хренова. В
- 5. а – двухсторонняя точечная; б – стыковая; в – двухсторонняя шовная а) б) в) Разновидности холодной
- 6. а – с плоскими торцами; б – с заостренными частями; в – с конусной полостью В
- 7. – величина деформации свободных (не зажатых в губках) концов деталей, определяемая вылетом; – усилие осадки Fос
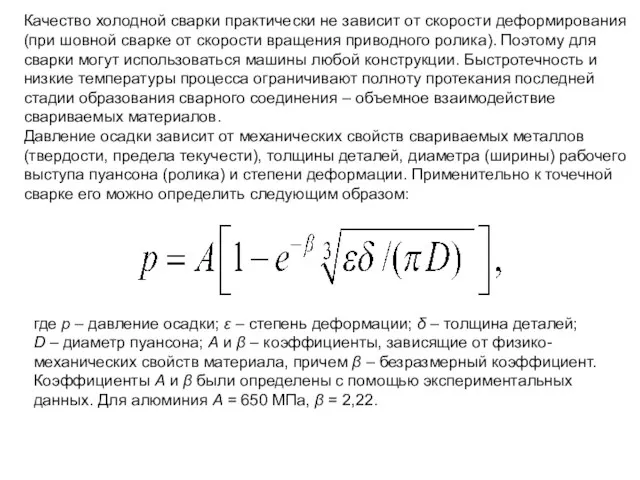
- 8. Давление осадки для случая сварки одноименных металлов определяется по формуле где σт – предел текучести деформированного
- 9. Листы толщиной 0,2…15 мм сваривают точечной сваркой внахлестку путем вдавливания пуансонов в соединяемые элементы с одной
- 10. Общепринято характеризовать точечную и шовную холодную сварку степенью деформации, т. е. выраженным в процентах отношением глубины
- 11. Схема сварной точки: 1 – внутренняя зона; 2 – периферийная зона; 3 – свариваемые детали При
- 12. Качество холодной сварки практически не зависит от скорости деформирования (при шовной сварке от скорости вращения приводного
- 13. Прочность сварной точки, лимитируемая в значительной мере прочностью целого металла по ее периметру, может иногда быть
- 14. Основным достоинством холодной сварки является отсутствие внешнего нагрева деталей и значительного объемного взаимодействия в зоне образования
- 22. Скачать презентацию
СОДЕРЖАНИЕ ЛЕКЦИИ №14
Тема 14. Технология холодной сварки.
Разновидности процессов сварки. Особенности
СОДЕРЖАНИЕ ЛЕКЦИИ №14
Тема 14. Технология холодной сварки.
Разновидности процессов сварки. Особенности
Особенности процесса
Холодная сварка – сварка давлением при значительной пластической деформации без
Особенности процесса
Холодная сварка – сварка давлением при значительной пластической деформации без
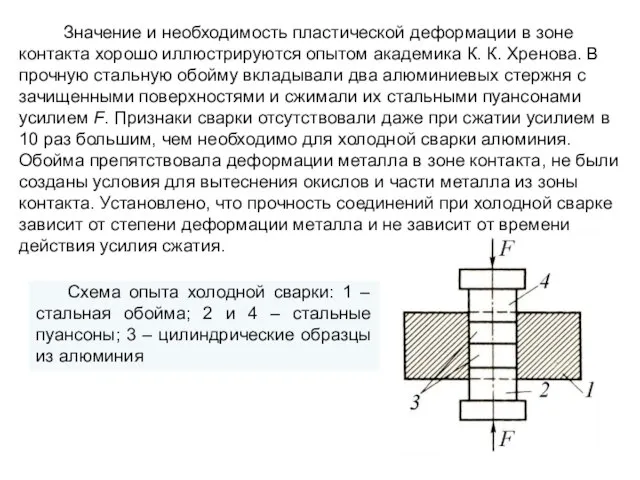
Значение и необходимость пластической деформации в зоне контакта хорошо иллюстрируются
Значение и необходимость пластической деформации в зоне контакта хорошо иллюстрируются
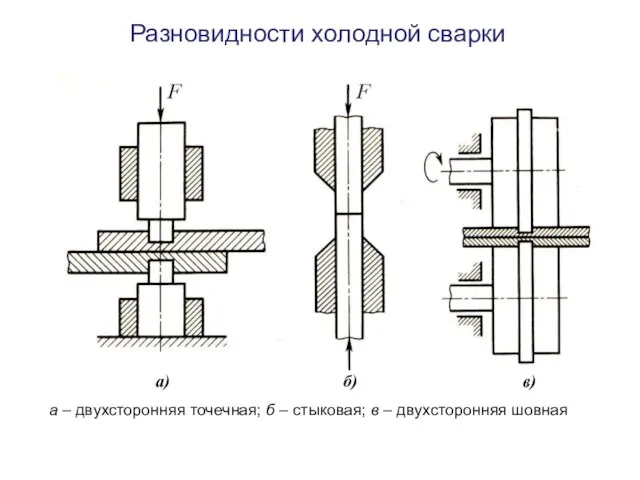
а – двухсторонняя точечная; б – стыковая; в – двухсторонняя шовная
а – двухсторонняя точечная; б – стыковая; в – двухсторонняя шовная
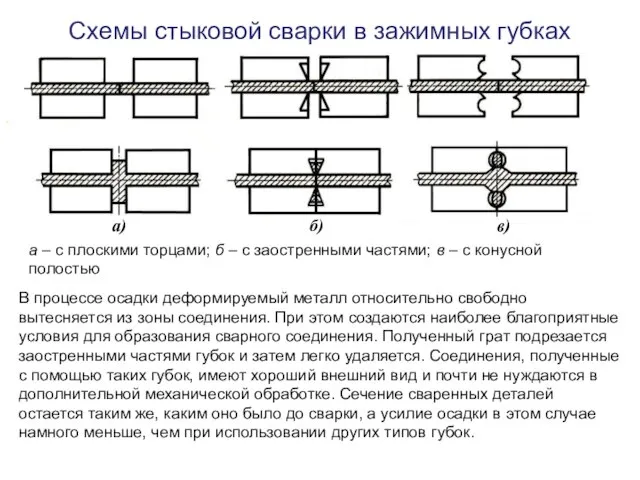
а – с плоскими торцами; б – с заостренными частями; в
а – с плоскими торцами; б – с заостренными частями; в
– величина деформации свободных (не зажатых в губках) концов деталей, определяемая
– величина деформации свободных (не зажатых в губках) концов деталей, определяемая
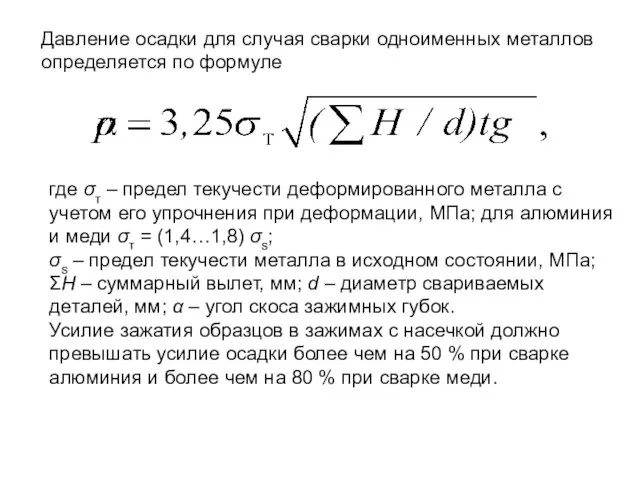
Давление осадки для случая сварки одноименных металлов определяется по формуле
где σт
Давление осадки для случая сварки одноименных металлов определяется по формуле
где σт
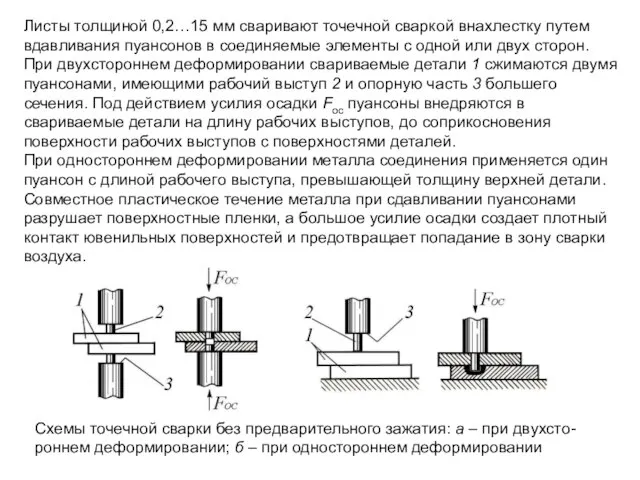
Листы толщиной 0,2…15 мм сваривают точечной сваркой внахлестку путем вдавливания пуансонов
Листы толщиной 0,2…15 мм сваривают точечной сваркой внахлестку путем вдавливания пуансонов
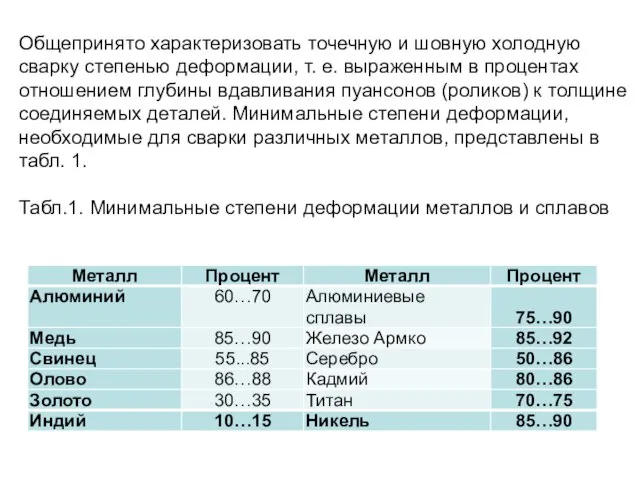
Общепринято характеризовать точечную и шовную холодную сварку степенью деформации, т. е.
Общепринято характеризовать точечную и шовную холодную сварку степенью деформации, т. е.
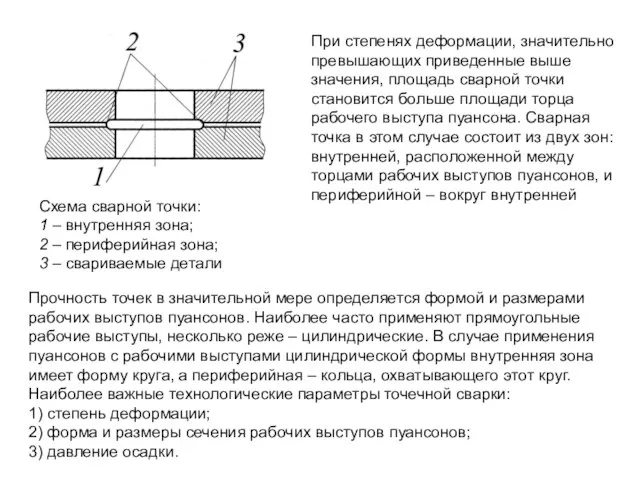
Схема сварной точки:
1 – внутренняя зона;
2 – периферийная зона;
Схема сварной точки:
1 – внутренняя зона;
2 – периферийная зона;
Качество холодной сварки практически не зависит от скорости деформирования (при шовной
Качество холодной сварки практически не зависит от скорости деформирования (при шовной
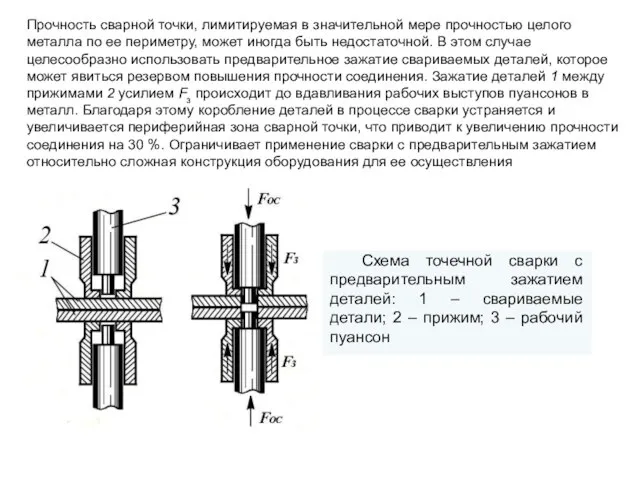
Прочность сварной точки, лимитируемая в значительной мере прочностью целого металла по
Прочность сварной точки, лимитируемая в значительной мере прочностью целого металла по
Основным достоинством холодной сварки является отсутствие внешнего нагрева деталей и значительного
Основным достоинством холодной сварки является отсутствие внешнего нагрева деталей и значительного



 Новолипецкий металлургический комбинат. Продукция НЛМК
Новолипецкий металлургический комбинат. Продукция НЛМК Разработка и совершенствование технологий и средств механизации послеуборочной обработки зерна
Разработка и совершенствование технологий и средств механизации послеуборочной обработки зерна 20111102_pritcha_o_care
20111102_pritcha_o_care Трикотаж жаймаларының негізгі сипаттамалары
Трикотаж жаймаларының негізгі сипаттамалары Первые шаги в экологии
Первые шаги в экологии Мотивация в дистанционном образовании
Мотивация в дистанционном образовании Summer Fest Visa & OTP(1) (1)
Summer Fest Visa & OTP(1) (1) Меры безопасности при работе с режущим инструментом
Меры безопасности при работе с режущим инструментом Презентация Microsoft PowerPoint (2)
Презентация Microsoft PowerPoint (2) а
а Гетероциклические азотсодержащие соединения
Гетероциклические азотсодержащие соединения События до Рождества
События до Рождества Дистанционное задание 6кл.Презентация
Дистанционное задание 6кл.Презентация Pesti osoși
Pesti osoși Металлокерамические и электроугольные материалы
Металлокерамические и электроугольные материалы Онучкина_МВ_задание_8_создание игры
Онучкина_МВ_задание_8_создание игры Техники - работа с бумагой
Техники - работа с бумагой 20131119_prezentaiya_eticheskie_normy
20131119_prezentaiya_eticheskie_normy Фотоальбом. Уборка территории
Фотоальбом. Уборка территории Технические средства контроля
Технические средства контроля Bishkek. Фотографии
Bishkek. Фотографии 3D моделирование в сфере беспилотных летательных аппаратов (БПЛА)
3D моделирование в сфере беспилотных летательных аппаратов (БПЛА) Дистанционные технологии в деятельности ПДО (прикладное творчество и ИЗО- деятельность)
Дистанционные технологии в деятельности ПДО (прикладное творчество и ИЗО- деятельность) Оценка качества коммунальных услуг
Оценка качества коммунальных услуг Article review. Process Parameter Experiments on Vacuum Casting Using a Silicone Rubber Mold for ABS Plastic Parts
Article review. Process Parameter Experiments on Vacuum Casting Using a Silicone Rubber Mold for ABS Plastic Parts 20171215_voinskaya_obyazannost_test
20171215_voinskaya_obyazannost_test Выпускная квалификационная работа: Блок управления холодильными машинами типа ТРМ 974
Выпускная квалификационная работа: Блок управления холодильными машинами типа ТРМ 974 Реконструкция и восстановление скважин
Реконструкция и восстановление скважин