- Технология сборки сварных и вальцованных соединений

Содержание
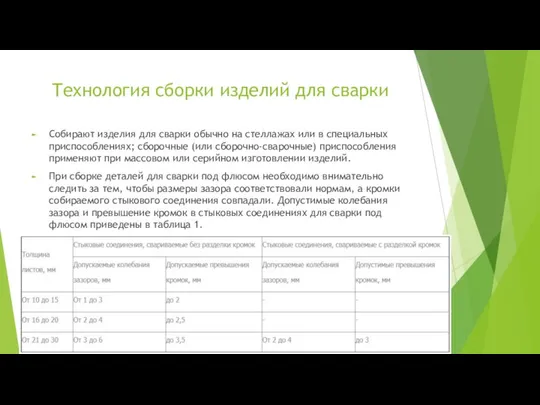
- 2. Технология сборки изделий для сварки Собирают изделия для сварки обычно на стеллажах или в специальных приспособлениях;
- 3. Величина допустимых зазоров в стыке в значительной степени зависит от наличия и формы подкладок. В тавровых
- 4. Высота усиления прихватки не должна превышать 3 мм. При сборке стыковых соединений со скосом кромок прихватки
- 5. Оформление домашнего задания Оформить конспект в тетради Ответить на контрольные работы Оформлять работу письменно в тетради
- 7. Скачать презентацию
Технология сборки изделий для сварки
Собирают изделия для сварки обычно на стеллажах
Технология сборки изделий для сварки
Собирают изделия для сварки обычно на стеллажах

Величина допустимых зазоров в стыке в значительной степени зависит от наличия
Величина допустимых зазоров в стыке в значительной степени зависит от наличия
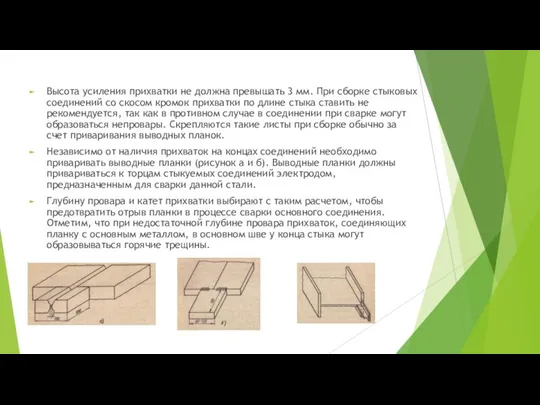
Высота усиления прихватки не должна превышать 3 мм. При сборке стыковых
Высота усиления прихватки не должна превышать 3 мм. При сборке стыковых
Оформление домашнего задания
Оформить конспект в тетради
Ответить на контрольные работы
Оформлять работу письменно
Оформление домашнего задания
Оформить конспект в тетради
Ответить на контрольные работы
Оформлять работу письменно
 ошибки и результаты - практическая по приема
ошибки и результаты - практическая по приема Транспорт
Транспорт Презентация ПРОдетей_Новый Садик Мурино
Презентация ПРОдетей_Новый Садик Мурино 20150402_9_maja2
20150402_9_maja2 1 стр. обложки
1 стр. обложки Хлеб – наше богатство
Хлеб – наше богатство Изготовление набора кухонного инвентаря с элементами художественной резьбы
Изготовление набора кухонного инвентаря с элементами художественной резьбы физика
физика Добро пожаловать в ЕФИН!
Добро пожаловать в ЕФИН! Подставки из бусин и пуговиц
Подставки из бусин и пуговиц Мои любимые занятия. Валиулина Мария
Мои любимые занятия. Валиулина Мария Пространственные концепции
Пространственные концепции Спектакль - от замысла к воплощению. Образ героя и его характер
Спектакль - от замысла к воплощению. Образ героя и его характер Проектная презентация
Проектная презентация Моя компания. Резюме и описание фирмы. Услуги. Организационный план. Финансовый план. Риски и гарантии
Моя компания. Резюме и описание фирмы. Услуги. Организационный план. Финансовый план. Риски и гарантии Мебель - трансформер
Мебель - трансформер Power Industry
Power Industry Введение История про историю
Введение История про историю Порівняльний аналіз витрат при будівництві нової залізничної лінії з використанням самохідного скреперу
Порівняльний аналіз витрат при будівництві нової залізничної лінії з використанням самохідного скреперу Коллаж урок изобразительного искусства в 7 классе
Коллаж урок изобразительного искусства в 7 классе Техническое обслуживание и ремонт системы электропитания автомобиля
Техническое обслуживание и ремонт системы электропитания автомобиля Микрорайон Соловьиная роща. Новый квартал
Микрорайон Соловьиная роща. Новый квартал 20111217_urok_slovesnosti
20111217_urok_slovesnosti викторина ко Дню воды
викторина ко Дню воды presentation for Orion 2 слайда
presentation for Orion 2 слайда 20131027_prezentatsiya_osvobozhdenie_starogo_oskola_ot_nemetsko-fashistskikh_zakhvatchikov
20131027_prezentatsiya_osvobozhdenie_starogo_oskola_ot_nemetsko-fashistskikh_zakhvatchikov Западный Крым
Западный Крым Өсімдік майының түрлері және сапасына қойылатын талаптар
Өсімдік майының түрлері және сапасына қойылатын талаптар