- Влажно - тепловая обработка швейных изделий

Содержание
- 2. СПОСОБЫ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ: Конструктивный, с использованием членения поверхности одежды на части, т.е. детали. Механическое
- 3. ПРОЦЕСС ВТО ДЕЛИТСЯ НА ЧЕТЫРЕ ЭТАПА : Перевод волокон материала в высокоэластическое состояние (воздействие тепла и
- 4. Высокополимерные материалы при воздействии на них тепла могут находиться в трех состояниях: I – стеклообразное (
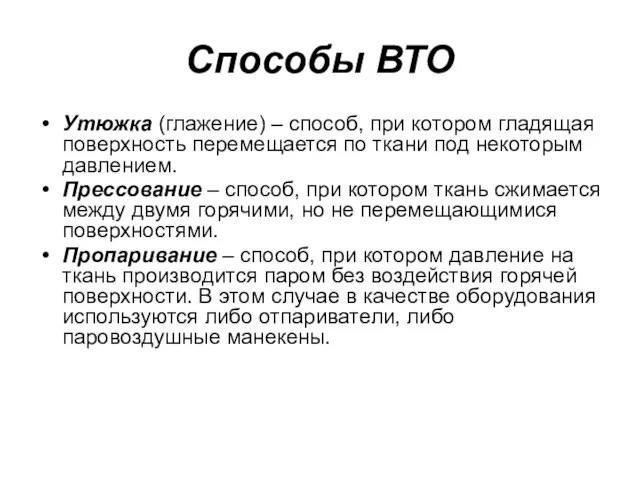
- 5. Способы ВТО Утюжка (глажение) – способ, при котором гладящая поверхность перемещается по ткани под некоторым давлением.
- 6. Оборудование для ВТО Утюги; Гладильные столы; Универсальное прессовое оборудование; Специальное прессовое оборудование; Вспомогательное оборудование.
- 7. УТЮГИ ДЕЛЯТСЯ: По массе: Для платьево-блузочного ассортимента (3 – 5 кг); Для пальтово-костюмного ассортимента (6 –
- 8. Электрические утюги утюг У-3 массой 3 кг (ЗАО «Ростовский-на-Дону завод «АГАТ»»); утюги фирма «Макпи» (Италия) массой
- 9. электропаровые утюги: УПП-М – массой 2,5 кг (Орловский опытно-экспериментальный завод «Легмаш»), УТП-2ЭП (ЗАО «Ростовский-на-Дону завод «АГАТ»»)
- 12. Утюжильные колодки: а – для разутюживания прямых швов; б – швов рукавов; в – швов обтачивания;
- 13. ПРЕССЫ РАЗЛИЧАЮТСЯ ПО: ДАВЛЕНИЮ МЕЖДУ ПОДУШКАМИ: ЛЕГКИЕ (ДАВЛЕНИЕ ДО 14,5 КН), СРЕДНИЕ (ДАВЛЕНИЕ ДО 29,5 КН);
- 14. Пневматические прессы предназначены для эксплуатации на предприятиях с централизованным снабжением сжатого воздуха, пара и вакуума. По
- 15. Электромеханические прессы имеют большую маневренность, сравнительно бесшумный привод. Например, пресс марки Cs-311 фирмы «Паннония» (Венгрия) предназначен
- 16. Гидравлические прессы позволяют получать высокое давление между подушками, имеют большую маневренность. Например, пресс марки ПГУ-3 с
- 17. К группе специальных прессов относятся прессы, на которых выполняют операции определенного назначения. При изготовлении платьев и
- 18. Комплект оборудования для ВТО мужского пиджака фирмы «Макпи»
- 19. Варианты нижних подушек карусельного пресса модели 503.11 фирмы «Макпи» 503.11-1106 с прямолинейными подушками; 503.11-1111 с прямолинейными
- 20. Установка фирмы «Макпи»: а – модели 287 для прессования стана сорочки, плечевого пояса и боковых швов
- 21. Прессование плеч сорочки: а — с расширителем; б — без расширителя
- 22. Стол модели 127 фирмы «Макпи» для складывания сорочек
- 23. Отпариватель модели 046 фирмы «Макпи»: 1 – всасывающая труба; 2 – шланг подачи пара; 3 –
- 24. Паровоздушные манекены предназначены для окончательной ВТО плечевых изделий. В оборудовании этого вида использован способ одновременного воздействия
- 27. Пресс-отпариватель отличается тем, что при работе подушки плотно зажимают обрабатываемую деталь, верхняя подушка обогревается паром и
- 28. Утюжильный стол марки СУ-М-1 предназначен для ВТО верхних изделий (для внутрипроцессной обработки пиджака, внутрипроцессной и окончательной
- 29. Утюжильный стол модели 350 фирмы «Макпи» для разутюживания боковых швов брюк, юбок, платьев
- 31. Скачать презентацию
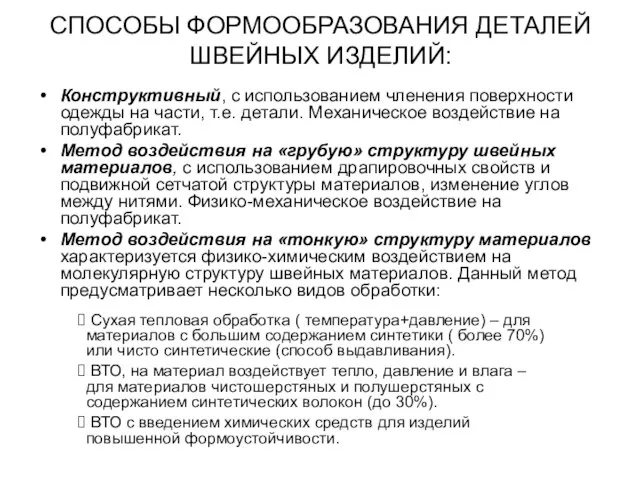
СПОСОБЫ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ:
Конструктивный, с использованием членения поверхности одежды на
СПОСОБЫ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ:
Конструктивный, с использованием членения поверхности одежды на
ПРОЦЕСС ВТО ДЕЛИТСЯ
НА ЧЕТЫРЕ ЭТАПА :
Перевод волокон материала в высокоэластическое
ПРОЦЕСС ВТО ДЕЛИТСЯ
НА ЧЕТЫРЕ ЭТАПА :
Перевод волокон материала в высокоэластическое
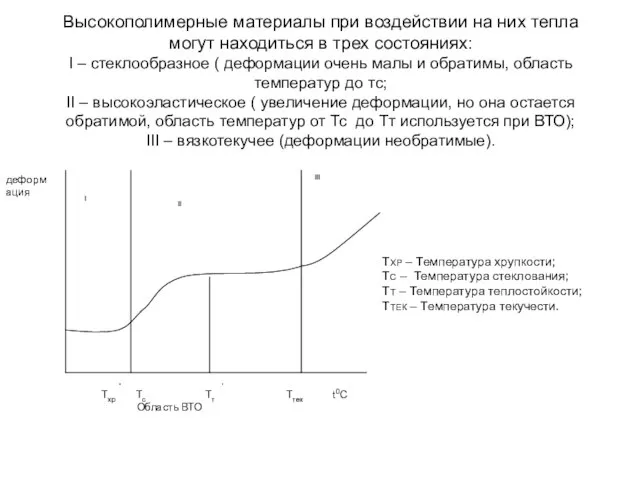
Высокополимерные материалы при воздействии на них тепла могут находиться в трех
Высокополимерные материалы при воздействии на них тепла могут находиться в трех
Способы ВТО
Утюжка (глажение) – способ, при котором гладящая поверхность перемещается
Способы ВТО
Утюжка (глажение) – способ, при котором гладящая поверхность перемещается
Оборудование для ВТО
Утюги;
Гладильные столы;
Универсальное прессовое оборудование;
Специальное прессовое оборудование;
Оборудование для ВТО
Утюги;
Гладильные столы;
Универсальное прессовое оборудование;
Специальное прессовое оборудование;
УТЮГИ ДЕЛЯТСЯ:
По массе:
Для платьево-блузочного ассортимента (3 – 5 кг);
Для
УТЮГИ ДЕЛЯТСЯ:
По массе:
Для платьево-блузочного ассортимента (3 – 5 кг);
Для
Электрические утюги
утюг У-3 массой 3 кг (ЗАО «Ростовский-на-Дону завод «АГАТ»»);
утюги
Электрические утюги
утюг У-3 массой 3 кг (ЗАО «Ростовский-на-Дону завод «АГАТ»»);
утюги
электропаровые утюги:
УПП-М – массой 2,5 кг (Орловский опытно-экспериментальный завод «Легмаш»),
УТП-2ЭП
электропаровые утюги:
УПП-М – массой 2,5 кг (Орловский опытно-экспериментальный завод «Легмаш»),
УТП-2ЭП


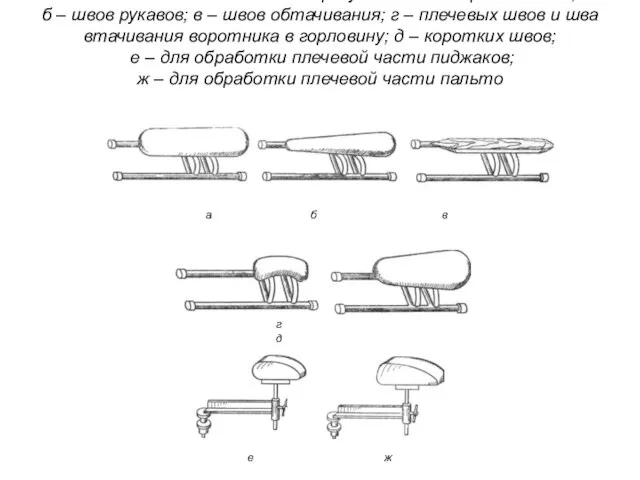
Утюжильные колодки: а – для разутюживания прямых швов;
б – швов рукавов;
Утюжильные колодки: а – для разутюживания прямых швов; б – швов рукавов;
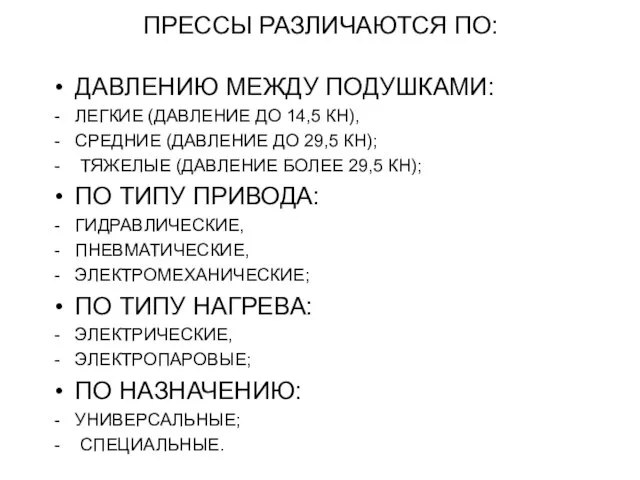
ПРЕССЫ РАЗЛИЧАЮТСЯ ПО:
ДАВЛЕНИЮ МЕЖДУ ПОДУШКАМИ:
ЛЕГКИЕ (ДАВЛЕНИЕ ДО 14,5 КН),
СРЕДНИЕ
ПРЕССЫ РАЗЛИЧАЮТСЯ ПО:
ДАВЛЕНИЮ МЕЖДУ ПОДУШКАМИ:
ЛЕГКИЕ (ДАВЛЕНИЕ ДО 14,5 КН),
СРЕДНИЕ
Пневматические прессы предназначены для эксплуатации на предприятиях с централизованным снабжением сжатого
Пневматические прессы предназначены для эксплуатации на предприятиях с централизованным снабжением сжатого
Электромеханические прессы имеют большую маневренность, сравнительно бесшумный привод.
Например, пресс марки
Электромеханические прессы имеют большую маневренность, сравнительно бесшумный привод.
Например, пресс марки
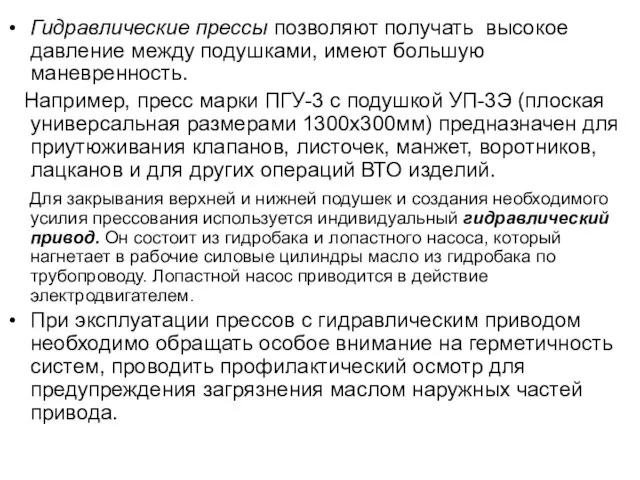
Гидравлические прессы позволяют получать высокое давление между подушками, имеют большую маневренность.
Гидравлические прессы позволяют получать высокое давление между подушками, имеют большую маневренность.
К группе специальных прессов относятся прессы, на которых выполняют операции определенного
К группе специальных прессов относятся прессы, на которых выполняют операции определенного
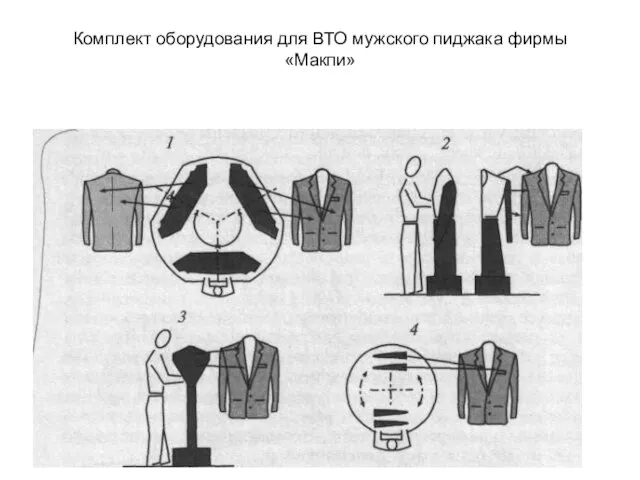
Комплект оборудования для ВТО мужского пиджака фирмы
«Макпи»
Комплект оборудования для ВТО мужского пиджака фирмы
«Макпи»
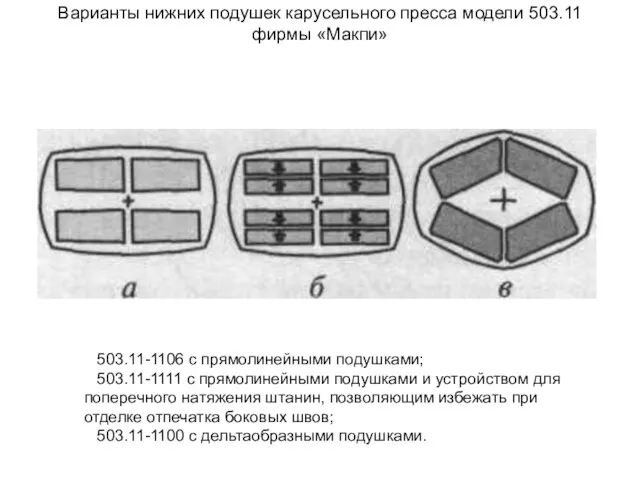
Варианты нижних подушек карусельного пресса модели 503.11 фирмы «Макпи»
503.11-1106 с прямолинейными
Варианты нижних подушек карусельного пресса модели 503.11 фирмы «Макпи»
503.11-1106 с прямолинейными

Установка фирмы «Макпи»:
а – модели 287 для прессования стана сорочки,
Установка фирмы «Макпи»: а – модели 287 для прессования стана сорочки,
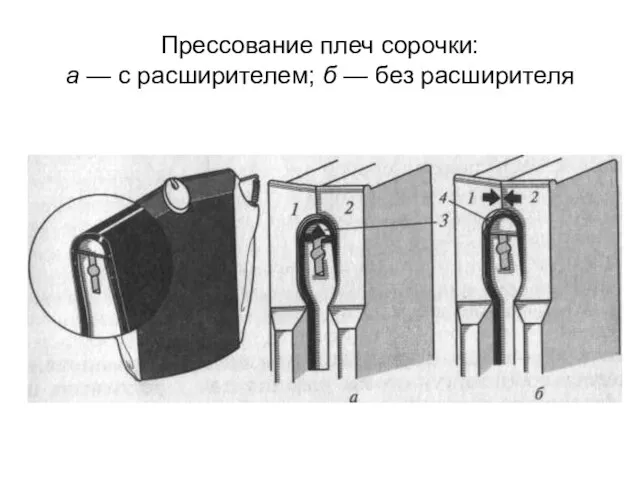
Прессование плеч сорочки:
а — с расширителем; б — без расширителя
Прессование плеч сорочки:
а — с расширителем; б — без расширителя

Стол модели 127 фирмы «Макпи»
для складывания сорочек
Стол модели 127 фирмы «Макпи»
для складывания сорочек
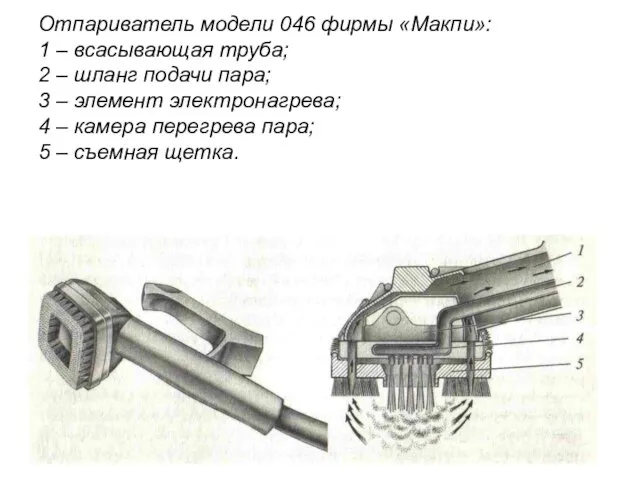
Отпариватель модели 046 фирмы «Макпи»:
1 – всасывающая труба;
2 –
Отпариватель модели 046 фирмы «Макпи»: 1 – всасывающая труба; 2 –
Паровоздушные манекены предназначены для окончательной ВТО плечевых изделий. В оборудовании этого
Паровоздушные манекены предназначены для окончательной ВТО плечевых изделий. В оборудовании этого



Пресс-отпариватель отличается тем, что при работе подушки плотно зажимают обрабатываемую деталь,
Пресс-отпариватель отличается тем, что при работе подушки плотно зажимают обрабатываемую деталь,
Утюжильный стол марки СУ-М-1 предназначен для ВТО верхних изделий (для внутрипроцессной
Утюжильный стол марки СУ-М-1 предназначен для ВТО верхних изделий (для внутрипроцессной

Утюжильный стол модели 350 фирмы «Макпи» для разутюживания боковых швов брюк,
Утюжильный стол модели 350 фирмы «Макпи» для разутюживания боковых швов брюк,
Похожие презентации
 Виртуальная экскурсия
Виртуальная экскурсия Отделочные материалы
Отделочные материалы Технология получения препаратов тетрациклина
Технология получения препаратов тетрациклина Физиология ретикулярной формации. Мозжечок, базальные ядра
Физиология ретикулярной формации. Мозжечок, базальные ядра Обо мне
Обо мне Дистанционное обучение ОБЖ, Физкультура
Дистанционное обучение ОБЖ, Физкультура Организация и управление перевозок сборных грузов в пригородном сообщении на примере ООО ПЭК
Организация и управление перевозок сборных грузов в пригородном сообщении на примере ООО ПЭК Технологічний процес пиляння фанери та ДВП ножівкою та лобзиком
Технологічний процес пиляння фанери та ДВП ножівкою та лобзиком Технологический процесс сварки декоративной ключницы
Технологический процесс сварки декоративной ключницы Бросовый материал
Бросовый материал Формулировки. Херитидж и Уотсон
Формулировки. Херитидж и Уотсон Реконструкция прочностных свойств породы в процессе бурения
Реконструкция прочностных свойств породы в процессе бурения B2B Кабинет
B2B Кабинет Религия и религиозные организации
Религия и религиозные организации
 Комутаційні апарати. Поняття про режими нейтралі трифазної низьковольтної мережі
Комутаційні апарати. Поняття про режими нейтралі трифазної низьковольтної мережі Моя профессия – моя гордость!. Учитель
Моя профессия – моя гордость!. Учитель Game.dev. Виденье проекта
Game.dev. Виденье проекта Электрические аппараты (ЭА)
Электрические аппараты (ЭА) Всезнайка
Всезнайка Микропроцессорная системы зажигания
Микропроцессорная системы зажигания Новогодний калейдоскоп
Новогодний калейдоскоп Повышение эффективности взаимодействия транспортных средств и погрузочно-разгрузочных машин и механизмов на примере ООО ПЭК
Повышение эффективности взаимодействия транспортных средств и погрузочно-разгрузочных машин и механизмов на примере ООО ПЭК Программа: Развитие транспортной системы России (2010 - 2021 годы)
Программа: Развитие транспортной системы России (2010 - 2021 годы) Путешествие по Вселенной
Путешествие по Вселенной Основные приемы влажно-тепловой обработки швейных изделий. Технология 5-Б класс
Основные приемы влажно-тепловой обработки швейных изделий. Технология 5-Б класс 20151012_art.gimnastika_za_gribami_0
20151012_art.gimnastika_za_gribami_0 АПРЕЛЯ - ДЕНЬ ВСЕМИРНОГО НАСЛЕДИЯ
АПРЕЛЯ - ДЕНЬ ВСЕМИРНОГО НАСЛЕДИЯ