- Изображение резьбы» (ГОСТ 2.311-68)

Содержание
- 2. В приборах, машинах, установках – во всевозможных изделиях машиностроения и других отраслей промышленности используются самые разнообразные
- 3. Соединения деталей характеризуются различными конструктивными, технологическими и экономическими факторами, такими как: степень относительной подвижности; возможность сборки;
- 4. Детали подвижных соединений имеют возможность относительного перемещения в рабочем состоянии по некоторым траекториям, определяемым кинематической схемой,
- 5. Разъемные соединения – соединения деталей, которые можно многократно разъединять и соединять, не деформируя при этом ни
- 6. Резьба - чередующиеся выступы и впадины на поверхности тела вращения, расположенные по винтовой линии; применяется как
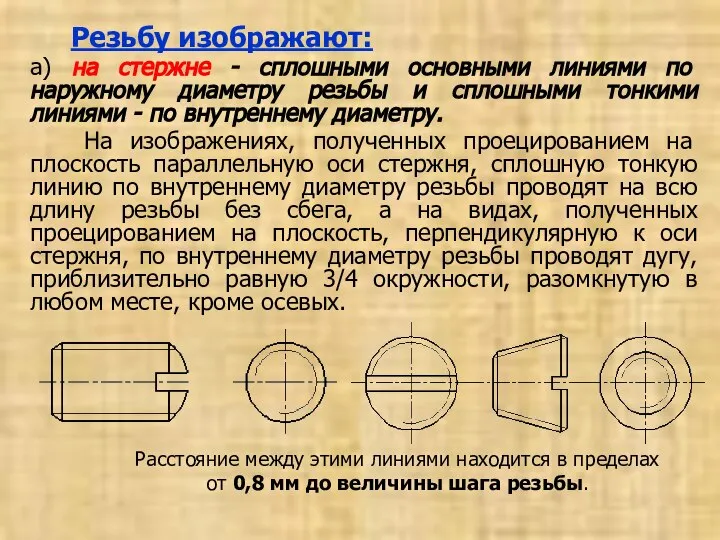
- 8. Резьбу изображают: а) на стержне - сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими
- 10. б) в отверстиях - сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими линиями -
- 11. КЛАССИФИКАЦИЯ РЕЗЬБЫ
- 12. Классификация резьбы по признакам: 1. Форма профиля 2. Форма поверхности с резьбой 3. Расположение резьбы 4.
- 13. 1. По профилю - Треугольная (метрическая-применяется как крепежная -болты, винты, гайки, шпильки и т.п.)) Трапецеидальная( возвратно-поступательные
- 14. 2 - По форме поверхности - Цилиндрическая - Коническая 3 - По расположению - Наружная -
- 15. 4 - По числу заходов РАССТОЯНИЕ МЕЖДУ БЛИЖАЙШИМИ ОДНОИМЕННЫМИ БОКОВЫМИ СТОРОНАМИ ПРОФИЛЯ ОДНОГО И ТОГО ЖЕ
- 16. 6- по величине шага резьбы РАССТОЯНИЕ МЕЖДУ СОСЕДНИМИ ОДНОИМЕННЫМИ БОКОВЫМИ СТОРОНАМИ ПРОФИЛЯ В НАПРАВЛЕНИИ, ПАРАЛЛЕЛЬНОМ ОСИ
- 17. 7 - по эксплуатационному назначению - Крепежная - Крепежно-уплотнительная - Ходовая - Специальная
- 18. Параметры резьбы Ось резьбы Профиль резьбы Угол профиля Наружный диаметр резьбы Внутренний диаметр резьбы Шаг резьбы
- 19. Конструктивные и технологические элементы резьбы Элементы резьбы - это фаски, сбеги, недорезы и проточки. Форму и
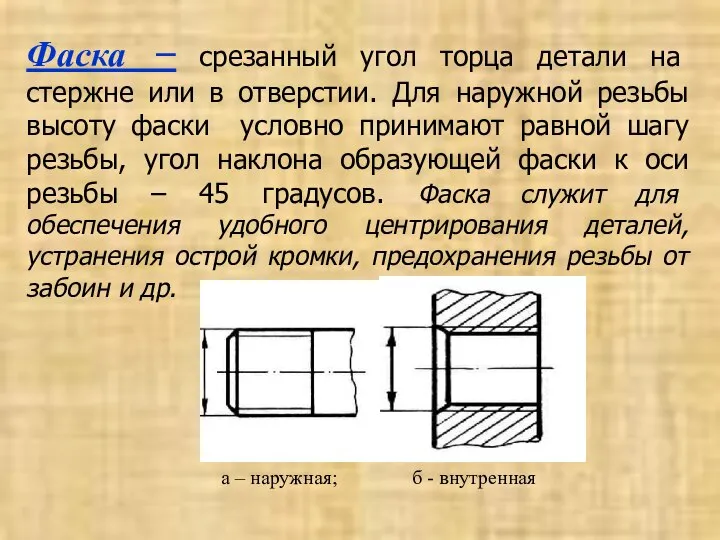
- 20. Фаска – срезанный угол торца детали на стержне или в отверстии. Для наружной резьбы высоту фаски
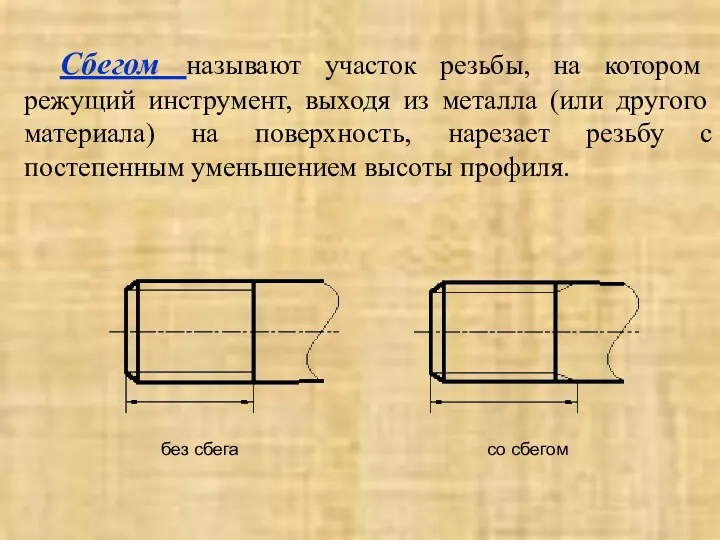
- 21. Сбегом называют участок резьбы, на котором режущий инструмент, выходя из металла (или другого материала) на поверхность,
- 22. Недорезом называют участок, включающий в себя сбег и оставшуюся ненарезанной часть стержня или отверстия.
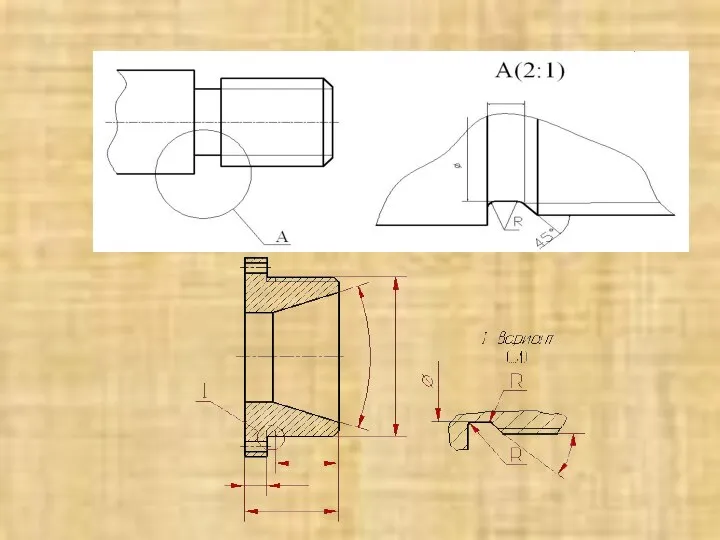
- 23. Проточки - кольцевой желобок на стержне или в отверстии - необходима для обеспечения свободного выхода режущего
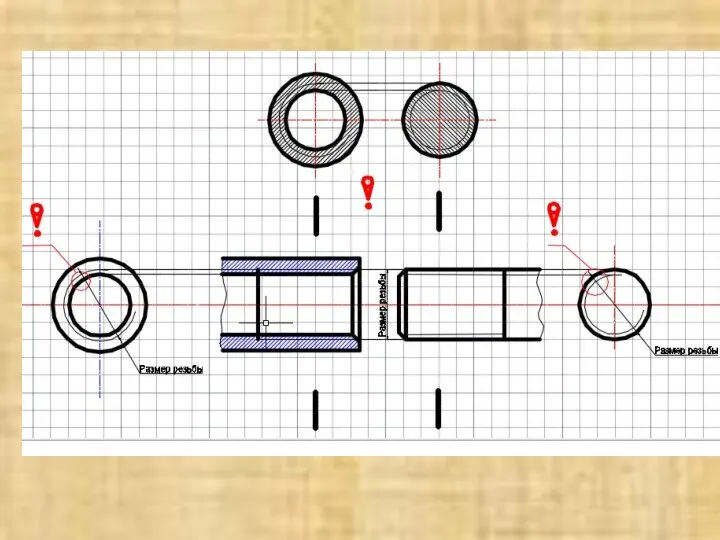
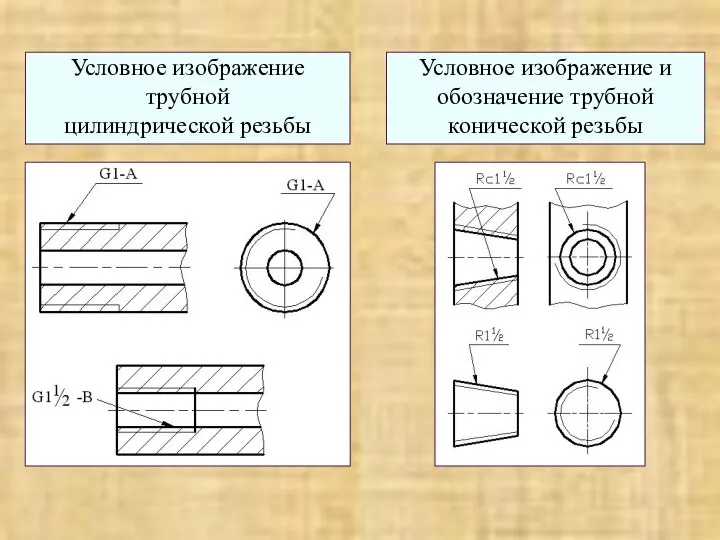
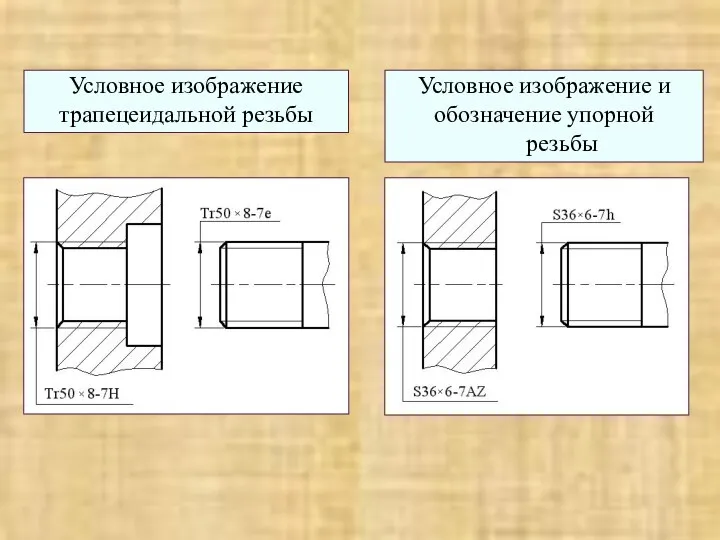
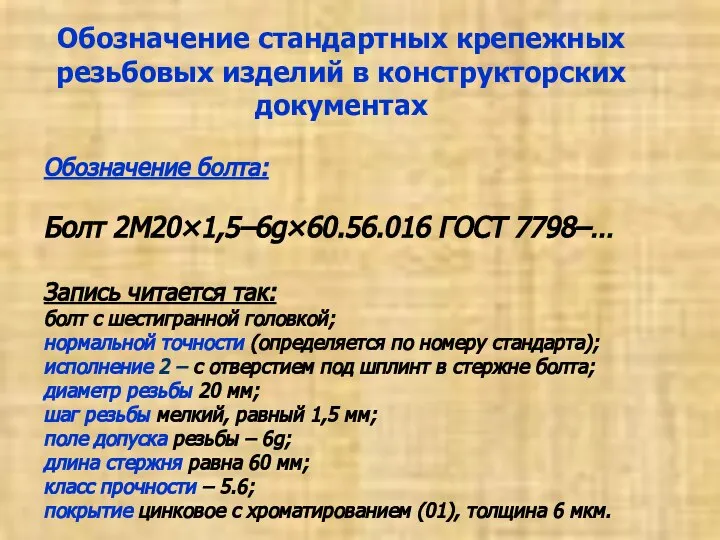
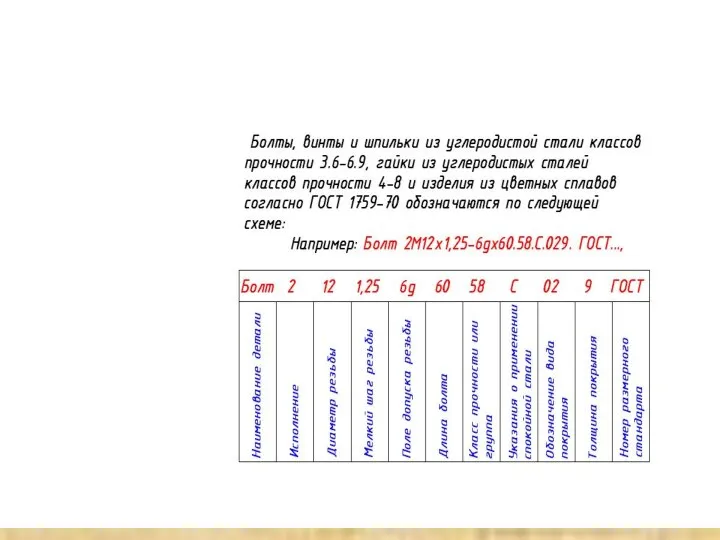
- 25. Изображение и обозначение резьбы
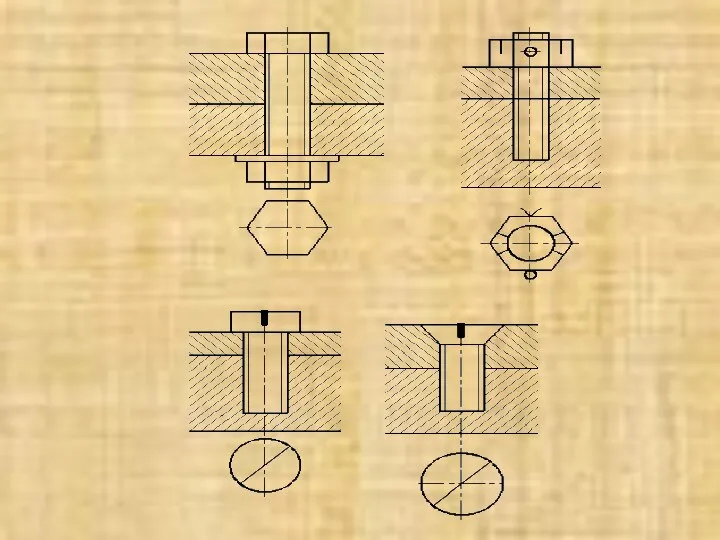
- 28. Изображение резьбового соединения на разрезе
- 33. Скачать презентацию
В приборах, машинах, установках – во всевозможных изделиях машиностроения и
В приборах, машинах, установках – во всевозможных изделиях машиностроения и
Соединения деталей характеризуются различными конструктивными, технологическими и экономическими факторами, такими как:
степень
Соединения деталей характеризуются различными конструктивными, технологическими и экономическими факторами, такими как:
степень
Детали подвижных соединений имеют возможность относительного перемещения в рабочем состоянии по
Детали подвижных соединений имеют возможность относительного перемещения в рабочем состоянии по
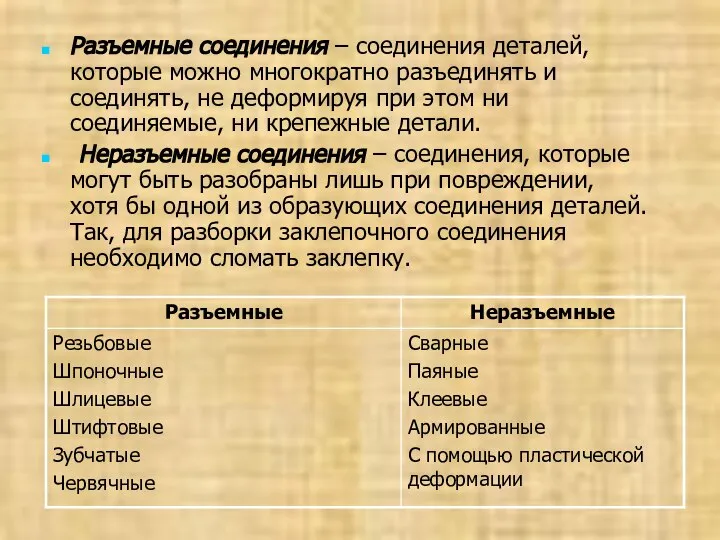
Разъемные соединения – соединения деталей, которые можно многократно разъединять и соединять,
Разъемные соединения – соединения деталей, которые можно многократно разъединять и соединять,

Резьба - чередующиеся выступы и впадины на поверхности тела вращения, расположенные
Резьба - чередующиеся выступы и впадины на поверхности тела вращения, расположенные

Резьбу изображают:
а) на стержне - сплошными основными линиями по наружному
Резьбу изображают:
а) на стержне - сплошными основными линиями по наружному
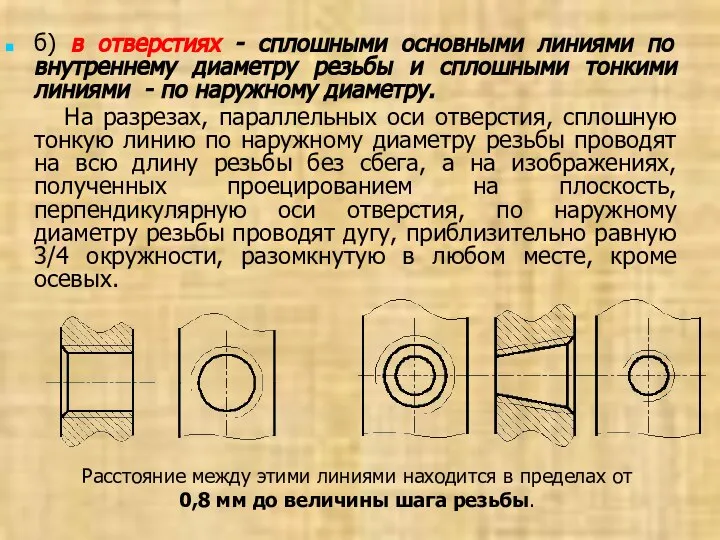
б) в отверстиях - сплошными основными линиями по внутреннему диаметру резьбы
б) в отверстиях - сплошными основными линиями по внутреннему диаметру резьбы

КЛАССИФИКАЦИЯ РЕЗЬБЫ
КЛАССИФИКАЦИЯ РЕЗЬБЫ
Классификация резьбы по признакам:
1. Форма профиля
2. Форма поверхности с резьбой
3. Расположение
Классификация резьбы по признакам:
1. Форма профиля
2. Форма поверхности с резьбой
3. Расположение
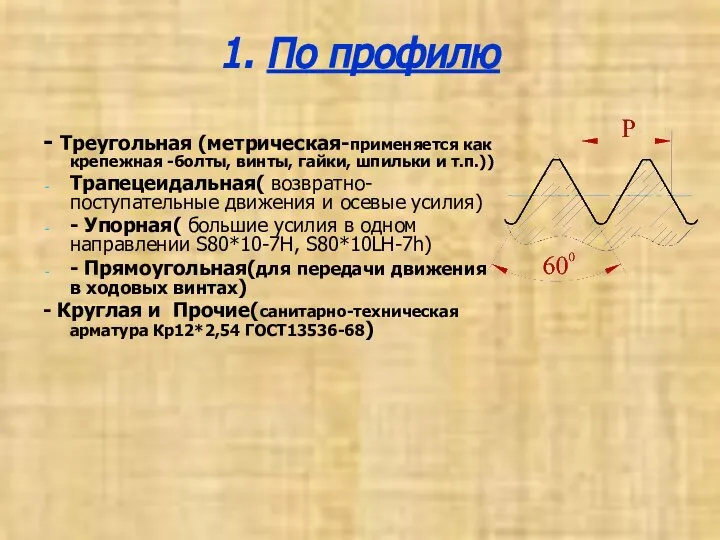
1. По профилю
- Треугольная (метрическая-применяется как крепежная -болты, винты, гайки, шпильки
1. По профилю
- Треугольная (метрическая-применяется как крепежная -болты, винты, гайки, шпильки
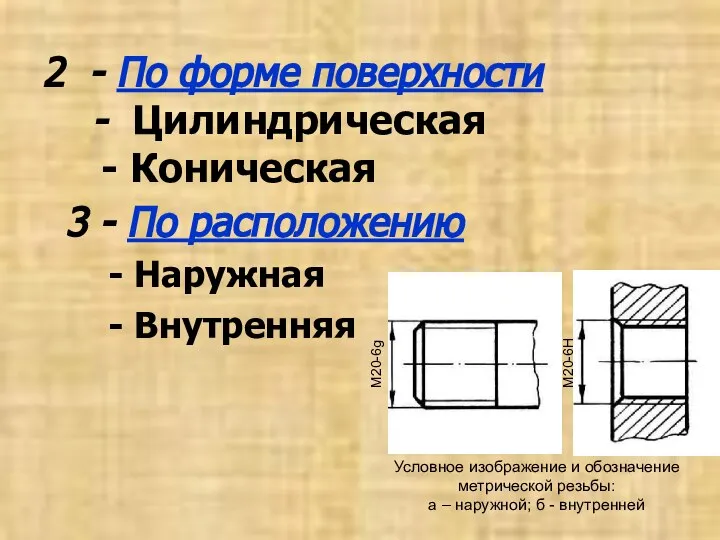
2 - По форме поверхности - Цилиндрическая
- Коническая
3 - По
2 - По форме поверхности - Цилиндрическая
- Коническая
3 - По
4 - По числу заходов
РАССТОЯНИЕ МЕЖДУ БЛИЖАЙШИМИ ОДНОИМЕННЫМИ БОКОВЫМИ СТОРОНАМИ
4 - По числу заходов РАССТОЯНИЕ МЕЖДУ БЛИЖАЙШИМИ ОДНОИМЕННЫМИ БОКОВЫМИ СТОРОНАМИ
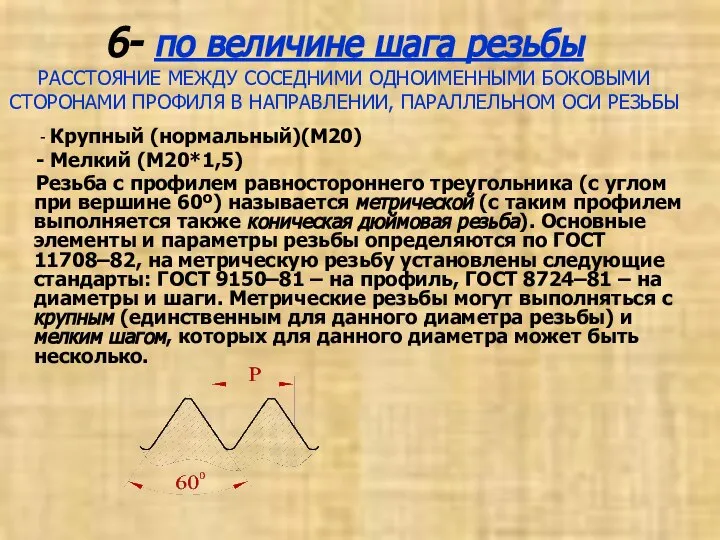
6- по величине шага резьбы
РАССТОЯНИЕ МЕЖДУ СОСЕДНИМИ ОДНОИМЕННЫМИ БОКОВЫМИ СТОРОНАМИ ПРОФИЛЯ
6- по величине шага резьбы РАССТОЯНИЕ МЕЖДУ СОСЕДНИМИ ОДНОИМЕННЫМИ БОКОВЫМИ СТОРОНАМИ ПРОФИЛЯ
7 - по эксплуатационному назначению
- Крепежная
- Крепежно-уплотнительная
- Ходовая
7 - по эксплуатационному назначению
- Крепежная
- Крепежно-уплотнительная
- Ходовая
Параметры резьбы
Ось резьбы
Профиль резьбы
Угол профиля
Наружный диаметр резьбы
Внутренний диаметр резьбы
Шаг
Параметры резьбы
Ось резьбы
Профиль резьбы
Угол профиля
Наружный диаметр резьбы
Внутренний диаметр резьбы
Шаг
Конструктивные и технологические элементы резьбы
Элементы резьбы - это фаски, сбеги,
Конструктивные и технологические элементы резьбы
Элементы резьбы - это фаски, сбеги,
Фаска – срезанный угол торца детали на стержне или в отверстии.
Фаска – срезанный угол торца детали на стержне или в отверстии.
Сбегом называют участок резьбы, на котором режущий инструмент, выходя из металла
Сбегом называют участок резьбы, на котором режущий инструмент, выходя из металла
Недорезом называют участок, включающий в себя сбег и оставшуюся ненарезанной часть
Недорезом называют участок, включающий в себя сбег и оставшуюся ненарезанной часть
Проточки - кольцевой желобок на стержне или в отверстии - необходима
Проточки - кольцевой желобок на стержне или в отверстии - необходима
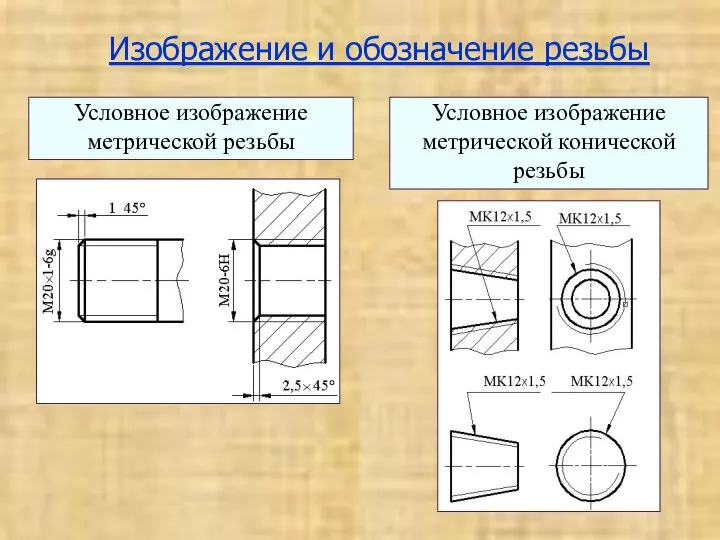
Изображение и обозначение резьбы
Изображение и обозначение резьбы

Изображение резьбового соединения
на разрезе
Изображение резьбового соединения
на разрезе
 УЧЕБНИКИ РУССКОГО ЯЗЫКА В СОВРЕМЕННОЙ НАЧАЛЬНОЙ ШКОЛЕ
УЧЕБНИКИ РУССКОГО ЯЗЫКА В СОВРЕМЕННОЙ НАЧАЛЬНОЙ ШКОЛЕ  Перевод слов 日本 (Япония)
Перевод слов 日本 (Япония) Урок обучения грамоте по теме «Закрепление звуков [о],[э]» Подготовил учитель начальных классов МБОУ гимназии №14 г. Одинцово Бочар
Урок обучения грамоте по теме «Закрепление звуков [о],[э]» Подготовил учитель начальных классов МБОУ гимназии №14 г. Одинцово Бочар Иммунопатология Патология органов иммунной системы Патология иммунного ответа
Иммунопатология Патология органов иммунной системы Патология иммунного ответа Восстановление автомобильных рам и подвесок
Восстановление автомобильных рам и подвесок Зеленые технологии. Всероссийский конкурс творческих работ студентов
Зеленые технологии. Всероссийский конкурс творческих работ студентов РИСК-МЕНЕЖДМЕНТ Заместитель директора Института менеджмента по науке и дополнительному профессиональному образованию К.
РИСК-МЕНЕЖДМЕНТ Заместитель директора Института менеджмента по науке и дополнительному профессиональному образованию К. Центральный Банк России выделяет четыре агрегата денежной массы
Центральный Банк России выделяет четыре агрегата денежной массы Серія ПЧ типу “Altivar”
Серія ПЧ типу “Altivar” Исторический центр Санкт-Петербурга и связанные с ним комплексы памятников
Исторический центр Санкт-Петербурга и связанные с ним комплексы памятников Безопасность медицинского труда
Безопасность медицинского труда Презентация Своя Игра
Презентация Своя Игра БИЗНЕС-ПЛАНИРОВАНИЕ «будущее не наступает, а делается: умело или неумело»
БИЗНЕС-ПЛАНИРОВАНИЕ «будущее не наступает, а делается: умело или неумело»  Электронная коммерция в Интернете
Электронная коммерция в Интернете Traditions and customs UK. Традиции и обычаи Великобритании
Traditions and customs UK. Традиции и обычаи Великобритании Сценарий внеклассного мероприятия «1 апреля – праздник смеха!» Разработала Демержеева Т.В., учитель МАОУ СОШ №3 г-к Анапа
Сценарий внеклассного мероприятия «1 апреля – праздник смеха!» Разработала Демержеева Т.В., учитель МАОУ СОШ №3 г-к Анапа Дифференциальная диагностика детей с ОНР и другими нарушениями
Дифференциальная диагностика детей с ОНР и другими нарушениями Исполнение бюджета на примере государственных внебюджетных фондов РФ Выполнили студентки группы Э101 Овсянникова Надежда Орлова
Исполнение бюджета на примере государственных внебюджетных фондов РФ Выполнили студентки группы Э101 Овсянникова Надежда Орлова ОЖОГИ ОТМОРОЖЕНИЯ ЭЛЕКТРОТРАВМА
ОЖОГИ ОТМОРОЖЕНИЯ ЭЛЕКТРОТРАВМА  Презентация на тему "Результаты педагогической деятельности" - скачать презентации по Педагогике
Презентация на тему "Результаты педагогической деятельности" - скачать презентации по Педагогике Технология оценки учебных успехов
Технология оценки учебных успехов Wing chun. Chinese martial art
Wing chun. Chinese martial art Ике нокта куелу очраклары:
Ике нокта куелу очраклары: Фотолитография
Фотолитография Этические нормы поведения в интернете
Этические нормы поведения в интернете «Игровые формы обучения на уроке» Подготовила: Кузьменко Дарья(группа 110) 2011г.
«Игровые формы обучения на уроке» Подготовила: Кузьменко Дарья(группа 110) 2011г. СТРАХОВАЯ КОМПАНИЯ “ИНДИГО”
СТРАХОВАЯ КОМПАНИЯ “ИНДИГО”  БУД Севастополь
БУД Севастополь