- Коксование угля, получение аром

Содержание
- 3. ОСНОВНЫЕ НАПРАВЛЕНИЯ ИСПОЛЬЗОВАНИЯ БЕНЗОЛА В ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
- 4. ОСНОВНЫЕ ПУТИ ИСПОЛЬЗОВАНИЯ ТОЛУОЛА В ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
- 5. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ТОЛУОЛА ИЗ КАМЕННОГО УГЛЯ коксовая батарея газосборник система отделения каменноугольной смолы и аммиачной воды;
- 6. Основными летучими продуктами высокотемпературного коксования являются: коксовый газ, пирогенетическая вода, нафталин, аммиак, сероводород (и др. сернистые
- 7. ИЗМЕНЕНИЕ ЭЛЕМЕНТНОГО СОСТАВА В ХОДЕ КОКСОВАНИЯ NH3 + H2SO4 ? NH4HSO4 + (NH4)2SO4 RN + H2SO4?
- 8. При повышении температуры коксования происходят следующие изменения выхода и состава химических продуктов: а) выход газа увеличивается,
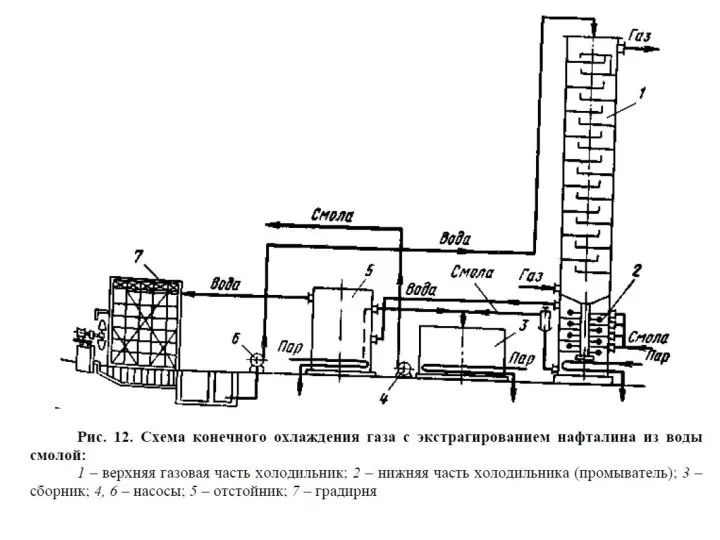
- 9. ПЕРВИЧНОЕ ОХЛАЖДЕНИЕ КОКСОВОГО ГАЗА Коксовый газ, выходящий из подсводового пространства коксовых камер имеет температуру 650–750°С и
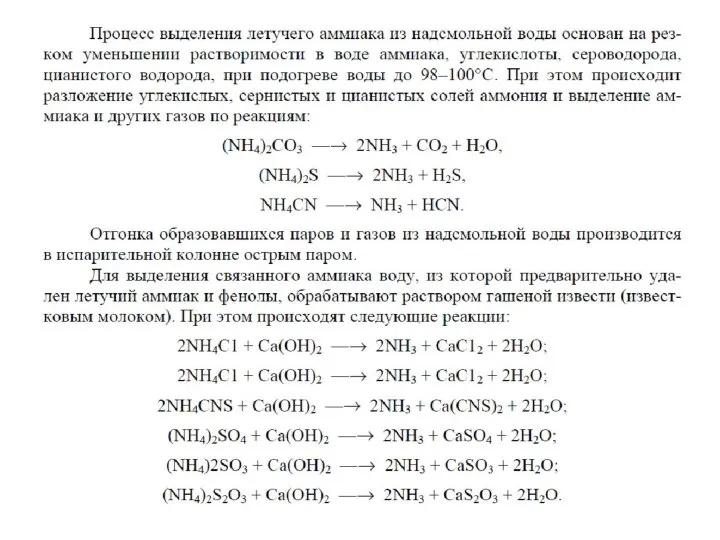
- 10. Примерный состав надсмольной аммиачной воды, поступающей на переработку (при смешивании вод газосборников и первичных холодильников), г/л:
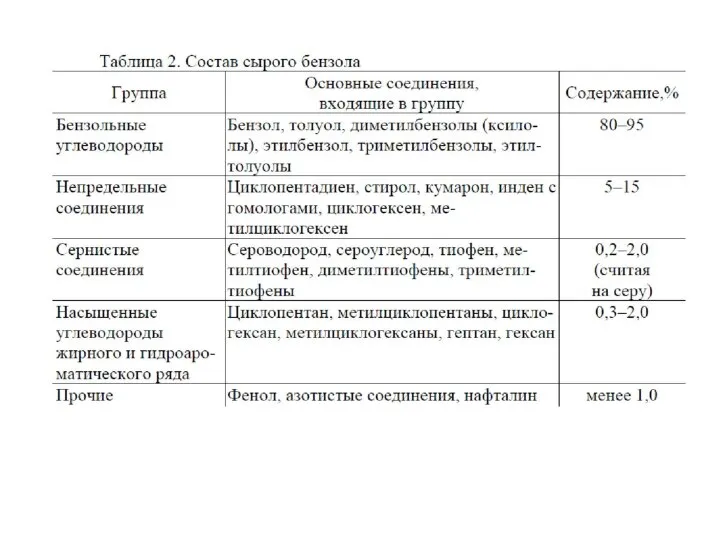
- 13. Состав и свойства сырого бензола Сырой бензол извлекается из прямого коксового газа абсорбцией органическими поглотителями. Сырой
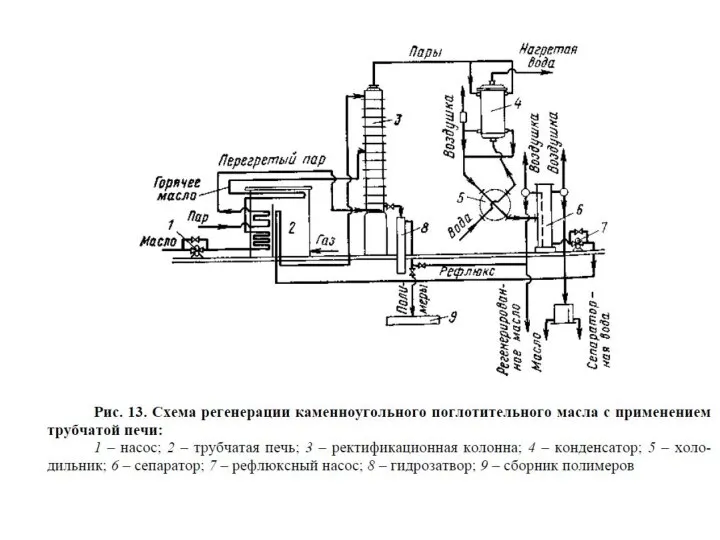
- 14. Улавливание бензольных углеводородов поглотительным маслом. На большинстве отечественных коксохимических заводов в качестве поглотителя для улавливания бензольных
- 15. Свежее каменноугольное масло должно отвечать следующим техническим условиям (масло не должно давать осадка при охлаждении до
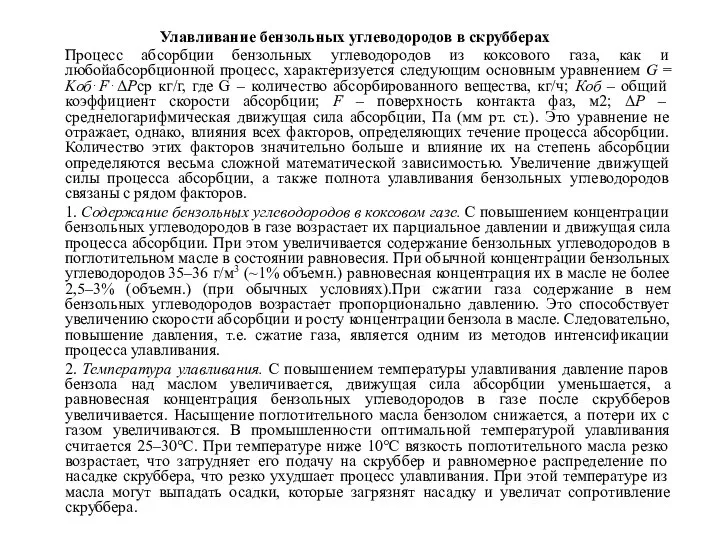
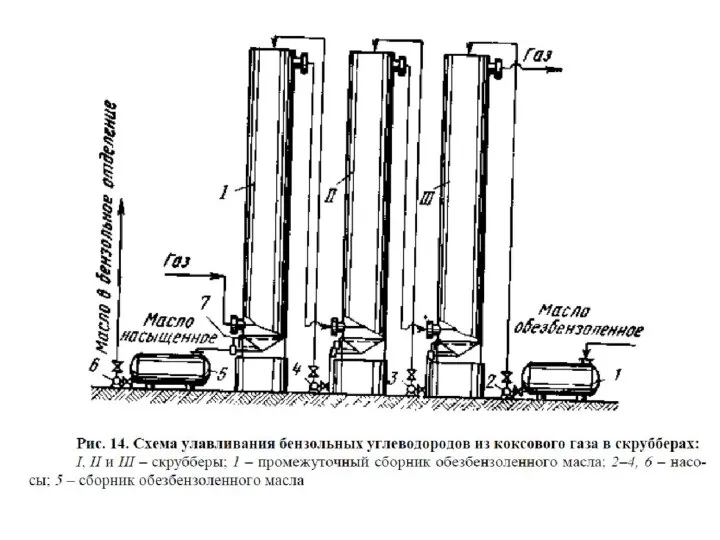
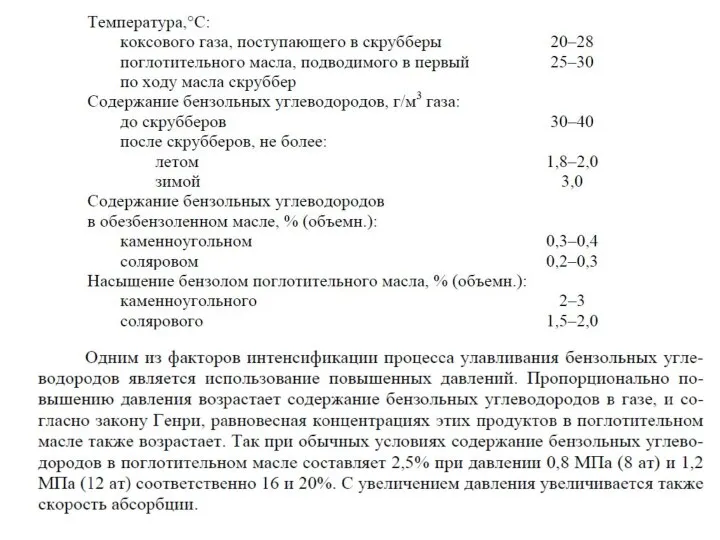
- 17. Улавливание бензольных углеводородов в скрубберах Процесс абсорбции бензольных углеводородов из коксового газа, как и любойабсорбционной процесс,
- 20. В скрубберах происходит уравнивание температур: температура газа повышается, а масла понижается. Для предупреждения конденсации водяных паров
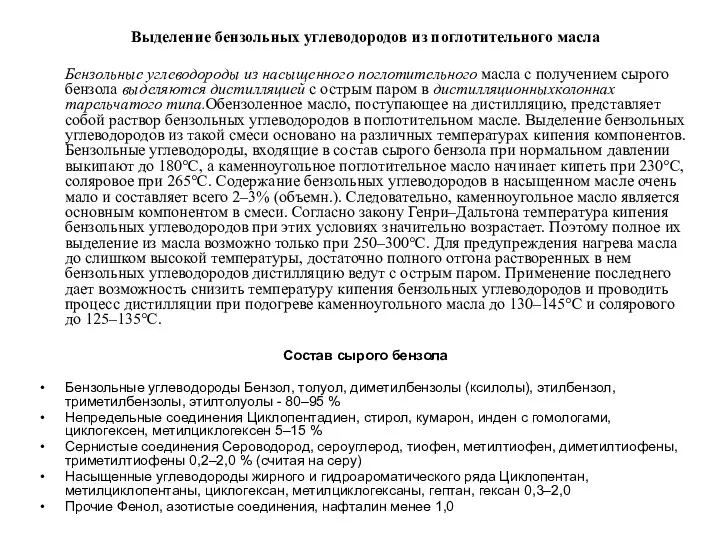
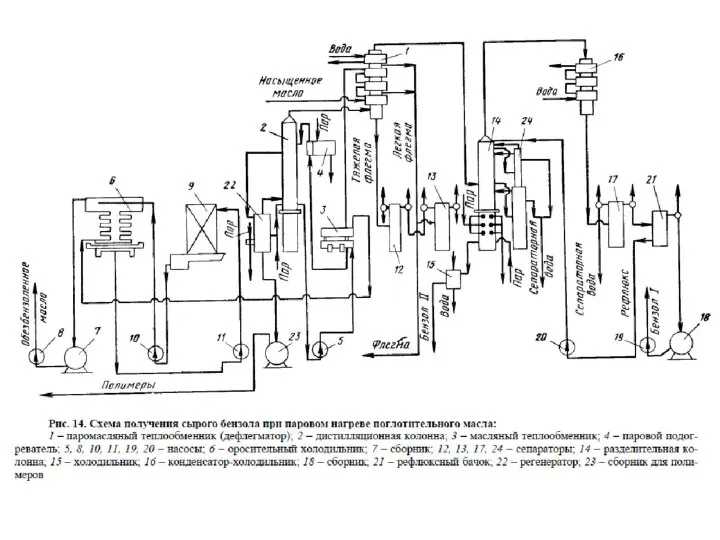
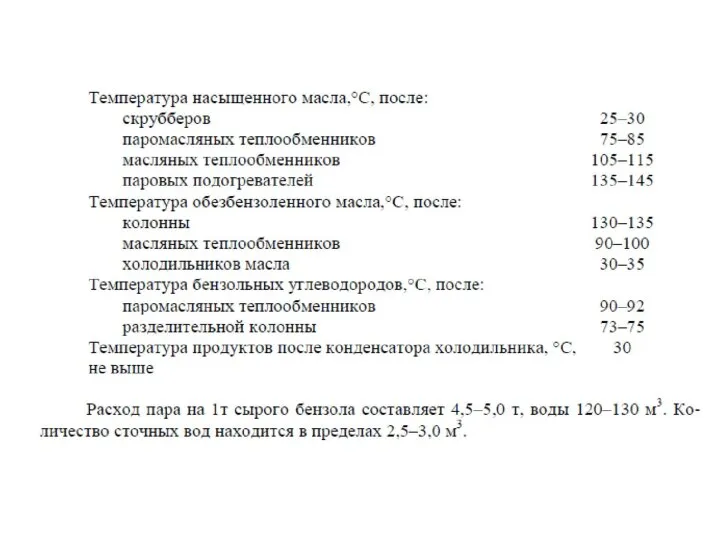
- 21. Выделение бензольных углеводородов из поглотительного масла Бензольные углеводороды из насыщенного поглотительного масла с получением сырого бензола
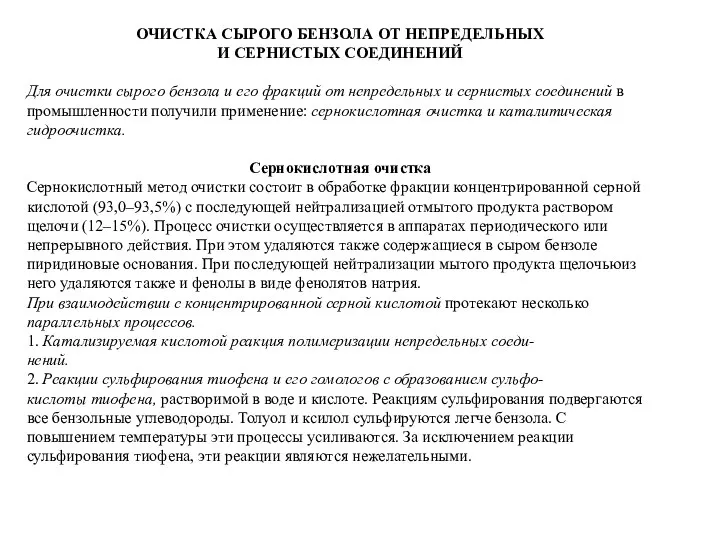
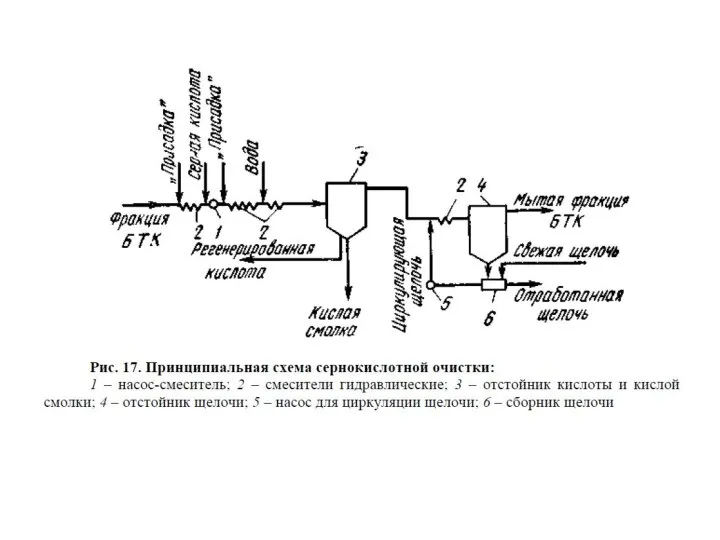
- 25. ОЧИСТКА СЫРОГО БЕНЗОЛА ОТ НЕПРЕДЕЛЬНЫХ И СЕРНИСТЫХ СОЕДИНЕНИЙ Для очистки сырого бензола и его фракций от
- 26. 3. Катализируемое серной кислотой алкилирование тиофена непредельны- ми соединениями. В присутствии 93-%ной серной кислоты тиофен с
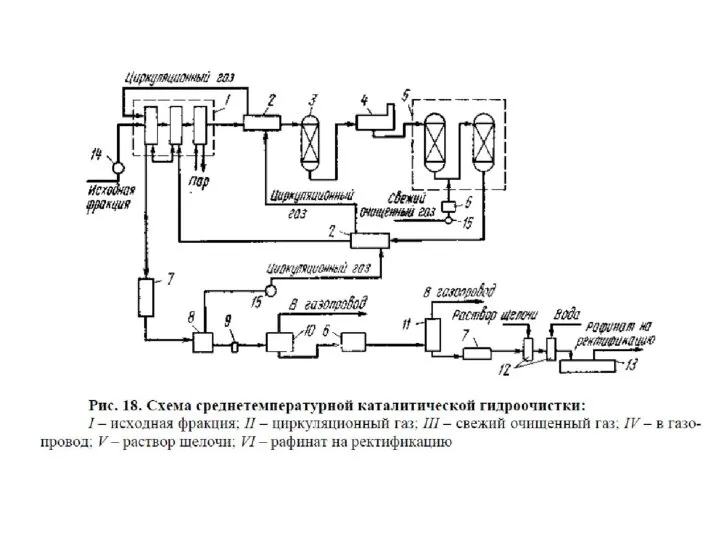
- 28. Каталитическая гидроочистка Наиболее перспективным методом очистки бензола является каталитическая гидрогенизация, позволяющая наряду с глубокой очисткой от
- 29. Гидроочистка Сернокислотная очистка
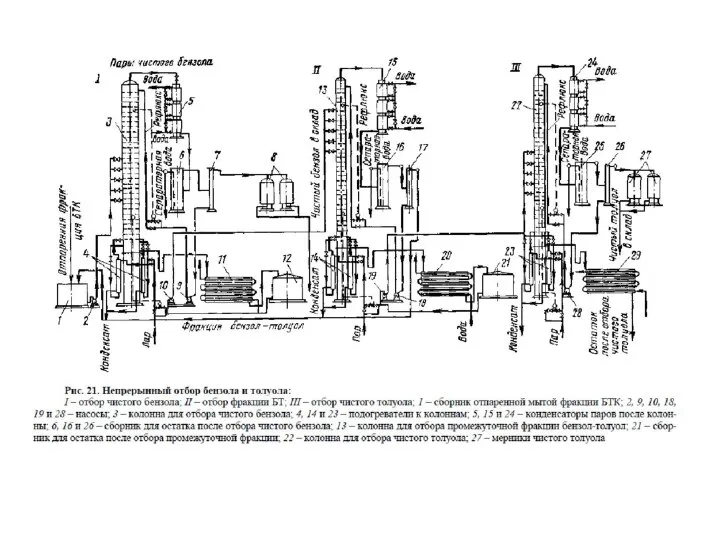
- 31. ПЕРЕРАБОТКА СЫРОГО БЕНЗОЛА Сырой бензол представляет собой многокомпонентную систему, основными составляющими которой являются одноядерные ароматические соединения
- 33. Продукты ректификации сырого бензола, их использование Отечественный стандарт на чистый каменноугольный бензол (ГОСТ 8448-78) предусматривает производство
- 35. Скачать презентацию
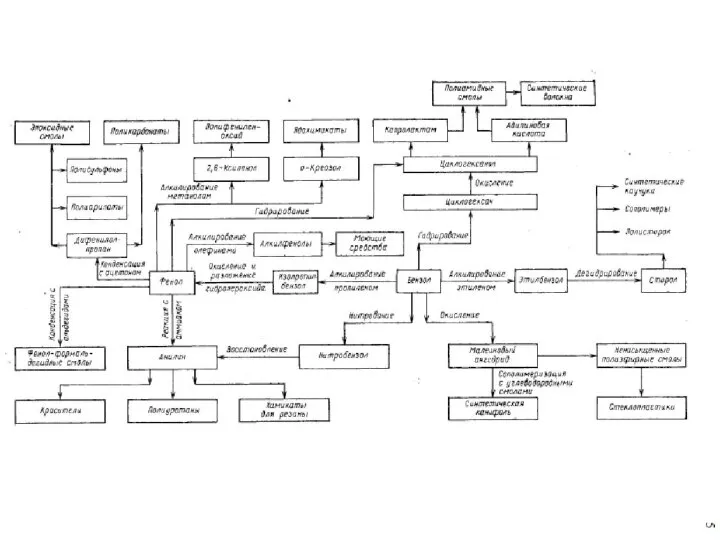

ОСНОВНЫЕ НАПРАВЛЕНИЯ ИСПОЛЬЗОВАНИЯ БЕНЗОЛА В ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
ОСНОВНЫЕ НАПРАВЛЕНИЯ ИСПОЛЬЗОВАНИЯ БЕНЗОЛА В ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
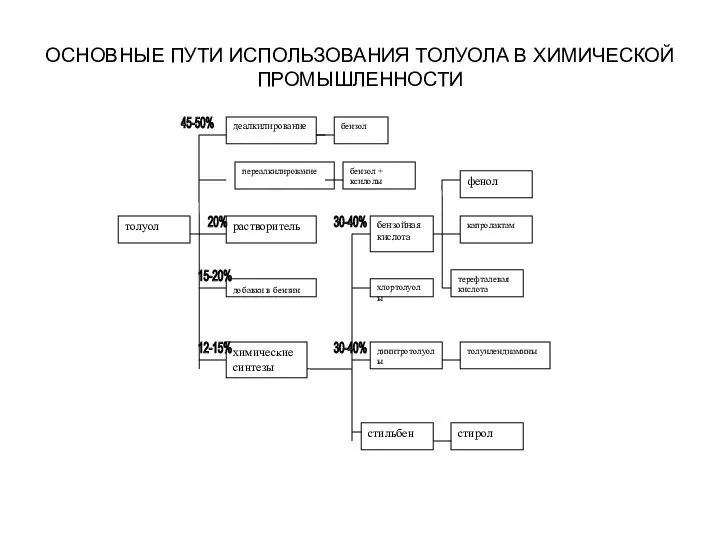
ОСНОВНЫЕ ПУТИ ИСПОЛЬЗОВАНИЯ ТОЛУОЛА В ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
ОСНОВНЫЕ ПУТИ ИСПОЛЬЗОВАНИЯ ТОЛУОЛА В ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
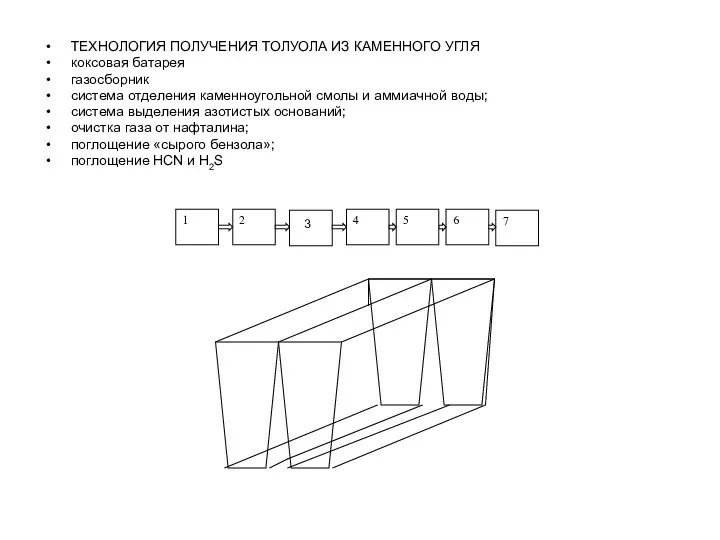
ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ТОЛУОЛА ИЗ КАМЕННОГО УГЛЯ
коксовая батарея
газосборник
система отделения каменноугольной смолы и
ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ТОЛУОЛА ИЗ КАМЕННОГО УГЛЯ
коксовая батарея
газосборник
система отделения каменноугольной смолы и
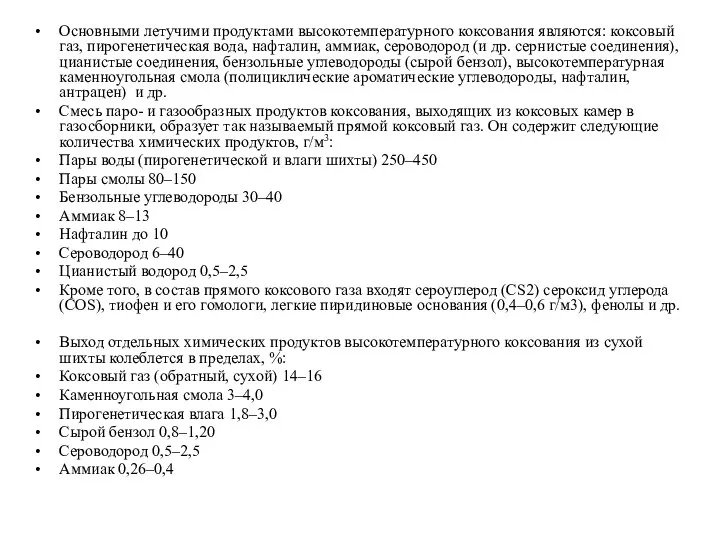
Основными летучими продуктами высокотемпературного коксования являются: коксовый газ, пирогенетическая вода, нафталин,
Основными летучими продуктами высокотемпературного коксования являются: коксовый газ, пирогенетическая вода, нафталин,
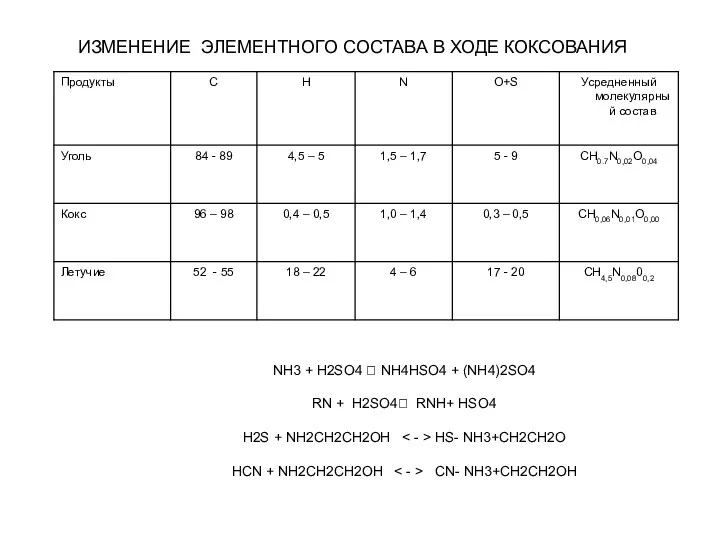
ИЗМЕНЕНИЕ ЭЛЕМЕНТНОГО СОСТАВА В ХОДЕ КОКСОВАНИЯ
NH3 + H2SO4 ? NH4HSO4 +
ИЗМЕНЕНИЕ ЭЛЕМЕНТНОГО СОСТАВА В ХОДЕ КОКСОВАНИЯ
NH3 + H2SO4 ? NH4HSO4 +
При повышении температуры коксования происходят следующие изменения выхода и состава химических
При повышении температуры коксования происходят следующие изменения выхода и состава химических
ПЕРВИЧНОЕ ОХЛАЖДЕНИЕ КОКСОВОГО ГАЗА
Коксовый газ, выходящий из подсводового пространства коксовых камер
ПЕРВИЧНОЕ ОХЛАЖДЕНИЕ КОКСОВОГО ГАЗА
Коксовый газ, выходящий из подсводового пространства коксовых камер
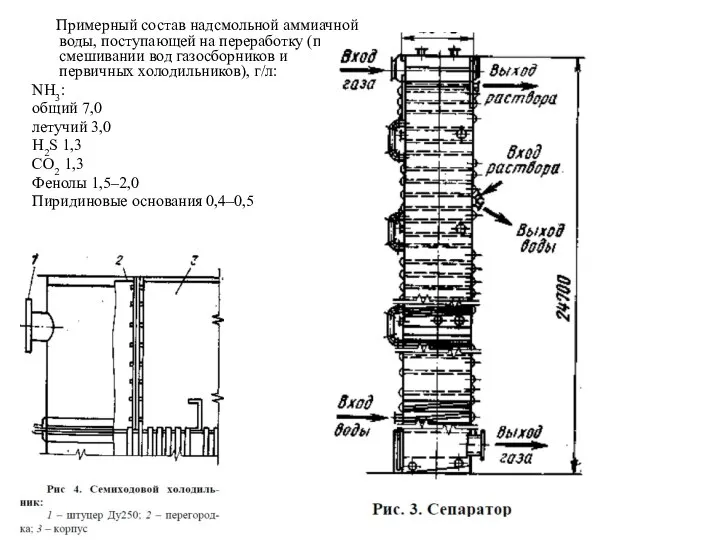
Примерный состав надсмольной аммиачной воды, поступающей на переработку (при смешивании
Примерный состав надсмольной аммиачной воды, поступающей на переработку (при смешивании
Состав и свойства сырого бензола
Сырой бензол извлекается из прямого коксового газа
Состав и свойства сырого бензола
Сырой бензол извлекается из прямого коксового газа
Улавливание бензольных углеводородов поглотительным
маслом.
На большинстве отечественных коксохимических заводов в качестве
Улавливание бензольных углеводородов поглотительным
маслом.
На большинстве отечественных коксохимических заводов в качестве
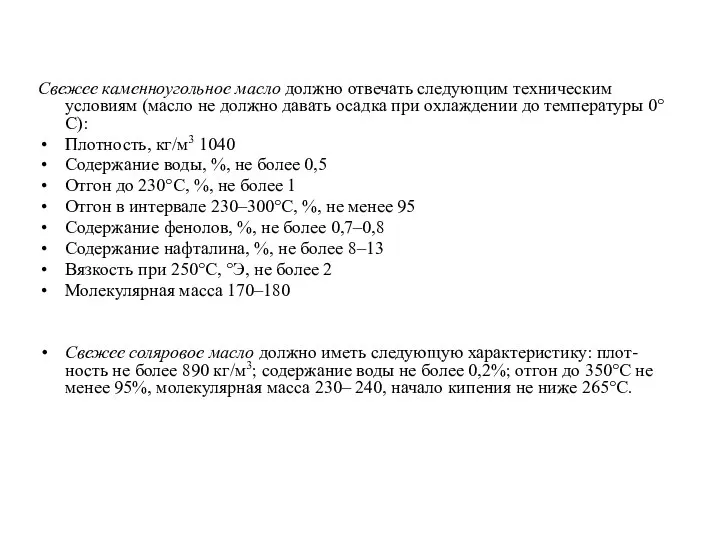
Свежее каменноугольное масло должно отвечать следующим техническим условиям (масло не должно
Свежее каменноугольное масло должно отвечать следующим техническим условиям (масло не должно
Улавливание бензольных углеводородов в скрубберах
Процесс абсорбции бензольных углеводородов из коксового газа,
Улавливание бензольных углеводородов в скрубберах
Процесс абсорбции бензольных углеводородов из коксового газа,
В скрубберах происходит уравнивание температур: температура газа повышается, а масла понижается.
В скрубберах происходит уравнивание температур: температура газа повышается, а масла понижается.
Выделение бензольных углеводородов из поглотительного масла
Бензольные углеводороды из насыщенного поглотительного масла
Выделение бензольных углеводородов из поглотительного масла
Бензольные углеводороды из насыщенного поглотительного масла
ОЧИСТКА СЫРОГО БЕНЗОЛА ОТ НЕПРЕДЕЛЬНЫХ
И СЕРНИСТЫХ СОЕДИНЕНИЙ
Для очистки сырого бензола и
ОЧИСТКА СЫРОГО БЕНЗОЛА ОТ НЕПРЕДЕЛЬНЫХ
И СЕРНИСТЫХ СОЕДИНЕНИЙ
Для очистки сырого бензола и
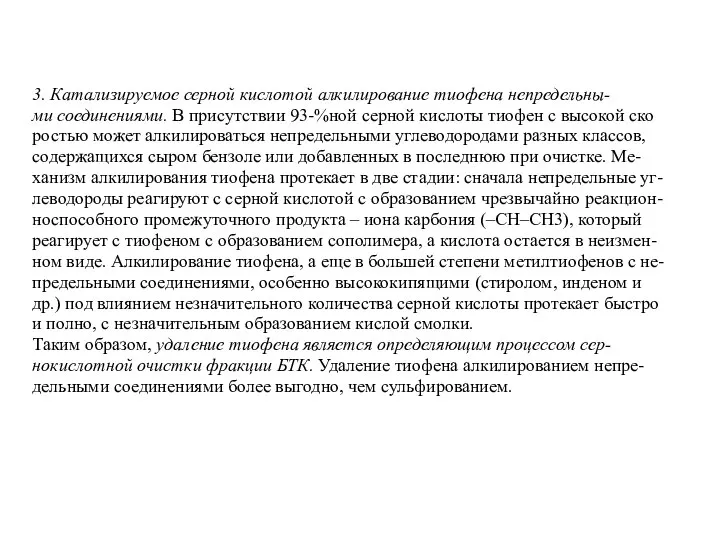
3. Катализируемое серной кислотой алкилирование тиофена непредельны-
ми соединениями. В присутствии 93-%ной
3. Катализируемое серной кислотой алкилирование тиофена непредельны-
ми соединениями. В присутствии 93-%ной
Каталитическая гидроочистка
Наиболее перспективным методом очистки бензола является каталитическая гидрогенизация, позволяющая наряду
Каталитическая гидроочистка
Наиболее перспективным методом очистки бензола является каталитическая гидрогенизация, позволяющая наряду
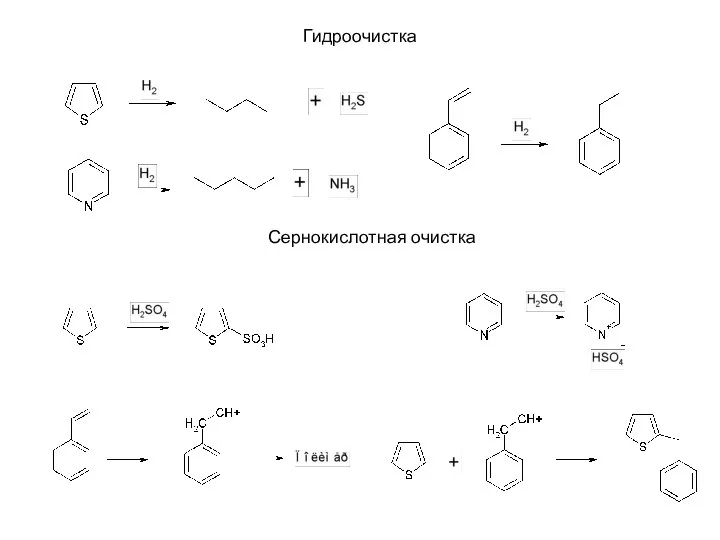
Гидроочистка
Сернокислотная очистка
Гидроочистка
Сернокислотная очистка
ПЕРЕРАБОТКА СЫРОГО БЕНЗОЛА
Сырой бензол представляет собой многокомпонентную систему, основными составляющими которой
ПЕРЕРАБОТКА СЫРОГО БЕНЗОЛА
Сырой бензол представляет собой многокомпонентную систему, основными составляющими которой
Продукты ректификации сырого бензола, их использование
Отечественный стандарт на чистый каменноугольный бензол
Продукты ректификации сырого бензола, их использование
Отечественный стандарт на чистый каменноугольный бензол
 Презентация Экономические системы
Презентация Экономические системы Электрофизикохимические методы обработки
Электрофизикохимические методы обработки Дочерние формы. Текстовые и двоичные файлы
Дочерние формы. Текстовые и двоичные файлы Особенности организации питания спортсменов
Особенности организации питания спортсменов Право на жизнь и право на смерть как естественные и неотъемлемые права человека и гражданина
Право на жизнь и право на смерть как естественные и неотъемлемые права человека и гражданина  Антропология как наука Подготовила студентка Пономарева Виктория 1 курса экономического факультета группа э123б .
Антропология как наука Подготовила студентка Пономарева Виктория 1 курса экономического факультета группа э123б . Презентация Президент Российской Федерации
Презентация Президент Российской Федерации Открытый урок - …
Открытый урок - … Prezentatsia1_urok_rf_pdd
Prezentatsia1_urok_rf_pdd Защита законных интересов работников, пострадавших от несчастных случаев на производстве и профессиональных заболеваний
Защита законных интересов работников, пострадавших от несчастных случаев на производстве и профессиональных заболеваний Преобразование сообщений в СПИ. Виды модуляции. Цифровое представление сообщений. Основы теории передачи и кодирования
Преобразование сообщений в СПИ. Виды модуляции. Цифровое представление сообщений. Основы теории передачи и кодирования Геометрические фигуры в графике
Геометрические фигуры в графике Наука и культура в 1917-1945 гг. Выполнила: Турышева А.А. Группа №2905.
Наука и культура в 1917-1945 гг. Выполнила: Турышева А.А. Группа №2905.  Основные понятия и определения статики
Основные понятия и определения статики Спринклерлі және дренажды қондырғылар
Спринклерлі және дренажды қондырғылар Понятие рядов распределения
Понятие рядов распределения Смешарики: London Gloom, 1 эпизод
Смешарики: London Gloom, 1 эпизод Проблемы безопасности в Азиатско-Тихоокеанском регионе
Проблемы безопасности в Азиатско-Тихоокеанском регионе Презентация на тему "Атеросклероз" - скачать презентации по Медицине
Презентация на тему "Атеросклероз" - скачать презентации по Медицине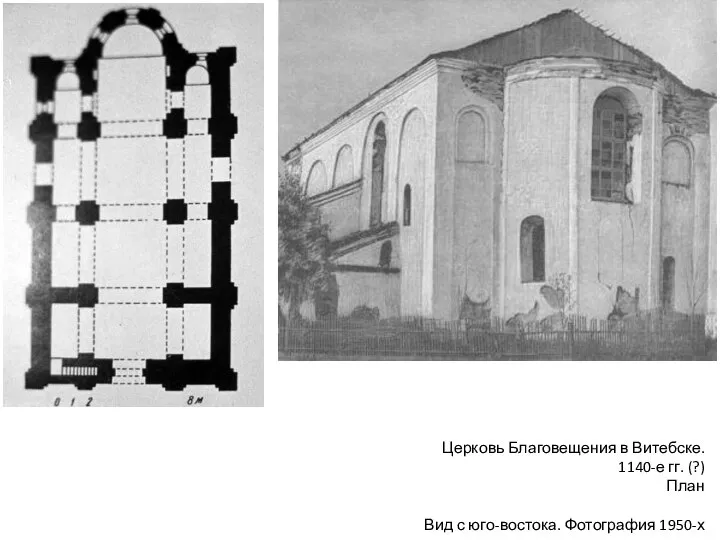 Церковь Благовещения в Витебске
Церковь Благовещения в Витебске Панас Мирний
Панас Мирний  Великий канон cвятого Андрея Критского, читаемый в четверг пятой седмицы Великого поста
Великий канон cвятого Андрея Критского, читаемый в четверг пятой седмицы Великого поста Презентация на тему "дизайн" - скачать презентации по Педагогике
Презентация на тему "дизайн" - скачать презентации по Педагогике Филимоновская игрушка
Филимоновская игрушка Буферные системы
Буферные системы ХЛЕБ – ВСЕМУ ГОЛОВА. Библиотечный урок.
ХЛЕБ – ВСЕМУ ГОЛОВА. Библиотечный урок. Творческий проект по литературе. «Есенин: жизнь и смерть»
Творческий проект по литературе. «Есенин: жизнь и смерть» Дом с призраком. Часть первая
Дом с призраком. Часть первая