- Понятие о технологических базах

Содержание
- 2. Для обеспечения высокой точности обработки деталей (узлов) в процессе ремонта важное значение имеет выбор технологических баз.
- 3. Термин база происходит от греческого слова «базис» — основание. Базой называется совокупность поверхностей, линий или точек,
- 4. Рис. Схема классификации баз Классификация баз показана на рис.
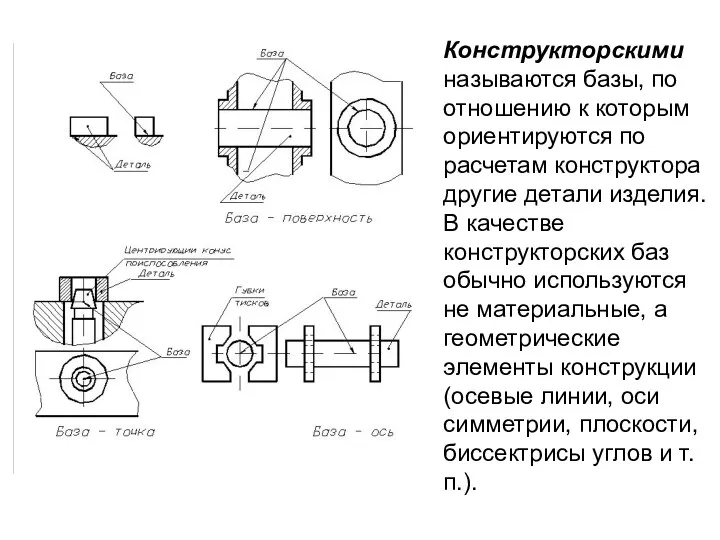
- 5. Конструкторскими называются базы, по отношению к которым ориентируются по расчетам конструктора другие детали изделия. В качестве
- 6. Рис. Способы расстановки размеров: I – цепной; II – координатный (конструкторские базы окрашены в синий и
- 7. Относительно сборочных баз другие детали изделия ориентируются фактически, а не по расчетам конструктора. Сборочными базами являются
- 8. Положение деталей при сборке должно быть однозначно определено сборочными базами. Недопустимы конструктивные неопределенности, при которых сборщик
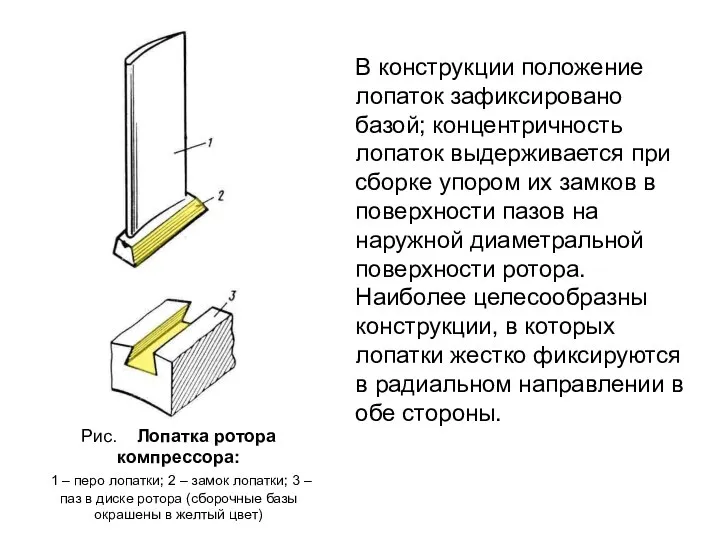
- 9. В конструкции положение лопаток зафиксировано базой; концентричность лопаток выдерживается при сборке упором их замков в поверхности
- 10. Поскольку сборочные базы обычно не совпадают с конструкторскими, действительное положение деталей в изделии отличается от расчетного
- 11. В размерной цепи сборки эти погрешности складываются из фиктивных размеров цепи, несоосностей и непараллельностей базовых поверхностей.
- 12. Рис. Размерная цепь сборки центробежного насоса Уравнения размерной цепи сборки центробежного насоса (рис.) имеет следующий вид:
- 13. Технологические базы—поверхности (линии и точки), служащие для установки детали на станке и ориентирующие ее относительно режущего
- 14. Основная технологическая база—поверхность (линия, точка), которая также предназначена для ориентации детали на станке, в сборочной единице
- 15. Вспомогательные технологические базы—поверхности (линии, точки), которые необходимы при установке детали на станке, но при этом они
- 16. Если на заготовке и в крепежном приспособлении оснастки (станка) предусмотрены конструктивные элементы, обеспечивающие автоматическое (однозначное) ориентирование
- 17. Рис. Крепление заготовки по центровым гнездам для обработки цилиндрической поверхности в центрах токарного станка: 1 –
- 18. Рис. Базирование вала по центровым гнездам с подвижным люнетом и условное обозначение такого базирования
- 19. Рис. Базирование вала в 3-кулачковом самоцентрирующемся патроне и условное обозначение такого базирования
- 20. Рис. Базирование вала в патроне на разжим и условное обозначение такого базирования
- 21. Рис. Базирование втулки на гладкой жесткой оправке и условное обозначение такого базирования В условиях ремонта в
- 22. Настроечными технологическими базами называются поверхности детали, по отношению к котором ориентируются обрабатываемые поверхности. Базовая и обрабатываемая
- 23. Рис. Обработка детали при настроечном базировании: А - настроечная технологическая база при обработке поверхностей Б и
- 24. Если деталь при установке на станок автоматически (однозначно) не занимает нужного положения и ее перед закреплением
- 25. Отклонения размеров конструктивных элементов от их номинальных значений, связанные со способами ориентирования составляющих системы СПИД (станок
- 26. Возникновение погрешностей базирования связано с несовпадением конструкторских и технологических баз. Величины погрешностей базирования зависят от следующих
- 28. Скачать презентацию
Для обеспечения высокой точности обработки деталей (узлов) в процессе ремонта важное
Для обеспечения высокой точности обработки деталей (узлов) в процессе ремонта важное
Термин база происходит от греческого слова «базис» — основание.
Базой называется совокупность
Термин база происходит от греческого слова «базис» — основание.
Базой называется совокупность
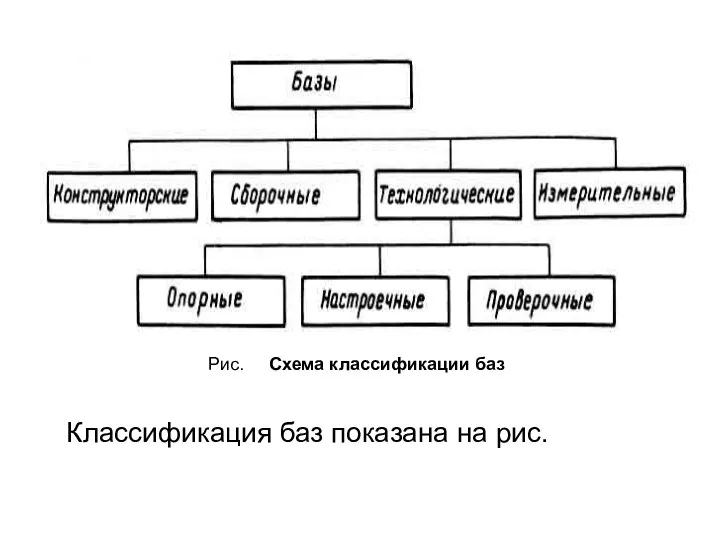
Рис. Схема классификации баз
Классификация баз показана на рис.
Рис. Схема классификации баз
Классификация баз показана на рис.
Конструкторскими называются базы, по отношению к которым ориентируются по расчетам конструктора
Конструкторскими называются базы, по отношению к которым ориентируются по расчетам конструктора
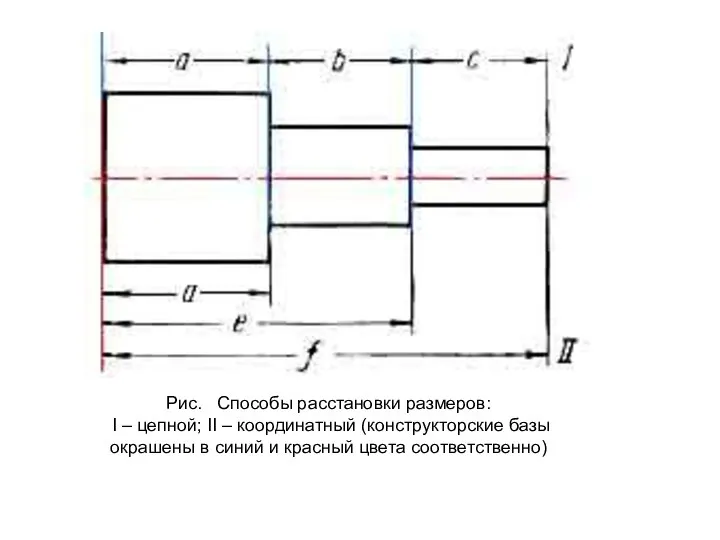
Рис. Способы расстановки размеров:
I – цепной; II – координатный (конструкторские
Рис. Способы расстановки размеров:
I – цепной; II – координатный (конструкторские

Относительно сборочных баз другие детали изделия ориентируются фактически, а не по
Относительно сборочных баз другие детали изделия ориентируются фактически, а не по
Положение деталей при сборке должно быть однозначно определено сборочными базами. Недопустимы
Положение деталей при сборке должно быть однозначно определено сборочными базами. Недопустимы
В конструкции положение лопаток зафиксировано базой; концентричность лопаток выдерживается при сборке
В конструкции положение лопаток зафиксировано базой; концентричность лопаток выдерживается при сборке
Поскольку сборочные базы обычно не совпадают с конструкторскими, действительное положение деталей
Поскольку сборочные базы обычно не совпадают с конструкторскими, действительное положение деталей
В размерной цепи сборки эти погрешности складываются из
фиктивных размеров
В размерной цепи сборки эти погрешности складываются из
фиктивных размеров
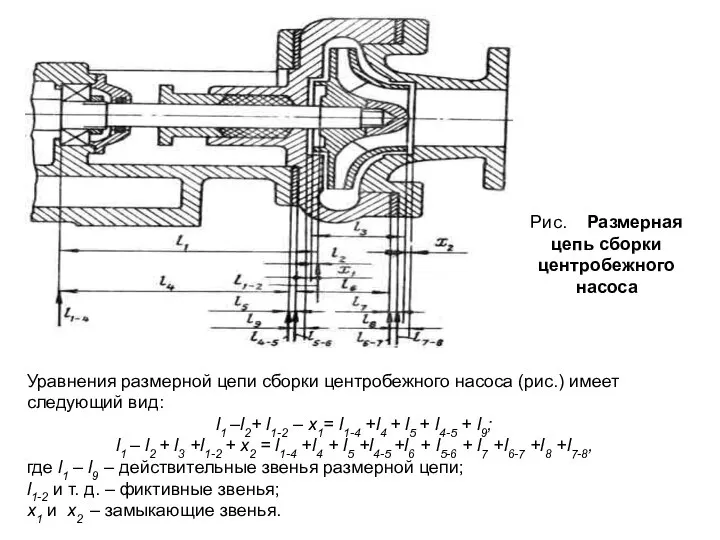
Рис. Размерная цепь сборки центробежного насоса
Уравнения размерной цепи сборки центробежного насоса
Рис. Размерная цепь сборки центробежного насоса
Уравнения размерной цепи сборки центробежного насоса
Технологические базы—поверхности (линии и точки), служащие для установки детали на станке
Технологические базы—поверхности (линии и точки), служащие для установки детали на станке

Основная технологическая база—поверхность (линия, точка), которая также предназначена для ориентации детали
Основная технологическая база—поверхность (линия, точка), которая также предназначена для ориентации детали
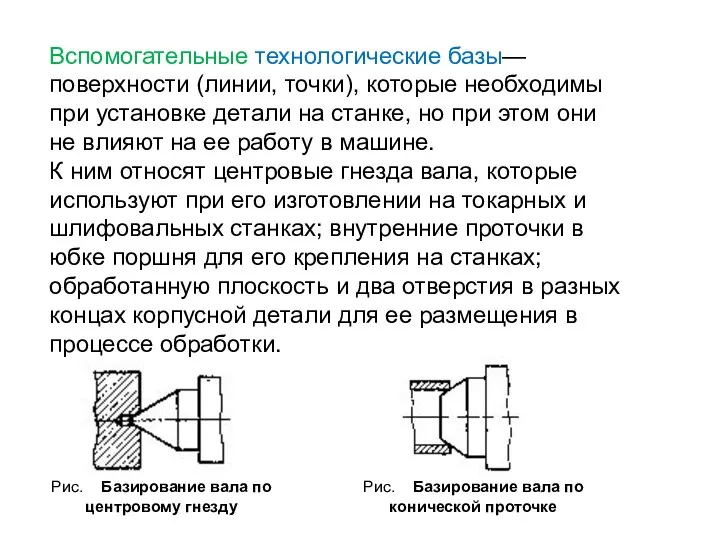
Вспомогательные технологические базы—поверхности (линии, точки), которые необходимы при установке детали на
Вспомогательные технологические базы—поверхности (линии, точки), которые необходимы при установке детали на
Если на заготовке и в крепежном приспособлении оснастки (станка) предусмотрены конструктивные
Если на заготовке и в крепежном приспособлении оснастки (станка) предусмотрены конструктивные
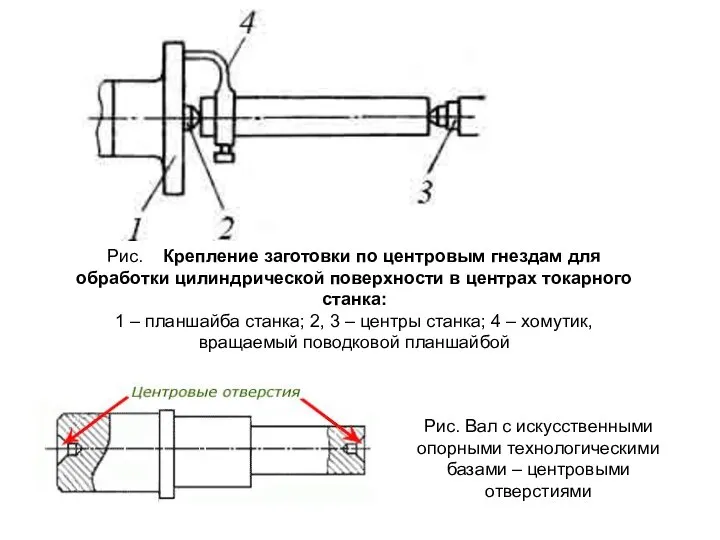
Рис. Крепление заготовки по центровым гнездам для обработки цилиндрической поверхности в
Рис. Крепление заготовки по центровым гнездам для обработки цилиндрической поверхности в
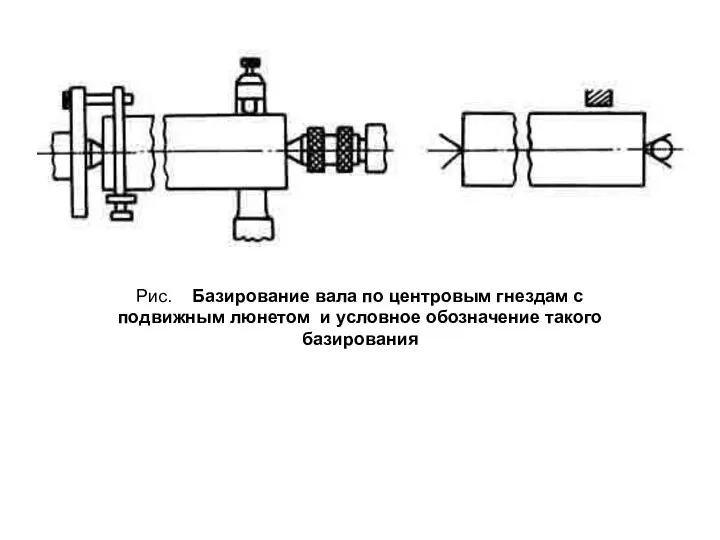
Рис. Базирование вала по центровым гнездам с подвижным люнетом и условное
Рис. Базирование вала по центровым гнездам с подвижным люнетом и условное
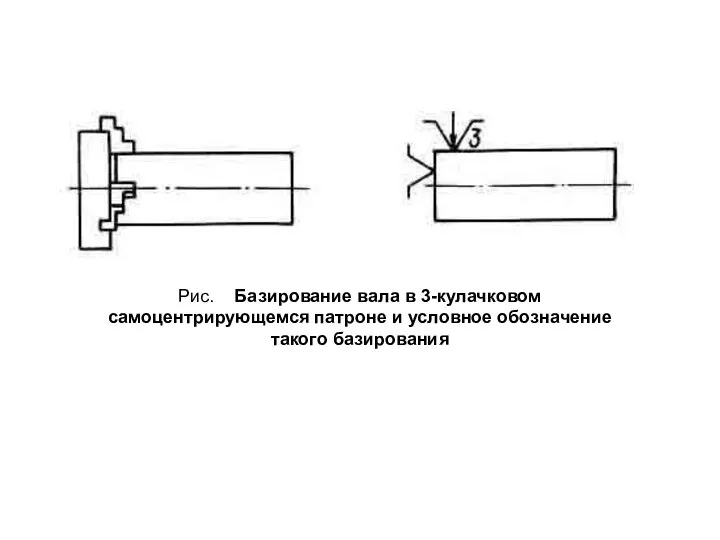
Рис. Базирование вала в 3-кулачковом самоцентрирующемся патроне и условное обозначение такого
Рис. Базирование вала в 3-кулачковом самоцентрирующемся патроне и условное обозначение такого
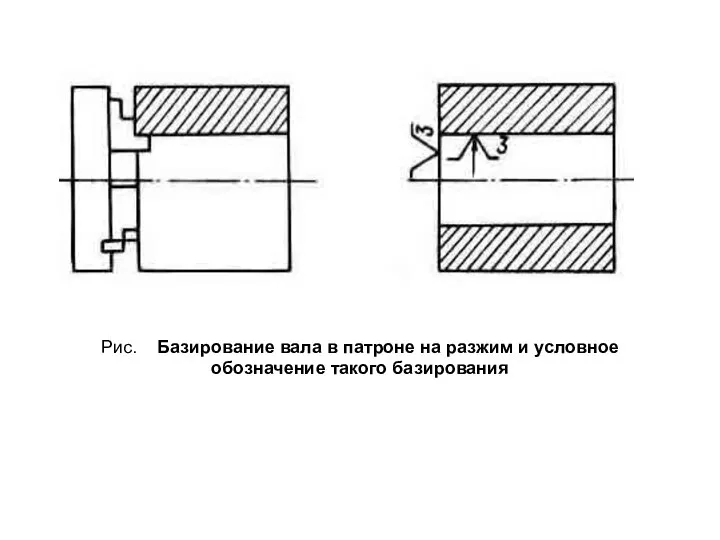
Рис. Базирование вала в патроне на разжим и условное обозначение такого
Рис. Базирование вала в патроне на разжим и условное обозначение такого
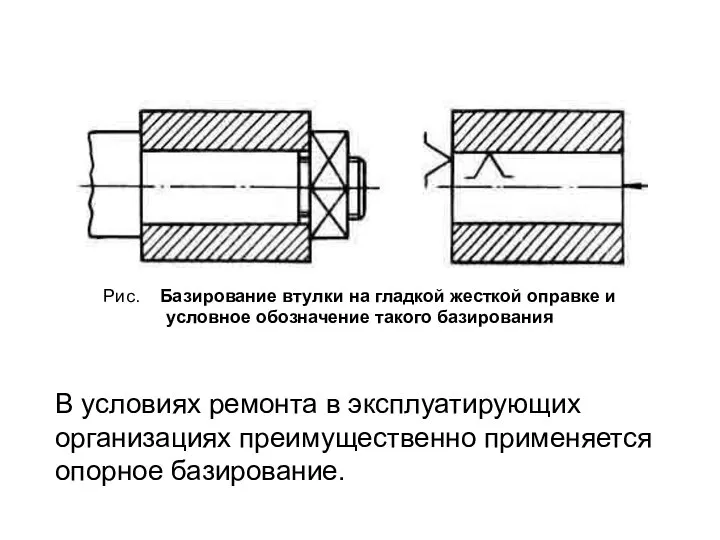
Рис. Базирование втулки на гладкой жесткой оправке и условное обозначение такого
Рис. Базирование втулки на гладкой жесткой оправке и условное обозначение такого
Настроечными технологическими базами называются поверхности детали, по отношению к котором ориентируются
Настроечными технологическими базами называются поверхности детали, по отношению к котором ориентируются
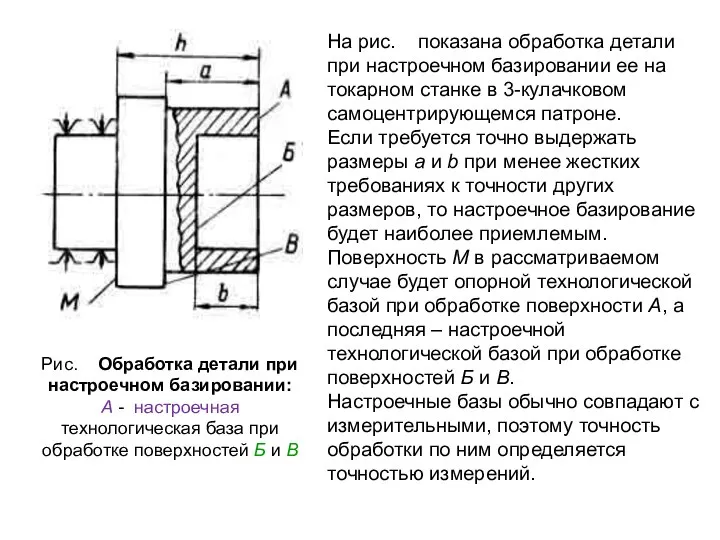
Рис. Обработка детали при настроечном базировании:
А - настроечная технологическая база
Рис. Обработка детали при настроечном базировании:
А - настроечная технологическая база
Если деталь при установке на станок автоматически (однозначно) не занимает нужного
Если деталь при установке на станок автоматически (однозначно) не занимает нужного
Отклонения размеров конструктивных элементов от их номинальных значений, связанные со способами
Отклонения размеров конструктивных элементов от их номинальных значений, связанные со способами
Возникновение погрешностей базирования связано с несовпадением конструкторских и технологических баз.
Величины
Возникновение погрешностей базирования связано с несовпадением конструкторских и технологических баз.
Величины
 Нормирование труда Классификация затрат рабочего времени. Фонд рабочего времени. Система норм и нормативов труда. Методы нормир
Нормирование труда Классификация затрат рабочего времени. Фонд рабочего времени. Система норм и нормативов труда. Методы нормир Физиология спинного, заднего и среднего мозга
Физиология спинного, заднего и среднего мозга  Ветроэнергетическая установка мощность 7000 кВт
Ветроэнергетическая установка мощность 7000 кВт Политическая культура. Генеалогия и интеллектуальная история концепта «политическая культура»
Политическая культура. Генеалогия и интеллектуальная история концепта «политическая культура» уроки безопасности - презентация для начальной школы
уроки безопасности - презентация для начальной школы ЭЛЕКТРОННАЯ ВИКТОРИНА для детей 6-7 лет «Мы – наследники Великой Победы»
ЭЛЕКТРОННАЯ ВИКТОРИНА для детей 6-7 лет «Мы – наследники Великой Победы»  Формирование математических представлений у дошкольников сказкой - презентация для начальной школы
Формирование математических представлений у дошкольников сказкой - презентация для начальной школы БЛОГ: легко и просто. Ч.1: LiveJournal Булгакова О., зав. отделом электронной библиотечно-библиографической информации Одесской ОУНБ и
БЛОГ: легко и просто. Ч.1: LiveJournal Булгакова О., зав. отделом электронной библиотечно-библиографической информации Одесской ОУНБ и Семиотика культуры
Семиотика культуры Автоматический регулирующий клапан, мембранный тип
Автоматический регулирующий клапан, мембранный тип Система взаимодействия власти и общества
Система взаимодействия власти и общества Органы государственной власти субъектов Российской Федерации
Органы государственной власти субъектов Российской Федерации Понятие и виды юридической ответственности
Понятие и виды юридической ответственности Роль фармакотерапии в современной медицине и применение лекарственных средств
Роль фармакотерапии в современной медицине и применение лекарственных средств Основы алгоритмизации 9 класс
Основы алгоритмизации 9 класс Алгебраические поверхности в пространстве - презентация по Алгебре
Алгебраические поверхности в пространстве - презентация по Алгебре Культура России. Ценности, традиции символы
Культура России. Ценности, традиции символы Основные этапы развития христианского богословия
Основные этапы развития христианского богословия Управляющий автомат, цикл команды и слово состояния микропроцессора простейшей микропроцессорной системы
Управляющий автомат, цикл команды и слово состояния микропроцессора простейшей микропроцессорной системы ООО «Юг-Техноавиа». Возмещение расходов от покупки СИЗ из средств ФСС
ООО «Юг-Техноавиа». Возмещение расходов от покупки СИЗ из средств ФСС Ожоговая травма. Этиология, патогенез, ожоговая болезнь.
Ожоговая травма. Этиология, патогенез, ожоговая болезнь.  Патология системы гемостаза
Патология системы гемостаза Презентация "Жизнь и творчество Леонардо да Винчи" - скачать презентации по МХК
Презентация "Жизнь и творчество Леонардо да Винчи" - скачать презентации по МХК Семинар-практикум (фрагмент конспекта) Бизнес-процессы в банке: описание, оптимизация, регламентация и управление Автор и ве
Семинар-практикум (фрагмент конспекта) Бизнес-процессы в банке: описание, оптимизация, регламентация и управление Автор и ве СИСТЕМА ВЫСШИХ ФОРМ НЕПОСРЕДСТВЕННОГО ВОЛЕИЗЪЯВЛЕНИЯ РОССИЙСКОГО НАРОДА
СИСТЕМА ВЫСШИХ ФОРМ НЕПОСРЕДСТВЕННОГО ВОЛЕИЗЪЯВЛЕНИЯ РОССИЙСКОГО НАРОДА Крылова Ольга Сергеевна учитель начальных классов МБОУ «Гимназия № 25» г. Нижнекамска Республики Татарстан Стаж работы – 21 г
Крылова Ольга Сергеевна учитель начальных классов МБОУ «Гимназия № 25» г. Нижнекамска Республики Татарстан Стаж работы – 21 г Современные исследования зарубежных исследователей в области педагогики Современные исследования зарубежных исследователе
Современные исследования зарубежных исследователей в области педагогики Современные исследования зарубежных исследователе Основы формирования персонального делового имиджа
Основы формирования персонального делового имиджа