Системы автоматизированного программирования обработки на станках с ЧПУ их структура и классификация
- Системы автоматизированного программирования обработки на станках с ЧПУ их структура и классификация

Содержание
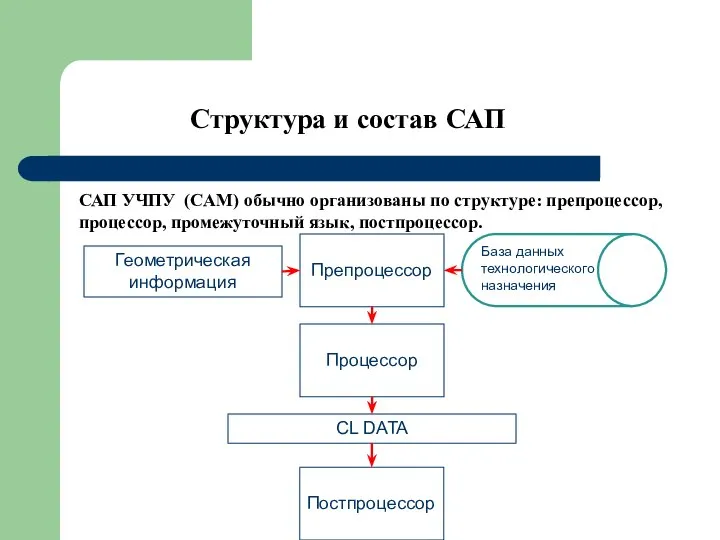
- 2. Структура и состав САП САП УЧПУ (CAM) обычно организованы по структуре: препроцессор, процессор, промежуточный язык, постпроцессор.
- 3. Структура и состав САП Промежуточный язык CL DATA (Cutter Location Data-данные о перемещении инструмента) — внутренний
- 4. Классификация САП САП УЧПУ классифицируются по нескольким критериям: 1 По числу управляемых координат 2 По уровню
- 5. Классификация САП 1 По числу управляемых координат а) Двух-координатные САП Могут быть использованы для программирования УЧПУ
- 6. Классификация САП 2 По уровню принимаемых решений а) программирование на уровне отдельных рабочих и холостых ходов
- 7. Классификация САП САП классифицируются по нескольким критериям: 1 По числу управляемых координат 2 По уровню принимаемых
- 8. Классификация САП 3 По уровню специализации а) Универсальные САП – это системы широкого назначения для программирования
- 9. Классификация САП а) Со свободной формой представления исходных данных на входном языке б) С табличной формой
- 10. Классификация САП а) С пакетным режимом работы. Первые САП работали в пакетном режиме, когда данные, подготовленные
- 11. Характеристики современных САП EdgeCAM – это пакет программ и набор сервисных подпрограмм, разработанных компанией Pathtrace Ltd.
- 12. Характеристики современных САП CAMWorks – приложение к SolidWorks разработанное фирмой TekSoft CAD/CAM System, Inc. Это система
- 13. Характеристики современных САП MasterCAM –для автоматического либо полуавтомати-ческого написания управляющих программ для станков с ЧПУ по
- 14. Характеристики современных САП SprutCAM (ЗАО СПРУТ-технология, Россия) – позволяет осуществить сквозную проработку проекта от конструкторского этапа
- 15. Характеристики современных САП ГеММа-3D – Назначение системы: построение геометрических моделей деталей и агрегатов любой степени сложности;
- 16. Основные этапы создания управляющих программ в среде CAM-систем При создании управляющей программы для УЧПУ станка в
- 17. Основные этапы создания управляющих программ в среде CAM-систем 1 Препроцессорный этап На препроцессорном этапе создания управляющих
- 18. Основные этапы создания управляющих программ в среде CAM-систем В SprutCAM® создание геометрической модели может быть выполнено
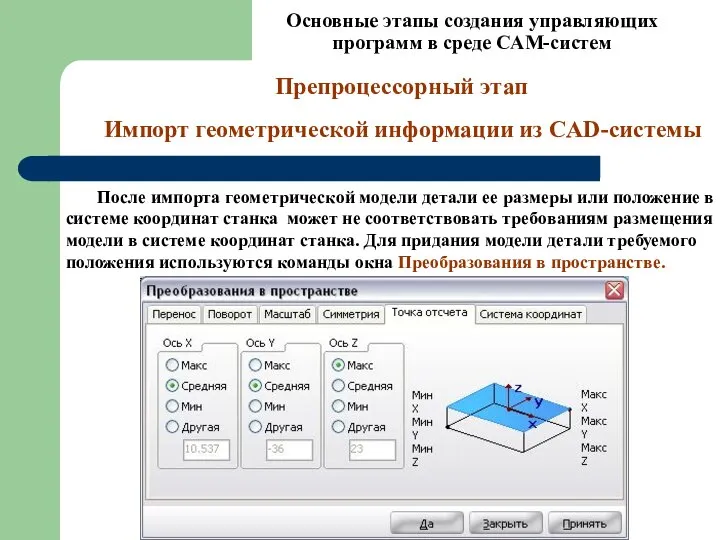
- 19. Основные этапы создания управляющих программ в среде CAM-систем После импорта геометрической модели детали ее размеры или
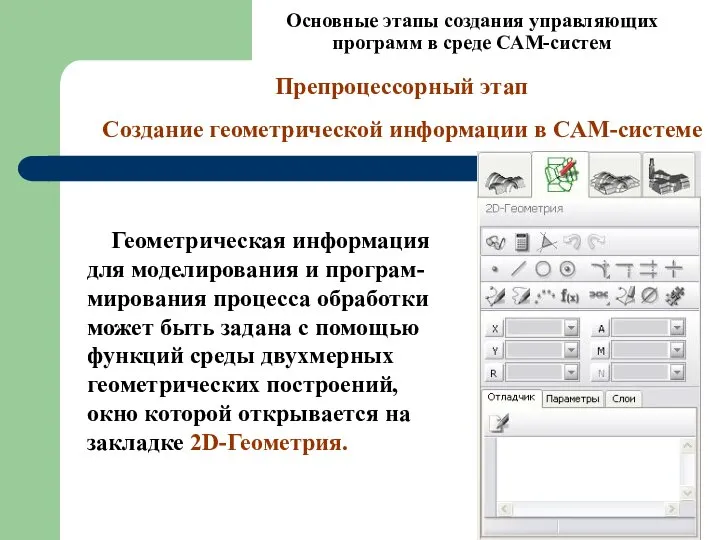
- 20. Основные этапы создания управляющих программ в среде CAM-систем Геометрическая информация для моделирования и програм-мирования процесса обработки
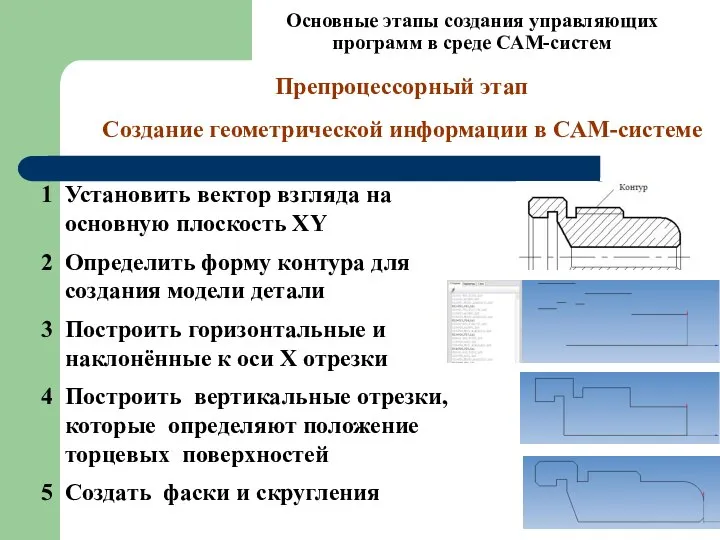
- 21. Основные этапы создания управляющих программ в среде CAM-систем 1 Установить вектор взгляда на основную плоскость XY
- 22. Основные этапы создания управляющих программ в среде CAM-систем Создание 3D детали Команда Вращение формирует тело вращения,
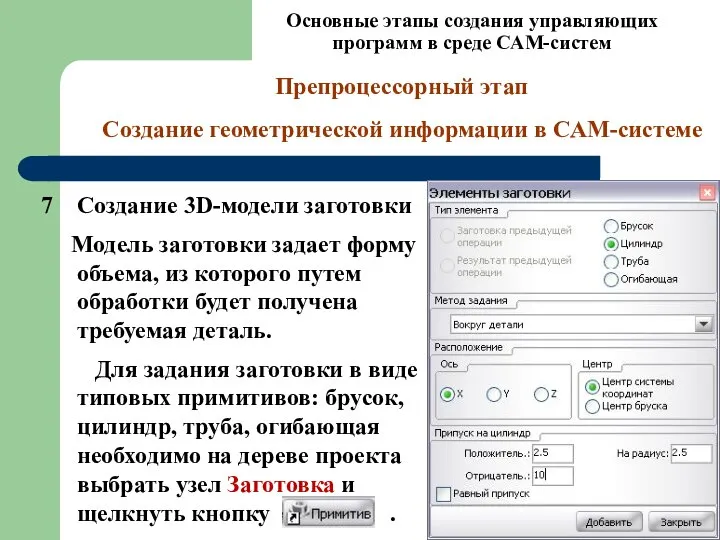
- 23. Основные этапы создания управляющих программ в среде CAM-систем 7 Создание 3D-модели заготовки Модель заготовки задает форму
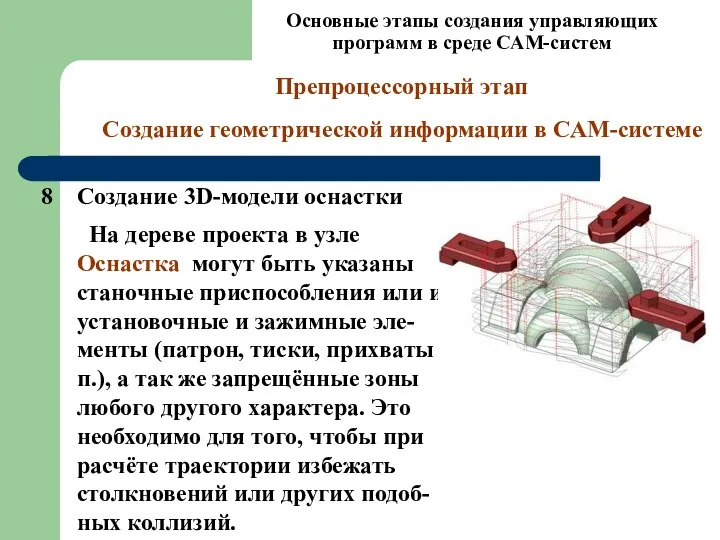
- 24. Основные этапы создания управляющих программ в среде CAM-систем 8 Создание 3D-модели оснастки На дереве проекта в
- 25. Основные этапы создания управляющих программ в среде CAM-систем 9 Здание системы координат станка Системы координат разделены
- 26. Основные этапы создания управляющих программ в среде CAM-систем Для расчёта траектории инструмента и получения управляющей программы,
- 27. Основные этапы создания управляющих программ в среде CAM-систем Препроцессорный этап Задание технологической информации Технологические переходы точения
- 28. Основные этапы создания управляющих программ в среде CAM-систем Препроцессорный этап Задание технологической информации Технологические переходы фрезерования
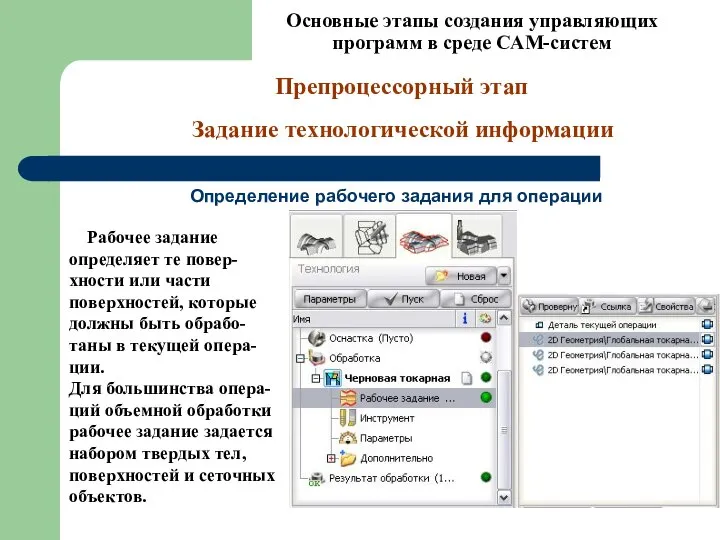
- 29. Основные этапы создания управляющих программ в среде CAM-систем Препроцессорный этап Задание технологической информации Определение рабочего задания
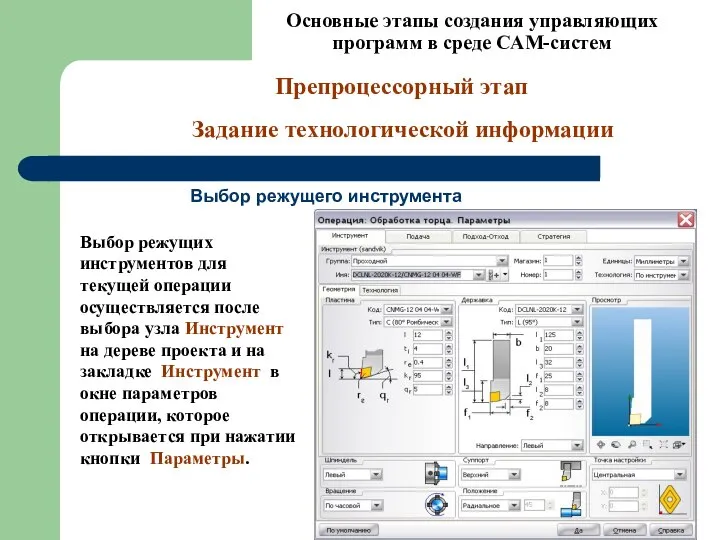
- 30. Основные этапы создания управляющих программ в среде CAM-систем Препроцессорный этап Задание технологической информации Выбор режущего инструмента
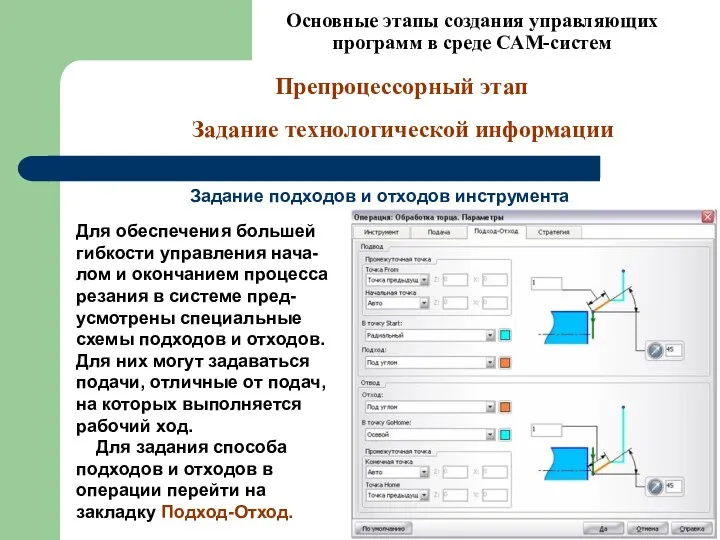
- 31. Основные этапы создания управляющих программ в среде CAM-систем Препроцессорный этап Задание технологической информации Задание подходов и
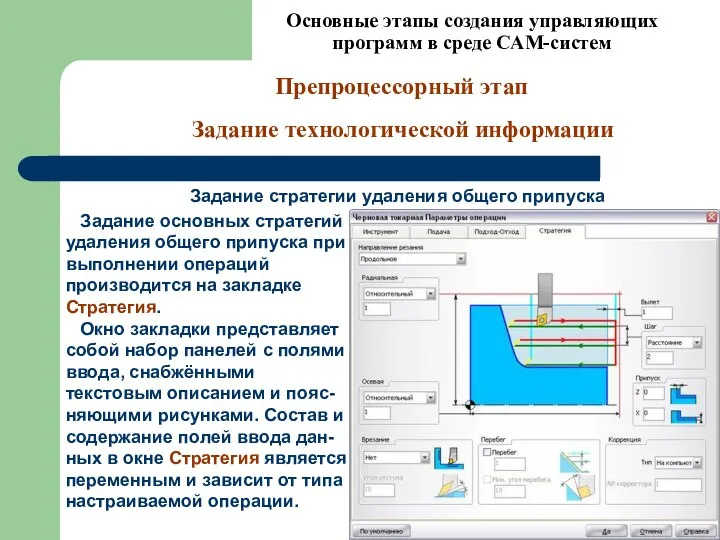
- 32. Основные этапы создания управляющих программ в среде CAM-систем Препроцессорный этап Задание технологической информации Задание стратегии удаления
- 33. Основные этапы создания управляющих программ в среде CAM-систем Препроцессорный этап Задание технологической информации Например, в окне
- 34. Основные этапы создания управляющих программ в среде CAM-систем Процессорный этап На этапе процессорной стадии проектирования управляющей
- 35. Основные этапы создания управляющих программ в среде CAM-систем Процессорный этап В результате выполне-ния команды в окне
- 36. Основные этапы создания управляющих программ в среде CAM-систем Процессорный этап Для окончательной оценки результата построения траектории
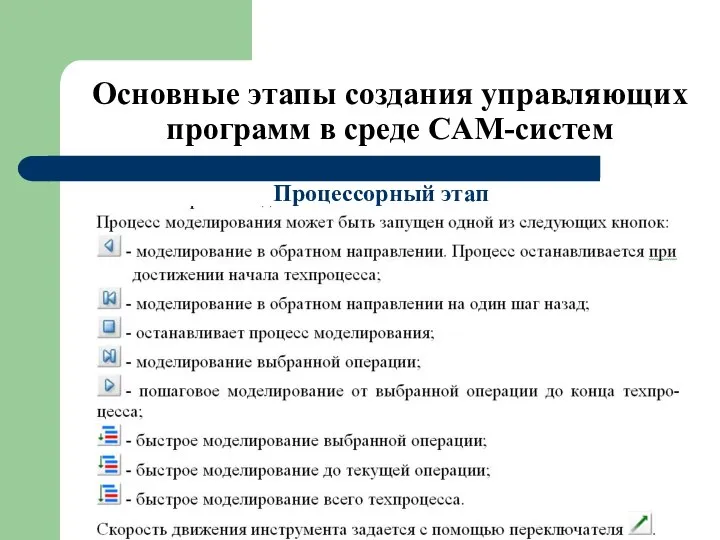
- 37. Переход в режим моделирования осущес-твляется нажатием на закладку Моделирование Основные этапы создания управляющих программ в среде
- 38. Основные этапы создания управляющих программ в среде CAM-систем Процессорный этап
- 39. Основные этапы создания управляющих программ в среде CAM-систем Процессорный этап
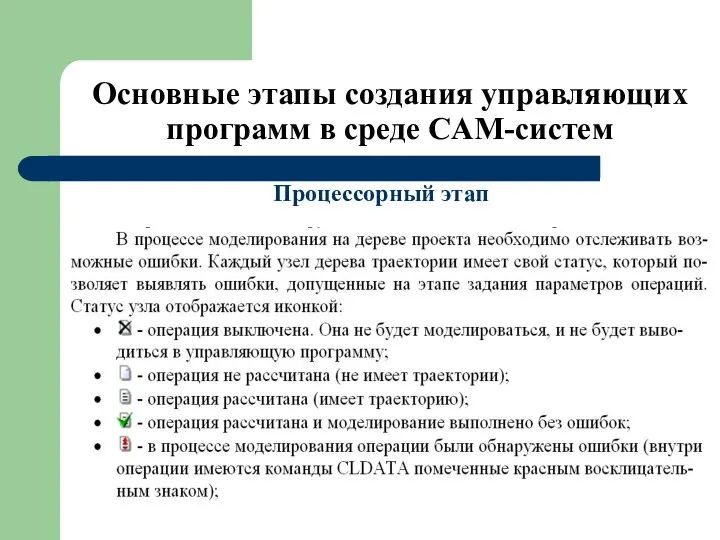
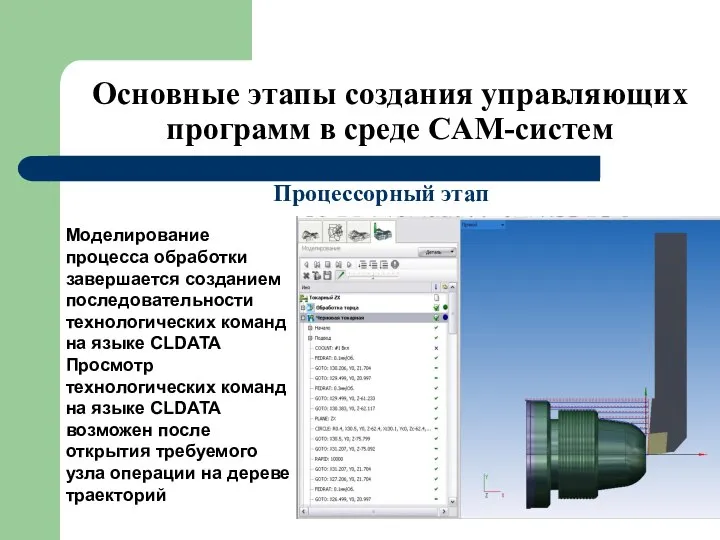
- 40. Основные этапы создания управляющих программ в среде CAM-систем Процессорный этап Моделирование процесса обработки завершается созданием последовательности
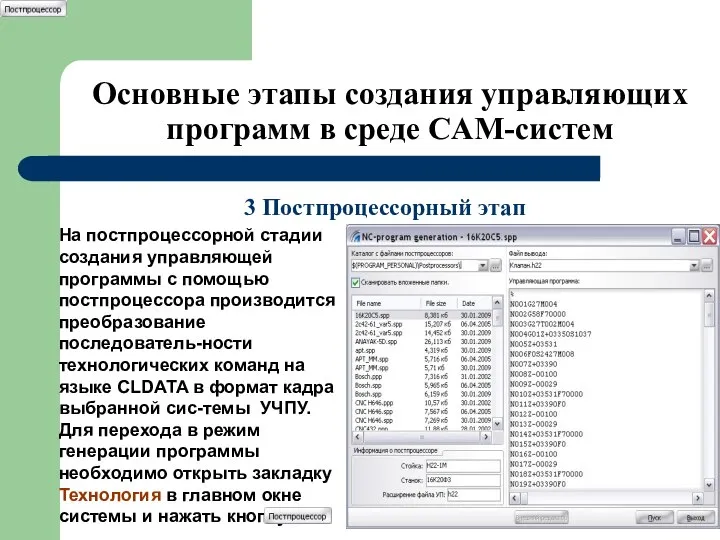
- 41. Основные этапы создания управляющих программ в среде CAM-систем 3 Постпроцессорный этап На постпроцессорной стадии создания управляющей
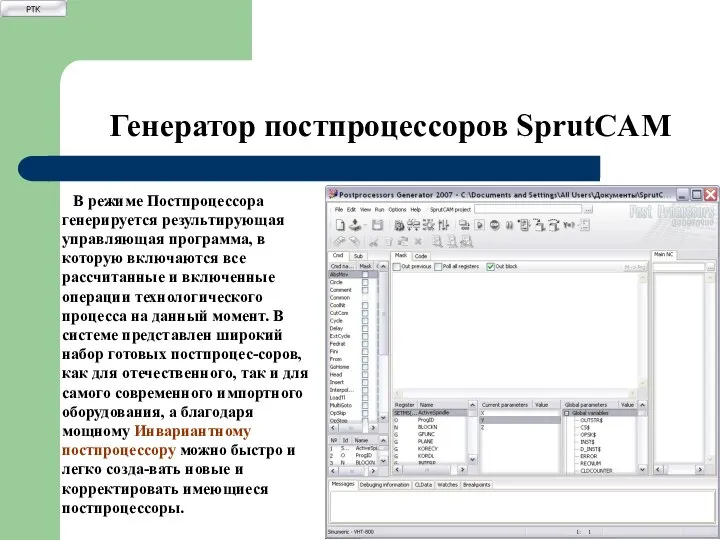
- 42. Генератор постпроцессоров SprutCAM В режиме Постпроцессора генерируется результирующая управляющая программа, в которую включаются все рассчитанные и
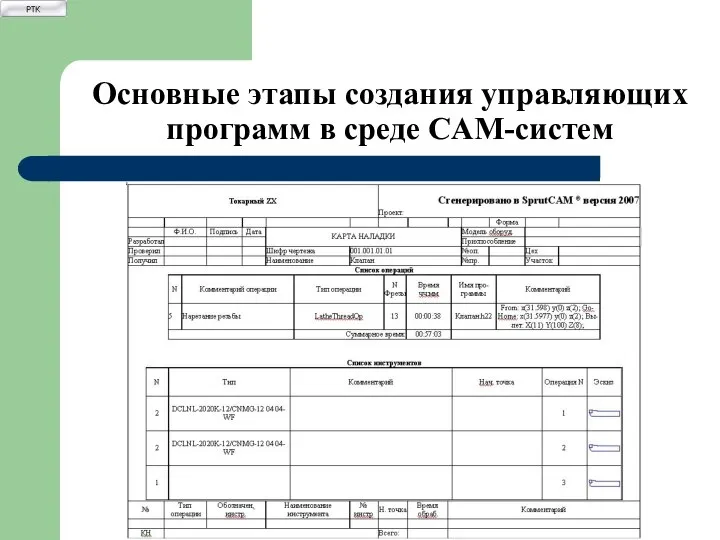
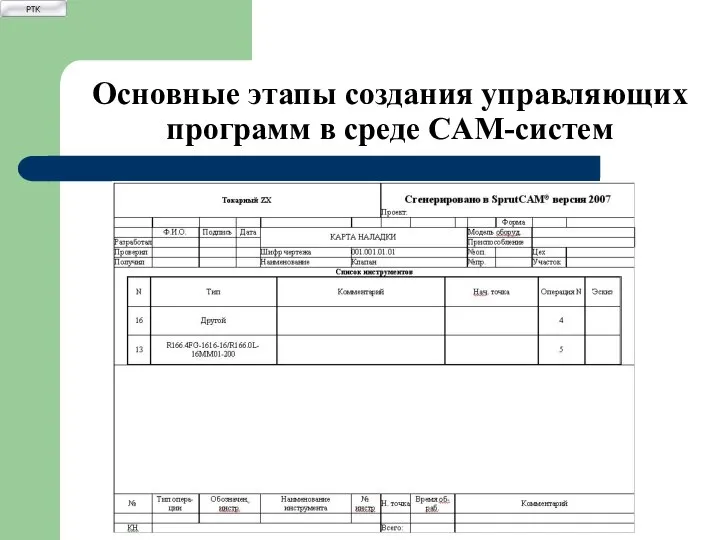
- 43. Основные этапы создания управляющих программ в среде CAM-систем SprutCAM® позволяет автоматически формировать расчетно – техно-логическую карту
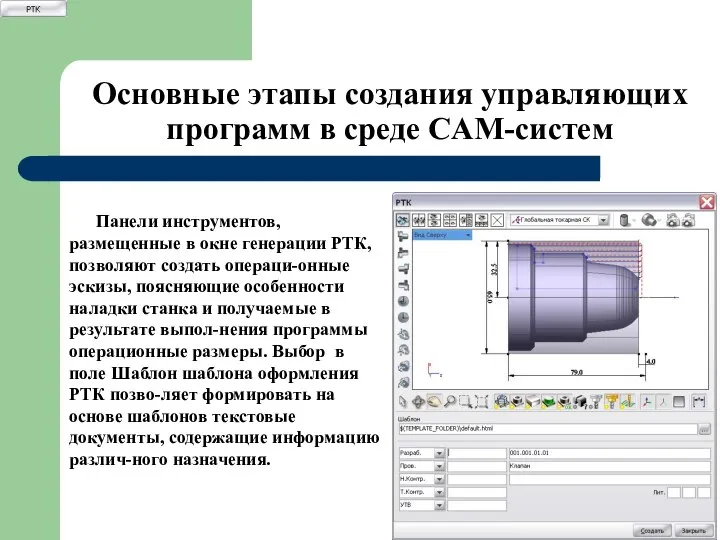
- 44. Основные этапы создания управляющих программ в среде CAM-систем Панели инструментов, размещенные в окне генерации РТК, позволяют
- 45. Основные этапы создания управляющих программ в среде CAM-систем
- 46. Основные этапы создания управляющих программ в среде CAM-систем
- 47. Основные этапы создания управляющих программ в среде CAM-систем
- 48. Основные этапы создания управляющих программ в среде CAM-систем
- 50. Скачать презентацию
Структура и состав САП
САП УЧПУ (CAM) обычно организованы по структуре: препроцессор,
Структура и состав САП
САП УЧПУ (CAM) обычно организованы по структуре: препроцессор,
Структура и состав САП
Промежуточный язык CL DATA (Cutter Location Data-данные о
Структура и состав САП
Промежуточный язык CL DATA (Cutter Location Data-данные о
Классификация САП
САП УЧПУ классифицируются по нескольким критериям:
1 По числу управляемых координат
2
Классификация САП
САП УЧПУ классифицируются по нескольким критериям:
1 По числу управляемых координат
2
Классификация САП
1 По числу управляемых координат
а) Двух-координатные САП
Могут быть использованы
Классификация САП
1 По числу управляемых координат
а) Двух-координатные САП
Могут быть использованы
Классификация САП
2 По уровню принимаемых решений
а) программирование на уровне отдельных рабочих
Классификация САП
2 По уровню принимаемых решений
а) программирование на уровне отдельных рабочих
Классификация САП
САП классифицируются по нескольким критериям:
1 По числу управляемых координат
2 По
Классификация САП
САП классифицируются по нескольким критериям:
1 По числу управляемых координат
2 По
Классификация САП
3 По уровню специализации
а) Универсальные САП – это системы широкого
Классификация САП
3 По уровню специализации
а) Универсальные САП – это системы широкого
Классификация САП
а) Со свободной формой представления исходных данных на входном языке
б)
Классификация САП
а) Со свободной формой представления исходных данных на входном языке
б)
Классификация САП
а) С пакетным режимом работы.
Первые САП работали в пакетном
Классификация САП
а) С пакетным режимом работы.
Первые САП работали в пакетном
Характеристики современных САП
EdgeCAM – это пакет программ и набор сервисных подпрограмм,
Характеристики современных САП
EdgeCAM – это пакет программ и набор сервисных подпрограмм,
Характеристики современных САП
CAMWorks – приложение к SolidWorks разработанное фирмой TekSoft CAD/CAM
Характеристики современных САП
CAMWorks – приложение к SolidWorks разработанное фирмой TekSoft CAD/CAM
Характеристики современных САП
MasterCAM –для автоматического либо полуавтомати-ческого написания управляющих программ для
Характеристики современных САП
MasterCAM –для автоматического либо полуавтомати-ческого написания управляющих программ для
Характеристики современных САП
SprutCAM (ЗАО СПРУТ-технология, Россия) – позволяет осуществить сквозную проработку
Характеристики современных САП
SprutCAM (ЗАО СПРУТ-технология, Россия) – позволяет осуществить сквозную проработку
Характеристики современных САП
ГеММа-3D – Назначение системы: построение геометрических моделей деталей и
Характеристики современных САП
ГеММа-3D – Назначение системы: построение геометрических моделей деталей и
Основные этапы создания управляющих программ в среде CAM-систем
При создании управляющей
Основные этапы создания управляющих программ в среде CAM-систем
При создании управляющей
Основные этапы создания управляющих программ в среде CAM-систем
1 Препроцессорный этап
На
Основные этапы создания управляющих программ в среде CAM-систем
1 Препроцессорный этап
На
Основные этапы создания управляющих
программ в среде CAM-систем
В SprutCAM®
Основные этапы создания управляющих
программ в среде CAM-систем
В SprutCAM®
Основные этапы создания управляющих
программ в среде CAM-систем
После импорта
Основные этапы создания управляющих
программ в среде CAM-систем
После импорта
Основные этапы создания управляющих
программ в среде CAM-систем
Геометрическая информация
Основные этапы создания управляющих
программ в среде CAM-систем
Геометрическая информация
Основные этапы создания управляющих
программ в среде CAM-систем
1 Установить вектор
Основные этапы создания управляющих
программ в среде CAM-систем
1 Установить вектор

Основные этапы создания управляющих
программ в среде CAM-систем
Создание 3D детали
Основные этапы создания управляющих
программ в среде CAM-систем
Создание 3D детали
Основные этапы создания управляющих
программ в среде CAM-систем
7 Создание 3D-модели
Основные этапы создания управляющих
программ в среде CAM-систем
7 Создание 3D-модели
Основные этапы создания управляющих
программ в среде CAM-систем
8 Создание 3D-модели
Основные этапы создания управляющих
программ в среде CAM-систем
8 Создание 3D-модели
Основные этапы создания управляющих
программ в среде CAM-систем
9 Здание системы
Основные этапы создания управляющих
программ в среде CAM-систем
9 Здание системы
Основные этапы создания управляющих
программ в среде CAM-систем
Для расчёта
Основные этапы создания управляющих
программ в среде CAM-систем
Для расчёта

Основные этапы создания управляющих
программ в среде CAM-систем
Препроцессорный этап
Задание технологической
Основные этапы создания управляющих
программ в среде CAM-систем
Препроцессорный этап
Задание технологической

Основные этапы создания управляющих
программ в среде CAM-систем
Препроцессорный этап
Задание технологической
Основные этапы создания управляющих
программ в среде CAM-систем
Препроцессорный этап
Задание технологической
Основные этапы создания управляющих
программ в среде CAM-систем
Препроцессорный этап
Задание технологической
Основные этапы создания управляющих
программ в среде CAM-систем
Препроцессорный этап
Задание технологической
Основные этапы создания управляющих
программ в среде CAM-систем
Препроцессорный этап
Задание технологической
Основные этапы создания управляющих
программ в среде CAM-систем
Препроцессорный этап
Задание технологической
Основные этапы создания управляющих
программ в среде CAM-систем
Препроцессорный этап
Задание технологической
Основные этапы создания управляющих
программ в среде CAM-систем
Препроцессорный этап
Задание технологической
Основные этапы создания управляющих
программ в среде CAM-систем
Препроцессорный этап
Задание технологической
Основные этапы создания управляющих
программ в среде CAM-систем
Препроцессорный этап
Задание технологической
Основные этапы создания управляющих
программ в среде CAM-систем
Препроцессорный этап
Задание технологической
Основные этапы создания управляющих
программ в среде CAM-систем
Препроцессорный этап
Задание технологической
Основные этапы создания управляющих программ в среде CAM-систем
Процессорный этап
На этапе
Основные этапы создания управляющих программ в среде CAM-систем
Процессорный этап
На этапе

Основные этапы создания управляющих программ в среде CAM-систем
Процессорный этап
В результате
Основные этапы создания управляющих программ в среде CAM-систем
Процессорный этап
В результате
Основные этапы создания управляющих программ в среде CAM-систем
Процессорный этап
Для окончательной
Основные этапы создания управляющих программ в среде CAM-систем
Процессорный этап
Для окончательной

Переход в режим моделирования осущес-твляется нажатием на закладку Моделирование
Основные этапы создания
Переход в режим моделирования осущес-твляется нажатием на закладку Моделирование
Основные этапы создания
Основные этапы создания управляющих программ в среде CAM-систем
Процессорный этап
Основные этапы создания управляющих программ в среде CAM-систем
Процессорный этап
Основные этапы создания управляющих программ в среде CAM-систем
Процессорный этап
Основные этапы создания управляющих программ в среде CAM-систем
Процессорный этап
Основные этапы создания управляющих программ в среде CAM-систем
Процессорный этап
Моделирование процесса
Основные этапы создания управляющих программ в среде CAM-систем
Процессорный этап
Моделирование процесса
Основные этапы создания управляющих программ в среде CAM-систем
3 Постпроцессорный этап
На
Основные этапы создания управляющих программ в среде CAM-систем
3 Постпроцессорный этап
На
Генератор постпроцессоров SprutCAM
В режиме Постпроцессора генерируется результирующая управляющая программа, в
Генератор постпроцессоров SprutCAM
В режиме Постпроцессора генерируется результирующая управляющая программа, в
Основные этапы создания управляющих программ в среде CAM-систем
SprutCAM® позволяет
Основные этапы создания управляющих программ в среде CAM-систем
SprutCAM® позволяет
Основные этапы создания управляющих программ в среде CAM-систем
Панели инструментов,
Основные этапы создания управляющих программ в среде CAM-систем
Панели инструментов,
Основные этапы создания управляющих программ в среде CAM-систем
Основные этапы создания управляющих программ в среде CAM-систем
Основные этапы создания управляющих программ в среде CAM-систем
Основные этапы создания управляющих программ в среде CAM-систем
Основные этапы создания управляющих программ в среде CAM-систем
Основные этапы создания управляющих программ в среде CAM-систем
Основные этапы создания управляющих программ в среде CAM-систем
Основные этапы создания управляющих программ в среде CAM-систем
 Аттестационная работа. Разработка по выполнению исследовательской работы с учащимися «Быт села Каразей. От печи до камина»
Аттестационная работа. Разработка по выполнению исследовательской работы с учащимися «Быт села Каразей. От печи до камина» Жилая среда
Жилая среда Пять координационных механизмов по Г. Минцбергу
Пять координационных механизмов по Г. Минцбергу смекай, считай, отгадывай презентация_
смекай, считай, отгадывай презентация_ Понятие и сущность организации
Понятие и сущность организации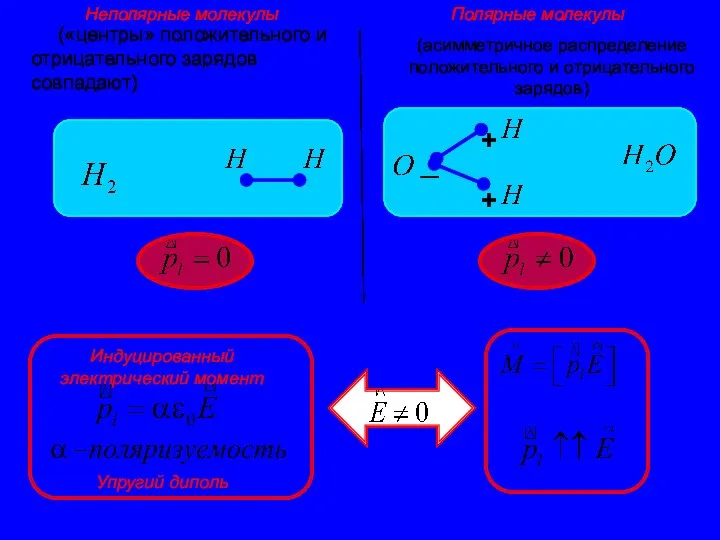 Поляризация диэлектриков
Поляризация диэлектриков  ТСТ Trust Capital Trade – формула несокрушимой торговли
ТСТ Trust Capital Trade – формула несокрушимой торговли Мультиметр
Мультиметр РАЗВИТИЕ ТВОРЧЕСКИХ СПОСОБНОСТЕЙ МЛАДШИХ ШКОЛЬНИКОВ Выполнила: Кучмасова С.А. учитель начальных классов
РАЗВИТИЕ ТВОРЧЕСКИХ СПОСОБНОСТЕЙ МЛАДШИХ ШКОЛЬНИКОВ Выполнила: Кучмасова С.А. учитель начальных классов  Вода - растворитель. Значение воды - презентация для начальной школы
Вода - растворитель. Значение воды - презентация для начальной школы Арабский халифат. (6 класс)
Арабский халифат. (6 класс) Php Oպերատորները
Php Oպերատորները Логическое выражение
Логическое выражение Дисгармоничное развитие
Дисгармоничное развитие Стандартизация, сертификация и товароведение. Про специальность
Стандартизация, сертификация и товароведение. Про специальность Стратегический менеджмент. Этапы стратегического управления
Стратегический менеджмент. Этапы стратегического управления Почему в лесу нужно соблюдать тишину? Автор: Кульчицкая И.Н. Учитель начальных классов.
Почему в лесу нужно соблюдать тишину? Автор: Кульчицкая И.Н. Учитель начальных классов. Материалы к педсовету Работа по теме самообразования учителя русского языка и литературы Паньшиной И.С.
Материалы к педсовету Работа по теме самообразования учителя русского языка и литературы Паньшиной И.С. Класс МЛЕКОПИТАЮЩИЕ MAMMALIA
Класс МЛЕКОПИТАЮЩИЕ MAMMALIA Психолог начальной школы ГОУ СОШ № 581 Родителям учащихся 9.12.2010
Психолог начальной школы ГОУ СОШ № 581 Родителям учащихся 9.12.2010 Увидеть Россию
Увидеть Россию Архыз - 2018. Карачаево-Черкесия
Архыз - 2018. Карачаево-Черкесия Определение чувствительности к антибиотикам. Культивирование анаэробов. Диагностика с помощью бактериофагов
Определение чувствительности к антибиотикам. Культивирование анаэробов. Диагностика с помощью бактериофагов  Виды дисперсий
Виды дисперсий  Чувашская национально-культурная автономия г. Челябинска. Молодёжная организация «Креативная Команда «Кадэрне»
Чувашская национально-культурная автономия г. Челябинска. Молодёжная организация «Креативная Команда «Кадэрне» Теплопроводность бетона
Теплопроводность бетона Что такое функция ? - презентация по Алгебре
Что такое функция ? - презентация по Алгебре Интернационализация, транснационализация, глобализация МЭ
Интернационализация, транснационализация, глобализация МЭ