- Механический инструмент для запиловки острых углов, сварных швов

Содержание
- 2. Spant - sveis tapper 0598 - 08 ОБРАБОТКА СВАРНЫХ ШВОВ Фото показывает прожоги в местах приварки
- 3. ОБРАБОТКА СВАРНЫХ ШВОВ Фото показывает остатки сварки в местах приварки технологических конструкций. Все должно быть удалено
- 4. Обработка поверхности механическим инструментом Удаление сварочной окалины и обработка сварных швов механическим инструментом. Возможен выбор дисков
- 5. ПОВЕРХНОСТЬ ПОСЛЕ ОБРАБОТКИ Поверхность обработанная механическим инструментом. Обработан край поверхности и удалена сварная окалина.
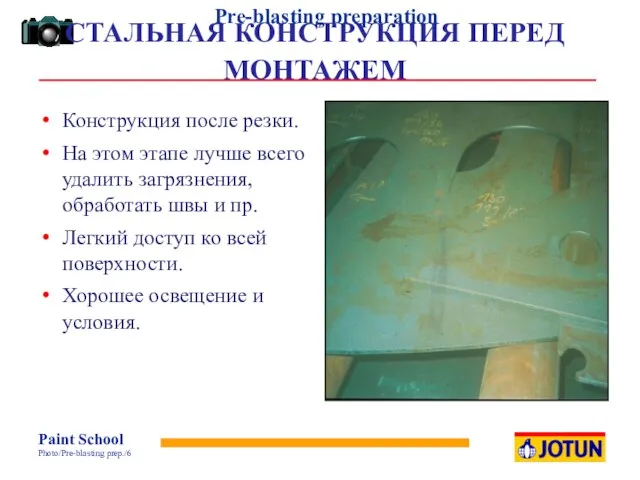
- 6. Stålplater 0589-01 СТАЛЬНАЯ КОНСТРУКЦИЯ ПЕРЕД МОНТАЖЕМ Конструкция после резки. На этом этапе лучше всего удалить загрязнения,
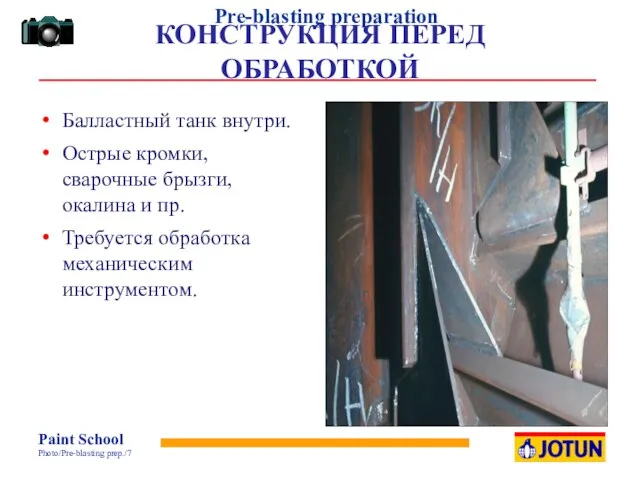
- 7. КОНСТРУКЦИЯ ПЕРЕД ОБРАБОТКОЙ Балластный танк внутри. Острые кромки, сварочные брызги, окалина и пр. Требуется обработка механическим
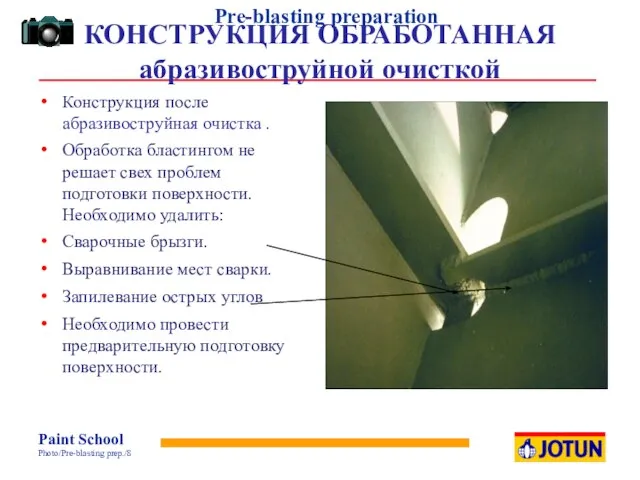
- 8. Blåst spant, hjørne 0589 - 06 КОНСТРУКЦИЯ ОБРАБОТАННАЯ абразивоструйной очисткой Конструкция после абразивоструйная очистка . Обработка
- 9. МЕХАНИЧЕСКАЯ ОБРАБОТКА ОСТРЫХ УГЛОВ Запиловка острых углов механическим инструментом.
- 10. СКРУГЛЕНИЕ КРОМОК Острые кромки должны быть скруглены. Это обеспечит хорошую адгезию на кромках.
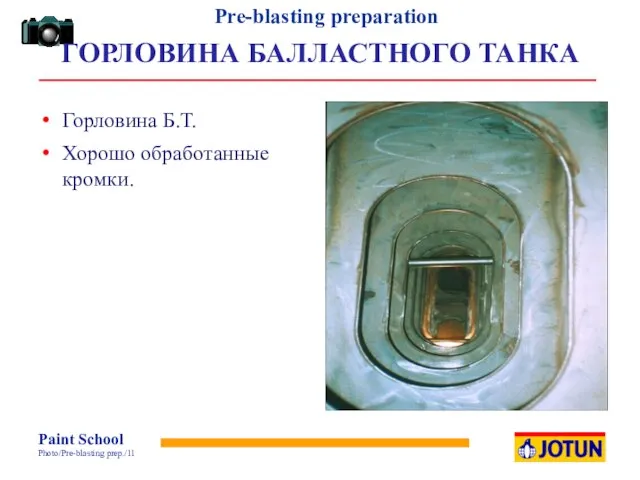
- 11. Mann hull 0589-03 ГОРЛОВИНА БАЛЛАСТНОГО ТАНКА Горловина Б.Т. Хорошо обработанные кромки.
- 12. ОСТРЫЕ УГЛЫ И СВАРОЧНЫЙ ФЛЮС Конструкция: острая кромка, сварочный шов, остатки сварочного флюса. Необходимо провести предварительную
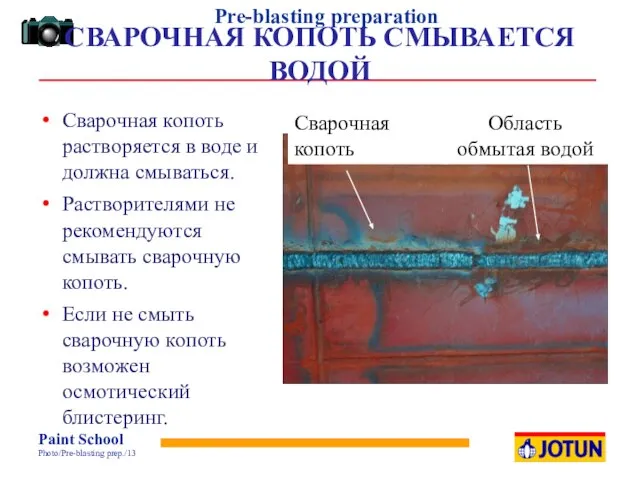
- 13. СВАРОЧНАЯ КОПОТЬ СМЫВАЕТСЯ ВОДОЙ Сварочная копоть растворяется в воде и должна смываться. Растворителями не рекомендуются смывать
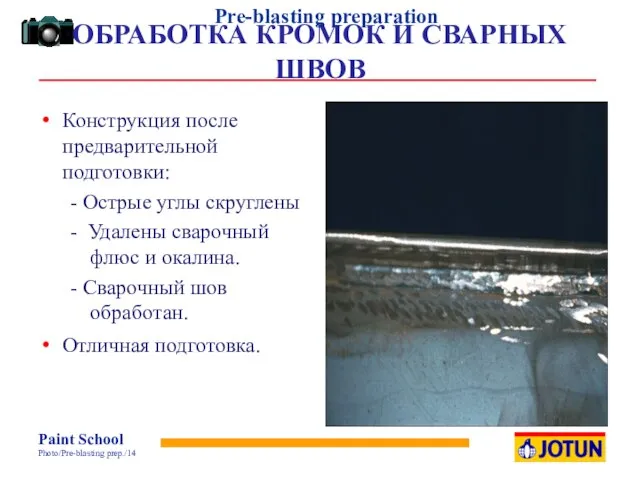
- 14. ОБРАБОТКА КРОМОК И СВАРНЫХ ШВОВ Конструкция после предварительной подготовки: - Острые углы скруглены - Удалены сварочный
- 15. Notch skarp 2 - 75 НЕ КАЧЕСТВЕННАЯ ПОДГОТОВКА ПОВЕХНОСТИ Запилы Подготовка поверхности механическим инструментом произведена не
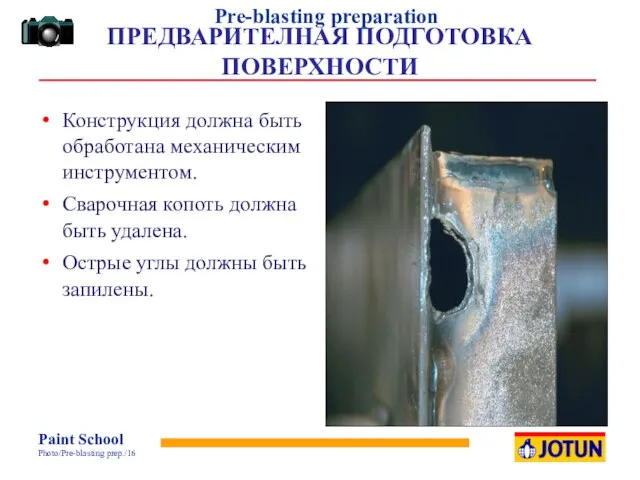
- 16. ПРЕДВАРИТЕЛНАЯ ПОДГОТОВКА ПОВЕРХНОСТИ Конструкция должна быть обработана механическим инструментом. Сварочная копоть должна быть удалена. Острые углы
- 17. ОБРАБОТКА ПРОЖЕГОВ Края прожогов должны быть обработаны.
- 18. ПРОЖОГ ПОСЛЕ ОБРАБОТКИ Конструкция после обработки прожога. Использовался механический инструмент.
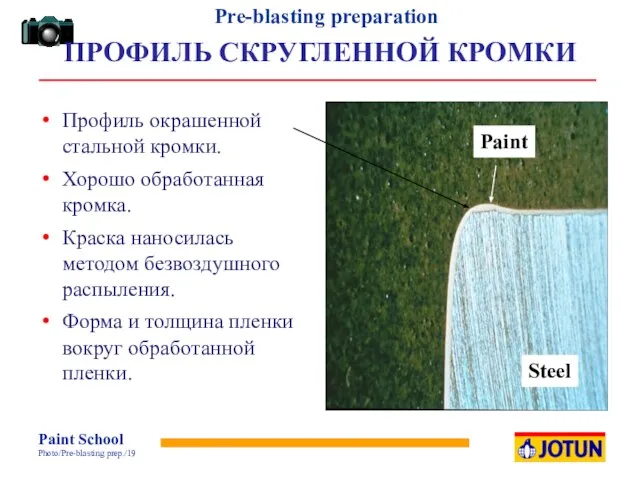
- 19. Tverrsnitt, nærbilde 0589 - 33 ПРОФИЛЬ СКРУГЛЕННОЙ КРОМКИ Профиль окрашенной стальной кромки. Хорошо обработанная кромка. Краска
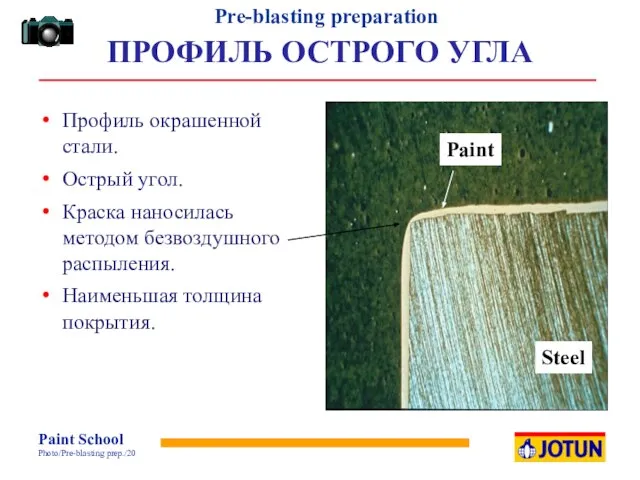
- 20. Tverrsnitt, nærbilde 0589 - 31 ПРОФИЛЬ ОСТРОГО УГЛА Профиль окрашенной стали. Острый угол. Краска наносилась методом
- 22. Скачать презентацию
Spant - sveis tapper
0598 - 08
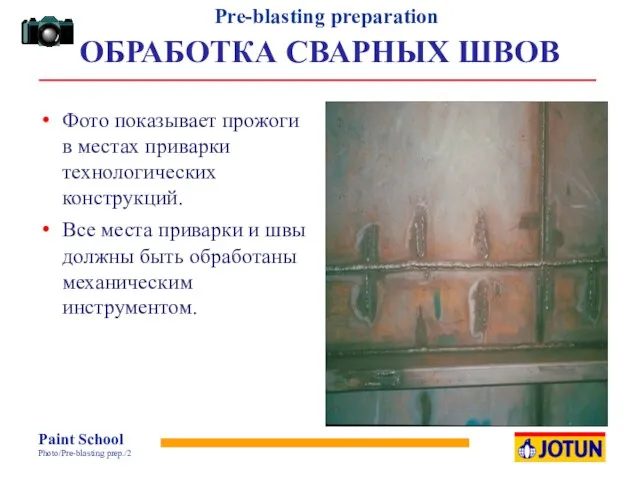
ОБРАБОТКА СВАРНЫХ ШВОВ
Фото показывает прожоги в
Spant - sveis tapper
0598 - 08
ОБРАБОТКА СВАРНЫХ ШВОВ
Фото показывает прожоги в
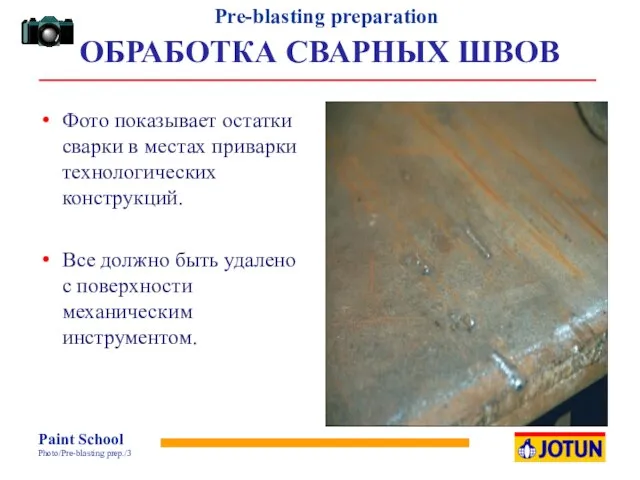
ОБРАБОТКА СВАРНЫХ ШВОВ
Фото показывает остатки сварки в местах приварки технологических
ОБРАБОТКА СВАРНЫХ ШВОВ
Фото показывает остатки сварки в местах приварки технологических
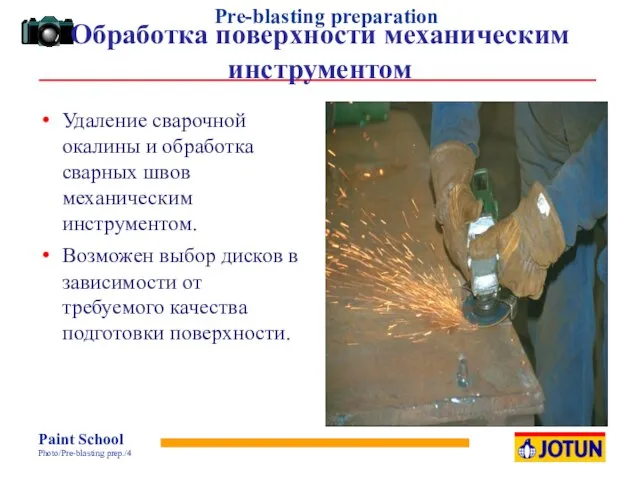
Обработка поверхности механическим инструментом
Удаление сварочной окалины и обработка сварных швов механическим
Обработка поверхности механическим инструментом
Удаление сварочной окалины и обработка сварных швов механическим
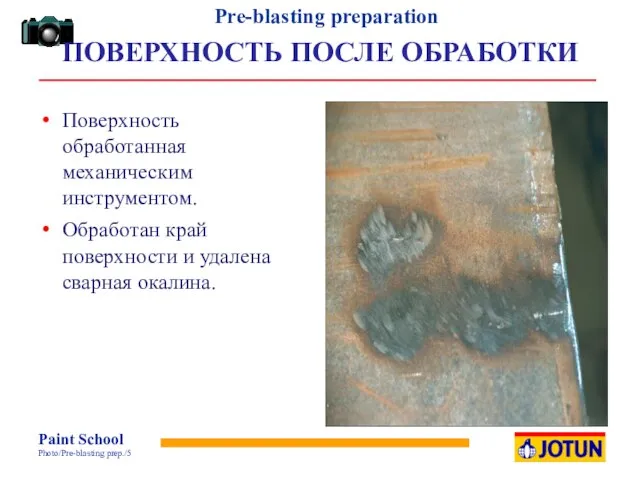
ПОВЕРХНОСТЬ ПОСЛЕ ОБРАБОТКИ
Поверхность обработанная механическим инструментом.
Обработан край поверхности и удалена
ПОВЕРХНОСТЬ ПОСЛЕ ОБРАБОТКИ
Поверхность обработанная механическим инструментом.
Обработан край поверхности и удалена
Stålplater
0589-01
СТАЛЬНАЯ КОНСТРУКЦИЯ ПЕРЕД МОНТАЖЕМ
Конструкция после резки.
На этом этапе лучше всего
Stålplater
0589-01
СТАЛЬНАЯ КОНСТРУКЦИЯ ПЕРЕД МОНТАЖЕМ
Конструкция после резки.
На этом этапе лучше всего
КОНСТРУКЦИЯ ПЕРЕД ОБРАБОТКОЙ
Балластный танк внутри.
Острые кромки, сварочные брызги, окалина и пр.
Требуется
КОНСТРУКЦИЯ ПЕРЕД ОБРАБОТКОЙ
Балластный танк внутри.
Острые кромки, сварочные брызги, окалина и пр.
Требуется
Blåst spant, hjørne
0589 - 06
КОНСТРУКЦИЯ ОБРАБОТАННАЯ абразивоструйной очисткой
Конструкция после абразивоструйная очистка
Blåst spant, hjørne
0589 - 06
КОНСТРУКЦИЯ ОБРАБОТАННАЯ абразивоструйной очисткой
Конструкция после абразивоструйная очистка
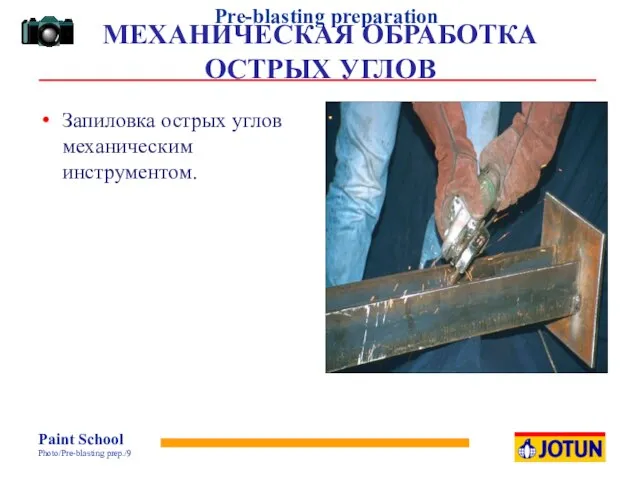
МЕХАНИЧЕСКАЯ ОБРАБОТКА ОСТРЫХ УГЛОВ
Запиловка острых углов механическим инструментом.
МЕХАНИЧЕСКАЯ ОБРАБОТКА ОСТРЫХ УГЛОВ
Запиловка острых углов механическим инструментом.

СКРУГЛЕНИЕ КРОМОК
Острые кромки должны быть скруглены.
Это обеспечит хорошую адгезию на
СКРУГЛЕНИЕ КРОМОК
Острые кромки должны быть скруглены.
Это обеспечит хорошую адгезию на
Mann hull
0589-03
ГОРЛОВИНА БАЛЛАСТНОГО ТАНКА
Горловина Б.Т.
Хорошо обработанные кромки.
Mann hull
0589-03
ГОРЛОВИНА БАЛЛАСТНОГО ТАНКА
Горловина Б.Т.
Хорошо обработанные кромки.

ОСТРЫЕ УГЛЫ И СВАРОЧНЫЙ ФЛЮС
Конструкция: острая кромка, сварочный шов, остатки
ОСТРЫЕ УГЛЫ И СВАРОЧНЫЙ ФЛЮС
Конструкция: острая кромка, сварочный шов, остатки
СВАРОЧНАЯ КОПОТЬ СМЫВАЕТСЯ ВОДОЙ
Сварочная копоть растворяется в воде и должна смываться.
Растворителями
СВАРОЧНАЯ КОПОТЬ СМЫВАЕТСЯ ВОДОЙ
Сварочная копоть растворяется в воде и должна смываться.
Растворителями
ОБРАБОТКА КРОМОК И СВАРНЫХ ШВОВ
Конструкция после предварительной подготовки:
- Острые углы скруглены
-
ОБРАБОТКА КРОМОК И СВАРНЫХ ШВОВ
Конструкция после предварительной подготовки:
- Острые углы скруглены
-

Notch skarp
2 - 75
НЕ КАЧЕСТВЕННАЯ ПОДГОТОВКА ПОВЕХНОСТИ
Запилы
Подготовка поверхности механическим инструментом
Notch skarp
2 - 75
НЕ КАЧЕСТВЕННАЯ ПОДГОТОВКА ПОВЕХНОСТИ
Запилы
Подготовка поверхности механическим инструментом
ПРЕДВАРИТЕЛНАЯ ПОДГОТОВКА ПОВЕРХНОСТИ
Конструкция должна быть обработана механическим инструментом.
Сварочная копоть должна быть
ПРЕДВАРИТЕЛНАЯ ПОДГОТОВКА ПОВЕРХНОСТИ
Конструкция должна быть обработана механическим инструментом.
Сварочная копоть должна быть
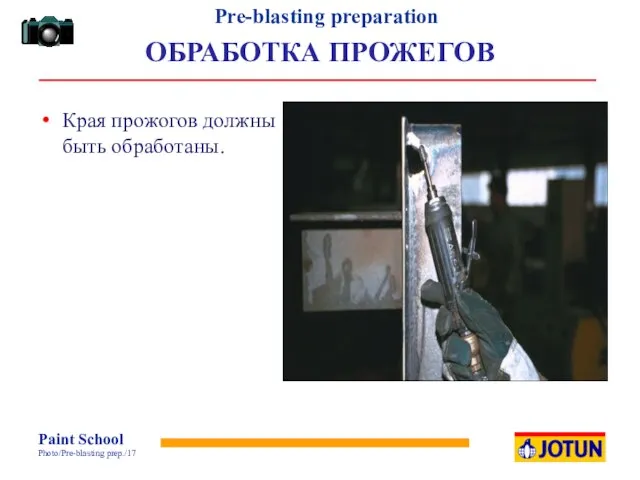
ОБРАБОТКА ПРОЖЕГОВ
Края прожогов должны быть обработаны.
ОБРАБОТКА ПРОЖЕГОВ
Края прожогов должны быть обработаны.
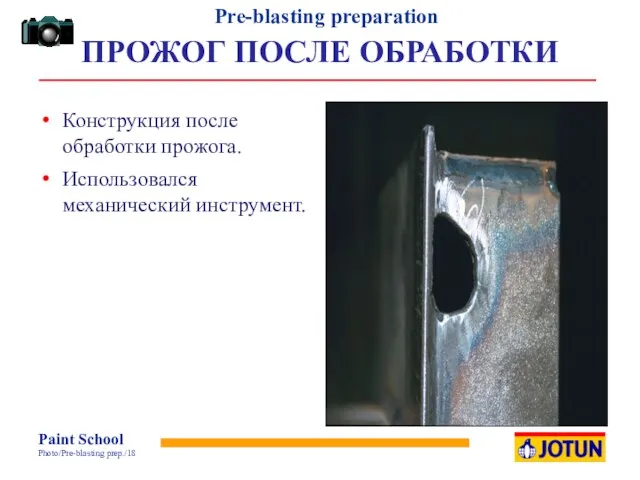
ПРОЖОГ ПОСЛЕ ОБРАБОТКИ
Конструкция после обработки прожога.
Использовался механический инструмент.
ПРОЖОГ ПОСЛЕ ОБРАБОТКИ
Конструкция после обработки прожога.
Использовался механический инструмент.
Tverrsnitt, nærbilde
0589 - 33
ПРОФИЛЬ СКРУГЛЕННОЙ КРОМКИ
Профиль окрашенной стальной кромки.
Хорошо обработанная кромка.
Краска
Tverrsnitt, nærbilde
0589 - 33
ПРОФИЛЬ СКРУГЛЕННОЙ КРОМКИ
Профиль окрашенной стальной кромки.
Хорошо обработанная кромка.
Краска
Tverrsnitt, nærbilde
0589 - 31
ПРОФИЛЬ ОСТРОГО УГЛА
Профиль окрашенной стали.
Острый угол.
Краска наносилась методом
Tverrsnitt, nærbilde
0589 - 31
ПРОФИЛЬ ОСТРОГО УГЛА
Профиль окрашенной стали.
Острый угол.
Краска наносилась методом
 Введение в электротехнику
Введение в электротехнику Основы вакуумной техники
Основы вакуумной техники Магнетизм. Магнитостатика. Магнитное взаимодействие
Магнетизм. Магнитостатика. Магнитное взаимодействие Презентация по физике "Колебательный контур" - скачать
Презентация по физике "Колебательный контур" - скачать  Електричне поле
Електричне поле Линии передачи электромагнитных волн. Проволочные и кабельные линии передачи радиоволн. (Тема 1.2)
Линии передачи электромагнитных волн. Проволочные и кабельные линии передачи радиоволн. (Тема 1.2) Работа силы. Мощность
Работа силы. Мощность Трансформатор Тесла
Трансформатор Тесла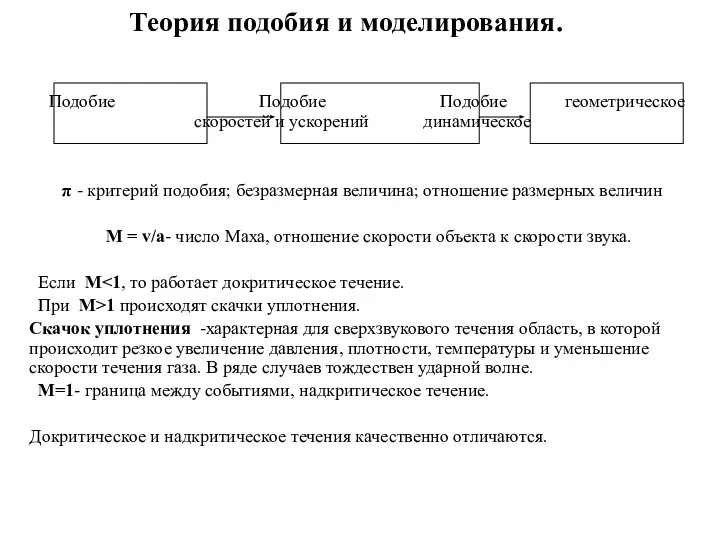 Теория подобия и моделирования
Теория подобия и моделирования Сложное движение точки
Сложное движение точки Развитие средств связи
Развитие средств связи Электромагнитное взаимодействие
Электромагнитное взаимодействие Инженерные расчеты численными методами
Инженерные расчеты численными методами Презентация Реактивное движение
Презентация Реактивное движение  Шинные конструкции
Шинные конструкции Лекция №12 Электрический ток План лекции 1. Понятие о токе проводимости. Вектор тока и сила тока. 2. Дифференциальная форма закона О
Лекция №12 Электрический ток План лекции 1. Понятие о токе проводимости. Вектор тока и сила тока. 2. Дифференциальная форма закона О Элементы специальной теории относительности (СТО). Релятивистская динамика
Элементы специальной теории относительности (СТО). Релятивистская динамика Электрический ток в различных средах. Электрический ток в металлах
Электрический ток в различных средах. Электрический ток в металлах Электрическое поле в веществе
Электрическое поле в веществе Системы управления трактором
Системы управления трактором Основы расчета и безопасной эксплуатации элементов, моделируемых в форме тонкостенной оболочки
Основы расчета и безопасной эксплуатации элементов, моделируемых в форме тонкостенной оболочки Резонанс. Полезный резонанс
Резонанс. Полезный резонанс Динамическое проектирование систем стабилизации летательных аппаратов. Исполнительные устройства. Энергетический расчет
Динамическое проектирование систем стабилизации летательных аппаратов. Исполнительные устройства. Энергетический расчет Охлаждение, нагревание тел конечных размеров. Нагрев параллелепипеда
Охлаждение, нагревание тел конечных размеров. Нагрев параллелепипеда Волоконно - оптические элементы
Волоконно - оптические элементы Государственная система обеспечения единства измерений. Единицы величин
Государственная система обеспечения единства измерений. Единицы величин Система мониторинга водного баланса Балтийского моря
Система мониторинга водного баланса Балтийского моря Основы хроматографического анализа
Основы хроматографического анализа