- Взаємозамінність різьбових з’єднань. (Лекція 6)

Содержание
- 2. ЛЕКЦІЯ 6 ВЗАЄМОЗАМІННІСТЬ РІЗЬБОВИХ З’ЄДНАНЬ
- 3. 6.1 Основні розміри різьбового з’єднання. 6.2 Ступені точності різьб. 6.3 Посадки з зазором. 6.4 Перехідні посадки.
- 4. 6.1 Основні розміри нарізного сполучення і їхній вплив на взаємозамінність
- 5. Зовнішній діаметр d(D) – діаметр уявлюваного циліндра, описаного відносно до вершин зовнішньої різьби або западинам внутрішньої
- 6. Середній діаметр різьби d2 (D2) – діаметр уявлюваного співвісного з різьбою циліндра, що утворить який перетинає
- 7. Робоча висота профілю H1 – висота зіткнення сторін профілю зовнішнього і внутрішнього різьблень у напрямку, перпендикулярному
- 8. Кут профілю різьблення α – кут між бічними сторонами профілю в осьовій площині. Кут підйому різьблення
- 9. 6.2 Ступені точності різьблень Допуск середнього діаметра визначають у залежності від прийнятого ступеня точності різьблення відповідно
- 10. 6.3 Посадки з зазором Для зовнішнього різьблення встановлено п'ять відхилив (h, f, g, e, d), для
- 11. Позначення поля допуску різьби складається з цифри, що показує ступінь точності, і букви, що позначає основний
- 12. 6.4 Перехідні посадки Перехідні посадки нарізних сполучень за ГОСТ 24834-81 застосовують у тих випадках, коли в
- 13. Довжини згвинчування різьбових з’єднань з перехідними посадками повинні відповідати застосовуваним матеріалам деталей із внутрішніми різьбами і
- 14. 6.5 Посадки з натягом Посадки з натягом для різьбових з’єднань застосовують у тих випадках коли необхідно
- 15. 6.6 Методи і засоби контролю різьб Параметри різьб можна контролювати диференційованим і комплексним методами. Граничні різьбові
- 16. Різьбові шаблони або різьбоміри являють собою зібрані в набори сталеві пластинки з зубами стандартних метричних профілів
- 17. Різьбовий мікрометр відрізняється від звичайного змінними вимірювальними наконечниками.
- 18. Метод трьох дротиків призначений для більш точного визначення середнього діаметра.
- 20. Скачать презентацию

ЛЕКЦІЯ 6
ВЗАЄМОЗАМІННІСТЬ РІЗЬБОВИХ З’ЄДНАНЬ
ЛЕКЦІЯ 6
ВЗАЄМОЗАМІННІСТЬ РІЗЬБОВИХ З’ЄДНАНЬ
6.1 Основні розміри різьбового з’єднання.
6.2 Ступені точності різьб.
6.3 Посадки з зазором.
6.4
6.1 Основні розміри різьбового з’єднання.
6.2 Ступені точності різьб.
6.3 Посадки з зазором.
6.4
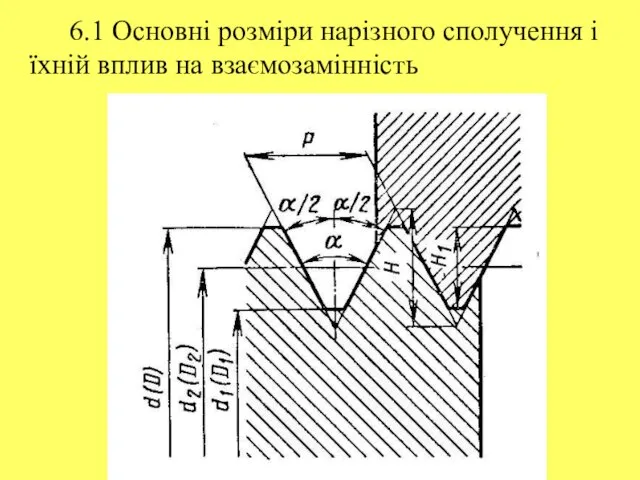
6.1 Основні розміри нарізного сполучення і їхній вплив на взаємозамінність
6.1 Основні розміри нарізного сполучення і їхній вплив на взаємозамінність

Зовнішній діаметр d(D) – діаметр уявлюваного циліндра, описаного відносно до вершин
Зовнішній діаметр d(D) – діаметр уявлюваного циліндра, описаного відносно до вершин

Середній діаметр різьби d2 (D2) – діаметр уявлюваного співвісного з різьбою
Середній діаметр різьби d2 (D2) – діаметр уявлюваного співвісного з різьбою
Робоча висота профілю H1 – висота зіткнення сторін профілю зовнішнього і
Робоча висота профілю H1 – висота зіткнення сторін профілю зовнішнього і
Кут профілю різьблення α – кут між бічними сторонами профілю в
Кут профілю різьблення α – кут між бічними сторонами профілю в

6.2 Ступені точності різьблень
Допуск середнього діаметра визначають у залежності від прийнятого
6.2 Ступені точності різьблень
Допуск середнього діаметра визначають у залежності від прийнятого
6.3 Посадки з зазором
Для зовнішнього різьблення встановлено п'ять відхилив (h, f,
6.3 Посадки з зазором
Для зовнішнього різьблення встановлено п'ять відхилив (h, f,

Позначення поля допуску різьби складається з цифри, що показує ступінь точності,
Позначення поля допуску різьби складається з цифри, що показує ступінь точності,
6.4 Перехідні посадки
Перехідні посадки нарізних сполучень за ГОСТ 24834-81 застосовують у
6.4 Перехідні посадки
Перехідні посадки нарізних сполучень за ГОСТ 24834-81 застосовують у

Довжини згвинчування різьбових з’єднань з перехідними посадками повинні відповідати застосовуваним матеріалам
Довжини згвинчування різьбових з’єднань з перехідними посадками повинні відповідати застосовуваним матеріалам

6.5 Посадки з натягом
Посадки з натягом для різьбових з’єднань застосовують у
6.5 Посадки з натягом
Посадки з натягом для різьбових з’єднань застосовують у

6.6 Методи і засоби контролю різьб
Параметри різьб можна контролювати диференційованим і
6.6 Методи і засоби контролю різьб
Параметри різьб можна контролювати диференційованим і

Різьбові шаблони або різьбоміри являють собою зібрані в набори сталеві пластинки
Різьбові шаблони або різьбоміри являють собою зібрані в набори сталеві пластинки
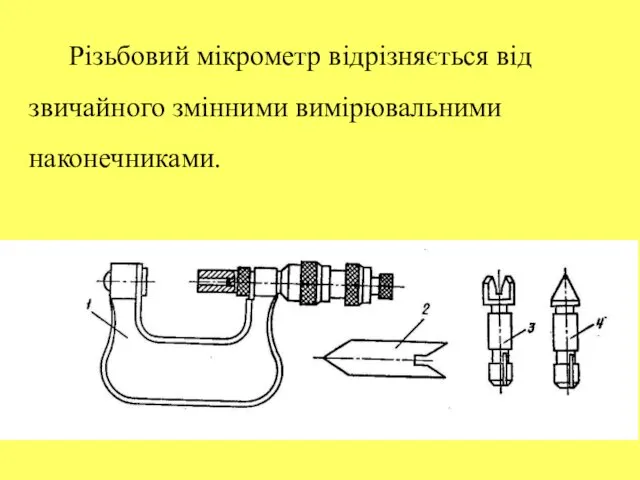
Різьбовий мікрометр відрізняється від звичайного змінними вимірювальними наконечниками.
Різьбовий мікрометр відрізняється від звичайного змінними вимірювальними наконечниками.

Метод трьох дротиків призначений для більш точного визначення середнього діаметра.
Метод трьох дротиків призначений для більш точного визначення середнього діаметра.
 ИК-спектроскопия
ИК-спектроскопия Философские проблемы науки и техники. Наука, ее сущность и особенности возникновения. (Лекции 1-2)
Философские проблемы науки и техники. Наука, ее сущность и особенности возникновения. (Лекции 1-2) Энергия
Энергия Великие открытия М. В. Ломоносова в физике. МБОУ СОШ №1
Великие открытия М. В. Ломоносова в физике. МБОУ СОШ №1 Потенциальное движение
Потенциальное движение Теория электрических цепей. Лекция 1
Теория электрических цепей. Лекция 1 ПРЕЗЕНТАЦІЯ з фізики на тему: “Альтернативні джерела енергії” Виконала Ткаченко Анна та Яловицька Тетяна Учениці 11-Б класу
ПРЕЗЕНТАЦІЯ з фізики на тему: “Альтернативні джерела енергії” Виконала Ткаченко Анна та Яловицька Тетяна Учениці 11-Б класу  Принцип Гюйгенса. Закон отражения света
Принцип Гюйгенса. Закон отражения света Открытие электромагнитных колебаний. 11 класс
Открытие электромагнитных колебаний. 11 класс Что такое гроза? Почему светит молния и гремит гром?
Что такое гроза? Почему светит молния и гремит гром? Поверхностные явления и адсорбция
Поверхностные явления и адсорбция Презентация по физике "Силы в природе" - скачать
Презентация по физике "Силы в природе" - скачать  Отгадаем загадки
Отгадаем загадки Оптикалық саулелер, спектрлер. Спектрлік анализ
Оптикалық саулелер, спектрлер. Спектрлік анализ Выполнил: Буравлёв Степан, 11 «ф/м» класс. Руководитель: Моисеева Тамара Ивановна, учитель биологии.
Выполнил: Буравлёв Степан, 11 «ф/м» класс. Руководитель: Моисеева Тамара Ивановна, учитель биологии. Проект по физике «Лабораторные работы по физике за курс 7-9 класса»
Проект по физике «Лабораторные работы по физике за курс 7-9 класса»  Теплоотдача. Естественная конвекция
Теплоотдача. Естественная конвекция Измерение видимого и линейного увеличения, поля зрения, диаметра и удаления выходного зрачка типовых оптических систем
Измерение видимого и линейного увеличения, поля зрения, диаметра и удаления выходного зрачка типовых оптических систем Презентация по физике "Знаем ли мы физику ?" - скачать
Презентация по физике "Знаем ли мы физику ?" - скачать  Биологические действия радиоактивных излучений на растения…
Биологические действия радиоактивных излучений на растения… Подготовка к хранению и хранение техники
Подготовка к хранению и хранение техники Инфракрасное излучение
Инфракрасное излучение Политропные процессы. Энтропия идеального газа. II закон термодинамики
Политропные процессы. Энтропия идеального газа. II закон термодинамики Электронные лампы. Триоды и диоды
Электронные лампы. Триоды и диоды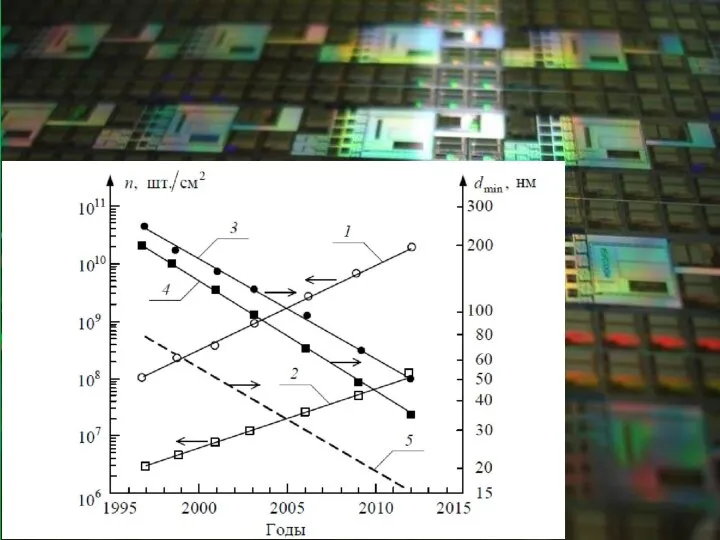 Физика наноструктур и элементы электроники
Физика наноструктур и элементы электроники Аеродинаміка та динаміка польоту літака. Характеристики профілю крила. Центр тиску та фокус профілю. (Лекція 4.2.3)
Аеродинаміка та динаміка польоту літака. Характеристики профілю крила. Центр тиску та фокус профілю. (Лекція 4.2.3) Антенны. Линейные излучающие системы. Электрические параметры симметричных и несимметричных вибраторов. (Лекция 14. Модуль 2.2)
Антенны. Линейные излучающие системы. Электрические параметры симметричных и несимметричных вибраторов. (Лекция 14. Модуль 2.2)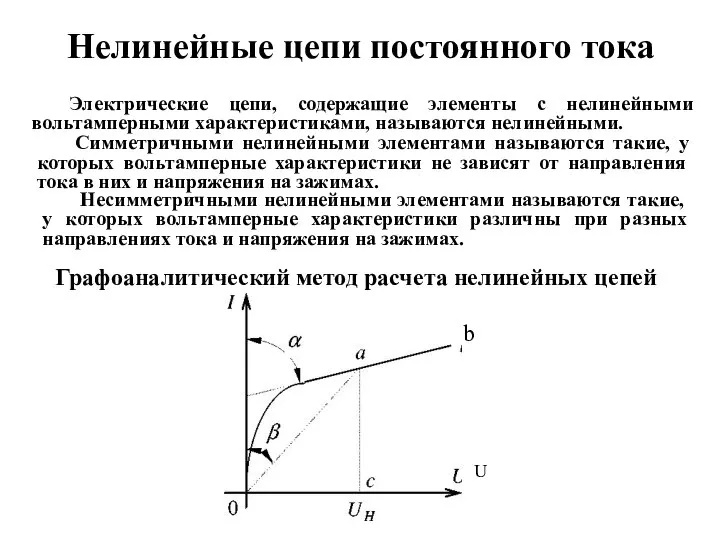 Нелинейные цепи постоянного тока
Нелинейные цепи постоянного тока