- Аморфні та склоподібні матеріали. (Лекція 2)

Содержание
- 2. Утворення скла із переохолоджених розплавів, так само як і осадження аморфних плівок з газової фази, в
- 3. Рис. 2. Діаграма “об’єм – температура” для склоутворюючих матеріалів. ПРОЦЕС СКЛУВАННЯ При достатньо високій температурі речовина
- 4. ПРАВИЛО КАУЗМАНА Тg залежить від швидкості зміни температури зразка, (а саме Тg понижується при зменшенні швидкості
- 5. КЛАСИФІКАЦІЯ СТЕКОЛ Усі стекла за хімічним складом поділяються на: оксидні, халькогенідні, галогенідні, оксихалькогенідні, галогенхалькогенідні, алмазоподібні, металічні
- 6. Халькогенідні стекла. Халькогенідами прийнято називати хімічні речовини, однією з компонент яких є халькоген (S, Se, Те).
- 7. Таблиця 1. Склоутворюючі халькогенідні системи Бінарні системи Потрійні системи Четверні системи
- 8. МЕТАЛІЧНІ СТЕКЛА ТА СПОСОБИ ЇХ ОТРИМАННЯ Необхідна швидкість охолодження ~ 1010 К/с; високий коефіцієнт тепловідведення на
- 9. розплавляється електричною дугою. Цей спосіб вирішує проблему тигля і робить можливим гартування сплавів з точками плавлення
- 10. melt spinning Рис. 3. Метод гартування у валки (а) та метод спінінгування розплаву (б). б а
- 12. ЗАГАРТУВАННЯ З РІДКОГО СТАНУ На практиці використовуються два методи: в першому рідкий метал наносять на зовнішню
- 14. Скачать презентацию

Утворення скла із переохолоджених розплавів, так само як і осадження аморфних
Утворення скла із переохолоджених розплавів, так само як і осадження аморфних

Рис. 2. Діаграма “об’єм – температура”
для склоутворюючих матеріалів.
ПРОЦЕС СКЛУВАННЯ
При достатньо
Рис. 2. Діаграма “об’єм – температура”
для склоутворюючих матеріалів.
ПРОЦЕС СКЛУВАННЯ
При достатньо
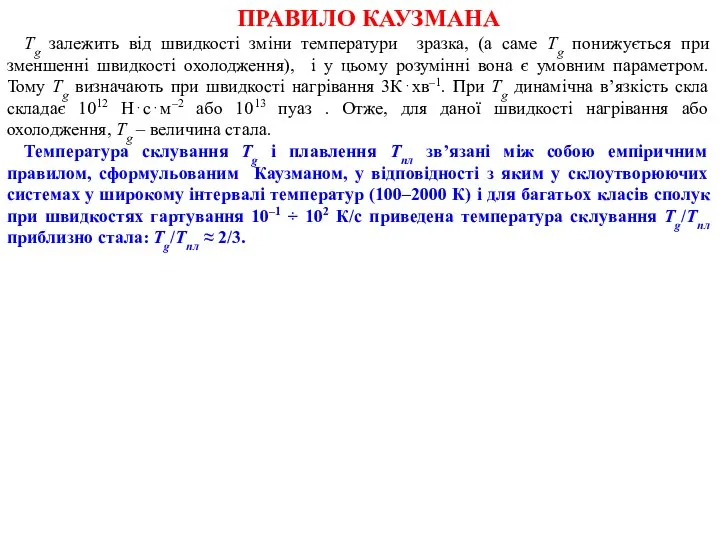
ПРАВИЛО КАУЗМАНА
Тg залежить від швидкості зміни температури зразка, (а саме Тg
ПРАВИЛО КАУЗМАНА
Тg залежить від швидкості зміни температури зразка, (а саме Тg
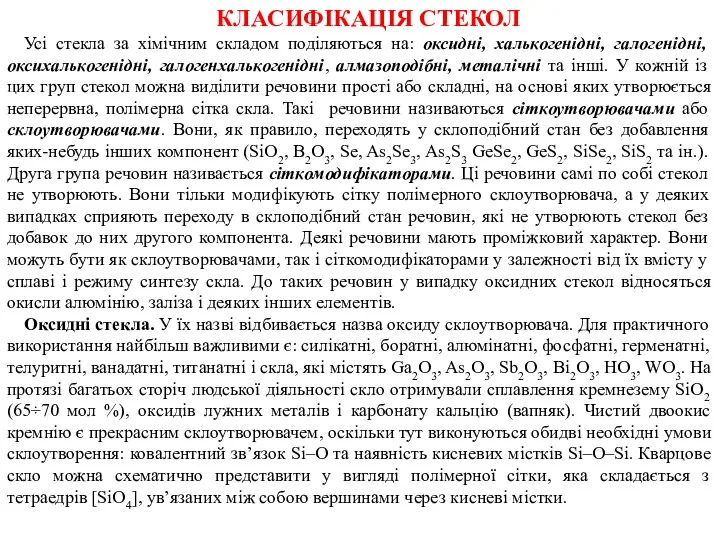
КЛАСИФІКАЦІЯ СТЕКОЛ
Усі стекла за хімічним складом поділяються на: оксидні, халькогенідні, галогенідні,
КЛАСИФІКАЦІЯ СТЕКОЛ
Усі стекла за хімічним складом поділяються на: оксидні, халькогенідні, галогенідні,
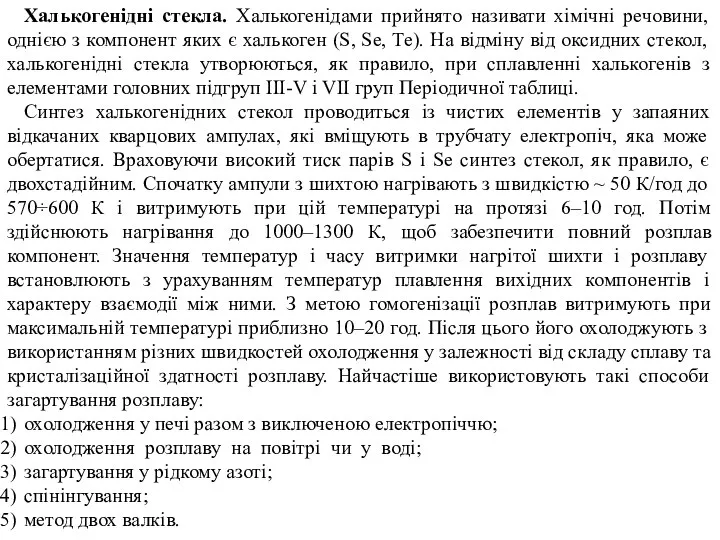
Халькогенідні стекла. Халькогенідами прийнято називати хімічні речовини, однією з компонент яких
Халькогенідні стекла. Халькогенідами прийнято називати хімічні речовини, однією з компонент яких
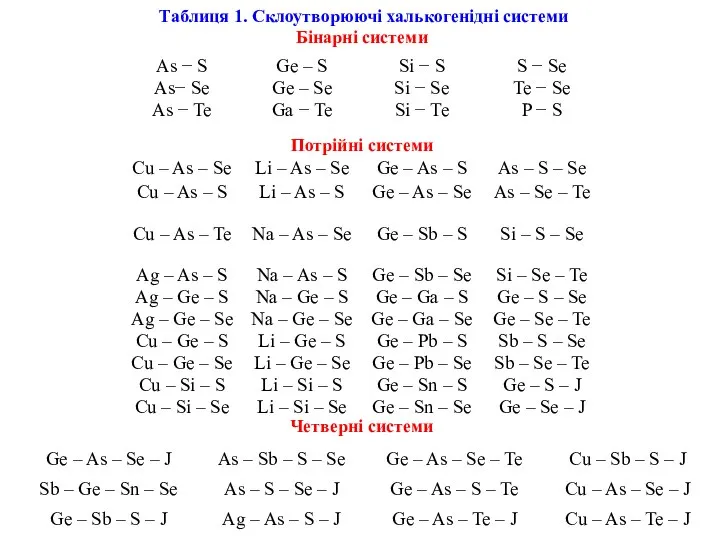
Таблиця 1. Склоутворюючі халькогенідні системи
Бінарні системи
Потрійні системи
Четверні системи
Таблиця 1. Склоутворюючі халькогенідні системи
Бінарні системи
Потрійні системи
Четверні системи

МЕТАЛІЧНІ СТЕКЛА ТА СПОСОБИ ЇХ ОТРИМАННЯ
Необхідна швидкість охолодження ~ 1010 К/с; високий
МЕТАЛІЧНІ СТЕКЛА ТА СПОСОБИ ЇХ ОТРИМАННЯ
Необхідна швидкість охолодження ~ 1010 К/с; високий

розплавляється електричною дугою. Цей спосіб вирішує проблему тигля і робить можливим
розплавляється електричною дугою. Цей спосіб вирішує проблему тигля і робить можливим

melt spinning
Рис. 3. Метод гартування у валки (а) та метод спінінгування
melt spinning
Рис. 3. Метод гартування у валки (а) та метод спінінгування


ЗАГАРТУВАННЯ З РІДКОГО СТАНУ
На практиці використовуються два методи: в першому рідкий
ЗАГАРТУВАННЯ З РІДКОГО СТАНУ
На практиці використовуються два методи: в першому рідкий
 Масла и функциональные жидкости
Масла и функциональные жидкости Структура и функции биомакромолекул. Лекция 1
Структура и функции биомакромолекул. Лекция 1 Контроль качества эфирных масел
Контроль качества эфирных масел Фармацевтические эмульсии
Фармацевтические эмульсии Протолитические равновесия в растворах электролитов
Протолитические равновесия в растворах электролитов Нечаев 18
Нечаев 18 Окислительно-восстановитительные реакции Выполнили ученики 9 А класса МОУ-СОШ №4 Никитин Андрей Афонин Николай
Окислительно-восстановитительные реакции Выполнили ученики 9 А класса МОУ-СОШ №4 Никитин Андрей Афонин Николай Презентация по Химии "Оксиды и их свойства (8 класс)" - скачать смотреть бесплатно
Презентация по Химии "Оксиды и их свойства (8 класс)" - скачать смотреть бесплатно Иерархия классов методов моделирования. Атомистические и микроскопические методы
Иерархия классов методов моделирования. Атомистические и микроскопические методы Ցեմենտի արտադրություն
Ցեմենտի արտադրություն Энзимология. Структура и механизм действия ферментов. (Лекция 2)
Энзимология. Структура и механизм действия ферментов. (Лекция 2) Химические свойства неорганических веществ (повторение)
Химические свойства неорганических веществ (повторение) Электрофильные реакции
Электрофильные реакции Смазывающие вещества
Смазывающие вещества Закон сохранения массы веществ. Химические уравнения
Закон сохранения массы веществ. Химические уравнения Применение ацетилена
Применение ацетилена Физико-химический процесс элелктролиз. (11 класс)
Физико-химический процесс элелктролиз. (11 класс) Вода
Вода Органічні сполуки в побуті Виконала Учениця 11-Б класу Панчоха Вероніка
Органічні сполуки в побуті Виконала Учениця 11-Б класу Панчоха Вероніка  Химические волокна (7 класс)
Химические волокна (7 класс) Элементы VI группы главной подгруппы Халькогены
Элементы VI группы главной подгруппы Халькогены Безазотистые вторичные метаболиты минорных групп в фармации. Биохимия, функциональное значение в царстве растений
Безазотистые вторичные метаболиты минорных групп в фармации. Биохимия, функциональное значение в царстве растений Семинар на тему Природные источники углеводородов и их переработка
Семинар на тему Природные источники углеводородов и их переработка Общие химические свойства металлов
Общие химические свойства металлов Презентация по Химии "Силикатная промышленность" - скачать смотреть
Презентация по Химии "Силикатная промышленность" - скачать смотреть  Закон сохранения массы веществ Омельянчук Т.Е. учитель химии МАОУ ДСОШ №2 г. Домодедово
Закон сохранения массы веществ Омельянчук Т.Е. учитель химии МАОУ ДСОШ №2 г. Домодедово Аттестационная работа. Программа элективного курса Исследовательская проектная деятельность при изучении химии
Аттестационная работа. Программа элективного курса Исследовательская проектная деятельность при изучении химии Коррозия материалов
Коррозия материалов