- Этапы и технология изготовления цельнолитого мостовидного протеза с пластмассовой фасеткой

Содержание
- 2. Введение. Искусственные коронки, облицованные пластмассой, называют металлопластмассовыми, или комбинированными. Они могут быть изготовлены двумя способами. Первый
- 3. Клинические и лабораторные приемы протезирования литыми комбинированными коронками. Наиболее совершенной конструкцией протеза для восстановления анатомической формы
- 4. Литой каркас искусственной комбинированной коронки отличается большей жесткостью, чем штампованный. Он меньше подвержен упругим деформациям, что
- 5. Под литую коронку опорный зуб может быть отпреперирован с уступом. Это позволяет максимально уменьшить влияние пластмассы
- 6. Литые комбинированные коронки имеют преимущество при протезировании дефектов зубов, когда недостающую часть зуба восстанавливают литой надстройкой
- 7. Литые комбинированные металлопластмассовые коронки. были изготовлены в начале 40-х годов XX столетия. Одной из первых и
- 8. Восковая репродукция коронки отливалась вместе со всеми элементами целиком, а затем по обычной методике прессовали пластмасса
- 9. Литая комбинированная коронка no Mathе: а — вид препарированного зуба с лабиальным уступом (вверху — схематическое
- 10. Основной проблемой, которую приходится решать при конструировании литых комбинированных коронок, является создание надежного крепления для пластмассовой
- 11. Первые литые коронки с облицовкой, как указывает Н. Kirsten (1961), отличались упрощенной формой и менее надежным
- 12. Литая комбинированная коронка: а — по Н. Kirslen, б — край колпачка на уступе выполнен со
- 13. Расположение металла по режущему краю значительно затрудняет получение необходимой прозрачности и цвета облицовки в этом месте.
- 14. Технология изготовления коронки по Miller. После препарирования опорного зуба получают анатомические оттиски, отливают комбинированные модели и
- 15. Сначала из воска моделируют анатомическую форму коронки, а затем на вестибулярной поверхности вырезают ложе для облицовки.
- 16. Их приклеивают по всей поверхности ложа для облицовочного материала. Восковую репродукцию заменяют сплавом золота, отделывают и
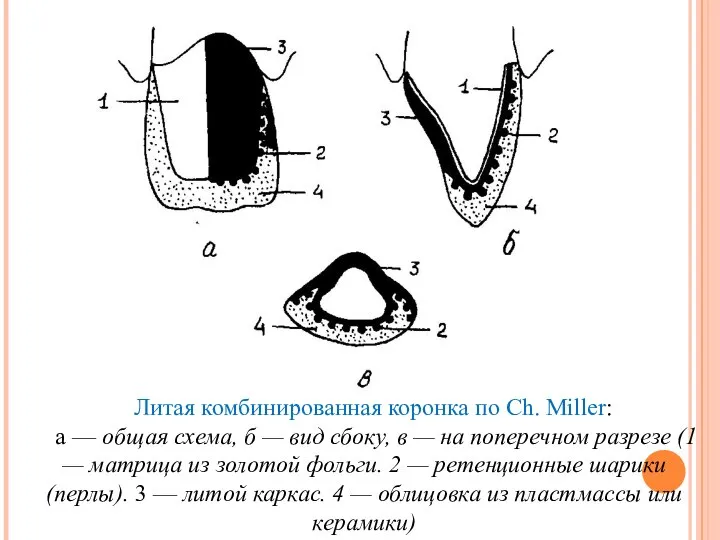
- 17. Литая комбинированная коронка по Ch. Miller: а — общая схема, б — вид сбоку, в —
- 18. Пластмассовые шарики при аккуратном их размещении на поверхности воскового колпачка дают настолько хорошее соединение с облицовкой
- 19. После отливки колпачка из металла его тщательно очищают от остатков паковочной массы и припасовывают на рабочей
- 20. Так, при литье из сплавов серебристого цвета в качестве обмазки применяется следующий состав: эпоксидной смолы 5—6%,
- 21. В настоящее время выпускается специальный покрывной лак ЭДА-02, представляющий собой полимерную композицию. Лаковая пленка обладает хорошей
- 22. Золотистое покрытие наносится по известной методике напыления нитрида титана. Причем механическое соединение усиливается с помощью так
- 23. При втором способе можно использовать быстротвердеющие пластмассы, полимеризация которых проводится в специальных аппаратах под давлением до
- 24. В литературе описаны различные способы получения комбинированных коронок со стандартной пластмассовой облицовкой. Однако такие коронки, изготовленные,
- 25. Кроме того, использование пластмасс, отличающихся от стандартных заготовок, для фиксации фасетки также приводит к нарушению эстетики,
- 26. Качество крепления пластмассы при помощи закрепляющих гранул (перл) зависит от их концентрации на единице поверхности, а
- 27. В отличие от металлокерамических коронок пластмассу наносят на металлический каркас в основном с вестибулярной стороны, поэтому
- 28. На вестибулярную поверхность коронки наносят клей и устанавливают ретенционные перлы. Перлы в зависимости от их величины
- 29. Некоторые авторы (Копейкин В.Н., 1985) рекомендуют наносить бусины (перлы) хаотично.
- 30. Для изготовления одиночных коронок используют хромникелевые, кобальтхромовые и сплавы золота, а для мостовидных протезов — кобальтохромовые
- 31. При изготовлении фасетки из пластмассы «Синма» наносят ее на металлическое ложе непрерывно, что способствует плотному заполнению
- 32. Введение в практику литых металлопластмассовых коронок не решило, однако, проблемы крепления облицовочного материала к металлической основе.
- 33. К вариантам решения данной проблемы можно отнести вышеописанные ретенционные перлы, проволоки, кольца и глубокие поднутрения. В
- 34. В подобной ситуации особому риску подвергается маргинальный периодонт. Причиной появления зазоров (щелей) в области механической адгезии,
- 35. Один из путей решения этой проблемы состоит в улучшении адгезивных свойств поверхности металла. Поскольку обычные методы
- 36. Следующим этапом вслед за созданием исключительной механической ретенции явились исследования и разработка композитов — силановых частиц
- 37. Технология ЭСПЕ РОКАТЕК позволяет подготовить силикатную пленку на поверхности металла с помощью пескоструйной обработки. После этой
- 38. Для применения системы состав сплава не имеет определяющего значения. Различия в поверхностной структуре между сплавами драгоценных
- 39. Прежде всего проводится пескоструйная обработка металлического каркаса. Для этой цели используется аппарат РОКАТЕКТОР, который при помощи
- 40. Этот процесс осуществляется в два этапа: 1. Подготовительная обработка материалом РОКАТЕК-ПРЕ поверхности металла, чтобы очистить ее.
- 41. При этом категорически запрещается дотрагиваться руками, сдувать их или пользоваться сжатым воздухом. Производится нанесение связующего силанового
- 42. На подготовленную и высушенную поверхность протеза наносится опаковый слой (Опакер) ВИЗИО-ГЕМ, то есть светоотверждаемого облицовочного материала.
- 43. После завершения процедуры нанесения материала и полимеризации опакового слоя необходимо сразу же начинать формирование анатомической формы
- 44. Получающийся в результате альфа-полимеризации дисперсный слой необходим для связывания индивидуальных слоев между собой и, следовательно, не
- 46. Скачать презентацию
Введение.
Искусственные коронки, облицованные пластмассой, называют металлопластмассовыми, или комбинированными. Они могут быть
Введение.
Искусственные коронки, облицованные пластмассой, называют металлопластмассовыми, или комбинированными. Они могут быть
Клинические и лабораторные приемы протезирования литыми комбинированными коронками.
Наиболее совершенной конструкцией
Клинические и лабораторные приемы протезирования литыми комбинированными коронками.
Наиболее совершенной конструкцией
Литой каркас искусственной комбинированной коронки отличается большей жесткостью, чем штампованный. Он
Литой каркас искусственной комбинированной коронки отличается большей жесткостью, чем штампованный. Он
Под литую коронку опорный зуб может быть отпреперирован с уступом. Это
Под литую коронку опорный зуб может быть отпреперирован с уступом. Это
Литые комбинированные коронки имеют преимущество при протезировании дефектов зубов, когда недостающую
Литые комбинированные коронки имеют преимущество при протезировании дефектов зубов, когда недостающую
Литые комбинированные металлопластмассовые коронки.
были изготовлены в начале 40-х годов XX столетия.
Литые комбинированные металлопластмассовые коронки.
были изготовлены в начале 40-х годов XX столетия.
Восковая репродукция коронки отливалась вместе со всеми элементами целиком, а затем
Восковая репродукция коронки отливалась вместе со всеми элементами целиком, а затем
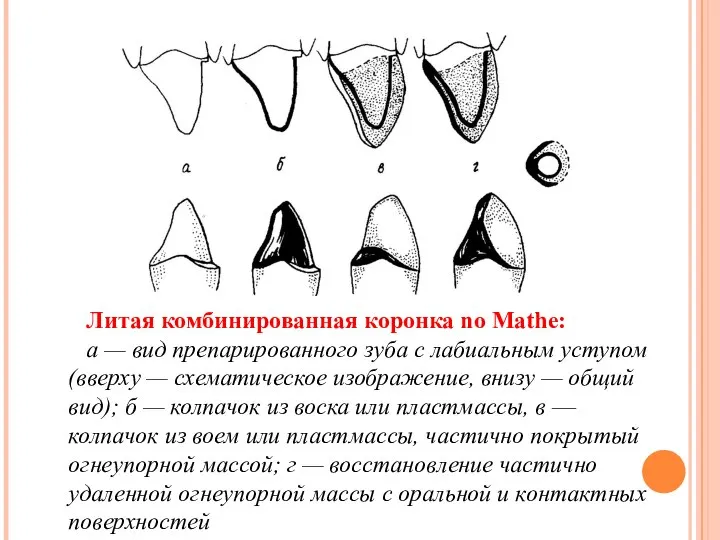
Литая комбинированная коронка no Mathе:
а — вид препарированного зуба с лабиальным
Литая комбинированная коронка no Mathе:
а — вид препарированного зуба с лабиальным
Основной проблемой, которую приходится решать при конструировании литых комбинированных коронок, является
Основной проблемой, которую приходится решать при конструировании литых комбинированных коронок, является
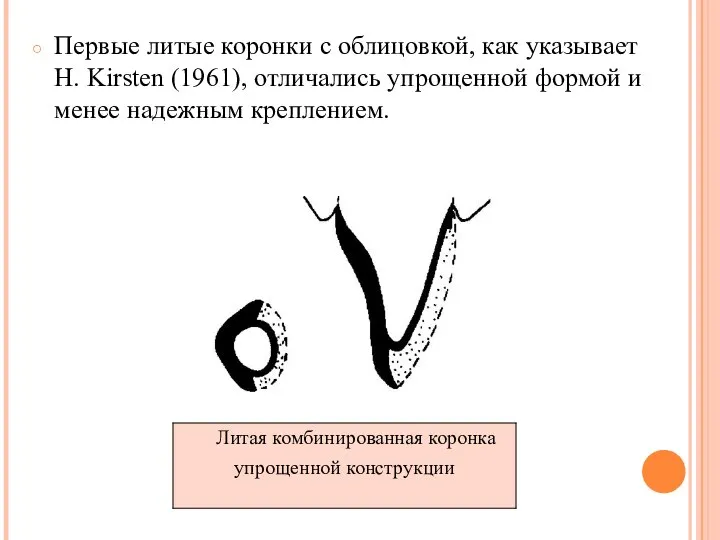
Первые литые коронки с облицовкой, как указывает Н. Kirsten (1961), отличались
Первые литые коронки с облицовкой, как указывает Н. Kirsten (1961), отличались
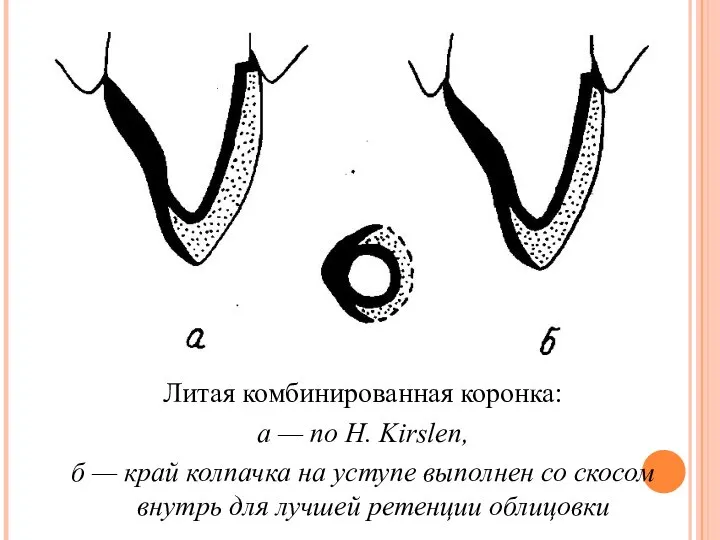
Литая комбинированная коронка:
а — по Н. Kirslen,
б — край колпачка
Литая комбинированная коронка:
а — по Н. Kirslen,
б — край колпачка
Расположение металла по режущему краю значительно затрудняет получение необходимой прозрачности и
Расположение металла по режущему краю значительно затрудняет получение необходимой прозрачности и
Технология изготовления коронки по Miller.
После препарирования опорного зуба получают анатомические оттиски,
Технология изготовления коронки по Miller.
После препарирования опорного зуба получают анатомические оттиски,
Сначала из воска моделируют анатомическую форму коронки, а затем на вестибулярной
Сначала из воска моделируют анатомическую форму коронки, а затем на вестибулярной
Их приклеивают по всей поверхности ложа для облицовочного материала.
Восковую репродукцию
Их приклеивают по всей поверхности ложа для облицовочного материала.
Восковую репродукцию
Литая комбинированная коронка по Ch. Miller:
а — общая схема, б —
Литая комбинированная коронка по Ch. Miller:
а — общая схема, б —
Пластмассовые шарики при аккуратном их размещении на поверхности воскового колпачка дают
Пластмассовые шарики при аккуратном их размещении на поверхности воскового колпачка дают
После отливки колпачка из металла его тщательно очищают от остатков паковочной
После отливки колпачка из металла его тщательно очищают от остатков паковочной
Так, при литье из сплавов серебристого цвета в качестве обмазки применяется
Так, при литье из сплавов серебристого цвета в качестве обмазки применяется
В настоящее время выпускается специальный покрывной лак ЭДА-02, представляющий собой полимерную
В настоящее время выпускается специальный покрывной лак ЭДА-02, представляющий собой полимерную
Золотистое покрытие наносится по известной методике напыления нитрида титана. Причем механическое
Золотистое покрытие наносится по известной методике напыления нитрида титана. Причем механическое
При втором способе можно использовать быстротвердеющие пластмассы, полимеризация которых проводится в
При втором способе можно использовать быстротвердеющие пластмассы, полимеризация которых проводится в
В литературе описаны различные способы получения комбинированных коронок со стандартной пластмассовой
В литературе описаны различные способы получения комбинированных коронок со стандартной пластмассовой
Кроме того, использование пластмасс, отличающихся от стандартных заготовок, для фиксации фасетки
Кроме того, использование пластмасс, отличающихся от стандартных заготовок, для фиксации фасетки
Качество крепления пластмассы при помощи закрепляющих гранул (перл) зависит от их концентрации на
Качество крепления пластмассы при помощи закрепляющих гранул (перл) зависит от их концентрации на
В отличие от металлокерамических коронок пластмассу наносят на металлический каркас в
На вестибулярную поверхность коронки наносят клей и устанавливают ретенционные перлы.
Перлы
Перлы
Некоторые авторы (Копейкин В.Н., 1985) рекомендуют наносить бусины (перлы) хаотично.
Некоторые авторы (Копейкин В.Н., 1985) рекомендуют наносить бусины (перлы) хаотично.
Для изготовления одиночных коронок используют хромникелевые, кобальтхромовые и сплавы золота, а
Для изготовления одиночных коронок используют хромникелевые, кобальтхромовые и сплавы золота, а
При изготовлении фасетки из пластмассы «Синма» наносят ее на металлическое ложе
При изготовлении фасетки из пластмассы «Синма» наносят ее на металлическое ложе
Введение в практику литых металлопластмассовых коронок не решило, однако, проблемы крепления облицовочного
Введение в практику литых металлопластмассовых коронок не решило, однако, проблемы крепления облицовочного
К вариантам решения данной проблемы можно отнести вышеописанные ретенционные перлы, проволоки,
К вариантам решения данной проблемы можно отнести вышеописанные ретенционные перлы, проволоки,
В подобной ситуации особому риску подвергается маргинальный периодонт. Причиной появления зазоров
В подобной ситуации особому риску подвергается маргинальный периодонт. Причиной появления зазоров
Один из путей решения этой проблемы состоит в улучшении адгезивных свойств
Один из путей решения этой проблемы состоит в улучшении адгезивных свойств
Следующим этапом вслед за созданием исключительной механической ретенции явились исследования и
Следующим этапом вслед за созданием исключительной механической ретенции явились исследования и
Технология ЭСПЕ РОКАТЕК позволяет подготовить силикатную пленку на поверхности металла с
Для применения системы состав сплава не имеет определяющего значения. Различия в
Для применения системы состав сплава не имеет определяющего значения. Различия в
Прежде всего проводится пескоструйная обработка металлического каркаса. Для этой цели используется
Прежде всего проводится пескоструйная обработка металлического каркаса. Для этой цели используется
Этот процесс осуществляется в два этапа:
1. Подготовительная обработка материалом РОКАТЕК-ПРЕ поверхности
Этот процесс осуществляется в два этапа:
1. Подготовительная обработка материалом РОКАТЕК-ПРЕ поверхности
При этом категорически запрещается дотрагиваться руками, сдувать их или пользоваться сжатым
При этом категорически запрещается дотрагиваться руками, сдувать их или пользоваться сжатым
На подготовленную и высушенную поверхность протеза наносится опаковый слой (Опакер) ВИЗИО-ГЕМ,
На подготовленную и высушенную поверхность протеза наносится опаковый слой (Опакер) ВИЗИО-ГЕМ,
После завершения процедуры нанесения материала и полимеризации опакового слоя необходимо сразу
После завершения процедуры нанесения материала и полимеризации опакового слоя необходимо сразу
Получающийся в результате альфа-полимеризации дисперсный слой необходим для связывания индивидуальных слоев
Получающийся в результате альфа-полимеризации дисперсный слой необходим для связывания индивидуальных слоев
 Майстер-файл на плазму. Концепція. Структура. Сертифікація
Майстер-файл на плазму. Концепція. Структура. Сертифікація Медицинские ошибки и риск-менеджмент в больнице
Медицинские ошибки и риск-менеджмент в больнице Государственная программа развития здравоохранения РК ДЕНСАУЛЫК и ОСМС
Государственная программа развития здравоохранения РК ДЕНСАУЛЫК и ОСМС Система автоматичного налаштування медичного сканера
Система автоматичного налаштування медичного сканера Психологические особенности учащихся средней и старшей школы. Психологические особенности пятиклассников
Психологические особенности учащихся средней и старшей школы. Психологические особенности пятиклассников Центр медицинской профилактики. Медико-социальная помощь гражданам пожилого и старческого возраста
Центр медицинской профилактики. Медико-социальная помощь гражданам пожилого и старческого возраста Смайлики
Смайлики Хирургическое лечение варикозной болезни вен нижних конечностей
Хирургическое лечение варикозной болезни вен нижних конечностей Туберкулезді менингит
Туберкулезді менингит Макроэлементы пищи (Ca,P,K,Mg,Na,Cl), значение для организма, гигиенические нормы, продукты, богатые ими
Макроэлементы пищи (Ca,P,K,Mg,Na,Cl), значение для организма, гигиенические нормы, продукты, богатые ими Фитотерапия в кардиологии
Фитотерапия в кардиологии Балалардағы асқазан ойық жара ауруы
Балалардағы асқазан ойық жара ауруы Влияние фармацевтических факторов на стабильность эмульсий
Влияние фармацевтических факторов на стабильность эмульсий Что такое честность
Что такое честность Подходы к организации логопедической работы при интеллектуальном недоразвитии
Подходы к организации логопедической работы при интеллектуальном недоразвитии МРТ брюшной полости. Зачетная работа
МРТ брюшной полости. Зачетная работа Хроническая болезнь почек при сахаром диабете
Хроническая болезнь почек при сахаром диабете Современные зарубежные методики и программы обогащения пренатального опыта пренейта
Современные зарубежные методики и программы обогащения пренатального опыта пренейта Сенсорные и гностические слуховые расстройства. Слуховые агнозии
Сенсорные и гностические слуховые расстройства. Слуховые агнозии Препарат Эквамер
Препарат Эквамер Респираторлық дистресс синдромының клинико-лабораториялық көрінісі
Респираторлық дистресс синдромының клинико-лабораториялық көрінісі Материалы в клинике терапевтической стоматологии
Материалы в клинике терапевтической стоматологии Об утверждении правил обязательного конфиденциального медицинского обследования на наличие ВИЧ-инфекции лиц
Об утверждении правил обязательного конфиденциального медицинского обследования на наличие ВИЧ-инфекции лиц Опухоли средостения
Опухоли средостения Нестероидные противовоспалительные средства
Нестероидные противовоспалительные средства Косметические средства. Профессиональные особенности
Косметические средства. Профессиональные особенности Жүрек өткізгіштігінің морфофункциональдық ерекшеліктері
Жүрек өткізгіштігінің морфофункциональдық ерекшеліктері Оздоровительный комплекс санатория «Юматово»
Оздоровительный комплекс санатория «Юматово»