Анализ применения инструмента качества FMEA при отладке технологического процесса формования обшивки потолочного модуля
- Анализ применения инструмента качества FMEA при отладке технологического процесса формования обшивки потолочного модуля

Содержание
- 2. Автомобильный кластер Санкт-Петербурга Сегодня Санкт-Петербург является ведущим в России центром автомобилестроения
- 3. Группа Антолин
- 4. Пример потолочного модуля
- 5. Виды FMEA-анализа Конструкция изделия (FMEA-анализ конструкции) Процесс производства продукции (FMEA-анализ процесса производства) Бизнес-процессы (FMEA-анализ бизнес-процессов) Процесс
- 6. FMEA-анализ представляет собой технологию анализа возможности возникновения дефектов и их влияния на потребителя. FMEA-анализ проводится для
- 7. Техпроцесс термофорования Gruppo Antolin
- 8. FMEA - анализ включает два основных этапа: Этап построения построения компонентной, структурной, функциональной и потоковой моделей
- 9. Параметр тяжести последствий для потребителя (В) Параметр частоты возникновения дефекта (А) Параметр вероятности не обнаружения дефекта
- 10. RPZ = B*A*E RPZ Параметр Риска потребителя Желательное значение: RPZ RPZ = [1;1000]
- 11. Результаты анализа заносятся в специальную таблицу: RPZ = B*A*E
- 12. Метод FMEA часто применяют при: Разработке новых изделий Изменении продукта, процесса или операции Ограниченных возможностях контроля
- 13. Пример FMEA участка термоформования
- 14. Инструменты группы Антолин Доставка материала; Хранение; Резка; Склеивание; Термоформование; Упаковка; Транспортировка.
- 15. Возможные проблемы Задержка материала в пути; Несоответствие материала спецификации; Несвоевременная поставка материала; Повреждение детали, неправильная геометрия
- 16. Причины возникновения Трудности с документами; Нарушение процесса доставки; Нарушение условий хранения; Ошибка оператора; Неправильная настройка инструмента;
- 17. Решения проблем Уведомление поставщика, отслеживание доставки, согласование графика поставок; Входной контроль; Разработка программы технического обслуживания; Контроль
- 19. Скачать презентацию

Автомобильный кластер Санкт-Петербурга
Сегодня Санкт-Петербург является ведущим в России центром автомобилестроения
Автомобильный кластер Санкт-Петербурга
Сегодня Санкт-Петербург является ведущим в России центром автомобилестроения

Группа Антолин
Группа Антолин

Пример потолочного модуля
Пример потолочного модуля
Виды FMEA-анализа
Конструкция изделия (FMEA-анализ конструкции)
Процесс производства продукции (FMEA-анализ процесса производства)
Бизнес-процессы (FMEA-анализ
Виды FMEA-анализа
Конструкция изделия (FMEA-анализ конструкции)
Процесс производства продукции (FMEA-анализ процесса производства)
Бизнес-процессы (FMEA-анализ
FMEA-анализ представляет собой технологию анализа возможности возникновения дефектов и их влияния
FMEA-анализ представляет собой технологию анализа возможности возникновения дефектов и их влияния
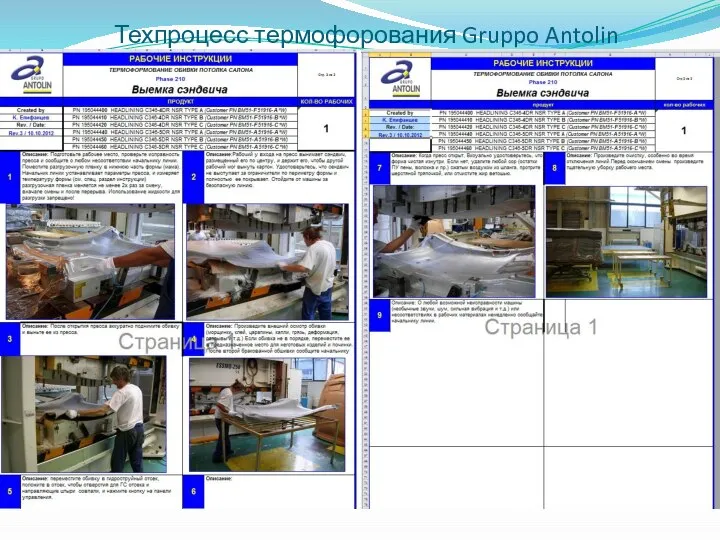
Техпроцесс термофорования Gruppo Antolin
Техпроцесс термофорования Gruppo Antolin
FMEA - анализ включает два основных этапа:
Этап построения построения компонентной, структурной,
FMEA - анализ включает два основных этапа:
Этап построения построения компонентной, структурной,
Параметр тяжести последствий для потребителя (В)
Параметр частоты возникновения дефекта (А)
Параметр вероятности
Параметр тяжести последствий для потребителя (В)
Параметр частоты возникновения дефекта (А)
Параметр вероятности
![RPZ = B*A*E RPZ Параметр Риска потребителя Желательное значение: RPZ RPZ = [1;1000]](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/683404/slide-9.jpg)
RPZ = B*A*E
RPZ
Параметр Риска потребителя
Желательное значение:
RPZ < 100
RPZ = [1;1000]
RPZ = B*A*E
RPZ
Параметр Риска потребителя
Желательное значение:
RPZ < 100
RPZ = [1;1000]
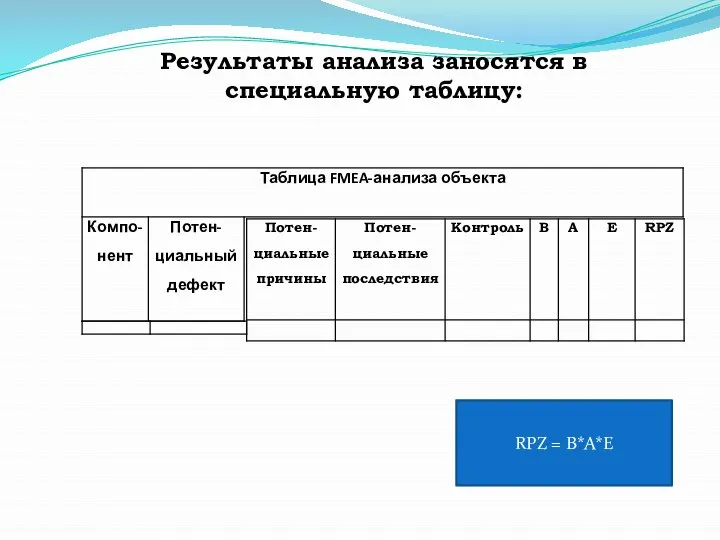
Результаты анализа заносятся в специальную таблицу:
RPZ = B*A*E
Результаты анализа заносятся в специальную таблицу:
RPZ = B*A*E
Метод FMEA часто применяют при:
Разработке новых изделий
Изменении продукта, процесса
Метод FMEA часто применяют при:
Разработке новых изделий
Изменении продукта, процесса
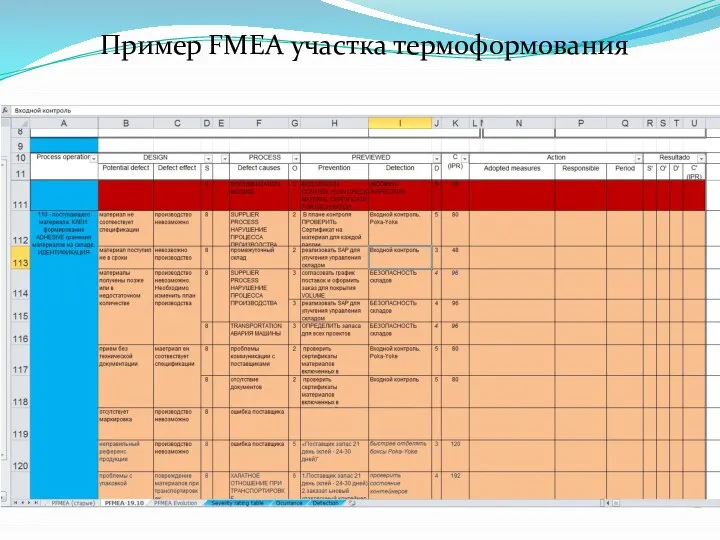
Пример FMEA участка термоформования
Пример FMEA участка термоформования
Инструменты группы Антолин
Доставка материала;
Хранение;
Резка;
Склеивание;
Термоформование;
Упаковка;
Транспортировка.
Инструменты группы Антолин
Доставка материала;
Хранение;
Резка;
Склеивание;
Термоформование;
Упаковка;
Транспортировка.

Возможные проблемы
Задержка материала в пути;
Несоответствие материала спецификации;
Несвоевременная поставка материала;
Повреждение детали, неправильная
Возможные проблемы
Задержка материала в пути;
Несоответствие материала спецификации;
Несвоевременная поставка материала;
Повреждение детали, неправильная
Причины возникновения
Трудности с документами;
Нарушение процесса доставки;
Нарушение условий хранения;
Ошибка оператора;
Неправильная настройка инструмента;
Дефект
Причины возникновения
Трудности с документами;
Нарушение процесса доставки;
Нарушение условий хранения;
Ошибка оператора;
Неправильная настройка инструмента;
Дефект
Решения проблем
Уведомление поставщика, отслеживание доставки, согласование графика поставок;
Входной контроль;
Разработка программы технического
Решения проблем
Уведомление поставщика, отслеживание доставки, согласование графика поставок;
Входной контроль;
Разработка программы технического
 Воин – освободитель
Воин – освободитель Автомобильный туризм
Автомобильный туризм Таинство крещения
Таинство крещения Модернизация схемы релейной защиты У- 412, У-422, У-432
Модернизация схемы релейной защиты У- 412, У-422, У-432 Отчет по практике по предмету ПМ 03.01 Техническое обслуживание и ремонт компьютерных систем и комплексов
Отчет по практике по предмету ПМ 03.01 Техническое обслуживание и ремонт компьютерных систем и комплексов Разборка и сборка запорных устройств системы водоснабжения
Разборка и сборка запорных устройств системы водоснабжения Правовое положение представительств и филиалов иностранных юридических лиц в России
Правовое положение представительств и филиалов иностранных юридических лиц в России Ночной хлеб
Ночной хлеб TZS
TZS Сэндвич-панели поэлементной сборки
Сэндвич-панели поэлементной сборки Сольфеджио 5/8 тема урока : Подбор аккомпанемента с использованием изученных аккордов
Сольфеджио 5/8 тема урока : Подбор аккомпанемента с использованием изученных аккордов 20141211_prezentatsiya_metod_proektov_v_prepodavanii
20141211_prezentatsiya_metod_proektov_v_prepodavanii Механическая кулинарная обработка картофеля
Механическая кулинарная обработка картофеля Утро первого воскресного дня. Явление Христа женам-мироносицам. Вечер первого воскресного дня
Утро первого воскресного дня. Явление Христа женам-мироносицам. Вечер первого воскресного дня Мои первые друзья
Мои первые друзья Порядок проведения квалификационного экзамена. Закон О частной детективной и охранной деятельности в РФ
Порядок проведения квалификационного экзамена. Закон О частной детективной и охранной деятельности в РФ Машиностроительный комплекс (9 класс)
Машиностроительный комплекс (9 класс) Силовая цепь ВЛ-80с. Устройство и ремонт электровозов
Силовая цепь ВЛ-80с. Устройство и ремонт электровозов Транспортное средство велоквадро
Транспортное средство велоквадро Европа в эпоху раннего средневековья. Арабский халифат
Европа в эпоху раннего средневековья. Арабский халифат Ворк – викторина для тунеядцев
Ворк – викторина для тунеядцев Газотурбинные установки замкнутого цикла
Газотурбинные установки замкнутого цикла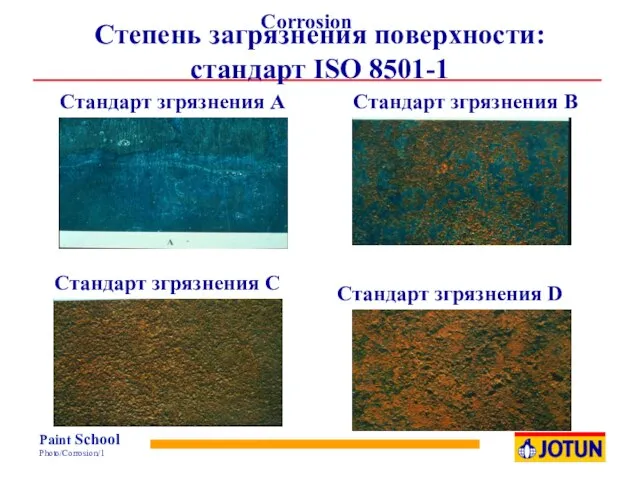 Коррозия. Степень загрязнения поверхности. Стандарт ISO 8501-1
Коррозия. Степень загрязнения поверхности. Стандарт ISO 8501-1 Исследование профессионально-важных личностных качеств будущих специалистов рекламы и связей с общественностью
Исследование профессионально-важных личностных качеств будущих специалистов рекламы и связей с общественностью Презентация1
Презентация1 О ком говорится в стихотворении?
О ком говорится в стихотворении? Лесная промышленность России
Лесная промышленность России Управление проектами
Управление проектами